Argon ark kaynağı: çalışma prensibi, nasıl seçilir, en iyi makineler
MMA yönteminden farklı olarak, argon kaynağı, temizlenmesi gerekmeyen daha doğru dikişler oluşturmanıza olanak tanır. Bu yöntem bile sekiz tipe kadar metal bağlayabilir. Makalemiz, argon-ark kaynağı için bir kaynak makinesi seçmenize yardımcı olacak, böylece ihtiyaçlarınıza uygun olacak ve olumlu incelemelere sahip zaten test edilmiş modellerin yanı sıra özellikleri gibi kaynakçıların derecesini gösterecektir.

Malların seçimi, internette çeşitli kaynaklarda yayınlanan kullanıcıların yorumları, görüşleri ve derecelendirmeleri temelinde gerçekleştirildi. Tüm bilgiler açık kaynaklardan alınmıştır. Üreticiler ve ticari markalarla işbirliği yapmıyoruz ve belirli ürünlerin satın alınması için çağrı yapmıyoruz. Makale yalnızca bilgilendirme amaçlıdır.
Argon ark kaynağının çalışma prensibi
Uluslararası tanımda, argon-ark yöntemi TIG kısaltmasına sahiptir. Üretimde ve atölyelerde aktif olarak kullanılmaktadır. Bununla birlikte, kırık araba parçaları bağlanır (karter tavaları, motor soğutma üniteleri), gıda ve kimya endüstrileri için konteynerleri toplar, paslanmaz çelik havlu rayları, toplayıcılar, sıvı filtreleri yapılır, vb. Garajda, böyle bir cihaz başarıyla vücut onarımlarını yapabilir veya küçük üretebilir. ürünleri.
Argon kaynağının prensibi, soy gaz ortamında metalleri elektrik arkına bağlamaktır. İşlem için voltajı düşüren ve amperi artıran bir akım kaynağına ihtiyacınız var. Akım, bir tungsten elektrot ile donatılmış bir brülöre beslenir. Sarf malzemesi değildir, bu nedenle kaynakçının 2-5 mm olması gereken ark uzunluğunu kontrol etmesi daha kolaydır. Kütle kablosu ürüne bağlanır.
Tungsten iğnesinin ucuna parçaya dokunmak bir elektrik arkı heyecanlandırır. İnce eklemler yanal titreşimler gerektirmez - elektrot düzgün, dikiş çizgisi boyunca sağdan sola doğru çalışır, eklem yüzeyi ayna olarak pürüzsüzdür. Parçalar arasında bir boşluk varsa veya dikişin sınırlarını genişletmek gerekiyorsa, torcu yönlendirirken kaynakçı, kaynak havuzunu esneterek yanlarda küçük titreşimler yapar. Bu küçük ölçeklerin oluşumuna katkıda bulunur.

Argon ark kaynağı işlemi.
Ark sıcaklığı, mevcut güce bağlı olarak 2000 ila 5000 derece arasında değişir. Bu, metalin kenarlarını eritir ve ince bir dikişle bağlar. Tasarımı güçlendirmek için, kaynak makinesinin ikinci eli tarafından kaynak havuzuna beslenen bir dolgu teli kullanılır. Böylece, silindirin yüksekliğini artırabilir, dikişe pullu bir şekil verebilir ve hatta sonraki işleme için (bir tornada kanal açma, taşlama) metal yüzey kaplama yapabilirsiniz.
Kaynak havuzunu dış ortamdan korumak için inert gaz argonu kullanılır. Silindirden brülöre verilir ve normal havayı alır. Bu, kaynak yapısında gözenek oluşumunu ortadan kaldırır. Bağlantı sıkı ve dayanıklıdır. Paralel olarak, koruyucu gaz tungsten elektrotunu ve seramik nozulu soğutur, böylece aşırı ısınmazlar. Son aşamada, ark söndürüldüğünde, argon dikişi sağlamlaştırmaya yardımcı olur.
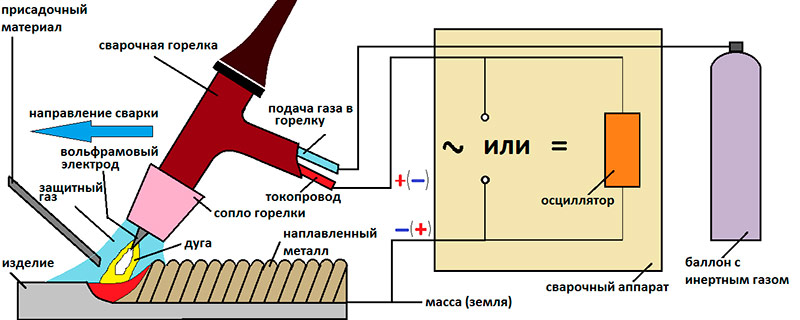
Argon ark kaynağı işleminin şeması.
TIG yönteminin artıları ve eksileri
TIG yönteminin diğer kaynak yöntemlerine göre belirgin avantajları vardır, ancak bir argon kaynak makinesi ile çalışmanın, bu kaynak yöntemini seçerken hazırlanmanız gereken birkaç dezavantajı vardır.

