Plazmorez: the principle of work, how to choose, the best models
Not all metals can be cut with a gas-oxygen flame. If you need to work with stainless steel, copper or aluminum, you will need a plasma cutter. Even with a cut of ferrous metals, this apparatus leaves fewer drops of slag, and the cut itself is much thinner, which reduces subsequent processing and saves materials. A detailed description of the equipment and rating of the best models will help you figure out how to choose a plasma cutter for different applications.

The selection of goods was carried out on the basis of reviews, opinions and ratings of users posted on various resources on the Internet. All information is taken from public sources. We do not cooperate with manufacturers and trademarks and do not call for the purchase of certain products. The article is for informational purposes only.
The device and principle of operation of the plasma cutter
Equipment for plasma cutting consists of:
- power source;
- burners;
- mass cable;
- compressor or compressed air bottle.
The power source is an inverter that produces direct current, which before that was converted several times with increasing frequency. Connection requires 220 or 380 V, depending on the characteristics of the device. At the output, the device produces a voltage of up to 400 V and a current strength of 25 to 125 A. The burner in such equipment is called a plasma torch. It has a nozzle and a button to start power. The plasma torch is manual or automatic type on the bracket with rails.
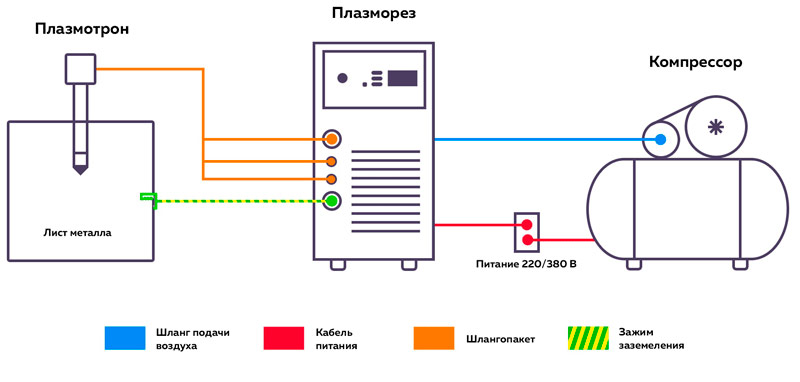
The constituent elements of plasmoresis.

