Soldadura por arco de argón: el principio del trabajo, cómo elegir, las mejores máquinas
A diferencia del método MMA, la soldadura de argón le permite crear costuras más precisas que no necesitan ser limpiadas. Incluso este método puede conectar hasta ocho tipos de metales. Nuestro artículo lo ayudará a elegir una máquina de soldar para soldadura por arco de argón, de modo que sea adecuada para sus necesidades, y mostrará la calificación de los modelos ya probados que tienen críticas positivas, así como a los soldadores como sus características.

La selección de productos se realizó sobre la base de revisiones, opiniones y calificaciones de los usuarios publicados en varios recursos en Internet. Toda la información se toma de fuentes abiertas. No cooperamos con fabricantes y marcas comerciales y no solicitamos la compra de ciertos productos. El artículo es solo para fines informativos.
El principio de funcionamiento de la soldadura por arco de argón.
En la designación internacional, el método de arco de argón tiene la abreviatura TIG. Se utiliza activamente en la fabricación y en talleres. Con él, se conectan piezas de automóviles agrietadas (sumideros de aceite, bloques de enfriamiento del motor), se recolectan contenedores para la industria alimentaria y química, se fabrican toalleros de acero inoxidable, colectores, filtros para líquidos, etc. En el garaje, dicho dispositivo puede llevar a cabo con éxito reparaciones en el cuerpo o producir pequeños productos
El principio de la soldadura de argón es conectar metales con un arco eléctrico en un entorno de gas inerte. Para el proceso, necesita una fuente de corriente que reduzca el voltaje y aumente el amperaje. La corriente se suministra a un quemador equipado con un electrodo de tungsteno. No es consumible, por lo que es más fácil para el soldador controlar la longitud del arco, que debe ser de 2-5 mm. El cable de masa se conecta al producto.
Al tocar el extremo de la aguja de tungsteno con la pieza se excita un arco eléctrico. Para costuras finas, no se requieren vibraciones transversales: el electrodo funciona suavemente, de derecha a izquierda a lo largo de la línea de costura, la superficie de la junta es lisa como un espejo. Si hay un espacio entre las partes o es necesario expandir los límites de la costura, entonces, al conducir la antorcha, el soldador hace pequeñas vibraciones en los lados, estirando el baño de soldadura. Esto contribuye a la formación de pequeñas escamas.

Proceso de soldadura por arco de argón.
La temperatura del arco varía de 2000 a 5000 grados, dependiendo de la intensidad actual. Esto permite derretir los bordes del metal y conectarlo con una costura delgada. Para fortalecer el diseño, se usa un alambre de relleno, que es alimentado por la segunda mano del soldador al baño de soldadura. Por lo tanto, puede aumentar la altura del rodillo, darle a la costura una forma escamosa e incluso realizar una superficie de metal para el mecanizado posterior (ranurado en un torno, rectificado).
El gas argón inerte se utiliza para proteger el baño de soldadura del entorno externo. Se suministra desde el cilindro al quemador y desplaza el aire ordinario. Esto elimina la formación de poros en la estructura de soldadura. La conexión es apretada y duradera. Paralelamente, el gas protector enfría el electrodo de tungsteno y la boquilla de cerámica para que no se sobrecalienten. En la etapa final, cuando el arco se extingue, el argón ayuda a solidificar la costura.
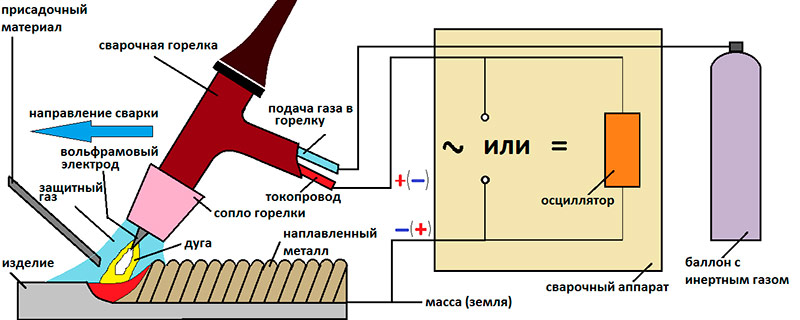
Esquema del proceso de soldadura por arco de argón.
Pros y contras del método TIG
El método TIG tiene claras ventajas sobre otros métodos de soldadura, pero trabajar con una máquina de soldadura de argón tiene varias desventajas para las que debe estar preparado al elegir este método de soldadura.

