Jak zvolit svařovací stroj na hliník
Dokonce i zkušení svářeči, kteří se poprvé setkávají s hliníkovým spojováním ručním obloukem, často zažívají frustrace z kvality svaru. Pokud potřebujete pravidelně pracovat s takovým „náladovým“ kovem, pak vám náš článek pomůže vybrat svařovací stroj na hliník, který vytvoří vysoce kvalitní těsné švy.

Vlastnosti a obtíže při svařování hliníku
Pro utěsnění trhliny v pánvi motorového oleje nebo v pánvi převodovky může být nutné svařování hliníku. Zmrazený blok chladicího pláště motoru je často takto opraven. Zařízení pro svařování hliníku jsou požadována v chemickém a potravinářském průmyslu, ve výrobě kontejnerů, kolektorů, filtrů a dalších produktů.
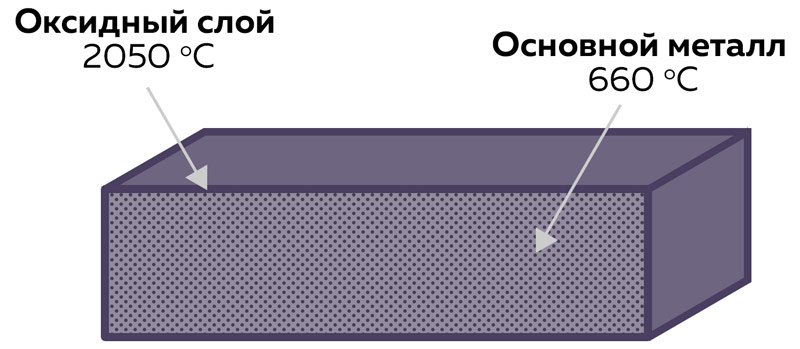
Ale hliník a jeho slitiny AlMn, AlSi, AlMg jsou horší svařeny díky hlavní vlastnosti - přítomnosti žáruvzdorné oxidové vrstvy na povrchu. Jeho teplota tání je 2044 stupňů, zatímco kov pod ním teče po 660 stupních. To je hlavní problém, protože malá proudová síla není schopna roztavit vnější vrstvu a výplňový kov leží na povrchu. Velký proud vede k popáleninám. Proto klasické technologie pro svařování hliníku nejsou vhodné.
Mezi další potíže při práci s tímto kovem patří:
- Malý rozdíl mezi teplotou tání a tuhnutím. Hliník se stává tekutým při 660 stupních. Pokud však nechá vychladnout pouze na 15 až 20 ° C, začne již krystalizovat. Je zapotřebí zařízení pro svařování hliníku, které může udržovat pracovní proud v takovém rozsahu, že může být vytvořen šev.
- Zvýšená tepelná vodivost. Teplo se šíří hliníkem 5krát rychleji než měkká ocel. Svařovací bazén se rychle ochladí a součást se může z velké části deformovat i z malého švu.
- Zachování barvy v roztavené formě. Při svařování železných kovů je pro svářeče snadné řídit stav svarové lázně a množství dodaného plniva, protože na rozdíl od červené strusky oslňuje bíle. Hliník nemění barvu v tekuté formě a pro svářeče je obtížnější vizuálně porozumět tomu, jak se tvoří šev.
- Zvýšené smrštění. Po ochlazení se nanesené kovové válečky mohou výrazně prohýbat, což vytváří jámy ve švu a bude vyžadováno nové navýšení shora.
- Interakce s prostředím. Při kontaktu s okolním vzduchem hliník odpařuje vodík, což vede k velkým pórům ve svarové struktuře. Tlak vody nebo jiné kapaliny takovému spojení nevydrží. Je nutné chránit svařovací bazén před vnějšími plyny.
- Zvýšená tekutost. V roztaveném stavu je hliník podobný vodě - je obtížnější nasměrovat tekutý kov hořákem, zejména při udržování švu v nakloněné rovině. To také vede k urychlení popáleninami.
První švy u začínajících hliníkových svářečů jsou vždy špatné. Postupně je problém řešen tréninkem v praxi. Rozhodující význam však hraje správná volba svařovacího stroje určeného pro spojování hliníku.