TIG Yönteminin Avantajları
- yerel ısıtma ürünün ciddi deformasyonunu ortadan kaldırır;
- ince bir tungsten iğnesi dar, düzgün dikişler oluşturmanıza izin verir;
- silindirin yüksekliğini etkileyen bir katkı maddesi ile ve katkı maddesi olmadan kaynak yapmak mümkündür;
- bağlantı üstte bir cüruf kabuğu olmadan elde edilir;
- çoğu durumda müteakip yok
- işleme;
paslanmaz çelik ve demir dışı metaller kaynaklanabilir; - dikişler sıkıdır ve yüksek basınca dayanır;
- yüzeye yapışan metal sıçraması yok.

TIG Yönteminin Eksileri
- bağlantı hızı MIG'den daha düşüktür;
- brülör kapağı ulaşılması zor yerlerde çalışmayı engeller;
- seramik nozul kaynak havuzunun görünürlüğünü biraz sınırlar;
- dikişin kalitesi kullanıcının becerilerine bağlıdır (yarı otomatik olarak çalışmadığı için hemen al ve pişir);
- Katkı maddesini ikinci elinizle sürekli olarak beslemek ve uzunluğunu kontrol etmek gerekir (kaynak yaparken, tel uzunluğu hızlı bir şekilde azalır ve uzun parçalar ellerinizde tutmak uygun değildir,
- "yürürken");
- tungsten elektrotları kaplandığından daha pahalıdır;
- argon için ek maliyetler;
- parçaları yüksek rüzgarlı bir sokakta kaynak yapmak imkansızdır (argon üflenir ve kaynak havuzu korumasız kalır).
İş için gerekli ekipman nasıl seçilir
Argon ark kaynağı ekipmanı, yaklaşan görevlere ve hacimlerine göre seçilmelidir. Aksi takdirde, çok zayıf bir birim satın alabilir veya kullanılmayan potansiyel için fazladan ödeme yapabilirsiniz. İlk olarak, geçerli bir kaynak seçme hakkında konuşalım.
TIG kaynağı için bir kaynak makinesi nasıl seçilir
Bir argon kaynak makinesi, 220 veya 380 V ağa bağlı bir invertördür, bu da birkaç kez akımı alternatiften doğrudanya dönüştürür ve frekansını arttırır. İçeride birkaç transformatör, diyot köprüsü ve bir anahtar kartı kullanılır. Bütün bunlar 4-30 kg'lık düşük ağırlığa ve yüksek kaliteli dikişe katkıda bulunur.
Bir garajda kaynak yapmak için bir makineye ihtiyacınız varsa, 220 V'luk bir model seçin. Üretim için 380 V'ye uygundur. Yükseklikte seyahat ederken ve çalışırken ve hacimli yapılarda 4-8 kg ağırlığındadır. Sabit kullanımda, ağırlık önemli değildir. Argon kaynağı için bir invertör seçerken aşağıdaki parametrelere ve ekipman seçeneklerine dikkat edin.