Ventajas del método TIG
- el calentamiento local elimina la deformación grave del producto;
- una aguja delgada de tungsteno le permite crear costuras estrechas y ordenadas;
- Es posible realizar soldaduras con y sin aditivo, afectando la altura del rodillo;
- la conexión se obtiene sin una corteza de escoria en la parte superior;
- en la mayoría de los casos no posterior
- mecanizado;
se pueden soldar acero inoxidable y metales no ferrosos; - las costuras son apretadas y soportan alta presión;
- sin salpicaduras de metal pegadas a la superficie.

Contras del Método TIG
- la velocidad de conexión es inferior a MIG;
- la tapa del quemador interfiere con el trabajo en lugares de difícil acceso;
- la boquilla de cerámica limita ligeramente la visibilidad del baño de soldadura;
- la calidad de la costura depende de las habilidades del usuario (tomar y cocinar inmediatamente, ya que no funciona de forma semiautomática);
- es necesario alimentar constantemente el aditivo con la segunda mano y controlar su longitud (al soldar, la longitud del cable se reduce rápidamente y las piezas largas son inconvenientes para sostener en sus manos,
- mientras "caminan");
- los electrodos de tungsteno son más caros que los recubiertos;
- costos adicionales para argón;
- Es imposible soldar partes en una calle con vientos fuertes (el argón se vuela y el baño de soldadura permanece desprotegido).
Cómo elegir el equipo necesario para el trabajo.
El equipo para la soldadura por arco de argón debe seleccionarse en función de las próximas tareas y sus volúmenes. De lo contrario, puede comprar una unidad demasiado débil, o viceversa, pagar de más por el potencial que queda sin usar. Primero, hablemos de elegir una fuente actual.
Cómo elegir una máquina de soldar para soldadura TIG
Una máquina de soldadura de argón es un inversor conectado a una red de 220 o 380 V, que varias veces convierte la corriente de alterna a directa, aumentando su frecuencia. En el interior, se utilizan varios transformadores, puentes de diodos y un teclado. Todo esto contribuye a un bajo peso de 4-30 kg y una costura de alta calidad.
Si necesita un aparato para soldar en un garaje, elija un modelo de 220 V. Para la producción, es óptimo para 380 V. Un peso de 4-8 kg es útil para actividades al aire libre y trabajos en altura, así como con estructuras voluminosas. En uso estacionario, el peso no importa. Preste atención a los siguientes parámetros y opciones de equipo al elegir un inversor para soldadura de argón.