The device is a plasma torch.
The principle of operation of the plasma cutter is to excite an electric arc into which compressed air is supplied. From heating, it passes into a plasma, which is used for cutting all types of metals and even ceramics. The plasma temperature is about 20,000 degrees, which exceeds the oxygen cutting rate by 6 times.
Also, the plasma has a high excision speed of 1500 m / s, which is not the case for a gas-oxygen flame cutting due to a pressure of 10 atm from a cylinder. Such arc characteristics provide a clean cut, a narrow edge and a minimum of slag on the back of the part.
For plasma torch cutting, the following processes are carried out in equipment:
1. A current source supplies voltage to the cathode and anode located in the plasma torch nozzle. An electric arc arises between them. At the same time, compressed air flows through the filter dryer through the compressor. Air passing through an arc ionizes and turns into a plasma. This arc is called duty and burns only on the plasma torch.
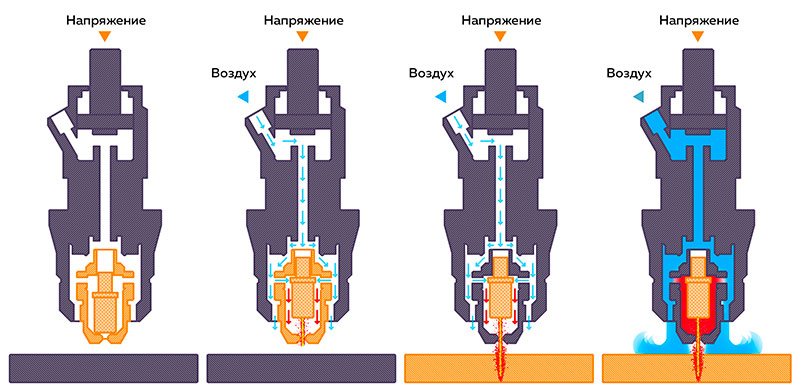
Work plasma torch.
2. Then the welder brings the torch to the workpiece. Thanks to the mass cable, which carries a positive charge and is connected to the product, the arc closes on the material. The duty arc becomes cutting. The welder controls the torch and cuts along the intended contour. The plasma length and width can be adjusted by the current strength and the diameters of the nozzles installed.
3. When the cutting is completed, the welder removes the torch from the product and the duty arc again burns. Releasing the button, it is extinguished and for some time air is supplied to cool the nozzle.
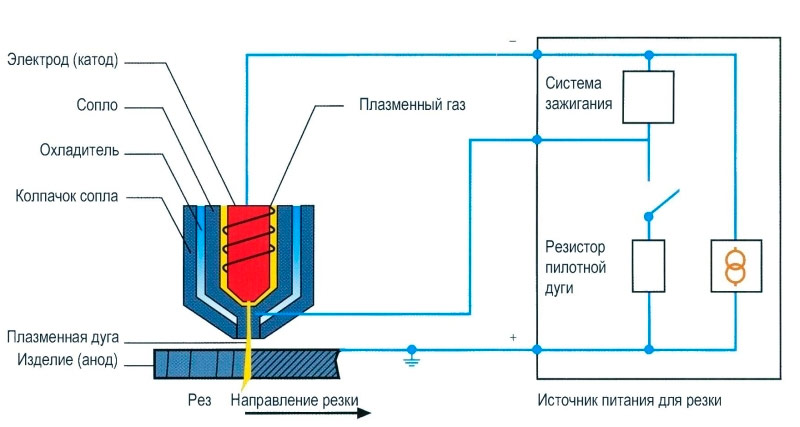
The scheme of the plasma cutter.
Scope, pros and cons of plasma cutting
Equipment for plasma cutting of metals is used in factories and in private workshops.With it, a cut of sheet iron is carried out with a thickness of 1 to 100 mm (depending on the capacity of the apparatus). Plasma can cut complex patterns, burn holes, cut the edge. Subsequent workpieces are used for welding to other structures or are subjected to turning, stamping. Unlike an oxygen flame, plasma cuts all types of metals and ceramics, therefore its functionality and application area are wider.
To determine if you need a plasma cutter, consider the advantages and disadvantages of such equipment.
The main advantages of this method of cutting include:
High cutting speed
Thanks to a temperature of 20,000 degrees, using a plasma cutter, you can cut blanks much faster than other methods. For example, a sheet with a cross section of 25 mm will be cut at a speed of 1000 mm / min.
Fast through burning
If you want to start cutting not from the edge of the sheet, but in the center, then the plasma will burn through a thickness of 15 mm in 2 s, and a gas-flame cutter will take about 30 s.
Minimum heating of adjacent areas
Plasma affects the metal pointwise without heating the surface around. This reduces the number of deformations and allows you to hold on to large workpieces with gloves in your hands, turning them as needed.

High quality cut
After the plasma, there are almost no dripping slag drops on the back of the workpiece. Edges contain a minimum of relief, so they do not need processing - you can immediately perform subsequent welding of structures. If you want to cut thin sheets of 1-2 mm, then they can be grouped on top of each other and complete all at once - the workpieces will not stick together at the edges.
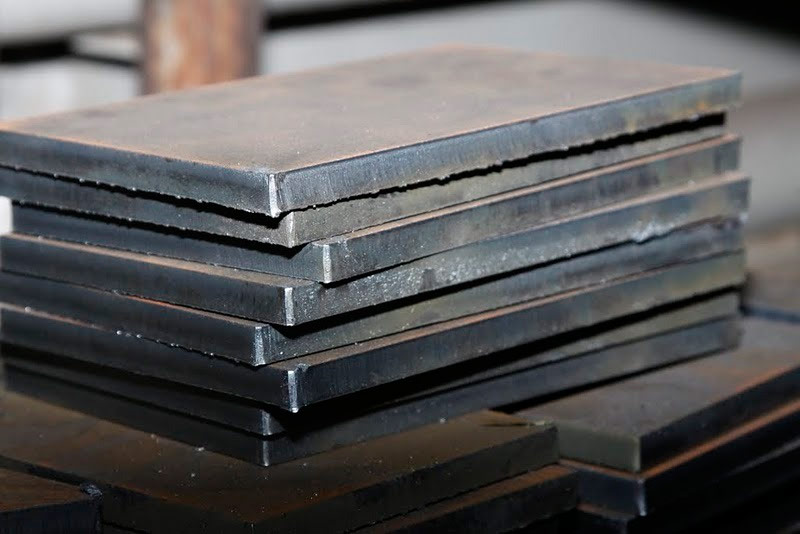
An example of a metal cut by a plasma cutter.
Security
No flammable gases are used in this equipment. The use of compressed air or inert gases makes the process safer - there will definitely not be an explosion, as in the case of a reverse flame blow in an oxygen torch.
Ease of use
Unlike flame cutting, there is no need to adjust the supply of combustible gas and oxygen separately, and then regulate the jet of cutting oxygen as well. Everything is turned on with one button and is available for quick development even for a beginner.
Automation capability
The plasma cutter is easy to understaff with a bracket (gantry or cantilever type) so that it automatically moves over the product. Management is carried out with CNC. In it, the operator sets the configuration and speed of cut, at the same time one person can monitor the processes in five settings.
Minimum preparation before the process
Plasma can cut any metal without first cleaning it from dirt or rust. When working there is no spray of metal and air pops.
But this cutting method also has disadvantages that you need to know in order to correctly select a plasma cutter and not be disappointed.
Here are the most basic disadvantages of the devices and the method itself:
- The best cut quality is achieved by holding the burner at an angle of 90 degrees to the surface. Only expensive models can cut a chamfer at an oblique angle.
- It is difficult to heat the metal with this equipment to perform bending or forging.
- The maximum cut thickness is 100 mm, while flame cutting can cut 200-300 mm.
- The equipment itself is more expensive. You need another compressor. The price of argon is higher than propane or oxygen.
- The devices depend on the electrical network. To work in the field, a gas generator is needed. Its power should be high enough to cover the needs of the plasma cutter and compressor.
Look at what plasmoresis is capable of:
Types of plasma cutters
Understanding the principle of operation of the plasma cutter and its device, we consider the types of equipment. This will help determine the details of the selection for specific tasks in the production.
Plasma cutters by type of cutting
Plasma cutters are manual and automatic. It is important to consider this when choosing, so that the equipment is suitable for the upcoming processes.
Plasma cutters for manual cutting
Are applied to work with small sections of 1-10 mm. This is true for a garage and a small workshop where doors, gates, gates, barbecues are made.It is convenient for them to cut holes, cutouts for locks and loops, to cut blanks for canvases and bent boxes. More expensive equipment can cut through 10-30 mm.
This expands the scope of use and is suitable for cutting workpieces for subsequent machining in production (manufacturing flanges, shafts, pipe cutting, etc.). Such installations are mobile and convenient.