Argon kaynak aparatı ve gerekli ekipman.
Metal türü ve kaynak akımı
İnverter çıkışta bir doğru akım çıkışı sağlar. Bu, siyah çeliklerin, paslanmaz çelik, dökme demir, bakır ve hatta titanyum alaşımlarının mükemmel kaynağını sağlar.
Atölyeniz sadece bu metallerle çalışıyorsa, DC değerine sahip herhangi bir argon cihazı seçin.
Ancak alüminyum ve alaşımlarını böyle bir cihazla bağlamak işe yaramaz. Zorluk 2000 derecenin üzerinde bir erime noktasına sahip olan bir oksit filmidir, ancak metalin kendisi 660 dereceden sonra sıvı hale gelir. Alüminyum kaynağı için, alternatif akıma çevrilebilen evrensel bir AC / DC inverter gereklidir. Bu nedenle, yüzeydeki oksit kolayca yok edilir ve ana metal, arkın yüksek sıcaklığından yanmaz.
Alüminyum kaplarla ilişkili bir servis istasyonunuz veya etkinliğiniz varsa, AC / DC adıyla bir argon cihazı arayın.
| Doğru akım | Alternatif akım |
|---|---|
| Farklı çelik türleri | alüminyum |
| Paslanmaz çelik | Magnezyum Alaşımları |
| Dökme demir | - |
| bakır | - |
| Titanyum alaşımları | - |
Kaynak akımı aralığı
Mevcut güç aralığı (A), iş parçalarının ne kadar kalın olacağını belirler. Burada hem üst hem de alt göstergeler önemlidir. Ortalama hesaplanan değer, her 1 mm metal kalınlığı için 35 A'dır. Örneğin, boruları ve duvar kısmı 2 mm'yi geçmeyen bir profili kaynak yaparsanız, 70 A. yeterli olacaktır. Maksimum 160 A değerine sahip bir argon aparatı, 4 mm'ye kadar kalınlığa sahip iş parçaları için tüm kaynak ihtiyaçlarını karşılayacaktır. 5-7 mm'lik iş parçalarını argon kaynağı ile birleştirmek gerektiğinde, maksimum 200-250 A'lık bir invertör seçin.
Akımın düşürülebileceği minimum değer, ince metali kaynak yeteneğini etkiler. Örneğin, 5 A daha düşük eşik değerine sahip argon cihazları vardır. Bu, 0.6 mm kesitli bir teneke demlemek için yeterlidir. 20-30 A daha düşük bir hıza sahip modeller bunu yapamaz.
| Metal türü | Metal kalınlığı mm | Mevcut tip | Güncel ¸ A |
|---|---|---|---|
| Çelik alaşımları | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| alüminyum | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Darbe modu
İnce metallerin daha iyi kaynaklanması için böyle bir fonksiyona sahip bir argon aparatı seçmek gereklidir. Darbe modu, alternatif kaynak akımı ve duraklamayı içerir. Bu ısı girişini azaltır, parçanın deformasyonunu ve çarpıklığını tamamen ortadan kaldırır. Darbe değiştirme frekansı, kaynak hızını belirleyen ayarlanabilir. Bu mod, alüminyum birleştirildiğinde de talep edilir, çünkü yüksek bir akım oksidi tahrip eder ve bir duraklama sırasında güçte bir azalma, baz metalin yanmasını önler.
Kullanım yoğunluğu (dahil etme süresi)
Başka bir şekilde, bu parametreye dahil etme süresi denir ve yüzde olarak gösterilir. Örneğin,% 40'lık bir PV argon aparatı ile on dakikadan 4'ü çalışacaktır. Daha sık kullanırsanız, aşırı ısınır ve koruma çalışır. Ekipman tamamen soğuyana kadar zorla kapanacaktır. Çalışmada, sıyırma, boşlukların kesilmesinde birçok hazırlık işlemi olduğunda,% 40 PV yeterlidir. Bu gibi duraklamalar sırasında sürücü soğuma zamanına sahip olacaktır. Kaynakçı sürekli çalışıyorsa ve tüm hazırlık işlemleri başkaları tarafından gerçekleştirilirse, görev döngüsü% 80 veya% 100 olan daha üretken bir aparat gereklidir. O zaman iş boşta kalmayacak.
