Cómo elegir una máquina de soldar para aluminio
Incluso los soldadores experimentados, por primera vez al encontrar uniones de aluminio de manera manual, a menudo experimentan frustración con la calidad de la soldadura. Si necesita trabajar regularmente con un metal tan "cambiante", nuestro artículo lo ayudará a elegir una máquina de soldadura para aluminio, que creará costuras apretadas de alta calidad.

Características y dificultades de la soldadura de aluminio.
Es posible que se necesite soldadura de aluminio para sellar una grieta en el cárter de aceite del motor o el cárter de la caja de engranajes. A menudo, el bloque congelado de la camisa de enfriamiento del motor se repara de esta manera. Se requieren dispositivos para soldar aluminio en las industrias química y alimentaria, la fabricación de contenedores, colectores, filtros y otros productos.
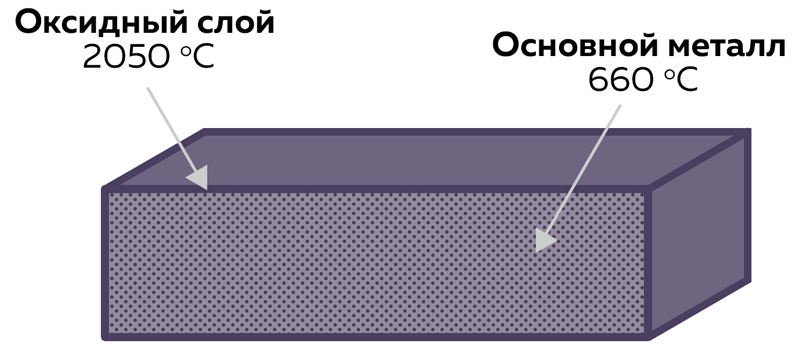
Pero el aluminio y sus aleaciones AlMn, AlSi, AlMg están peor soldados debido a la característica principal: la presencia de una capa de óxido refractario en la superficie. Su punto de fusión es de 2044 grados, mientras que el metal debajo de él fluye después de 660 grados. Este es el problema principal, ya que una pequeña resistencia de corriente no puede fundir la capa externa, y el metal de relleno se encuentra en la superficie. Una gran corriente conduce a quemaduras. Por lo tanto, las tecnologías clásicas para la soldadura de aluminio no son adecuadas.
Entre otras dificultades para trabajar con este metal están las siguientes:
- Pequeña diferencia entre el punto de fusión y la solidificación. El aluminio se vuelve fluido a 660 grados. Pero si se le permite enfriar solo 15-20º C, entonces ya comienza a cristalizar. Se requiere un aparato de soldadura de aluminio que pueda mantener una corriente de trabajo en un rango tal que se pueda formar una costura.
- Aumento de la conductividad térmica. El calor se extiende a través del aluminio 5 veces más rápido que el acero dulce. El grupo de soldadura se enfría rápidamente, y la pieza puede deformarse significativamente en un área grande, incluso desde una pequeña costura.
- Preservación del color en forma fundida. Al soldar metales ferrosos, es fácil para el soldador controlar el estado del baño de soldadura y la cantidad de relleno suministrado, ya que se vuelve blanco deslumbrante, en contraste con la escoria roja. El aluminio no cambia de color en forma líquida y es más difícil para un soldador comprender visualmente cómo se forma una costura.
- Aumento de la contracción. Después de enfriar, los rodillos metálicos depositados pueden hundirse significativamente, lo que forma hoyos en la costura y se requerirá una nueva superficie desde arriba.
- Interacción con el medio ambiente. Al entrar en contacto con el aire ambiente, el aluminio evapora hidrógeno, lo que conduce a grandes poros en la estructura de soldadura. La presión del agua u otro líquido no resistirá dicha conexión. Es necesario proteger el baño de soldadura de gases externos.
- Aumento de la fluidez. En el estado fundido, el aluminio es similar al agua: es más difícil dirigir el metal líquido con un quemador, especialmente cuando se mantiene una costura en un plano inclinado. Esto también conduce a aceleraciones por quemaduras.
