Argonové obloukové svařování: princip práce, jak si vybrat, nejlepší stroje
Na rozdíl od metody MMA vám argonové svařování umožňuje vytvářet přesnější švy, které není třeba čistit. I tato metoda může připojit až osm typů kovů. Náš článek vám pomůže vybrat svařovací stroj pro argonové obloukové svařování, aby byl vhodný pro vaše potřeby, a ukáže hodnocení již testovaných modelů, které mají kladné recenze, a také svářečům podobné jejich vlastnosti.

Výběr zboží byl proveden na základě recenzí, názorů a hodnocení uživatelů zveřejněných na různých zdrojích na internetu. Všechny informace jsou převzaty z otevřených zdrojů. Nespolupracujeme s výrobci a ochrannými známkami a nevyžadujeme nákup určitých produktů. Článek je pouze informativní.
Princip fungování svařování argonovým obloukem
V mezinárodním označení má metoda argon-arc zkratku TIG. Aktivně se používá ve výrobě a v dílnách. S ním jsou spojeny popraskané části automobilů (pánve klikové skříně, chladicí jednotky motoru), sbírat kontejnery pro potravinářský a chemický průmysl, vyrábějí se kolejnice na ručníky z nerezové oceli, kolektory, filtry na kapaliny atd. V garáži může takové zařízení úspěšně provádět opravy karoserie nebo vyrábět malé produkty.
Princip argonového svařování je spojovat kovy s elektrickým obloukem v prostředí inertního plynu. Pro tento proces potřebujete zdroj proudu, který snižuje napětí a zvyšuje proud. Proud je dodáván do hořáku vybaveného wolframovou elektrodou. Není spotřební, proto je pro svářeče snazší řídit délku oblouku, která by měla být 2-5 mm. Hmotnostní kabel se připojuje k produktu.
Dotknutím se konce wolframové jehly k dílu se vyvolá elektrický oblouk. Tenké klouby nevyžadují laterální vibrace - elektroda běží hladce, zprava doleva podél linie švu je povrch kloubu hladký jako zrcadlo. Pokud je mezi částmi mezera nebo je nutné rozšířit hranice švu, pak při vedení hořáku provede svářeč po stranách drobné vibrace a natáhne svařovací bazén. To přispívá k tvorbě malých měřítek.

Proces svařování argonovým obloukem.
Teplota oblouku se pohybuje v rozmezí 2000 až 5000 stupňů, v závislosti na aktuální síle. To umožňuje roztavit okraje kovu a spojit jej tenkým švem. Pro posílení konstrukce se používá plnicí drát, který je přiváděn druhou rukou svářeče do svarové lázně. Můžete tedy zvětšit výšku válce, dát švu šupinatý tvar a dokonce provést kovové povrchové úpravy pro následné obrábění (drážkování na soustruhu, broušení).
Inertní plynný argon se používá k ochraně svarové lázně před vnějším prostředím. Je dodáván z válce do hořáku a vytlačuje běžný vzduch. Tím se eliminuje tvorba pórů ve svarové struktuře. Spojení je pevné a odolné. Ochranný plyn paralelně ochlazuje wolframovou elektrodu a keramickou trysku tak, aby se nepřehřívaly. V závěrečné fázi, kdy zhasne oblouk, pomáhá argon zpevňovat šev.
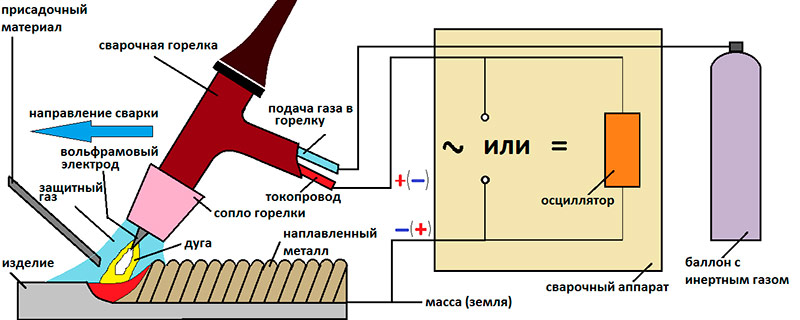
Schéma procesu svařování argonovým obloukem.
Výhody a nevýhody metody TIG
Metoda TIG má jasné výhody oproti jiným metodám svařování, ale práce s argonovým svařovacím strojem má několik nevýhod, na které musíte být při výběru této metody svařování připraveni.