Aparatos de soldadura de argón y equipos necesarios.
Tipo de metal y corriente de soldadura
El inversor emite una corriente continua en la salida. Esto permite una excelente soldadura de aceros negros, acero inoxidable, hierro fundido, cobre e incluso aleaciones de titanio.
Si su taller solo funciona con estos metales, elija cualquier dispositivo de argón con un valor de CC.
Pero conectar aluminio y sus aleaciones con dicho dispositivo no funcionará. La dificultad es una película de óxido, que tiene un punto de fusión de más de 2000 grados, aunque el metal mismo se vuelve fluido después de 660 grados. Para soldar aluminio, se requiere un inversor universal de CA / CC, que puede cambiarse a corriente alterna. Debido a esto, el óxido en la superficie se destruye fácilmente, y el metal base no se quema por la alta temperatura del arco.
Si tiene una estación de servicio o actividad asociada con contenedores de aluminio, busque un aparato de argón con la designación AC / DC.
| Corriente continua | Corriente alterna |
|---|---|
| Diferentes tipos de aceros. | Aluminio |
| Acero inoxidable | Aleaciones de magnesio |
| Hierro fundido | - |
| Cobre | - |
| Aleaciones de titanio | - |
Rango de corriente de soldadura
El rango de resistencia actual (A) determina qué tan gruesas funcionarán las piezas de trabajo. Aquí, los indicadores superiores e inferiores son importantes. El valor promedio calculado es de 35 A por cada 1 mm de espesor de metal. Por ejemplo, si suelda tuberías y perfiles cuya sección de pared no exceda de 2 mm, entonces será suficiente 70 A. Un aparato de argón con un valor máximo de 160 A cubrirá cualquier necesidad de soldadura para piezas de trabajo de hasta 4 mm de espesor. Cuando sea necesario unir piezas de trabajo de 5-7 mm con soldadura de argón, elija un inversor con un máximo de 200-250 A.
El valor mínimo al que se puede reducir la corriente afecta la capacidad de soldar metal delgado. Por ejemplo, hay dispositivos de argón con un umbral inferior de 5 A. Esto es suficiente para preparar una lata con una sección transversal de 0.6 mm. Los modelos con una tasa más baja de 20-30 A no son capaces de esto.
| Tipo de metal | Espesor del metal mm | Tipo actual | Corriente ¸ A |
|---|---|---|---|
| Aleaciones de acero | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| Aluminio | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Modo de pulso
La elección de un aparato de argón con tal función es necesaria para una mejor soldadura de metales delgados. El modo de pulso implica alternar la corriente de soldadura y la pausa. Esto reduce la entrada de calor, elimina por completo la deformación y la deformación de la pieza. La frecuencia de cambio de pulso se puede ajustar, lo que determina la velocidad de soldadura. Este modo también es muy solicitado cuando se combina aluminio, ya que una corriente alta destruye el óxido y una disminución de potencia durante una pausa evita que se queme el metal base.
Intensidad de uso (duración de la inclusión)
De otra manera, este parámetro se denomina duración de la inclusión y se indica como un porcentaje. Por ejemplo, con un aparato de argón PV al 40%, 4 de cada diez minutos funcionarán. Si lo usa con más frecuencia, se sobrecalentará y la protección funcionará. El equipo se apagará por la fuerza hasta que se enfríe por completo. Cuando hay muchos procesos preparatorios en el trabajo, pelado, corte de blancos, entonces un PV del 40% es suficiente. El inversor tendrá tiempo para enfriarse durante tales pausas. Si el soldador trabaja continuamente, y todos los procesos preparatorios son realizados por otros, entonces se requiere un aparato más productivo con un ciclo de trabajo del 80 o 100%. Entonces el trabajo no estará inactivo.
Pero la duración de la conmutación se mide con la corriente máxima, por lo que el modelo tiene 300 A con un 60% de PV, con una disminución de la corriente de soldadura a 200 A, el PV será del 100%. Entonces, al determinar la intensidad de uso, aún vale la pena considerar qué corriente de funcionamiento se necesita para las tareas cotidianas.
Funciones adicionales
Las máquinas de soldadura por arco de argón pueden equiparse con algunas funciones que facilitan el proceso o aumentan la calidad de la costura. Por supuesto, cuanto más amplias son las capacidades del equipo, más costoso es, por lo que debe pensar cuánto se necesita cada función en un caso particular.
Aquí están los más comunes:
- Tiempo de purga de gas. En el aparato, puede ajustar el tiempo de purga preliminar y posterior con argón. Al comienzo del proceso, esto ayuda a eliminar el aire ambiente de la zona de excitación del arco. Al final, esto ayuda a cristalizar el baño de soldadura y enfriar el electrodo. Cuanto más tiempo se enfríe el metal, por ejemplo aluminio, más larga será la purga (hasta 7 s).
- Encendido de alta frecuencia. Cualquier inversor puede equiparse con un soplete de válvula para que pueda realizar la soldadura TIG. Pero para excitar el arco, debe tocar la punta del electrodo en el producto al que está conectada la masa. En los modelos con encendido de alta frecuencia, se utiliza un oscilador, que perfora un voltaje de hasta 10 mm a través del voltaje del aire. Esto ayuda a comenzar a soldar sin tocar, simplemente levantando la antorcha. Hay menos marcas en la superficie del producto y el electrodo debe afilarse con menos frecuencia.
- Soldadura de cráter. Esta es una disminución gradual en la amplitud de la corriente de soldadura, lo que ayuda a eliminar un punto en el "bloqueo" de la costura. Dicha función es importante al soldar tuberías y contenedores bajo el agua y otros líquidos, así como cuando se trabaja con láminas delgadas de 0.6-1.0 mm.
- Enfriamiento por agua. En los dispositivos para soldadura de argón, se puede instalar una bomba que bombea anticongelante a través del canal del cable hasta el quemador. Esto contribuye a la eliminación acelerada del calor de la boquilla de cerámica y el electrodo, prolongando el tiempo de operación continua. La función es necesaria cuando se utilizan corrientes altas de 250-400 A y se necesita un funcionamiento continuo del equipo.
Equipo adicional necesario para el trabajo.
Para la soldadura por arco de argón, además de la fuente de corriente, necesitará un cable con una antorcha. En la mayoría de los casos, viene completo con equipo, pero con los modelos premium EWM, Lincoln Electric y otros, se puede vender por separado.
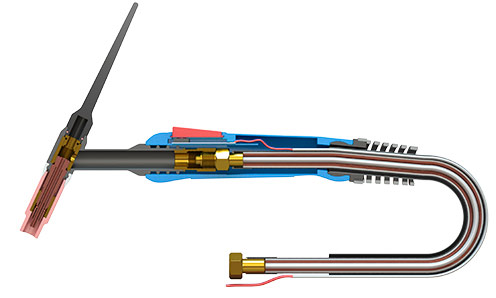
Antorcha de sección para soldadura por arco de argón.
Los quemadores son del tipo de válvula (el suministro de gas se abre por la válvula del quemador) y con control de botón (al presionar el botón del quemador se inicia el gas y la corriente). La longitud del manguito de 2-5 m se selecciona según la movilidad requerida del soldador y el tamaño de las estructuras ensambladas.

