Ev ve garaj için bir kaynak yarı otomatik cihaz nasıl seçilir: tüm parametreler ve ekipman türlerine genel bakış
Kaynak için yarı otomatik cihazların maliyet aralığı 6000-200000 ruble. Hangi kaynak yarı otomatik cihazın satın alınmasının daha iyi olduğunu anlamak için temel parametrelerini, yapılan işin rahatlığı ve dikişin kalitesi üzerindeki etkilerini bilmeniz gerekir. Bu, belirli görevler için doğru modeli seçmenize yardımcı olur ve kullanılmayan potansiyel için çok fazla para vermez.

İçindekiler:
Kaynak yarı otomatik cihazın cihazı ve çalışma prensibi
Yarı otomatik kaynak makineleri, yüksek verimlilikleri nedeniyle diğer kaynak makinelerine göre daha üstündür. Diğer cihazlardan farklı olarak, yarı otomatik cihazlar, dolgu malzemesi olarak görev yapan ve aynı zamanda arkın tutuşması için kontaklardan biri olarak görev yapan dahili bir tel besleme ünitesine sahiptir.
Bu nedenle, çeşitli uzamsal konumlarda 2-4 m uzunluğunda sürekli dikişler oluşturmak mümkündür. Bu, torçu bir dikiş oluşturmak amacıyla manipüle etmek için de uygundur, çünkü uzunluğu yan yüzü kaynak havuzuna yaklaştırılarak sürekli olarak telafi edilmesi gereken yanma elektrodu yoktur.
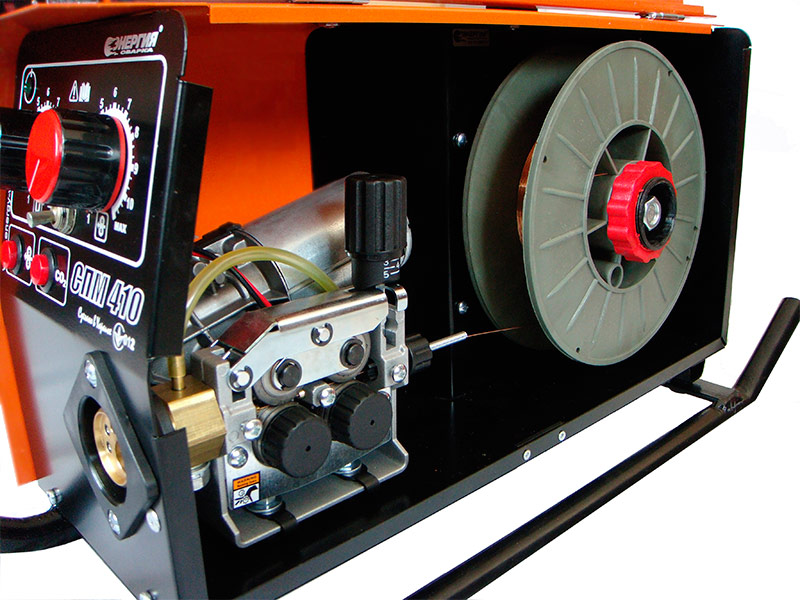
Yarı otomatik cihaz aşağıdaki parçaları ve montajları içerir:

1. Redüktör.
2. İnert gaz silindiri.
3. Dolgu tel makarası
4. Verme mekanizması.
5. Kontak elemanları ve kontrol anahtarı ile brülör.
6. gösterge paneli.
7. Güç kaynağı
8. Kablo kanallı brülör manşonu, güç kabloları, dahili gaz hortumu.
9. Klemensli topraklama kablosu.
Kaynak yarı otomatik cihazın elemanlarının görünümü ve düzeni, cihazın sınıfına bağlı olarak değişir.
Kaynak yarı otomatik cihazın çalışma prensibi, ağdan 220 veya 380 V'luk bir voltaj elde etmek ve voltu 30-90 V'a düşürmektir. Aynı zamanda, akım kaynağı amper sayısını 120-500 A'ya yükseltir, bu da ark çeliği, dökme demir, alüminyum ve paslanmaz çeliği eritmeyi kolaylaştırır. Erime elektrotlarından farklı olarak, bu yöntem dikiş yüzeyinde cüruf bırakmaz. Bağlantı doğru yapılırsa, daha sonra işleme gerekli değildir, ürünün soğutulduktan sonra boyanmasına izin verilir.
Bu işlemi gerçekleştirmek için ekipmanın elektrikli, mekanik ve gaz parçaları söz konusudur. Kaynakçı bir ağızlık ve nozul ile bir meşale tutuyor. İçinde, elektrik motorlu mekanikler kaynak telini besler. İkincisinin hızı, katkı maddesinin çapına, akım gücüne ve dikişin gerekli kalınlığına bağlı olarak ayarlanır. Teller aracılığıyla, brülör voltajının ağızlığına tel geçirerek uygulanır.
İkinci temas ürüne kelepçeli bir kütle kablosu ile bağlanır. Kaynakçı torç düğmesine bastığında, tel ileri doğru uzanır, kaynak yapılacak parçanın yüzeyine dokunur ve telin kendisini ve eklemin kenarlarını eriterek bir elektrik arkı heyecanlandırır. Bir dikiş oluşturmak için, brülör sorunsuz veya salınımlı hareketlerle sürülmelidir.
Gaz parçası, kaynak havuzunun erimiş metalini çevreleyen hava ile etkileşime karşı korur. Brülördeki bir düğmeye basıldığında, gaz valfi otomatik olarak inert bir madde salar. Torcun nozulu, boru şeklindeki bir şekle sahiptir ve kaynak bölgesinin eşit bir şekilde korunmasını sağlar. Aksi takdirde, erimiş metalden karbon çekilecek ve dikiş gözenekli ve sızdıracaktır.
Videodan yarı otomatik kaynak makineleriyle çalışma prensipleri hakkında daha fazla bilgi edinebilirsiniz:
Doğru yarı otomatik kaynak tipi nasıl seçilir
Hangi yarı otomatik kaynak makinesinin evde veya kişisel bir garajda küçük bir atölyede çalışmayı seçeceğine karar verirken, ekipman türlerini dikkate almanız gerekir. Amaçlanan amaç için üç gruba ayrılmıştır ve aynı zamanda bakım kolaylığını ve kullanım kolaylığını etkileyen çeşitli akım kaynaklarından birinin içinde bulunabilir.
Ev tipi, yarı profesyonel ve profesyonel modeller
Ev tipi kaynak yarı otomatik cihazları.
10 kg'a kadar küçük bir ağırlığa, akım mukavemetine 120-160 A, güç 3-5 kW'a sahiptirler. Kural olarak, bunlar 220 V ağa bağlı minimum ayarlara sahip basit cihazlardır.Düşük akım gücü nedeniyle, kalın olmayan metali 3-5 mm'ye kadar olan bir kesite sahip kaynak yapabilirler. Katılım süreleri% 30'u geçmez, bu da ondan 3 dakika çalışmalarını sağlar. Anahtar bileşenlerin soğutulması için geri kalan süre gerekecektir, aksi takdirde aşırı ısınmaya yol açacaktır. Ünite küçük görevler için seçilir: bir kapı üretmek, bir çitin onarılması, kişisel ihtiyaçlar için bir sera oluşturulması.