Las primeras costuras para soldadores de aluminio novatos siempre son malas. Poco a poco, el problema se resuelve mediante la formación en la práctica. Pero la importancia primordial es la elección correcta de una máquina de soldar diseñada para unir aluminio.
¿Qué máquina es la más adecuada para la soldadura de aluminio?
Dado que existen electrodos recubiertos con un núcleo de aluminio en el mercado, parece que la forma más barata de soldar este metal es la soldadura manual por arco con un inversor. Pero en realidad, la soldadura MMA en aluminio solo le permitirá conectar los dos lados del metal con las gotas del aditivo superpuestas en la parte superior.
Una costura duradera y apretada no funcionará aquí.Para una buena conexión, necesitará una máquina de soldar para soldar aluminio con modos MIG o TIG. Cada uno de ellos tiene sus propias características, que deben tenerse en cuenta al elegir.
Uso de máquinas de soldar MIG / MAG para aluminio
La soldadura MIG es el uso de dispositivos semiautomáticos en los que el alambre de soldadura se alimenta continuamente a través del canal directamente a la antorcha. El segundo cable con clip se conecta directamente al producto. Cortar el cable a la superficie de la pieza de trabajo conduce a la excitación de un arco eléctrico. En paralelo, el gas de la boquilla aísla el baño de soldadura del entorno externo.


Pros
- alta velocidad de soldadura;
- buena visibilidad de lo que sucede en el grupo de soldadura;
- la segunda mano del soldador es libre de soportar la pieza de trabajo o permanecer a una altura;
- Puede crear costuras largas continuas;
- después del final del proceso no hay corteza de escoria.

Contras
- El alto costo del equipo en sí. Todavía hay costos adicionales para el gas protector (una mezcla de argón y dióxido de carbono).
- El alambre de relleno de aluminio es delgado y flexible, por lo que es muy "andador" y es más difícil para el soldador guiarlo.
- Si a menudo se requiere alternar la soldadura de metales ferrosos y aluminio con un dispositivo semiautomático, entonces lleva mucho tiempo cambiar el canal de acero en la antorcha al de teflón.
- La costura de un dispositivo semiautomático en aluminio es de ancho heterogéneo. Si se encuentra en el lado frontal de la pieza de trabajo, entonces se necesita una extracción mecánica posterior.
¿Qué funciones deben tener los dispositivos semiautomáticos para el aluminio?
Puede conectar aluminio no con ningún dispositivo semiautomático. El equipo de soldadura debe tener las siguientes funciones:
Arranque en caliente. Esta función se llama "Hot Start", porque le permite imponer una costura de alta calidad desde los primeros milímetros de la conexión. Para hacer esto, se mantiene una alta velocidad de inactividad (80-90 V) en el cable, y la corriente se suministra primero ligeramente por encima de la principal.
Para el aluminio, esto es útil para el calentamiento rápido de la superficie y la destrucción del óxido. Debido a este efecto, la costura comienza a formarse inmediatamente, sin pegar los rodillos aditivos desde arriba. En dispositivos profesionales, puede ajustar la configuración del "Arranque en caliente" para determinar qué tan caliente estará.
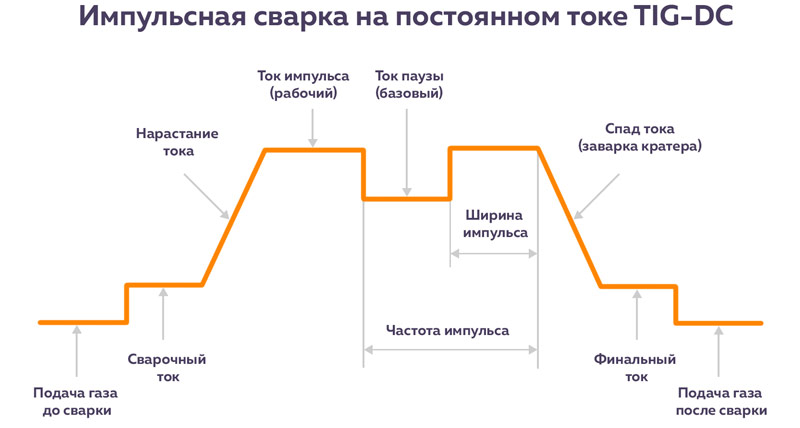
Pulso Esta función no produce una corriente de base uniforme, sino que contribuye a su alternancia. El resultado es la amplitud donde la corriente sube al pulso de trabajo, y luego una pausa con una disminución. En el momento del pico de voltaje, el óxido se derrite, y durante el período de pausa, se garantiza una fusión silenciosa del metal de relleno con una cantidad mínima de rocío.