Antorcha para soldadura por arco de argón tipo válvula.

Antorcha para soldadura por arco de argón con control de botón.
Se requiere un cilindro de gas inerte para soldar. Si tiene que trabajar periódicamente, es suficiente comprar un cilindro de 10 litros, que no ocupa mucho espacio y es fácil de cargar en el maletero para repostar. La misma opción es práctica al viajar al trabajo. Con una actividad estacionaria constante en el taller o en la producción, se elige un cilindro grande de 150 litros.

Cilindro de gas inerte para soldadura por arco de argón.
El cilindro necesita un reductor con manómetros de alta y baja presión, así como una manguera que conecte el cilindro al inversor. Usando un manómetro de alta presión, el soldador monitorea el resto del gas, y con uno bajo establece el flujo de argón en el quemador.

Manómetro y reductor de presión.
Para soldar, se necesitan electrodos de tungsteno. Vienen con una punta azul, dorada, roja o verde para diferentes tipos de metales. El más versátil es el color azul de la punta. El diámetro del electrodo 1.6-4.0 mm se selecciona dependiendo de los requisitos para el ancho de la costura, la profundidad de fusión y la resistencia máxima de la corriente.

Electrodos para soldadura por arco de argón.
La soldadura de argón se puede realizar sin un aditivo, si las piezas están bien ajustadas y la estructura no tiene una carga mecánica fuerte. En otros casos, se usa alambre de relleno del mismo material que el metal principal que se está soldando.

Alambre de relleno para soldadura por arco de argón.
Video ¿Qué es la soldadura de argón y cómo elegir un dispositivo para la soldadura por arco de argón?
Las mejores máquinas de soldadura de argón
Habiendo considerado los criterios para elegir el equipo para la soldadura de argón, pasaremos a modelos específicos que han recibido críticas positivas de los soldadores.
Las mejores máquinas de soldadura por arco de argón DC
Para soldar metales ferrosos, acero inoxidable y cobre, se utilizan inversores que producen corriente continua. Aquí hay una clasificación de los mejores modelos de esta categoría.
RESANTA SAI-230 INFIERNO (TIG, MMA)
En primer lugar está el inversor Resanta SAI-230. El aparato de argón es capaz de operar desde una red de 170-242 V y produce una corriente continua de 10-230 A. Con un rendimiento máximo, el tiempo de funcionamiento es del 70%, lo que permite su uso no solo para las necesidades domésticas. Además de la soldadura TIG, el equipo admite el modo MMA, para el cual hay un interruptor en el panel frontal. Esto es conveniente cuando se requiere alternar la soldadura de argón puro y cortar con electrodos recubiertos. El modelo pesa 11 kg. Se suministran una antorcha y un cable a tierra. El fabricante emite una garantía de 2 años.