Ancak anahtarlama süresi maksimum akımda ölçülür, bu nedenle modelde% 60 voltajla 300 A, kaynak akımında 200 A'ya bir azalma vardır, voltaj% 100'dür. Bu nedenle, kullanım yoğunluğunu belirlerken, günlük işler için hangi çalışma akımının gerekli olduğunu düşünmeye değer.
Ek fonksiyonlar
Argon ark kaynak makineleri, işlemi kolaylaştıran veya dikişin kalitesini artıran bazı fonksiyonlarla donatılabilir. Tabii ki, ekipmanın yetenekleri ne kadar geniş olursa, o kadar pahalı olur, bu nedenle belirli bir durumda her bir işlevin ne kadar gerekli olduğunu düşünmelisiniz.
İşte en yaygın olanları:
- Gaz boşaltma süresi. Aparatta, argon ile ön ve arındırma zamanını ayarlayabilirsiniz. İşlemin başlangıcında, bu, ortam havasının ark uyarma bölgesinden çıkarılmasına yardımcı olur. Sonunda, bu kaynak havuzunu kristalize etmeye ve elektrodu soğutmaya yardımcı olur. Metal, örneğin alüminyum ne kadar uzun süre soğursa, temizleme o kadar uzun olmalıdır (7 saniyeye kadar).
- Yüksek frekanslı ateşleme. Herhangi bir invertör, TIG kaynağı yapabilmeleri için bir valf torcu ile donatılabilir. Ancak arkı heyecanlandırmak için, kütlenin bağlı olduğu ürün üzerindeki elektrotun ucuna dokunmanız gerekir. Yüksek frekanslı ateşlemeli modellerde, hava geriliminden 10 mm'ye kadar bir voltajı delen bir osilatör kullanılır. Bu, sadece torcu kaldırarak, dokunmadan kaynak yapmaya başlamaya yardımcı olur. Ürünün yüzeyinde daha az işaret vardır ve elektrotun daha az keskinleştirilmesi gerekir.
- Krater kaynağı. Bu, kaynak akımının genliğinde kademeli bir azalmadır, bu da dikişin "kilidi" üzerindeki bir noktayı ortadan kaldırmaya yardımcı olur. Böyle bir işlev, boru ve kapları su ve diğer sıvılar altında kaynak yaparken ve 0.6-1.0 mm'lik ince levhalarla çalışırken önemlidir.
- Su soğutma. Argon kaynağı için cihazlarda, antifrizi kablo kanalından brülöre pompalayan bir pompa monte edilebilir. Bu, seramik nozul ve elektrottan hızlandırılmış ısının çıkarılmasına katkıda bulunur ve sürekli çalışma süresini uzatır. Bu fonksiyon, 250-400 A'lık yüksek akımların kullanıldığı ve ekipmanın sürekli çalışması gerektiğinde gereklidir.
İş için gerekli ek ekipman
Argon ark kaynağı için, mevcut kaynağa ek olarak, torçlu bir kabloya ihtiyacınız olacaktır. Çoğu zaman, ekipmanla birlikte gelir, ancak premium modeller EWM, Lincoln Electric ve diğerleri ile ayrı olarak satılabilir.
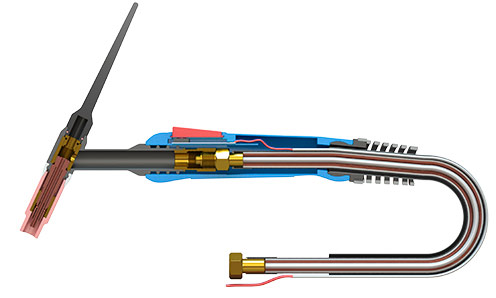
Argon-ark kaynağı için kesit torçu.
Brülörler valf tipindedir (gaz beslemesi brülördeki valf tarafından açılır) ve düğme kontrolü ile (brülördeki düğmeye basıldığında gaz ve akım başlar). 2-5 m'lik manşon uzunluğu, kaynakçının gerekli hareketliliğine ve monte edilen yapıların boyutuna bağlı olarak seçilir.