Plazmorez for manual cutting.
Plasma cutter for automatic cutting
Used with cutting heads that can be moved on gantry or cantilever brackets. CNC controlled. They can simultaneously cut directly with 2-4 heads. They are suitable for cutting parts with dimensions from 1x1 to 3x30 m. They need sufficient space and are difficult to transport.

Machine for plasma cutting.
Plasma cutters by type of gas used
For the plasma cutter to work, air is needed to ionize in an electric arc. Two types of equipment are distinguished here:
Plasma cutters in compressed air
Domestic and semi-professional class. They are cheaper, easy to manage (only the current strength is regulated), universal. Very small devices are designed for cuts up to 10 mm. More powerful will cope with 12-25 mm. The main advantage is inexpensive maintenance (nozzle price, one-time compressor purchase). Afterwards, you won’t have to buy anything expensive.
Plasma cutters on argon, oxygen, nitrogen or mixtures thereof
They are used on large plasma cutting machines. They need long-term settings, but they are able to cut faster, more accurately and more difficult. It is necessary to spend money regularly on the purchase of gas cylinders. This type is suitable for large enterprises with a large volume of products.

Machine for plasma cutting on argon.
Plasma cutters by type of arc ignition
More plasma cutters are divided according to the method of excitation of the electric arc:
- Contact. This type of ignition is found in household inverters. The plasma torch nozzle must touch the product to which the mass is connected. The simple design of the burner breaks less often, but the nozzle is more quickly scaled.
- Pneumatic Form an arc on their own when applying gas (without touching the product). This is convenient for moving and making small cuts frequently. Saves nozzle life and improves productivity.
- High Frequency (HF). The most comfortable type of ignition, achieved by the oscillator. The arc is excited by a high-frequency pulse between the cathode and the anode in the nozzle. When the tray to the product automatically goes into the cutting. The ignition type is suitable for the precise start of the cut so that there are no electrical traces left on the workpiece.
Plasma cutters by type of cooling
Aerial
It is applied in household and semi-professional models. Heat from the burner is removed naturally in the surrounding air. Inside, the channels cool due to the supply of oxygen or inert gas. In the case itself there is a fan blowing around the transformer and a rectifying unit. During operation, periodic breaks will be required so as not to melt the nozzle.