+ Yerli yarı otomatik cihazların artıları
- makul fiyat;
- yeni başlayanların işlevleri anlaması kolaydır (mevcut gücü ve tel besleme hızını ayarlama);
- yoğunluk;
- basit onarım ve ucuz parçalar;
- kolay ulaşım;
- minimum bakım gerektirir.

- Yerli yarı otomatik cihazların eksileri
- kaynaklı kenarların kalınlığını sınırlayan düşük güç;
- kısa tel ve kablo;
- zayıf ekipman;
- sadece ince tel ile pişirme yeteneği;
- % 30'luk düşük PV (dahil etme süresi).
Yarı profesyonel kaynak yarı otomatik cihazları.
Akım gücü 180-250 A olan orta kaynak ekipmanı kategorisini temsil ederler. Güçleri 6-8 kW arasında değişir. % 35 ila 50 arasındaki PV, kapı, konteyner ve çeşitli tasarımların evde üretimi için küçük kesintilerle kullanmanızı sağlar. Metalin penetrasyon kalınlığı 10 mm'ye ulaşır. Cihazlar basit bir arayüze sahip olabilir veya kaynak voltajını modellemek için zaten gelişmiş ayarlar içerebilir.

+ Yarı profesyonel yarı otomatik cihazların artıları
- her gün 3-5 saat çalışma fırsatı;
- artan yapı kalitesi;
- 3 m uzunluğa kadar kabloları olan ekipman;
- gövde ve gösterge paneli için gelişmiş koruma derecesi;
- uzun hizmet ömrü;
- daha ince mod ayarları.
- Eksileri yarı otomatik yarı otomatik cihazlar
- daha yüksek maliyet;
- 10-20 kg ağırlık, taşımayı zorlaştırır;
- pahalı onarımlar ve bileşenler.
Profesyonel kaynak yarı otomatik cihazları.
Bunlar, büyük bir durumda, kalıcı olarak veya silindirli bir arabaya monte edilen cihazlardır. Ayrıca, taşımayı kolaylaştıran bir gaz silindiri de sabitlenmiştir. Modeller, 20 mm veya daha fazla kalınlığa sahip metaller pişirmenize izin veren 300-500 A'ya kadar üretir, ancak bu, 380 V'luk üç fazlı bir giriş gerektirir.% 60'lık PV nedeniyle sürekli istihdam ile üretim için seçilirler.