En dispositivos semiautomáticos profesionales, puede ajustar tanto la frecuencia del pulso como su longitud, lo que le permite ajustar la soldadura según el grosor del aluminio y el tipo de aleación. La función es relevante especialmente para metales delgados para evitar el sobrecalentamiento de la superficie y la formación de agujeros pasantes.
Dable Pulse. Duplica el efecto anterior. Además de la amplitud que alterna entre la base y la corriente principal, hay un aumento y disminución oscilatorio en la corriente máxima. Tal función mejora aún más la calidad de la soldadura de aluminio hasta la transferencia de metal por goteo. La entrada de calor mínima evita el sobrecalentamiento de la pieza de trabajo y la deformación. Las costuras son delgadas pero profundas, y la velocidad de soldadura aumenta.
El uso de máquinas TIG para soldar aluminio
La soldadura TIG de aluminio se lleva a cabo utilizando un inversor que produce corriente alterna.
Un soldador tiene un quemador de electrodo de tungsteno en una mano. Su toque en la superficie de la parte a la que está conectada la masa conduce a la formación de un arco eléctrico. El tungsteno no se derrite, por lo que la longitud del electrodo no cambia. Para soldar aluminio, se utiliza una forma redonda de afilar la varilla.
En la segunda mano del soldador, se alimenta un alambre de relleno en el baño de soldadura para aumentar la altura de la costura y dar resistencia a la conexión. El gas de protección de argón se escapa del quemador, evitando el contacto con el aire externo.

Ventajas TIG para soldadura de aluminio
- la costura es apretada y apretada;
- no requiere mecanizado;
- no hay poros en la estructura;
- Se pueden hacer costuras estrechas de 2-3 mm de ancho.
Contras TIG para soldar aluminio
- aumento del consumo de fondos para alambre de relleno y gas;
- baja velocidad de soldadura;
- alto costo del equipo;
- solo se pueden crear costuras cortas;
- la aguja se rocía rápidamente y su forma necesita ser corregida;
- Cuando se suelda una lámina de aluminio de 1-2 mm de espesor, se requiere un sustrato para evitar inmersiones en el metal calentado.

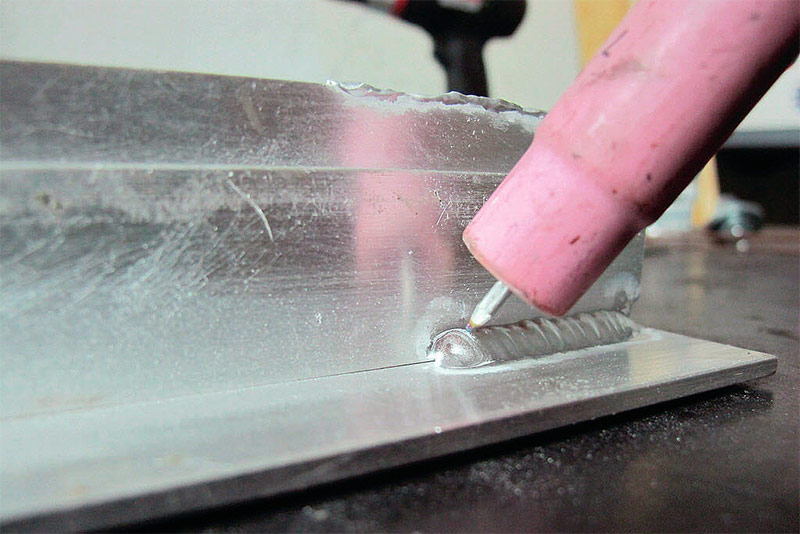
La calidad de las costuras que se pueden obtener al soldar aluminio con soldadura TIG.