Který stroj je nejvhodnější pro svařování hliníku
Protože na trhu existují potažené elektrody s hliníkovým jádrem, zdá se, že nejlevnější způsob, jak svařovat tento kov, je ruční obloukové svařování invertorem. Svařování MMA na hliníku však ve skutečnosti umožní spojit obě strany kovu pouze s kapičkami aditiva položenými nahoře.
Odolný a těsný šev zde nebude fungovat.Pro dobré spojení budete potřebovat svařovací stroj pro svařování hliníku v režimech MIG nebo TIG. Každá z nich má své vlastní vlastnosti, které by se měly při výběru vzít v úvahu.
Používání svařovacích strojů MIG / MAG na hliník
MIG svařování je použití poloautomatických zařízení, ve kterých je svařovací drát nepřetržitě veden kanálem přímo do hořáku. Druhý kabel se sponou je připojen přímo k produktu. Zkratování drátu na povrch obrobku vede k buzení elektrického oblouku. Paralelně plyn z trysky izoluje svařovací bazén od vnějšího prostředí.


Klady
- vysoká rychlost svařování;
- dobrá viditelnost toho, co se děje ve svařovacím bazénu;
- druhá ruka svářeče je volná, aby opírala obrobek nebo zůstala ve výšce;
- Můžete vytvořit souvislé dlouhé švy;
- po ukončení procesu není strusková kůra.

Nevýhody
- Vysoké náklady na samotné zařízení. Stále existují další náklady na ochranný plyn (směs argonu a oxidu uhličitého).
- Hliníkový výplňový drát je tenký a ohebný, takže je velmi „chůze“ a pro svářeče je obtížnější ho vést.
- Pokud je často vyžadováno střídání svařování železných kovů a hliníku jedním poloautomatickým zařízením, pak změna ocelového kanálu v hořáku na teflon vyžaduje hodně času.
- Šev z poloautomatického zařízení na hliníku je heterogenní na šířku. Pokud je umístěn na přední straně obrobku, je nutné následné mechanické odizolování.
Jaké funkce by měly mít poloautomatická zařízení pro hliník?
Hliník můžete připojit nikoli pomocí poloautomatických zařízení. Svařovací zařízení by mělo mít následující funkce:
Horký start. Tato funkce se nazývá „horký start“, protože vám umožňuje uložit vysoce kvalitní šev z prvních milimetrů připojení. K tomu je na vodiči udržována vysoká volnoběžná rychlost (80-90 V) a proud je nejprve napájen mírně nad hlavním.
U hliníku je to užitečné pro rychlé zahřátí povrchu a destrukci oxidu. V důsledku toho se šev začíná okamžitě tvořit, aniž by se lepicí válečky lepily shora. Na profesionálních zařízeních můžete upravit nastavení „Hot Start“ a určit, jak bude horké.
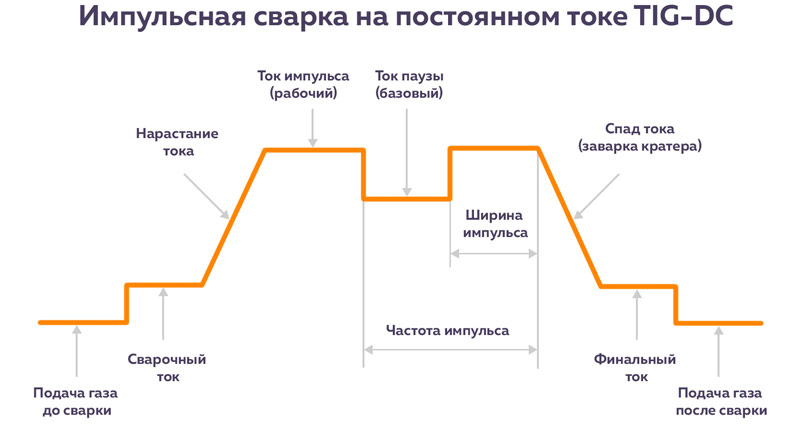
Pulse. Tato funkce nevytváří sudý základní proud, ale spíše přispívá k jeho střídání. Výsledkem je amplituda, ve které proud stoupá na pracovní puls, a pak pauza se poklesem. V okamžiku maximálního napětí se oxid roztaví a během doby pauzy je zajištěno tiché spojení kovového plniva s minimálním množstvím postřiku.