Pros RESAI SAI-230 INFIERNO (TIG, MMA)
- Alta potencia 230 A para penetración de 6 mm.
- Correa de hombro para llevar.
- Encendido sin contacto cuando se usa un quemador con un oscilador (hay un conector para conectar el control desde el quemador);
- La corriente cae a 10 A para material de lámina de soldadura de 0,8 mm.
- La caja de hierro soporta duras condiciones de construcción durante mucho tiempo.
- Precio atractivo
- Conectores confiables.
Contras RESAUT SAI-230 HELL (TIG, MMA)
- No hay pantalla para el control visual de la configuración.
- Desmontar la carcasa del soplador de polvo durante mucho tiempo.
- No hay una manija rígida para reorganizar el dispositivo en su lugar.
- Cuando se trabaja en una habitación húmeda, los transistores se deterioran rápidamente.
- A juzgar por las revisiones, los soldadores no tienen suficientes longitudes de cable.
Conclusión Este dispositivo para soldadura por arco de argón es notable por la presencia de un segundo "giro" para ajustar la inductancia del arco. Esto le permite controlar la profundidad de penetración y la altura de la pata de soldadura. La función es útil para soldar estructuras críticas, especialmente esquinas y juntas en T.
Svarog REAL TIG 200 W223
Además en la clasificación es un inversor de argón de Svarog. El dispositivo está hecho en una caja de hierro y tiene una pantalla para un ajuste fino de la intensidad actual.Los conectores en el panel frontal están diseñados para conectar una antorcha con control de botón de suministro de gas y voltaje. Un interruptor de palanca separado, puede seleccionar el modo MMA o TIG. El inversor puede funcionar desde una red eléctrica con un indicador reducido de 160 V. El rango de ajuste de la corriente de soldadura es de 10-200 A. Como máximo, el PV es del 60%. El equipo pesa 7 kg y tiene unas dimensiones de 42x16x31 cm. Se proporciona refrigeración por aire. El modelo admite trabajar con electrodos de 1.6-3.2 mm de diámetro.

Pros Svarog REAL TIG 200 W223
- Hay una pantalla digital para la configuración precisa de la cantidad de amperios.
- Las esquinas metálicas del cuerpo están cubiertas de goma.
- Diseñado para conectar un quemador con control de botón completo.
- Hay una manija para moverse en su lugar.
- Las dimensiones compactas de 42x16x31 cm simplifican el transporte y el almacenamiento.
- La baja potencia de 4,83 kW permite la soldadura de argón desde un generador de gas.
- Voltaje seguro de circuito abierto 56 V.
- Sin salpicaduras al soldar.
Contras Svarog REAL TIG 200 W223
- El botón de encendido se muestra en la parte posterior, lo que no es conveniente para todos los soldadores.
- Las funciones de "arranque en caliente" y "antiadherente" en modo MMA no funcionan en la práctica (solo un movimiento de marketing).
- Sin ajuste del flujo previo de gas.
- Quemador endeble en apariencia.
Conclusión Esta máquina de soldadura por arco de argón se distingue por la presencia del ajuste del tiempo de purga posterior al gas. La función es útil cuando se trabaja con hierro fundido y cobre para garantizar un enfriamiento gradual y evitar la reacción con el carbono, que crea poros. El intervalo de purga es ajustable de 2 a 10 segundos. El fabricante también ofrece una garantía de 5 años para este dispositivo, que los usuarios prefieren en las revisiones.
Quattro Elementi B 225 (TIG, MMA)
Esta categoría se completa con productos del fabricante italiano. La máquina de soldadura de argón está diseñada para conectar metales de hasta 6 mm de espesor. Tiene un rango de corriente de trabajo de 10-225 A. Cuando se conecta a una red, consume 7,8 kW. Se permite el uso de electrodos de 1.6-5.0 mm. Puede cambiar al modo MMA, que se complementa con las funciones de "Anti-stick" y "Hot start". El tiempo de encendido es del 80% aquí, pero si reduce la intensidad actual de 225 a 180 A, entonces el indicador se vuelve 100%. Para energía, un voltaje de 170-260 V.