+ Profesyonel yarı otomatik cihazların artıları
- yüksek güç 11-25 kW;
- rölanti 80-90 V nedeniyle arkın kolay tutuşması;
- Her gün 7-10 saat pişirebilirsiniz;
- daha iyi kaynak kalitesi için birçok kaynak akımı ayar fonksiyonu;
- çeşitli çaplarda ve malzemelerde tel kurulumuna izin verdiği için evrensel;
- uzun kablolarla donatılmıştır.
- Profesyonel yarı otomatik cihazların eksileri
- ağır ağırlık, ulaşım kolaylığını etkiler;
- yüksek başlangıç maliyeti ve onarım fiyatları;
sınırlı bağlantı (sadece 380 V olduğunda).
Güç kaynağına bağlı olarak kaynak yarı otomatik bir cihaz ile belirlenir
Kaynak ekipmanı kategorilerine ek olarak, dikişin kalitesi ve uygulanabilirliği üzerinde doğrudan etkisi olan güç kaynağı türüne de ayrılmıştır. Seçim için üç tip güç kaynağı mevcuttur.
Transformers.
Bobinlerin büyük boyutları (birincil ve ikincil) nedeniyle, yarı otomatik gövdenin boyutları büyüktür. Bu, cihazın kütlesini etkiler. Ancak bakım için bu tür modeller en iddiasız. Onarımı da ucuzdur.Bu tür cihazların minimum parçaları olduğundan, daha az sıklıkta parçalanırlar ve en ağır koşullarda (soğuk, ısı, sık taşıma, toz) çalışmaya izin verilir.
Kaynak alternatif akımda gerçekleşir, bu nedenle dikişler pullu olarak telaffuz edilir, girişler olabilir. Yüksek oranda metal sıçraması vardır. Akım ayarı kademeli, kaba. Bu tür cihazlar düşük karbonlu çelikler veya alüminyum için uygundur (uygun telin takılması şartıyla).
Redresörler.
Bu ekipman tasarım açısından benzerdir, ancak transformatöre ek olarak, içinde alternatif bir düşük voltajı düzelten bir diyot köprüsü de vardır. DC kaynak, sıradan “siyah” metal üzerinde paslanmaz çelik, dökme demir veya daha iyi kaynakların birleştirilmesi olasılığını açar.
Arkları daha stabil yanar ve sprey çok daha küçüktür. Ancak onarımdaki daha fazla sayıda düğüm göz önüne alındığında, daha karmaşıktırlar. Ve yarı otomatik cihazların kütlesi daha büyüktür, bu da taşımayı zorlaştırır.
Inverter.
En modern kaynak akımı kaynakları, frekansını on kat arttırır ve daha sonra sabit hale gelir. Böyle bir şema kompakt ekipman boyutları, ağdan düşük voltaj tüketimi ve kaynak malzemeleri (paslanmaz çelik, dökme demir, karbon metalleri, alüminyum) için geniş olanaklar sunar. Bunların dikişi düz, neredeyse hiç sprey yok. Gerilimi düzgün bir şekilde ayarlayabilirsiniz ve bu da yanmayı azaltır.
Çok sayıda elektronik ve iç parça nedeniyle, bu tür ekipman daha soğuk ve toza karşı hassas kullanım gerektirir. Onarmak en pahalı olandır. Ağda voltaj dalgalanmaları meydana gelirse, bu kaynak kalitesini etkiler.
Tel besleme seçimi
Yarı otomatik bir kaynak makinesinin seçimi, prizden ne kadar uzakta kaynak yapılması gerektiği ve üretilecek yapıların ne kadar büyük olduğu ile ilgilidir. Bu sadece güç kablosunun uzunluğundan değil, aynı zamanda brülörün manşonundan da etkilenir. Tel besleme mekanizmasının tipi genellikle ikincisine bağlıdır.
Üç tel besleme seçeneği vardır:
1. itme - teli kablo kanalına iten aparat gövdesinde makaralar bulunur. Tipik olarak, manşon uzunluğu 5 m'yi geçmez, çünkü tel, kaynağı kesen bükülmelerde sıkışabilir.
2. çeken - brülörün kendisinde bir çekme mekanizmasının varlığını ima eder. Bu, daha uzun kolların kullanılmasına izin verir, ancak brülörü ağırlaştırır, bu da yüksek irtifa çalışmaları veya yüz dikişleri için elverişsizdir.

3. kombine - yukarıdaki her ikisine de sahip olmak. Kablo kanalının uzunluğu 10 m'ye ulaşabilir, bu da büyük yapılarda (çatı makasları, uzun bir sera) iş yerini hızla değiştirmek için uygundur.
Ek olarak, itme teli besleme mekanizması bir güç kaynağı olan bir mahfaza içinde veya ayrı bir mahfaza içinde olabilir. İlk versiyon ekipmanın daha kompakt boyutlarını verir, ancak manşon uzunluğu yeterli değilse, tüm kurulumu taşımanız gerekir. Bunu göz önünde bulundurarak, yerleşik besleme mekanizması sadece garajda küçük parçalarla (konteyner, barbekü, küçük kapı) çalışmanın gerçekleştiği sabit bir kaynak yeri için uygundur.

Güç kaynağı olan bir muhafazada itme mekanizması.
Daha fazla manevra kabiliyeti için (çit, sera, boruların kaynağı), güç kaynağı ve besleme mekanizmasının ayrı bir muhafazasına sahip yarı otomatik bir cihaz seçmek daha iyidir. Böyle bir şema, ekipmanın sabit bir şekilde kullanılmasına izin verir, parçaları birbirinin üzerine yerleştirir ve gerekirse bir tel ve bir tahrikle (6 kg'a kadar ağırlık) bir bobin alır ve kaynak yerine daha yakın hale getirir. Kılıflar, canlı bir kablo ile birbirine bağlanır. Gaz doğrudan ikinci brülör ünitesine bağlanır. Kasa üzerinde bir taşıma kolu vardır.