Air-cooled plasma cutter.
Liquid
Used on industrial versions of equipment. There are channels in the plasmatron through which, using a water pump, distilled water with ethanol circulates. This quickly draws heat and allows the device to work without interruptions. Suitable for volumetric tasks or operation of the plant in two shifts.
How to choose a plasma cutter
When choosing a plasma cutter, several key characteristics need to be considered.
The thickness of the cut metal
This parameter directly depends on the current strength (number of amperes) generated by the inverter. If you need to cut ferrous metal, then for every 1 mm of thickness you need 4 A of power. For example, to cut a sheet of iron 7 mm, look for a device with a current strength of at least 30 A. For non-ferrous alloys, the calculated value of 1 mm = 1.5 A.
There is also the concept of finishing cut and maximum. For example, the first value in the characteristics may be 12 mm, and the second - 18 mm. This means that with a thickness of up to 12 mm, subsequent machining will not be necessary at all. It is better to take a plasma cutter with a power reserve so that it does not work constantly at full strength. This will extend its resource.
| Type of metal | Current required to cut a workpiece 1 mm thick |
|---|---|
| Copper, brass, aluminum, copper alloys | 6 A |
| Stainless steel, ferrous metals | 4 A |
Duration of inclusion
It implies how long the device can work without interruption. Depends on the power and type of cooling. For a garage and a small workshop, installations with a 40% PV are suitable. For production where plasma cutting of workpieces is often required, select a PV of 60-80%.
Compressor Power Required
For plasma cutting to be of high quality, a stable air supply from the compressor is required. Its performance should be 20-30% higher than required by the inverter passport. Buy a compressor with a filter drier and oil separator so that impurities do not affect the quality of the plasma.
Hose package length
At the plasma torch, the cable length can be 1.5-8 m. When choosing, take into account which structures you will have to work with in terms of dimensions. The shorter the hose package, the more often you will have to rearrange the device. But if it is required to cut small parts above the table, then you can save and buy a plasma torch with a short cable.
Video. How to choose a plasma cutter
The best plasma cutters
Having studied the characteristics of the equipment and selection tips, we will move on to the rating of the best plasma cutters, based on reviews from welders. Perhaps here you will find a suitable device for yourself and go to the store for already specific goods.
Aurora PRO AIRHOLD 42 Mosfet
The plasma cutting machine with an affordable price has topped the rating. Its dimensions are 40x16x30 cm. It works from a single-phase 220 V network and consumes 6.6 kW. A maximum current of 40 A permits cutting up to 12 mm thick without subsequent stripping. PV at a maximum of 60%. The inverter is suitable for cutting cast iron, alloy and carbon steel, copper. To ignite, you need to touch the nozzle on the surface of the part. The equipment weighs 9 kg, so it is not difficult to transport.


Pros of Aurora PRO AIRHOLD 42 Mosfet 16337
- Convenient device with good build quality.
- Affordable price.
- The nozzle does not wear out for a long time (it only turns black).
- Clear control panel.
- Easy to buy consumables.
- Rigid handle on the lid.
- Iron corners are covered with plastic.

Cons Aurora PRO AIRHOLD 42 Mosfet 16337
- Contact type of ignition.
- If you buy a separate burner with an oscillator, then there is no standard connector for connecting.
- It is sensitive when the voltage drops to 190-200 V.
- Above 10 mm, the cutting speed drops significantly.
- We need a compressor with a capacity of at least 350 l / min (otherwise it will be enough for a 5 cm cut and the air will end).
Conclusion. This plasma cutter is distinguished by a long full-time burner with a cable channel of 5 m. Great for working with large workpieces in production and in the garage. Judging by the reviews of welders, the device easily ignites an arc in the cold to -20 degrees. If you often have to cut metal on the street, then this is the best choice.
BRIMA CUT-40
Another professional plasma cutter in the rating at an affordable price. It has a maximum current of 40 A, which is enough for a clean cut of 12 mm. Belongs to the semi-professional class. It is powered by 220 V with a power consumption of 5 kW. According to the passport, a compressor capacity of 170 liters of air per minute is required. PV at maximum reaches 60%. To initiate an arc, a touch on the product is required. It is not difficult to store and transport the inverter due to the dimensions of 44x16x31 cm. The device uses an air type of cooling. The housing has numerous openings and a built-in fan.

Pros of BRIMA CUT-40
- Light weight 10 kg and stiff handle.
- Strong steel case.
- Clear control panel.
- Consumables available.
- The kit already has three nozzles and three electrodes.
- Punches holes through paint well.
- Thickness up to 3 mm cuts very quickly.
- At the "top ten" there are almost no slag smudges.
Cons BRIMA CUT-40
- There is no Euro connector to replace the burner with a higher class model.
- Contact ignition of an electric arc.
- The nozzle spoils quickly.
- The drain from the built-in dehumidifier is located next to the cooling fan (splashes get into it).
Conclusion. This plasma cutter has a very compact plasmatron.If you need to dismantle metal structures and climb into tight places to cut racks, shelves or other elements, then this burner will do. The head is equipped with a short ceramic nozzle with an inclination of 100 degrees. It is convenient to hold the cutter.
Resanta IPR 40
Further in the ranking are goods from a Latvian brand collected in China. The inverter-type plasma cutter is made in a steel case and is equipped with air cooling. A pressure gauge is placed on the front side, so the welder does not need to look at the indicators on the compressor. There is a soft clip on the plasma torch that makes it easier to hold the start button pressed for long cuts. The device is powered by a single-phase network and provides up to 40 A. PV is allowed at the same time 35%. A pressure of 5000 bar is required for a good cut. The thickness of the clean cut is 12 mm.