Valf tipinin argon ark kaynağı için torç.

Düğme kontrolü ile argon-ark kaynağı için torç.
Kaynak için inert bir gaz silindiri gereklidir. Periyodik olarak çalışmak zorundaysanız, fazla yer kaplamayan ve yakıt ikmali için bagajı almak kolay olan 10 litrelik bir silindir satın almak yeterlidir. Aynı seçenek seyahat ederken de pratiktir. Atölyede veya üretimde sabit sabit aktivite ile büyük bir 150 litrelik silindir seçilir.

Argon ark kaynağı için inert gaz silindiri.
Silindirin yüksek ve düşük basınç göstergeli bir redüktöre ve silindiri eviriciye bağlayan bir hortuma ihtiyacı vardır. Yüksek basınç göstergesi kullanarak, kaynakçı gazın geri kalanını izler ve düşük bir basınçla brülördeki argon akış hızını ayarlar.

Manometre düşürücü ve hortum.
Kaynak için tungsten elektrotlara ihtiyaç vardır. Farklı metal türleri için mavi, altın, kırmızı veya yeşil bir uçla gelirler. En çok yönlü, ucun mavi rengidir. Elektrotun çapı 1.6-4.0 mm, dikişin genişliği, eritme derinliği ve maksimum akım gücüne bağlı olarak seçilir.

Argon ark kaynağı için elektrotlar.
Argon kaynağı, parçalar birbirine sıkıca monte edilirse ve yapının güçlü bir mekanik yükü yoksa, bir katkı maddesi olmadan yapılabilir. Diğer durumlarda, kaynak yapılan ana metalle aynı malzemeden dolgu teli kullanılır.

Argon ark kaynağı için dolgu teli.
Video. Argon kaynağı nedir ve argon ark kaynağı için bir cihaz nasıl seçilir
En iyi argon kaynak makineleri
Argon kaynağı için ekipman seçme kriterlerini göz önünde bulundurarak, kaynakçılardan olumlu eleştiriler alan belirli modellere geçeceğiz.
En İyi DC Argon Ark Kaynak Makinaları
Demirli metalleri, paslanmaz çelik ve bakırları kaynaklamak için doğru akım üreten invertörler kullanılır. İşte bu kategorideki en iyi modellerin sıralaması.
RESANTA SAI-230 HELL (TIG, MMA)
İlk olarak Resanta SAI-230 invertör. Argon aparatı, 170-242 V'luk bir ağdan çalışabilir ve 10-230 A'lık bir doğru akım üretir. Maksimum performansta, çalışma zamanı% 70'tir, bu da sadece ev içi ihtiyaçlar için kullanılmasına izin vermez. TIG kaynağına ek olarak, ekipman ön panelde bir anahtar bulunan MMA modunu destekler. Bu, alternatif temiz argon kaynağı ve kaplanmış elektrotlarla kesme gerektiğinde uygundur. Model 11 kg ağırlığındadır. Bir torç ve toprak kablosu birlikte verilir. Üretici, 2 yıl garantilidir.

Artıları RESAI SAI-230 HELL (TIG, MMA)
- 6 mm penetrasyon için yüksek güç 230 A.
- Taşıma için omuz askısı.
- Osilatörlü bir brülör kullanırken temassız ateşleme (brülörden kontrolü bağlamak için bir konektör vardır);
- Kaynak levha malzemesi 0.8 mm için akım 10 A'ya düşer.
- Demir muhafaza, uzun süre zorlu inşaat koşullarına dayanır.
- Cazip fiyat.
- Güvenilir konektörler.
Eksileri RESAUT SAI-230 HELL (TIG, MMA)
- Ayarların görsel kontrolü için ekran yoktur.
- Toz üfleyici mahfazasını uzun süre sökün.
- Cihazı yerinde yeniden düzenlemek için sert bir tutamak yoktur.
- Nemli bir odada çalışırken, transistörler hızla bozulur.
- İncelemelere bakılırsa, kaynakçıların kablo uzunlukları yeterli değildir.
Sonuç. Argon-ark kaynağı için bu cihaz, arkın endüktansını ayarlamak için ikinci bir "bükülme" varlığı açısından dikkat çekicidir. Bu, kaynak ayağının penetrasyon derinliğini ve yüksekliğini kontrol etmenizi sağlar. Bu fonksiyon kritik yapıların, özellikle köşe ve tişört bağlantılarının kaynağı için faydalıdır.
Svarog REAL TIG 200 W223
Ayrıca derecelendirmede Svarog'un bir argon invertörüdür. Cihaz demir bir kasadan yapılmıştır ve mevcut gücün ince ayarlanması için bir ekrana sahiptir.Ön paneldeki konektörler, gaz ve voltaj beslemesinin basma düğmesi kontrollü bir torcu bağlamak için tasarlanmıştır. Ayrı bir geçiş anahtarı, MMA veya TIG modunu seçebilirsiniz. Evirici, 160 V'luk azaltılmış göstergeli bir ana şebekeden çalışabilir. Kaynak akımının ayar aralığı 10-200 A'dır. Maksimumda voltaj% 60'tır. Ekipman 7 kg ağırlığında ve 42x16x31 cm boyutlarındadır Hava soğutması sağlanır. Model, 1.6-3.2 mm çapında elektrotlarla çalışmayı destekler.