İtme mekanizması güç kaynağı muhafazasından ayrıdır.
Doğru koruyucu gaz
Yarı otomatik olarak başarılı bir şekilde pişirmek için sadece iyi bir cihaz değil, aynı zamanda koruyucu bir gaz seçmek gerekir. İnert veya aktif karışımların kullanılmasını içerdiğinden, bu kaynak yöntemine MIG / MAG denir.Madde, cihaza hortumlar vasıtasıyla bir redüktörlü bir silindirden beslenir. Brülör düğmesine basıldığında, valf kanalı açar ve gaz memeden dışarı akar. Kaynak havuzunun üflenmesi, onu çevreleyen havanın sıvı metali üzerindeki etkilerden izole eder.
Yarı otomatik makineler için, üretim görevlerine bağlı olarak seçilen birkaç gaz türü vardır:
- Karbon dioksit. En ucuz. Çeşitli kapasitelerde silindirlerde olabilir. Ancak düşük maliyet dikişin kalitesini etkiler - kaba ölçeklerle elde edilir, kaynak sırasında metal sıçramaları çok güçlü bir şekilde uçar, çatırtı duyulur. Bu tip gaz 0.8-1.2 mm ince plakalar ve tepkisiz bağlantılar için uygundur. Demirli metallerin kaynağı için uygundur.
- Argon ve karbondioksit karışımı. Bu bileşimler% 80 /% 20 (argon / karbon dioksit) oranında üretilir ve MIX olarak adlandırılır. Daha pahalıya mal olurlar, ancak yumuşak bir ark, minimum metal sprey, pürüzsüz, ince pullu bir dikiş sağlarlar. Bileşik neredeyse hiç işlem gerektirmez. Bu seçenek, karbon çeliği ve paslanmaz çeliğin kaynağı için seçilir.
- Saf argon. Yarı otomatik bir cihaz için en pahalı gaz türü. Alaşımlı çelikler, alüminyum, titanyum ve bakır için uygundur (bu malzemelere benzer bir tel takılması şartıyla).
Yarı otomatik cihaz gazsız çalışabilir. Bunun için tübüler bir şekle sahip özel bir özlü tel satın alınır. İçinde, bir arkın etkisi altında eriyen ve kaynak havuzunu buharıyla koruyan bir akı serilir. Kaynaktan sonra kaynak yüzeyinden plak ve kabuk çıkarılması gerekir. Bu teknoloji, ulaşılması zor yerlerde kaynak yapmayı büyük ölçüde basitleştirmesine rağmen, böyle bir telin maliyeti o kadar yüksektir ki iç koşullar için karlı değildir (bir silindir ve şanzıman satın almak daha ucuzdur).

Kaynak yarı otomatik cihazı seçerken önemli parametreler
Cihaz tiplerini ve gazlarla çalışma imkanlarını öğrendikten sonra, temel parametrelere geçeceğiz. Bir garaj veya ev atölyesi için ne tür bir kaynak yarı otomatik cihaz satın almanın daha iyi olduğunu anlamak için kaynak yeteneklerini etkileyen dört özelliği anlamaya değer.
Tel Çapı ve Kaynak Akımı
Kaynak yarı otomatik bir cihaz seçerken, kaynak yapılan metalin kalınlığından başlamanız gerekir. Oto karoseri parçaları veya elektrikli ekipman gövdelerinin onarımı için, yanmaları önlemek için küçük bir akım gücü ve küçük bir tel çapı gereklidir. Düşük güçlü bir cihaz seçerseniz, kenarları eritmez, ancak erimiş metali üzerine tutma kuvveti olmayacak şekilde üstüne koyun. Güçlü bir yarı otomatik cihaz, ancak küçük bir tel çapı ile, ikincisi bağlı parçalara ulaşmadan eriyecektir.
Yarı otomatik bir cihazla kaynak modunu seçmek için bir örnek tablo:
| Metal kalınlığı mm | Tel çapı, mm | Akım gücü, A |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 - 30 |
| 1.2-2.0 | 0.8 | 45 - 100 |
| 2.5-4.0 | 1.0-1.2 | 120 - 200 |
| 5.0-8.0 | 1.6 | 150 - 350 |
| 9.0-20.0 | 1.6 | 300 - 500 |