Na profesionálních poloautomatických zařízeních můžete upravit jak pulsní frekvenci, tak i její délku, což vám umožní nastavit svařování v závislosti na tloušťce hliníku a typu slitiny. Tato funkce je důležitá zejména pro tenké kovy, aby se zabránilo přehřátí povrchu a tvorbě průchozích otvorů.
Dable Pulse. Zdvojnásobí předchozí účinek. Kromě střídání amplitudy mezi základním a hlavním proudem existuje oscilační nárůst a pokles špičkového proudu. Taková funkce dále zlepšuje kvalitu svařování hliníku až do kapkového přenosu kovu. Minimální přívod tepla zabraňuje přehřátí obrobku a jeho deformaci. Švy jsou tenké, ale hluboké a zvyšuje se rychlost svařování.
Použití strojů TIG pro svařování hliníku
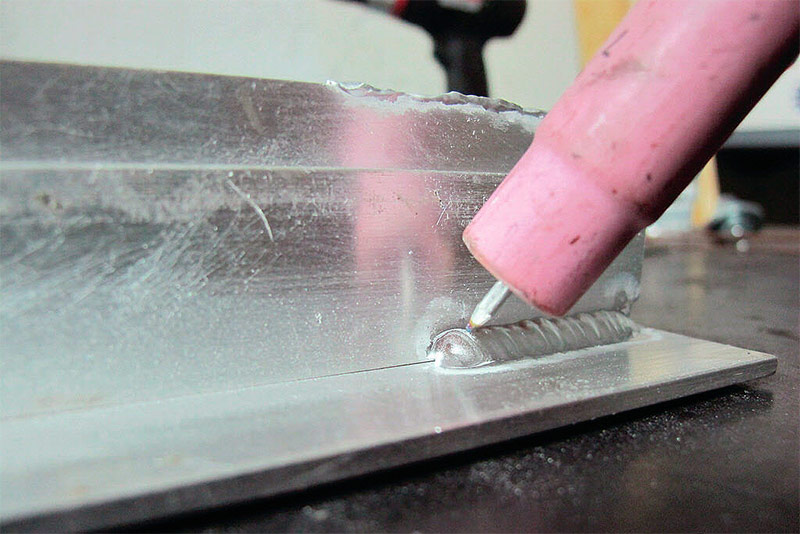
TIG svařování hliníku se provádí pomocí střídače, který vytváří střídavý proud.
Svářeč má v jedné ruce hořák wolframové elektrody. Její dotek na povrchu části, ke které je hmota připojena, vede k vytvoření elektrického oblouku. Wolfram se netaví, takže se délka elektrody nemění. Pro svařování hliníku se používá kruhová forma ostření tyče.
V druhé ruce svářeče je plnicí drát přiváděn do svarové lázně, aby se zvýšila výška švu a aby se spojení připojilo. Z hořáku uniká ochranný plyn argonu, který zabraňuje kontaktu s vnějším vzduchem.
TIG výhody pro svařování hliníku
- šev je těsný a těsný;
- není zapotřebí žádné obrábění;
- ve struktuře nejsou žádné póry;
- lze vyrobit úzké švy 2-3 mm široké.
Nevýhody TIG pro svařování hliníku
- zvýšená spotřeba prostředků na plnicí drát a plyn;
- nízká rychlost svařování;
- vysoké náklady na vybavení;
- lze vytvořit pouze krátké švy;
- jehla je rychle nastříkána a její tvar musí být upraven;
- při svařování hliníkového plechu o tloušťce 1 - 2 mm je nutný substrát, aby se zabránilo zahřívání kovu v zahřátém kovu.

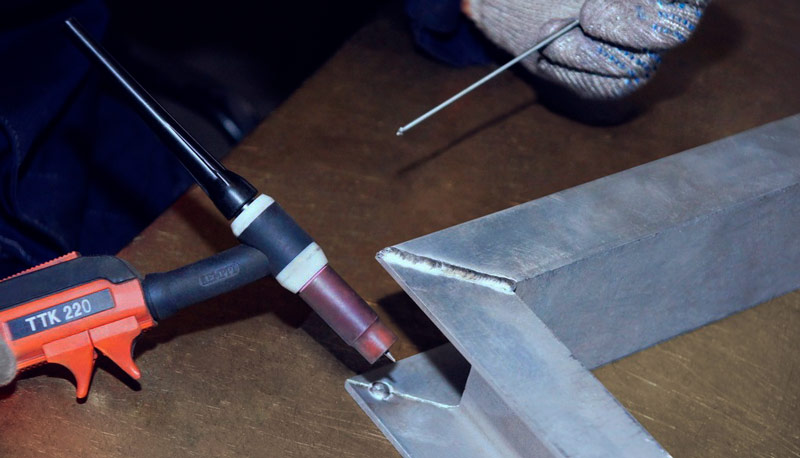
Kvalita švů, které lze získat při svařování hliníku pomocí svařování TIG.