Artıları Svarog REAL TIG 200 W223
- Amper sayısının hassas bir şekilde ayarlanması için dijital bir ekran vardır.
- Vücudun metal köşeleri kauçukla kaplıdır.
- Tam düğme kontrolü ile bir brülörü bağlamak için tasarlanmıştır.
- Yerinde hareket etmek için bir tutamak vardır.
- 42x16x31 cm boyutlarındaki kompakt boyutlar, taşımayı ve depolamayı kolaylaştırır.
- Düşük güç 4,83 kW, bir gaz jeneratöründen argon kaynağına izin verir.
- Güvenli açık devre voltajı 56 V.
- Kaynak yaparken sıçrama olmaz.
Eksileri Svarog REAL TIG 200 W223
- Arka taraftaki güç düğmesi görüntülenir, bu tüm kaynakçılar için uygun değildir.
- MMA modundaki Hot Start ve Anti-stick işlevleri pratikte çalışmaz (sadece bir pazarlama hareketi).
- Ön gaz beslemesinde herhangi bir ayarlama yapılmamıştır.
- Görünüşte çürük brülör.
Sonuç. Bu argon-ark kaynak makinesi, gaz sonrası boşaltma süresi ayarının varlığı ile ayırt edilir. Fonksiyon, kademeli soğutmayı sağlamak ve gözenekler oluşturan karbon ile reaksiyonu önlemek için dökme demir ve bakır ile çalışırken kullanışlıdır. Temizleme aralığı 2 ila 10 saniye arasında ayarlanabilir. Üretici ayrıca kullanıcıların bu incelemede incelemelerde beğendiği 5 yıllık bir garanti veriyor.
Quattro Elementi B 225 (TIG, MMA)
Bu kategori İtalyan üreticinin ürünleri ile tamamlanmaktadır. Argon kaynak makinesi, 6 mm kalınlığa kadar metalleri bağlamak için tasarlanmıştır. Çalışma akımı aralığı 10-225 A'dir. Bir ağa bağlandığında 7,8 kW enerji tüketir. 1.6-5.0 mm'lik elektrotların kullanımına izin verilir. "Anti-stick" ve "Hot start" işlevleriyle desteklenen MMA moduna geçebilirsiniz. Burada açma süresi% 80'dir, ancak mevcut gücü 225'den 180 A'ya düşürürseniz, gösterge% 100 olur. Güç için 170-260 V'luk bir voltaj.