Bu nedenle, 2 mm'ye kadar kalınlığa sahip kapların ve çelik sacın kaynağı bir öncelikse, 150 A akım gücüne sahip en basit model ve 0,8 mm çapında telli bir bobin yeterlidir. Ancak kanalı böyle bir yarı otomatik cihazla demlemek artık mümkün değil. Gelecekte çeşitli kalınlıklarda metaller pişirmek gerekiyorsa, geniş bir yelpazeye ve farklı çaplarda tel takma yeteneğine sahip bir model seçmek daha iyidir.
Amperlere ek olarak, ark olmadığında canlı parçalarda korunan yüksüz voltaj da önemlidir. Bu gösterge 30-90 V aralığındadır. Değer ne kadar yüksek olursa, tel kütleye dokunduğunda ark daha kolay uyarılır. Genellikle paslı parçaları olan bir garajda çalışmak zorundaysanız, o zaman 80-90 V rölanti hızına sahip yarı otomatik bir cihaz seçmelisiniz. Kaynak sadece temizlenmiş yüzeylerde veya yeni metallerde gerçekleştirilirse, 30-50 V özellikli bir model yeterlidir.
Şebeke gerilimi
Yarı otomatik bir cihaz seçerken, ağ parametrelerini de dikkate almak önemlidir. 220 V için ev modelleri, evin avlusunda veya garajda güçlü bir taşıma ve aşçıya bağlanabilir. Ancak bunlar 250 A akım sınırı ile sınırlıdır. Daha yüksek bir akımda kaynak yapmak için üç fazlı bir giriş gereklidir.Garajda böyle bir bağlantı fırsatı varsa, 380 V için yarı otomatik bir cihaz sipariş etmeye değer, bu da yeteneklerini artıracaktır. Hem 220 hem de 380 V arasında geçiş yapabilen ve çalışabilen kombine tip, yalnızca saha faaliyetlerinde, işyerini değiştirmek gerektiğinde ve gelecekteki ağ parametrelerinin bilinmediğinde haklıdır.
Ancak özel bir ev ve yazlık için, düşük voltaj altında pişirme yeteneğini de düşünmeye değer. Akım 220 ila 190 V ve altına düştüğünde, bazı cihazlar sadece “çekmez”, ark zorlukla yanar ve kaynak havuzundaki sıvı yerine metal hamuru andırır. Ardından, 140-230 veya 170-230 V giriş voltajı aralığına sahip modellere dikkat etmeniz gerekir.
Güç tüketimi
Güç tüketimi performansı ve ağ yükünü etkiler. Yerli ihtiyaçlar için, 3-4 kW kapasiteli yarı otomatik makineleri seçmek daha iyidir. Bu, çıkışı aşırı ısınmadan yakmamaya yardımcı olacaktır, makine devrilmeyecektir ve gösterge sac levhayı veya 3 mm kalınlığa kadar bir köşeyi kaynatmak için yeterlidir.
Garaj küçük bir kapı ve kapı üretimi sağlıyorsa, daha güçlü bir makine ve kablolamaya ihtiyacınız vardır. Ardından 5-6 kW'lık bir ünite seçebilirsiniz, kaynak kabiliyetlerini genişletir. Özel atölyeler için 7 kW'lık ekipman kullanın.
Güç göstergesi göz önüne alındığında, çalışma değerinin tüketilenden biraz daha düşük olduğunu hatırlamakta fayda var. Başlangıçta,% 20'lik bir marj sağlamanız gerekir, ancak evde sık sık ağ kesintileri varsa, bu marj daha da büyük olmalıdır.
Hangi tasarım özellikleri önemlidir
Mevcut parametrelere ek olarak, malların kullanılabilirliğini ve maliyetini etkileyen bireysel ekipman elemanlarının tasarım türlerini bilmeniz gerekir. Torç, kablo kanalı, arayüz ve ek işlevlerin özelliklerini dikkate alarak kaynak yarı otomatik bir cihazın nasıl seçileceğini düşünelim.
Yarı otomatik bir cihaz için kaynak torçunun tipi ve uzunluğu
Yarı otomatik bir cihaz için bir kaynak torçu çeşitli tiplerde gerçekleşir. Hepsinin kulplu, başlangıç tuşlu ve bir fırıldaklı ortak bir tasarımı var. İkincisinin sonunda, telin ve gazın çıktığı bir ağızlığın yanı sıra koruyucu maddenin tedarik yönünü oluşturmak için bir meme bulunur.