Jaké funkce by měly mít měniče TIG pro hliník?
Přestože jakýkoli střídač může být vybaven hořákem pro svařování TIG, je možné hliník připojit pomocí vysoce kvalitní metody argon-oblouk, pouze pokud jsou k dispozici následující funkce:
Pulse. Hraje stejnou roli jako v poloautomatickém zařízení. Snižuje přívod tepla a zabraňuje vyhoření tekutého materiálu. Profesionální zařízení podporují nastavení pulzní vlny. Čtvercová vlna poskytuje hluboký průnik a vysokou rychlost procesu. Trojúhelník usnadňuje svařování tenkých plechů z hliníku s minimálním přenosem tepla. Zaoblená vlna usnadňuje ovládání svařovacího bazénu pro rovnoměrné pronikání kritických spojů. Sinusoidal poskytuje měkký oblouk se širokým sevřením svarového bazénu, ale ne hlubokým průnikem.
Před a za plyn. Zahájí se na 2 s předběžné proplachování ochranného plynu, aby se vytlačil okolní vzduch z místa zahájení svařování. Po přerušení oblouku na 3 až 10 sekund dodává argon, což umožňuje, aby svarová lázeň normálně krystalizovala bez kyslíku.
Přepínání na střídavý proud. TIG svařování střídačem je možné pouze při střídavém proudu. K tomu je nutné, aby označení zařízení bylo označeno AC / DC.
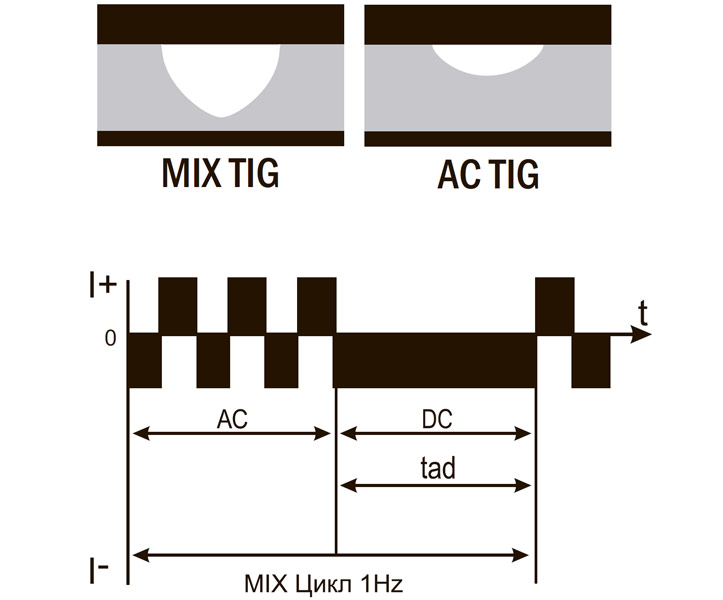
MIX TIG. Tento režim mění účinek na materiál stejnosměrného a střídavého proudu. Nejprve vstoupí do provozu AC, které svou frekvencí ničí oxidový film. Poté je nahrazen DC, což zajišťuje hluboké proniknutí s rovnoměrným rozdělením výplňového kovu. Tato funkce je zvláště praktická, pokud chcete spojit hliník o tloušťce 2 a 7 mm.
Nastavení zůstatku. Umožňuje nastavit frekvenci automatické změny polarity napětí, která, pokud je pozitivní, prodlužuje životnost wolframové elektrody a zvyšuje hloubku penetrace, a pokud je indikátor záporný, snižuje tepelný příkon a chrání před popáleninami a deformacemi.
Po prostudování požadavků na stroje na svařování hliníku si můžete snadno vybrat svařovací zařízení pro vaši dílnu, dílnu nebo garáž.