Quattro Elementi B 225'in Artıları (TIG, MMA)
- Omuz askısını takmak için halkalar vardır.
- İki MMA modu ve
- Doğru akım ayarı için dijital ekran.
- Dokunmatik düğme değiştirme modları.
- 0.6-1.0 mm sacları kaynaklamak için amper 10'a düşürülebilir.
- 180 A akım gücüyle PV% 100'dür.
- Voltaj düşerse, pişirme "iki" yine de çalışır.
- Tüm parametreler beyan edilene karşılık gelir.
Eksileri Quattro Elementi B 225 (TIG, MMA)
- Vücuda çok fazla toz çeker.
- Sadece valf brülörleri mevcuttur.
- Güç düğmesi arka tarafta bulunur.
- Bir argon brülörünün satın alınması gerekir - sadece RDS için kablo ve tutucu dahildir.
Sonuç. Bu invertör sadece bir valf torcu ile argon pişirebilmesine rağmen, açık devre voltajı 85 V olduğu için arka dokunmak özellikle kolaydır, argon cihazı ayrıca 5.5 kg ağırlığa sahiptir, bu da yüksek irtifa çalışması veya kaynak sırasında omzuna giymek için daha uygundur. uzun bir yapı boyunca.
Argon ark kaynağı DC / AC için en iyi üniversal aparat
Periyodik olarak alüminyum kaynak yapmanız gerekiyorsa, doğru akımı alternatif akıma geçirebilen cihazlar seçin. Böyle bir işlev adında AC / DC adı ile belirtilir. İşte bu kategorideki en iyi modeller.
Aurora PRO INTER TIG 200 AC / DC PULS
Bu, yüksek kaliteli montajlı bir Çin argon cihazıdır. Model tek fazlı bir şebekeden güç alır ve 5-200 A üretir. DX50 kesitli kablolarla donatılmıştır. Açık devre voltajı 44 V'tur. Hava soğutma var. Maksimum PV% 60'a ulaşır. Cihaz -20 ila +50 derece ortam sıcaklığında çalıştırılabilir.Tüm elektrik kabloları yalıtım sınıfı F ile yapılır. Opsiyonel olarak uzaktan kumanda bağlanabilir.

Artıları Aurora PRO INTER TIG 200 AC / DC PULSE
- Çok sayıda soğutma deliğine sahip büyük gövde.
- Yüksek kaliteli montaj.
- Paslanmaz çelik ve bakır kuyusu pişirir.
- Şebeke voltajının neredeyse hiç dezavantajı yoktur.
- Nakliye için iki sert kulp vardır.
- Akım gücünü artırmak ve dalgalandırmak için çok sayıda ayar.
- Ağdaki düşük yük 4,5 kW.
- Elektrodun temassız tutuşması.
Eksileri Aurora PRO INTER TIG 200 AC / DC PULS
- 20 kg ağırlığını değiştirmek için çaba gereklidir.
- Küçük bir garaja yerleştirilecek bir yer bulmak her zaman kolay değildir
- MMA modunda, brülör çalışmıyor.
- Ek işlevlerin tümü ekranda görüntülenmez - kör ayar.
- Sadece bir brülör kapağı dahildir.
- Krater demleme fonksiyonu yok.
Sonuç. Argon kaynağı için invertör 4T modunun varlığı için dikkat çekicidir. Bu, kaynağı açmanıza ve torcu üzerindeki düğmeyi basılı tutmanıza izin vermez. Mod, flanşların veya imalat kaplarının kaynağı sırasında uzun dikişler için pratiktir. Başka bir üretici, büyük yapılar oluştururken yararlı olan 4 m'lik bir hortum paketine sahip bir brülör sağlar. Darbe işlevi, bükülmeden ince paslanmaz çelik ve alüminyum levhaların bağlanmasına yardımcı olur.
BRIMA TIG-200P AC / DC
Bir Alman üreticiden bir başka değerli ürün. Argon cihazı Çin'de monte edildi, ancak incelemelere göre, bir AK-47 saldırı tüfeği olarak basit ve güvenilir. Evirici, 5 kW tüketirken 10-200 A akım gücü üretir. Tek fazlı bir ağa bağlanmak için uygundur. Maksimum akımda PV% 60'a ulaşır. Profesyonel model hava soğutmalıdır. Rölanti - 56 V. Tungsten elektrotlu ve temassız ateşlemeli bir brülör ile donatılmıştır.