Ağızlığın ve memenin çapı kaynak koşullarına bağlı olarak değişir. Ganderin boyutu, kolaylık temelinde seçilen biraz daha kısa veya daha uzun olabilir (genellikle küçük parçaların küçük bir meşale ile kaynak yapılması daha kolaydır ve büyük metal yapılardaki manipülasyonlar genişletilmiş bir gander ile pratiktir).
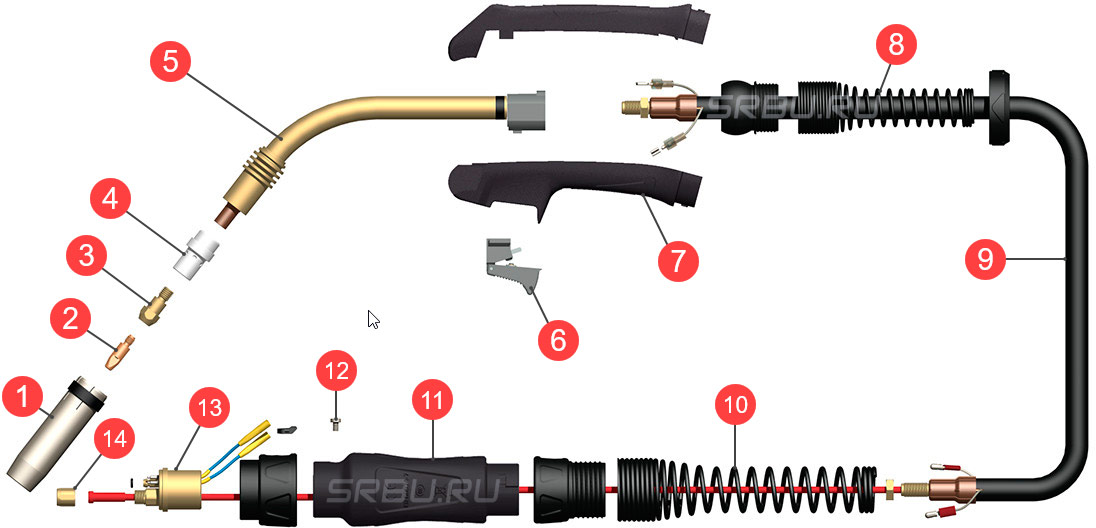
1. Meme koniktir.
2. Geçerli ipucu.
3. Uç tutucu.
4. Gaz dağıtıcısı.
5. Ağızlık.
6. Düğme.
7. Sap.
8. Bağlantı yayı
9. Koaksiyel kablo.
10. Bağlantı yayı
11. Hava soğutma kutusu.
12. Vidalı.
13. Merkezi toplayıcı.
14. Fındık.
Dikkate alınması gereken yarı otomatik bir cihaz için torçların özellikleri:
1. Maksimum kaynak akımı sınırı. Amper cinsinden gösterilir ve 150 ila 500 A arasında değişebilir. Cihazın özelliklerine göre seçilir. Torcun üst göstergesi yarı otomatik cihazın maksimum akım gücünün altındaysa, kaynak yaparken torç hızlı bir şekilde aşırı ısınır veya hatta erir.
2. Bir çekme mekanizması ile meşale. Cihaz, teli nozula çeken mekanik parçalara sahip küçük bir blok içerir. Bu, kaynağı güç kaynağından uzakta gerçekleştirmenizi sağlar, ancak ek gövde kaynakçının görünürlüğünü engeller ve elinizi hızla giyer, bu nedenle sadece belirli koşullarda profesyonel kullanım için haklıdır.
3. Sıvı soğutmalı. Tipik olarak, çoğu brülör ısıyı yüzeylerinden doğal olarak buharlaştıracak şekilde tasarlanmıştır. Ancak kablosu kapalı bir hortumda döşenen daha üretken modeller var. Disiplinli su içeren etil alkol içinden dolaşır. Sıvı fazla ısıyı alıp tanka aktarır. Sistemin çalışması için, ünitenin ana kısmında küçük bir pompa bulunur. Bu brülör tasarımı daha pahalıdır, ancak yüksek akımlarda arka arkaya uzun saatler pişirmenizi sağlar.
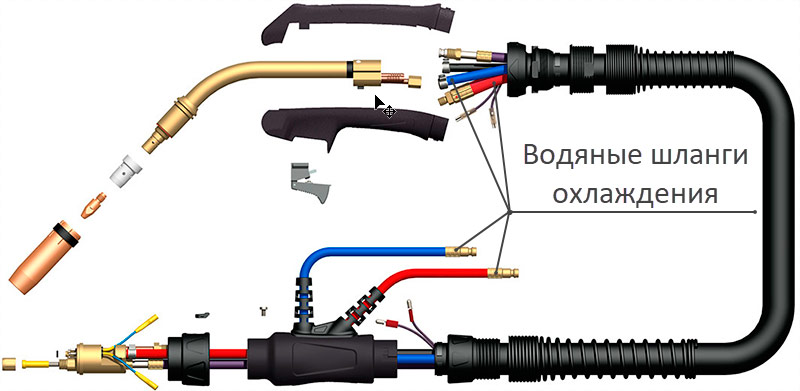
Sıvı soğutmalı brülör.
Brülörün uzunluğuna, cihaza bağlı manşon ile birlikte tabancanın boyutu denir. 2 ila 5 m uzunluğunda, daha az sıklıkla 7-10 m uzunluğunda brülörler vardır.Bir ev ve garaj için, küçük yapıların bir masaya veya zemine kaynaklanması şartıyla, 2-3 m uzunluğunda yeterlidir, daha sonra tel gecikmesi minimum olacaktır. Araba gövdelerini veya seraları kaynaklamak için yarı otomatik bir cihaz kullanılması durumunda, kaynakçının manevra kabiliyetini sağlayan 3-5 m'lik bir manşon seçmek pratiktir.