Pros de Quattro Elementi B 225 (TIG, MMA)
- Hay bucles para sujetar una correa para el hombro.
- Dos modos de MMA y
- Pantalla digital para una configuración actual precisa.
- Modos de cambio de botón táctil.
- El amperaje se puede reducir a 10 para soldar chapa de 0.6-1.0 mm.
- Con una intensidad actual de 180 A, el PV es del 100%.
- Si cae el voltaje, entonces cocinar "dos personas" funcionará de todos modos.
- Todos los parámetros corresponden a los declarados.
Contras Quattro Elementi B 225 (TIG, MMA)
- Atrae mucho polvo al cuerpo.
- Solo los quemadores de válvula están disponibles.
- El botón de encendido se encuentra en la parte posterior.
- Se debe comprar un quemador de argón; solo se incluyen el cable y el soporte para el RDS.
Conclusión Aunque este inversor es capaz de cocinar con argón solo con un soplete de válvula, es especialmente fácil tocar el arco, ya que el voltaje de circuito abierto es de 85 V. El dispositivo de argón también se asigna con un peso de 5,5 kg, lo que lo hace más adecuado para llevarlo al hombro durante trabajos a gran altitud o soldaduras. a lo largo de una larga construcción.
El mejor aparato universal para soldadura por arco de argón DC / AC
Si necesita soldar aluminio periódicamente, elija dispositivos con la capacidad de cambiar la corriente continua a corriente alterna. Dicha función se indica en el nombre mediante la designación AC / DC. Aquí están los mejores modelos en esta categoría.
PULSO Aurora PRO INTER TIG 200 AC / DC
Este es un aparato de argón chino con ensamblaje de alta calidad. El modelo funciona con una red monofásica y produce 5-200 A. Está equipado con cables con una sección transversal DX50. El voltaje de circuito abierto es de 44 V. Hay enfriamiento por aire. PV al máximo alcanza el 60%. El dispositivo puede funcionar a una temperatura ambiente de -20 a +50 grados.Todo el cableado eléctrico se realiza con aislamiento clase F. Como opción, se puede conectar el control remoto.

Pros Aurora PRO INTER TIG 200 PULSO AC / DC
- Amplia carcasa con numerosos orificios de refrigeración.
- Montaje de alta calidad.
- Cocina bien el acero inoxidable y el cobre.
- Casi no hay reducción de la tensión de red.
- Hay dos asas duras para el transporte.
- Numerosos ajustes para aumentar y fluctuar la intensidad de la corriente.
- Baja carga en la red 4.5 kW.
- Encendido sin contacto del electrodo.
Contras Aurora PRO INTER TIG 200 PULSE AC / DC
- Para cambiar el peso de 20 kg, se requiere esfuerzo.
- No siempre es fácil encontrar un lugar para colocar en un pequeño garaje
- En modo MMA, el postquemador no funciona.
- Todas las funciones adicionales no se muestran en la pantalla: ajuste ciego.
- Solo se incluye una tapa de quemador.
- Sin función de preparación del cráter.
Conclusión El inversor para la soldadura de argón es notable por la presencia del modo 4T. Esto le permite encender la soldadura y no mantener el botón presionado en la antorcha. El modo es práctico para costuras largas durante la soldadura de bridas o contenedores de fabricación. Otro fabricante proporciona un quemador con un paquete de manguera de 4 m, que es útil al crear estructuras grandes. La función de pulso ayuda a conectar láminas delgadas de acero inoxidable y aluminio sin deformaciones.
BRIMA TIG-200P AC / DC
Otro producto digno de un fabricante alemán. El dispositivo de argón se ensambla en China, pero a juzgar por las revisiones, es simple y confiable como un rifle de asalto AK-47. El inversor genera una intensidad de corriente de 10-200 A, mientras consume 5 kW. Adecuado para conectarse a una red monofásica. PV a la corriente máxima alcanza el 60%. El modelo profesional está refrigerado por aire. Ralentí - 56 V. Está equipado con un quemador con electrodo de tungsteno y encendido sin contacto.