BRIMA TIG-200P AC / DC'nin Artıları
- Temassız ateşlemeli profesyonel brülörler için konektörler.
- Sert kulplar.
- Dijital ekran.
- Aşırı yük ve aşırı ısınma koruması.
- TIG ve MMA kaynaklarının iki modunu destekler.
- Ark oluşumu için ayarlar vardır.
- 5 kW ağda düşük yük.
- Düşük gürültü.
Eksileri BRIMA TIG-200P AC / DC
- 25 kg ağırlığı taşımayı zorlaştırır.
- Büyük bedenler 50x35x36 cm.
- Koruma işe yaradıysa, 30 dakika boyunca açılmaz (tüm çalışma durur).
- Zayıf toprak terminali - 2 aylık aktif kullanımdan sonra yanabilir.
- "Negatif" kablo 2 m uzunluğunda.
Sonuç. Bu invertör, bir atölyede veya atölyede profesyonel bir kaynakçı için kullanışlı olacak geniş özelleştirme seçeneklerine sahiptir. Gaz ön süpürme süresi 0 ila 2 sn arasındadır. Postgaz 2 ila 10 s arasında olabilir. Kaynakçı nabzın uzunluğunu ve frekansını seçer. Kaynak işleminin sonunda, "kilit" te bir fistülü önlemek için akımı 10 A azaltmak için bir değer seçebilirsiniz. Bütün bunlar, daha sonra bir kusur dedektörü tarafından muayeneyi bile geçen kritik yapıların üretimi için uygundur.
Çeşitli metallerin kaynak özellikleri
Herhangi bir malzemenin argon kaynağı yaparken, birkaç kural öğrenmeniz gerekir. Elektrot ve yüzey arasındaki boşluk 2-5 mm olmalıdır. Brülörü 45 derecelik bir açıda tutun. Genellikle sağ elle tutulur ve dolgu teli solla servis edilir. Katkı maddesi ile iğnenin ucuna dokunmayın - elektrot kirlenir, ark bozulur, tungsten kaynak havuzuna iyonlaşabilir. Brülörü karşılamak için katkı maddesi verilir. Oluşturulan dikiş geride bırakılmalı ve sıcak gaz iş parçasının hala bağlantısız taraflarına kaçmalıdır.
Bazı metalleri kaynaklarken, acemi bir argonder'ın bilmesi gereken ek kurallar vardır.
alüminyum
Burada bariyer üstte bir refrakter oksittir. Onu yok etmek için ters polaritenin alternatif akımını kullanın. Bu, elektrodun aşırı ısınması olmadan yüzeyin ısınmasına katkıda bulunur. Alternatif voltaj işlemi değiştirerek, iş parçasının bir yanma oluşturmak için aşırı erimesini önler. Darbe fonksiyonu veya çift darbe fonksiyonu, dikişlerin daha da iyi olacağı özellikle yararlıdır.
| İş parçasının kalınlığı, mm | Tungsten elektrodun çapı, mm | Çubuk çapı, mm | Akım gücü, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
bakır
Sıvı halde, büyük gözeneklerin oluşmasına yol açan hidrojen ile reaksiyona girer. Burada doğrudan veya alternatif akım kullanabilirsiniz, ancak sadece ters polarite ile. Ayrıca argon akışının dakikada 1,5 ila 2 litre artırılması önerilir. Bu durumda, dolgu teli gerekli değildir, çünkü metal sıvıdır ve kenarlar güçlü bir bağlantı oluşturmak için yeterince erir. Bir tungsten elektrodu yerine, tüketilemez olarak da sınıflandırılan grafit bir elektrot kullanmaya değer.
| Elektrot tipi | İş parçasının kalınlığı, mm | Bir elektrot çapı, mm | Akım gücü, A | Yay uzunluğu, mm |
|---|---|---|---|---|
| grafit | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| örtülü | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
titan
Ortam havası ile reaksiyona giren aktif madde. Kaynak, kaynak havuzunu korumak için arttırılmış bir argon beslemesi üzerinde gerçekleştirilir. Bakır ve alüminyumdan farklı olarak, titanyum düşük ısı iletkenliğine sahiptir. Yanların güvenilir bir şekilde bağlanmasını sağlamak için, dikişin kenarlarının ek dikişlerle güçlendirilmesi gerekecektir. 1,5 mm'den kalın iş parçalarıyla çalışırken, bir titanyum dolgu teli kullanılır.
| İş parçasının kalınlığı, mm | Bir elektrot çapı, mm | Tel çapı, mm | Akım gücü, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Şimdi, argon-ark kaynağı için cihaz seçme özelliklerini inceledikten ve en iyi modellerin derecelendirmesini göz önünde bulundurarak, görevlerinizi özel bir atölyede veya üretimde gerçekleştirmek için bir invertör seçebilirsiniz.








