Kendi elinizle metal ve beton için bir matkap nasıl keskinleştirilir
Matkabın çalışma sırasında keskinliğini kaybettiğine dair özel bir kanıt gerektirmez, yani, basitçe, donuktur. Donuk bir matkap gerekli olana kadar endişe yaratmaz. Sonra aniden aşınmış veya küt olmayan bir matkapla çalışmanın imkansız olduğu ortaya çıkıyor. Sadece matkabın geometrisinin ve boyutunun zaman içinde restore edilmediğine pişman olmaya devam ediyor. Bu makalede, bir büküm matkabının nasıl keskinleştirileceğini ve beton delmek için sert bir matkabı nasıl anlatacağınız anlatılacaktır.

Spiral matkap nasıl keskinleştirilir
Ahşapta bir matkap bileme konusunda endişelenmenize gerek yok; böyle bir matkapla keskinleştirme yapmadan aylarca hatta yıllarca çalışabilirsiniz. Ne yazık ki, bu mutlaka keskin olması gereken bir metal matkap için söylenemez. Yani, metal sadece keskin, iyi bilenmiş bir matkapla delinebilir.
Delmenin başlangıcındaki keskin bir gıcırtı, matkabın keskinliğinin kaybı için karakteristiktir. Zamanla keskinleştirilmemiş bir matkap daha fazla ısı üretir ve bu nedenle keskin bir matkaptan bile daha hızlı aşınır.
Matkabı özel makinelerde veya alet kullanarak keskinleştirebilirsiniz. Doğal olarak, mümkünse, bunu özel ekipmanlarda yapmak tercih edilir. Ancak, bu tür makinelerin ev atölyesinde, kural olarak, hiçbiri yoktur, bu nedenle geleneksel bir elektrikli taş değirmeni kullanmanız gerekir.
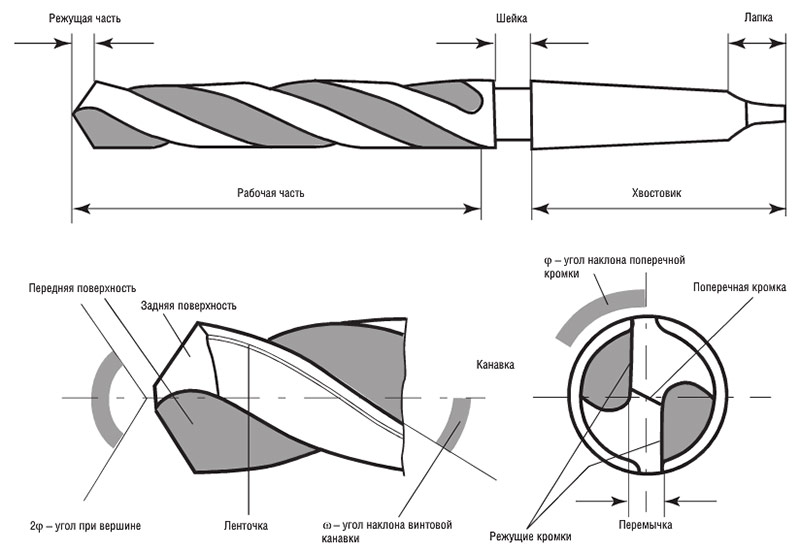 Bir büküm matkabının ana bileşenleri.
Bir büküm matkabının ana bileşenleri.
Peki, metal için bir matkap ucunu nasıl bileyeceğinizi düşünün?Keskinleştirme tipi, matkabın arka yüzeyine verilmesi gereken şekle bağlıdır ve tek düzlemli, iki düzlemli, konik, silindirik ve vidalı olabilir.
Matkabın bilenmesi arka yüzler boyunca gerçekleştirilir. Matkabın her iki dişi (tüyleri) tamamen aynı şekilde bilenmelidir. Bunu manuel olarak yapmak kolay değildir. Arka yüzün istenen şeklini ve istenen arka açıyı elle korumak da kolay değildir.
1. Matkabın tek düzlemli bilenmesi, kalemin arka yüzeyinin bir düzlem şeklinde yapılması ile karakterizedir. Bu durumda arka açı 28-30 ° arasındadır. Matkap basitçe daireye tutturulur, böylece kesme parçası daireye paralel çalışır ve dönmeden, matkabı hareket ettirmeden bileme yapılır. Delme sırasında böyle bir bileme ile, matkabın kesme kenarları yontma yapabilir, bu da bu bileme yönteminin bir dezavantajıdır. Bu, 3 mm'ye kadar çapa sahip ince matkaplar için kullanılabilen en kolay manuel bileme yöntemidir.
2. Çapı 3 mm'den fazla olan matkaplar tercihen konik olarak bilenir. Beceri olmadan manuel olarak, böyle bir keskinleştirme zordur, ancak mümkündür. Matkap, sol el çalışma parçasında, giriş konisine mümkün olduğunca yakın ve sağ el kuyruktayken alınır. Matkap, kesme kenarı ve arka parçanın yüzeyi ile öğütme taşının ucuna bastırılır ve sağ el ile hafifçe sallanır ve arka tüy yüzünde konik bir yüzey oluşturur. Bileme sırasında matkap taştan çıkmaz, el hareketleri yavaş ve pürüzsüzdür. İkinci kalem için her şey aynı şekilde tekrarlanır.