Ventajas de BRIMA TIG-200P AC / DC
- Conectores para quemadores profesionales con encendido sin contacto.
- Mangos resistentes.
- Display digital
- Protección contra sobrecarga y sobrecalentamiento.
- Admite dos modos de soldadura TIG y MMA.
- Hay configuraciones para la formación del arco.
- Baja carga en la red de 5 kW.
- Bajo ruido.
Contras BRIMA TIG-200P AC / DC
- El peso de 25 kg dificulta el transporte.
- Tamaños grandes 50x35x36 cm.
- Si la protección ha funcionado, no se encenderá durante 30 minutos (todo el trabajo se detiene).
- Terminal de tierra débil: puede quemarse después de 2 meses de uso activo.
- Cable "negativo" de 2 m de largo.
Conclusión Este inversor tiene amplias opciones de personalización que serán útiles para un soldador profesional en un taller o taller. El tiempo de purga previa de gas se establece de 0 a 2 s. El postgas puede ser de 2 a 10 s. El soldador elige la longitud y frecuencia del pulso. Al final de la soldadura, puede seleccionar un valor para reducir la corriente en 10 A para evitar una fístula en el "bloqueo". Todo esto es adecuado para la producción de estructuras críticas, que posteriormente incluso pasan la inspección por un detector de fallas.
Características de soldar varios metales
Al soldar argón de cualquier material, debe aprender algunas reglas. El espacio entre el electrodo y la superficie debe ser de 2-5 mm. Mantenga el quemador en un ángulo de 45 grados. Por lo general, se sostiene con la mano derecha y el alambre de relleno se sirve con la izquierda. No toque el extremo de la aguja con el aditivo: el electrodo se ensuciará, el arco se deteriorará, el tungsteno puede ionizarse en el baño de soldadura. Se suministra aditivo para cumplir con el quemador. La costura formada debe dejarse atrás, y el gas caliente debe escapar a los lados aún conectados de la pieza de trabajo.
Al soldar algunos metales, hay reglas adicionales que un argonder novato debe conocer.
Aluminio
Aquí la barrera es un óxido refractario en la parte superior. Para destruirlo, use corriente alterna de polaridad inversa. Esto contribuye al calentamiento de la superficie sin sobrecalentamiento del electrodo. La tensión alterna alterna el proceso, evitando que la pieza de trabajo se derrita excesivamente para formar un desgaste. La función de pulso o la función de doble pulso es especialmente útil, a partir de la cual las costuras mejorarán aún más.
| El espesor de la pieza de trabajo, mm | El diámetro del electrodo de tungsteno, mm | Diámetro de la barra, mm | Fuerza actual, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
Cobre
En estado líquido, reacciona con hidrógeno, lo que conduce a la formación de poros grandes. Aquí puede usar corriente directa o alterna, pero solo con polaridad inversa. También se recomienda aumentar el flujo de argón de 1.5 a 2 litros por minuto. En este caso, no se requiere alambre de relleno, ya que el metal es fluido y los bordes se funden lo suficiente como para formar una unión fuerte. En lugar de un electrodo de tungsteno, vale la pena usar uno de grafito, también clasificado como no consumible.
| Tipo de electrodo | El espesor de la pieza de trabajo, mm | El diámetro del electrodo, mm | Fuerza actual, A | Longitud del arco, mm |
|---|---|---|---|---|
| Grafito | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| Cubierto | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titanio
Material activo que reacciona con el aire ambiente. La soldadura se lleva a cabo con una mayor alimentación de argón para proteger el baño de soldadura. A diferencia del cobre y el aluminio, el titanio tiene una baja conductividad térmica. Para garantizar una conexión confiable de los lados, los bordes de la costura deberán reforzarse con costuras adicionales. Cuando se trabaja con piezas de trabajo de más de 1,5 mm de grosor, se utiliza un alambre de relleno de titanio.
| El espesor de la pieza de trabajo, mm | El diámetro del electrodo, mm | Diámetro del alambre, mm | Fuerza actual, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Ahora, después de estudiar las características de elegir dispositivos para la soldadura por arco de argón y considerar la clasificación de los mejores modelos, puede elegir un inversor para realizar sus tareas en un taller privado o en producción.