Brülör konnektörü önemli mi?
Brülör, elemanların geri kalanından daha fazla mekanik ve termal etkilere maruz kalır, bu nedenle er ya da geç eriyecek veya bozulacak, bu da değiştirilmesini gerektirecektir. Muhafazaya aynı anda mekanik sabitleme, akım geçişi için kontaklar, kauçuk sızdırmazlık halkalı bir gaz kanalı içeren özel bir konektör ile tutturulur. Düğmeler için güç, manşondan çıkan başka bir konektörden ayrı olarak sağlanır.
Gelecekte bileşen seçim kolaylığı, seçilen konektör tipine bağlıdır. Bir pim, ayrı (akım taşıyan ve gaz parçaları farklı soketlerde bulunur) ve bir Euro konektörü vardır.
En yaygın ve değiştirilmesi kolay ikincisidir, bu yüzden onu seçmek akıllıca olacaktır. Ancak yarı otomatik bir cihaz sadece periyodik ev kaynağı için (ayda bir kez kaynak yapılır) satın alınırsa, herhangi bir konektörle bir meşale satın alabilirsiniz, çünkü kaynağı yıllarca sürecektir.

Brülörü bağlamak için Euro konektörü.

Euro konektör için Euro brülör adaptörü.
Tel besleyici
Tel besleme mekanizmasının çeşitlerini tür ve yere göre zaten tartıştık, ancak bunun yanı sıra, silindirlerin sayısını ve seçim yaparken bunları değiştirme olasılığını da dikkate almak önemlidir. Basit bir dolgu malzemesi kaynağı sağlayan iki silindirli (sıkıştırma ve sürüş) tasarımlar vardır. Kritik olmayan yapıların kaynağı için bu yeterlidir.
İki telli tel besleme mekanizması.
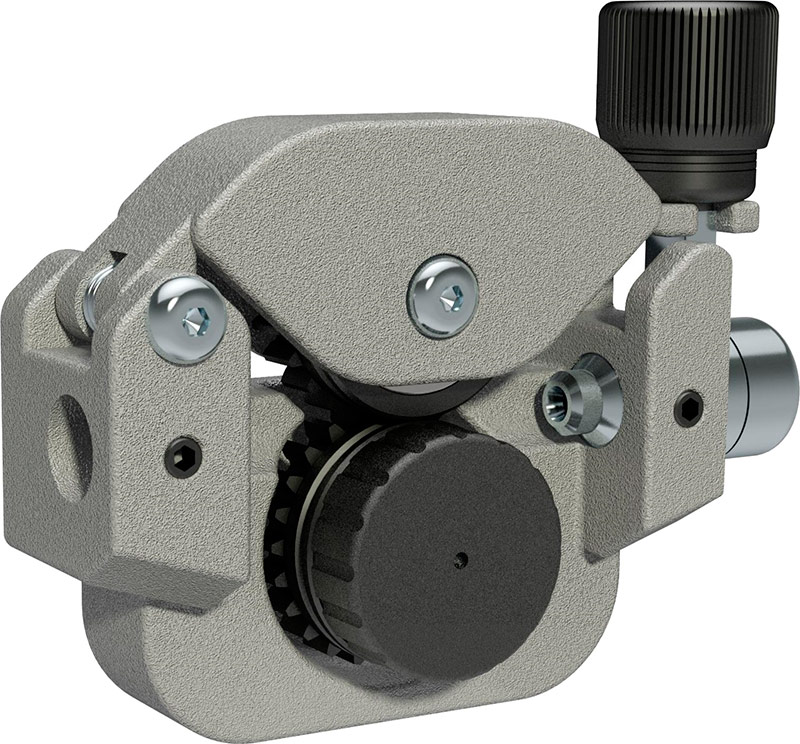
Yarı otomatik bir cihaz yardımıyla, dikişin tekdüzeliğinin önemli olduğu kritik ürünler üretilmesi planlanıyorsa, daha istikrarlı bir besleme ve gerginlik olmaması (davul sıkıştığında) ile karakterize edilen dişli transmisyonunda dört makaralı bir mekanizma faydalı olacaktır. Bu tip, kablo kanalının dönüşleriyle daha iyi baş eder, ek direnç oluşturur ve dolgu malzemesini parazitsiz olarak nozüle iter. Ancak bu modeller daha pahalıdır.
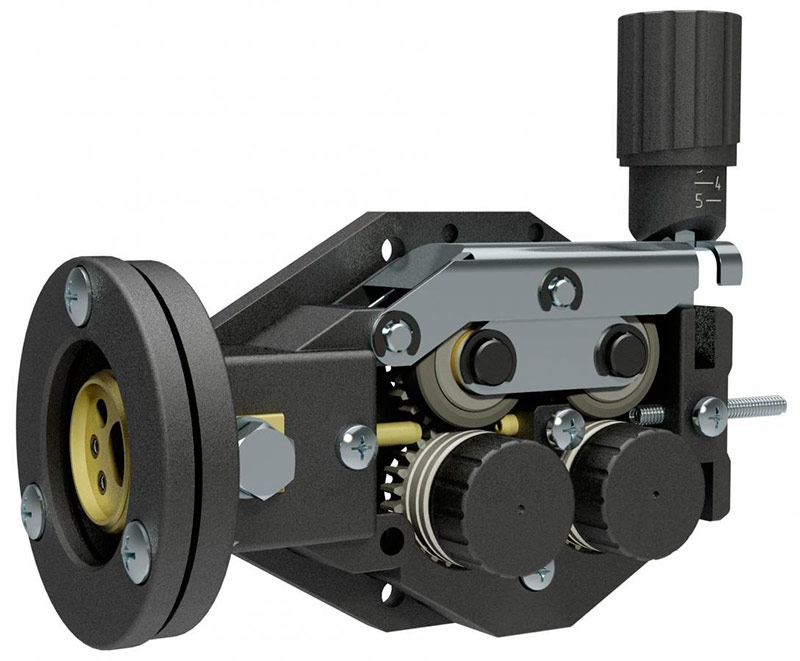
Dört telli tel besleme mekanizması.
Teli itmek için makaralara, katkı maddesinin çapına karşılık gelen oluklar yerleştirilir. Akımda önemli bir artış veya azalma ile tel, kablo kanalı ve onlarla silindirler değiştirilir. İkincisi eksenlerden çıkarılmalıdır, aksi takdirde diğer modlarda kaynak yapmak imkansız olacaktır. Bu, çok çeşitli metal yapı kalınlıkları ile pratiktir. Gelecekte sadece ince veya sadece kalın çelik kullanılıyorsa, başlangıçta silindirleri olan cihaz bunun için seçilir ve eleman permütasyonlarına ihtiyaç duymaz.
Endüktans ayarı
Bazı yarı otomatik cihazlarda, akım gücü, voltaj ve tel hızı regülatörüne ek olarak, bir endüktans anahtarı vardır. Endüktans sıvı metalin sıçramasını azaltır ve dikişin köküne nüfuzunu arttırır. Bu, damlacığın telin ucundan ayrılma süresini ve birleştirilen kenarlara düzgün aktarılmasını arttırarak elde edilir. Süreci uygulamak için bir argon ve karbondioksit karışımı gereklidir.