Matkap ucunu kesme kenarı ile birlikte taşlama diskine getirin.

Matkabı aşağı ve sonra tekrar yukarı sallıyoruz.
Keskinleştirirken, gerekli arka açıları korumak için arka fabrika yüzeyinin orijinal şeklini mümkün olduğunca korumaya çalışmalısınız. Keskinleştirme doğru yapılırsa, 10 mm'ye kadar çapa sahip matkaplarda oldukça yeterlidir.10 mm'nin üzerindeki çaplarda, bu keskinleştirme, fotoğrafta gösterildiği gibi ön yüzeyin taşlanmasıyla geliştirilebilir:
Ön yüzeyi zımparalayın.
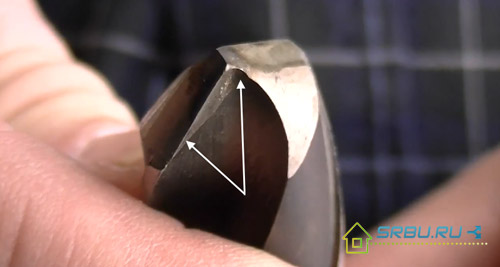
Zayıflatmanın anlamı nedir? Eğim açısını azaltarak ve kesme kenarının açısını artırarak, talaşa karşı direnç artar ve bu da matkabın kaynağını artırır. Ek olarak, enine kenarın genişliği küçülür. Enine kenar delmez, ancak deliğin orta kısmındaki metali sıyırır. İkinci şekil, burada delinmeyi kolaylaştıran kısaltılmış olduğunu açıkça göstermektedir.
Seçili küçük arka açılı matkaplar için arka yüzeyi daha da keskinleştirebilirsiniz. Bu durumda, matkap arka yüzeyi olan delikte üçte birinden daha azdır. Fotoğrafa bakın:
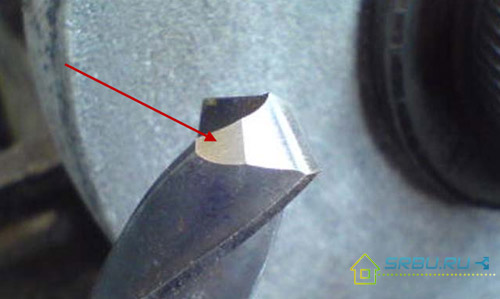
Arka yüzeyi zımparalayın.
Üretim koşullarında, bilemeden sonra, kural olarak, yüzeyi düzleştiren ve ince çentikleri kaldıran bir ince ayar yapılır. Hata ayıklamanın yapıldığı matkap, keskinleştirilmiş bir matkaptan daha az aşınır. Mümkünse, ince ayar yapılmalıdır.
Son işlem için, bakalit bir bağ üzerinde yeşil silikon karbitten (derece 63C, tane boyutu 5-6, sertlik M3-CM1) yapılmış yuvarlak taşların yanı sıra bakalit bağı üzerinde elbo LO'dan (tane boyutu 6-8) daireler kullanmanız gerekir.
Aşağıda, matkaplarınızı kesinlikle keskinleştirebileceğiniz izleyerek mükemmel bir eğitim videoları yelpazesi sunuyoruz.
Video: Spiral matkapların manuel olarak bilenmesi. Bölüm - 1.
Video: Keskin büküm matkapları. Bölüm - 2.
Video: Jumper kaburgalarının dikilmesi. Bölüm - 3.
Video: Bileme matkapları - uygulama.
Lehimleme ile bir lehimleme matkap nasıl keskinleştirilir
Matkap ucu da donuk olabilir. Donuk bir matkap çalışma sırasında aşırı ısınır, kötü matkap yapar ve güçlü bir çığlık sesi çıkarır. Tabii ki, yeni bir tane satın alarak matkabı değiştirebilirsiniz, ancak kendi ellerinizle kaydetmek ve keskinleştirmek daha iyidir. Bunu yapmak için, elmas taşlı ve soğutuculu bir taşlama makinesine (elektrikli kalemtıraş) ihtiyacınız olacaktır. Bir kazandan bir matkap keskinleştirmek için sıradan bir zımpara taşı uygun değildir. Keskinleştirmeye başlamadan önce prensipte mümkün olduğundan emin olun. Bunu yapmak için, matkabın kesme kısmının yüksekliğini ölçün. Matkabın kesme kısmının yüksekliği, yani yaklaşık 10 mm lehimleme olduğunda, keskinleştirme mümkündür.
Unutmayın: malzeme ne kadar sert olursa, bileme hızı o kadar düşük olmalıdır. Ana matkap ucu keskinleştirilirken açısal hız (taşın dönme devir sayısı), bileme için hangi aletin kullanıldığına bakılmaksızın azaltılmalıdır.
Matkabın keskinleştirilmesi, zımpara taşlı bir matkapla kısa dokunuşlarla gerçekleştirilir. Matkap ucu hızlı bir şekilde keskinleştirilir, kural olarak, sadece bindirilmiş kenarları ayarlamanız gerekir, bu nedenle çalışma matkap ucu yüzeyindeki fazlalığı kesmemek için işlemi dikkatlice izlemelisiniz.
Lehimli matkapların, küçük çaplı basit matkaplara benzer şekilde keskinleştirilmesi önerilir, yani. arka yüzeyi düzleştirin. Aynı zamanda, arka yüzey fotoğrafta gösterildiği gibi keskinleştirilmeli, lehimleninceye kadar matkabı öğütmelidir:

Bilenmiş lehim matkabı.
Ön yüzeyin taşlanması tavsiye edilir. Lehimleme matkapla zaten keskinleştirildiyse, yumuşak metal ön yüzey tarafından kesme kenarına gittiğinden, sadece alttan kesme işlemi yapılamaz. Ön yüzey aynı anda keskinleştirilir, böylece lehim merkezinin kalınlığı daha az olur.

Ön yüzeyden taşlama.
Matkabı keskinleştirirken, hassas olmaya çalışın ve kesme kenarlarının aynı boyutta olduğundan emin olun. Eğer bu gerçekleştirilemezse, omurganın kaymış merkezi mutlaka sondaj deliğinin genişlemesine ve düzensiz olmasına yol açacaktır. Keskinleştirme yapılan cihazdan bağımsız olarak, kesici kenarın ön ve arka köşelerinin oranını dönüş yönünde kontrol etmek gerekir. Betonda bir matkap ucunu düzgün bir şekilde keskinleştirmek için uyulması gereken başka bir kural: malzeme ne kadar sert olursa, keskinleştirme açısı o kadar büyük olur. Zafer için 170 derece.
Keskinleştirme sırasında matkabın ısınmasına izin verilmemelidir,çatlaklar görülebilir ve karbür plakaların soyulması mümkündür. Bunu önlemek için matkabı periyodik olarak sıvı ile soğutun. Soğutma için sıradan su kullanabilirsiniz.
Kazanan lehimleme ile matkap bileme ile ilgili çeşitli videoları izlemenizi öneririz.
Video: Bir delici için bileme uçları. Bölüm - 1.
Video: Bir delici için bileme uçları. Bölüm - 2.