¿Qué funciones deben tener los inversores TIG para aluminio?
Aunque cualquier inversor puede estar equipado con una antorcha para soldadura TIG, es posible conectar el aluminio con un método de arco de argón de alta calidad solo si las siguientes funciones están disponibles:
Pulso Desempeña el mismo papel que en el dispositivo semiautomático. Reduce la entrada de calor y evita el desgaste del material fluido. Los dispositivos profesionales admiten la configuración de la onda de pulso. La onda cuadrada proporciona una penetración profunda y alta velocidad del proceso. Triangular facilita la soldadura de láminas delgadas de aluminio con mínima transferencia de calor. La onda redondeada facilita el control del baño de soldadura para una penetración uniforme de las juntas críticas. Sinusoidal da un arco suave con un amplio agarre del baño de soldadura, pero no penetración profunda.
Pre y post gas. Comienza durante 2 s una purga preliminar del gas de protección para desplazar el aire ambiente desde el punto de inicio de la soldadura. Suministra argón después de interrumpir el arco durante 3-10 segundos, permitiendo que el baño de soldadura cristalice normalmente sin oxígeno.
Cambio a corriente alterna. La soldadura TIG con un inversor solo es posible con corriente alterna. Para hacer esto, es obligatorio que la designación del dispositivo se marque AC / DC.
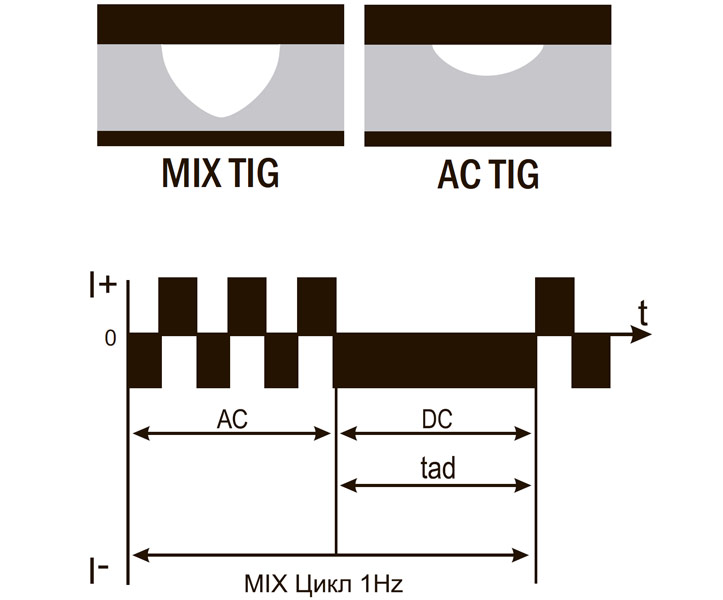
MEZCLA TIG. Este modo alterna el efecto sobre el material de la corriente directa y alterna. Primero, AC entra en funcionamiento, lo que destruye la película de óxido por su frecuencia. Luego es reemplazado por DC, proporcionando una penetración profunda con una distribución uniforme de metal de relleno. Esta función es especialmente práctica cuando desea conectar aluminio con un grosor de 2 y 7 mm entre sí.
Ajuste de balance. Le permite establecer la frecuencia del cambio automático de la polaridad del voltaje, que, si es positivo, extiende la vida útil del electrodo de tungsteno y aumenta la profundidad de penetración, y si el indicador es negativo, reduce la entrada de calor y protege contra quemaduras y deformaciones.
Después de estudiar los requisitos para las máquinas de soldadura de aluminio, puede seleccionar fácilmente equipos de soldadura para su taller, taller o garaje.