Bu fonksiyon için sadece gerektiğinde, derin penetrasyonlu mükemmel dikişler gerektiren kritik eklemleri düzenli olarak ödemek önemlidir. Planlar, avlu için geleneksel yapıların kaynaklanmasını veya tamir makinelerini içeriyorsa, fazla ödeme yapmamalısınız.
Devre kesici
Çalışma sırasında cihaz aşırı ısınırsa veya transformatör sargısının dönüşlerinde kısa devre oluşursa, parçalar eriyebilir ve yanabilir. Bunun için yarı otomatik cihazlar, bu gibi durumlarda otomatik olarak çalışan anahtarlarla donatılmıştır. Bu, canlı kısımda bulunuyorsa ekipmanı, kabloları ve insanları korur (kütleye bağlı yapı üzerinde durur).
Kaynak ünitesinin böyle bir koruması yoksa, bağlantısı için yalnızca harici bir makinenin ve güç kaynağının ek kurulumunu gerektirir. Ancak bir garajda veya evde sabit kullanım için bu bir sorun değildir. Dahili bir devre kesici ile donatılmış modeller, sadece bilinmeyen koşullarda yeni bir yerde sık sık taşıma ve kaynak yapılması durumunda haklıdır.
Dijital gösterge
Ekipmanın çekilmiş bir ölçeği ve manuel bir anahtarı olabilir, dönüşü kaynak akımının ve tel besleme hızının değişen değeri hakkında yaklaşık bir fikir verir. Garaj ve bir çitin kaynaklanması için basit görevler için bu yeterlidir.

İnce metallerin (araba gövdesi) veya alüminyumun bağlantılarını yapmak istiyorsanız, istenen değerleri doğru bir şekilde ayarlamaya ve gelecek için hatırlamaya yardımcı olan dijital göstergeli yarı otomatik bir cihaz seçmek daha iyidir. Üzerinde ayar tekerleği çevirerek veya “+” ve “-” tuşları kullanılarak yapılır ve sayılar çetele parlar ve zayıf aydınlatılmış odalarda açıkça görülebilir.


Ağ kablosu kalitesi
Elektrik kablosu mekanik ve termal stres yaşar. Üzerinde yürüyorlar, nesneleri düşürüyorlar, düşürüyorlar. Böyle bir işlemden sonra, tel hızlı bir şekilde aşınır ve iletkenleri gerilime maruz bırakır. Bunu göz önünde bulundurarak, çift kablo yalıtımlı yarı otomatik makinelerin seçilmesi tavsiye edilir. Ancak telin duvarın altına düzgün bir şekilde döşendiği ve kapandığı (bir kutu veya tahta ile) sabit bir yer için bir yalıtım katmanı yeterlidir.
Gerilim iletimini sağlamak için kablonun kesiti önemlidir. Yarı otomatik bir cihaz için bu değer 10 mm'den başlar2. Kaynak makinesi ne kadar güçlü olursa, bakır çekirdekler o kadar kalın olmalıdır. 400 A modeller için ağ kablosu kalınlığı 25 mm'ye ulaşabilir2.
MMA fırsatı
MIG / MAG kaynağına ek olarak, bazı yarı otomatik cihazlar geleneksel bir tutucu bağlamak ve kaplanmış bir elektrotla kaynak yapmak için başka bir konektöre sahiptir. Bu, diskleri taşlama makinesinden tarayamadığınız, ulaşılması zor yerlerde metal kesmek için kullanışlıdır. Ancak bunun için, aparat mevcut gücü 250-300 A'ya kadar arttırabilmelidir. Bu fonksiyon, elin taranmadığı ve torçtaki kızağın eksik olduğu, ancak 40 cm uzunluğunda bir elektrodun ulaşabildiği, borunun derinliklerinde kaynak yapmak için de yararlıdır.
Amaçlanan görevlere bağlı olarak kaynak yarı otomatik cihaz seçimi
Artık özel ihtiyaçlar için kaynak yarı otomatik bir cihaz seçmek için edinilen bilgi ve grup anahtar parametrelerini birleştirebilirsiniz.
YÜZLER, daha sonra dikişlerin temizlenmesi ile araç gövdesi onarımı
İki silindirli besleme mekanizmalı tek bir ünitede 0.8 mm telli, maksimum 150 A akımlı bir model uygundur. 220 V şebeke kaynağı, 2-3 m brülör uzunluğu, bir karbondioksit silindiri gerekecektir.

Özel ekipmanların onarımı, konteyner, sera, kapı, kapı, çit kaynağı
1.0-1.2 mm telli, 250 A'ya kadar çıkabilen, ancak 220 V ev ağına bağlanan yarı otomatik bir cihaza ihtiyacınız olacak Kaynak havuzunu korumak için argon ve karbondioksit karışımına ihtiyacınız var. Dört silindirli bir besleme mekanizması ve 3 m uzunluğunda bir kablo kanalı ile daha düzgün dikişler elde edilecektir.

10 mm ve üzeri et kalınlığına sahip kanallardan, köşelerden ve profil borusundan çerçevelerin ve diğer metal yapıların kaynağı.
400 A'ya sahip 380 V'luk yarı otomatik bir cihaz bu görevle başa çıkacak, inert gaz MIX olacak ve 5 m'lik bir torç uzunluğuna sahip ayrı bir tipte bir tel besleyici seçmek daha iyidir. Silindirler üzerindeki oluklar 1,6 mm tel çapına karşılık gelmelidir.

Yarı otomatik bir cihaz seçimi, yukarıdaki ipuçlarına bağlı olarak doğru şekilde yapılabilir. Bir şeyi anlamak için bir veya iki bölümü tekrar tekrar okumak gerekebilir, ancak sonunda satın alınan kaynak makinesi ihtiyaçları tam olarak karşılayacaktır.