Advantages of Resanta IPR 40
- Hoses for winding the hose package.
Reliefs on the handle of the plasma torch, facilitating retention and manipulation.
Infinitely adjustable current from 15 to 40 A.
Built-in pressure gauge for monitoring the pressure in the system - no need to look at the compressor.
With a thickness of steel up to 5 mm, it cuts very confidently.
In any service center there are spare parts for it.
Cons Resanta IPR 40
- Relatively high cost.
Missing Euro connector.
The quality of the cut is worse with a voltage drop in the network.
Need a powerful compressor.
Sometimes the mass clamp is poorly fixed on the product.
Conclusion. This plasma cutter is distinguished by the function of turning on / off the arc with an interval of 5 seconds. This mode is useful for quick mesh cutting. The welder does not need to press the button often, which saves its resource. The cutting speed of such materials with a discontinuous arc is much higher than if you had to set it on fire each time, hitting thin wire rods.
BlueWeld Prestige Plasma 54 Kompressor
Continues the rating of goods from the Italian brand. The plasma cutter has a current range of 7-40 A and is able to cleanly cut the metal section up to 10 mm. It consumes 4.5 kW, but welders in the reviews share that the device will be able to function even from a generator with a capacity of 3 kW. The power source weighs 16 kg. The length of the plasma torch cable is 4m. The unit works not very noisy and is easily transported. On the dashboard there is an indication of mass, network and overheating.

Pros of BlueWeld Prestige Plasma 54 Kompressor 815725
- Ergonomic torch handle.
- There are slots for attaching the shoulder strap - can be cut at a height.
- The controls are protected against accidental changes to the settings.
- Lock button start in the clamped position.
- It is possible to lower the current strength to 7 A in order to cut neatly 0.6-0.8 mm thick tin.
- Cable package length 4 m.
- The brushless compressor motor will last a long time.
Cons BlueWeld Prestige Plasma 54 Kompressor 815725
- The burner nozzle is longer than other models.
- There is no rigid handle.
- High price.
- No EURO connector.
- PV 30% - after cutting 1.5 m, it is necessary to allow to cool for up to 20 minutes.
- Larger sizes 51x17x34 cm.
Conclusion. The peculiarity of this plasmoresis is already visible from the name. A compressor designed specifically for the arc is built into it. Having bought it, you get everything you need in one case for plasma cutting. This simplifies transportation and is useful in a mobile way of working (field teams for on-site assembly / disassembly, construction of metal structures). It’s even possible to cut something off at a height with it, because you don’t have to drag a compressor or a long hose behind it.
Svarog REAL CUT 45 L207
The rating is completed by a model from the manufacturer Svarog. This is a high-quality plasma cutting machine with a power of 4.3 kW, issuing 20-45 A. For optimal operation, a compressor that produces 100 liters of air per minute is enough. The inverter uses a pressure of 4 bar to ionize the arc. The maximum metal section for a clean cut is permissible 12 mm, but the welders in the reviews share that they will be able to cut through 15 mm. The product is equipped with a plasma torch with a sleeve of 5 m and a cable of mass 3 m.

Pros Svarog REAL CUT 45 L207 93557
- It can be connected to a small gas generator due to the consumption of 4.3 kW.
- High legs contribute to the stability of the unit and the passage of air from below for better cooling.
- The corners of the case are protected by rubber pads.
- There is a built-in pressure gauge for monitoring pressure.
- A clear and even cut line.
- High-frequency ignition for easy cut start.
- Seldom leaves in defense.
Cons Svarog REAL CUT 45 L207 93557
- No slots for the shoulder strap.
- At first there may be problems with ignition.
- Without a stencil, the evenness of the line suffers.
- Flimsy diffuser on the plasma torch.
Conclusion. This plasma cutter has two features: low weight in relation to power. The mass of the device is 8 kg, which is useful for frequent transportation from object to object. There are lighter models, but here the maximum current is 45 A, which not all compact plasma cutters can boast of. This is the best machine for construction.