Výhody metody TIG
- lokální zahřívání eliminuje vážnou deformaci produktu;
- tenká wolframová jehla vám umožní vytvářet úzké, elegantní švy;
- je možné provádět svařování s aditivem i bez něj, které ovlivňuje výšku válce;
- spojení se získá bez struskové kůry nahoře;
- ve většině případů žádné následné
- obrábění;
svařovat lze nerezové a neželezné kovy; - švy jsou pevné a odolávají vysokému tlaku;
- na povrch nezůstal žádný kovový rozstřik.

Nevýhody metody TIG
- rychlost připojení je nižší než MIG;
- víčko hořáku narušuje práci na těžko přístupných místech;
- keramická tryska mírně omezuje viditelnost svarové lázně;
- kvalita švu závisí na dovednostech uživatele (okamžitě se uvařte a uvařte, protože to nefunguje poloautomaticky);
- je nutné neustále doplňovat druhou přísadu a kontrolovat její délku (při svařování se délka drátu rychle zkracuje a dlouhé kusy jsou nevhodné pro držení v rukou)
- když „chodí“);
- wolframové elektrody jsou dražší než potažené;
- dodatečné náklady na argon;
- je nemožné svařovat části na ulici s velkým větrem (argon je odfouknut a svarový bazén zůstává nechráněný).
Jak vybrat vybavení potřebné pro práci
Zařízení pro argonové obloukové svařování by mělo být vybráno na základě nadcházejících úkolů a jejich objemů. Jinak si můžete koupit příliš slabou jednotku, nebo naopak přeplatit potenciál, který zůstává nevyužitý. Nejprve si povíme o výběru aktuálního zdroje.
Jak zvolit svařovací stroj pro svařování TIG
Svařovací stroj argonu je střídač připojený k síti 220 nebo 380 V, který několikrát převádí proud ze střídavého na přímý a zvyšuje jeho frekvenci. Uvnitř se používá několik transformátorů, diodových můstků a klávesnice. To vše přispívá k nízké hmotnosti 4-30 kg a vysoce kvalitnímu švu.
Pokud potřebujete stroj pro svařování v garáži, pak zvolte model 220 V. Pro výrobu je optimální 380 V. Hmotnost 4-8 kg je užitečná při cestování a práci ve výškách, stejně jako s objemnými strukturami. Při stacionárním použití nezáleží na hmotnosti. Při výběru střídače pro argonové svařování věnujte pozornost následujícím parametrům a možnostem vybavení.

Přístroje pro svařování argonem a potřebné vybavení
Druh kovu a svařovací proud
Střídač vydává na výstup stejnosměrný proud. To umožňuje vynikající svařování černých ocelí, nerezové oceli, litiny, mědi a dokonce i slitin titanu.
Pokud vaše dílna pracuje pouze s těmito kovy, vyberte jakékoli argonové zařízení s hodnotou DC.
Ale spojení hliníku a jeho slitin s takovým zařízením nebude fungovat. Obtížnost je oxidový film, který má teplotu tání vyšší než 2000 stupňů, i když samotný kov se stává tekutým po 660 stupních. Pro svařování hliníku je nutný univerzální střídač AC / DC, který lze přepnout na střídavý proud. Díky tomu se oxid na povrchu snadno ničí a základní kov se nespaluje při vysoké teplotě oblouku.
Pokud máte servisní stanici nebo činnost spojenou s hliníkovými nádobami, pak vyhledejte argonový přístroj s označením AC / DC.
| Stejnosměrný proud | Střídavý proud |
|---|---|
| Různé druhy ocelí | Hliník |
| Nerezová ocel | Slitiny hořčíku |
| Litina | - |
| Měď | - |
| Slitiny titanu | - |
Rozsah svařovacího proudu
Aktuální rozsah síly (A) určuje, jak silné budou obrobky fungovat. Zde jsou důležité horní i dolní ukazatele. Průměrná vypočtená hodnota je 35 A na každý 1 mm tloušťky kovu. Například, pokud svařujete trubky a profil, jehož stěnový úsek nepřesahuje 2 mm, postačí 70 A. Aronový přístroj s maximální hodnotou 160 A pokryje všechny potřeby svařování obrobků o tloušťce až 4 mm. Pokud je třeba spojit obrobky o 5-7 mm argonovým svařováním, zvolte střídač s maximem 200-250 A.
Minimální hodnota, na kterou lze snížit proud, ovlivňuje schopnost svařovat tenký kov. Například existují argonová zařízení s dolním prahem 5 A. To stačí k přípravě cínu s průřezem 0,6 mm. Modely s nižší rychlostí 20-30 A to nejsou schopny.
| Druh kovu | Tloušťka kovu mm | Aktuální typ | Aktuální ¸ A |
|---|---|---|---|
| Slitiny oceli | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| Hliník | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Pulzní režim
Výběr argonového zařízení s takovou funkcí je nezbytný pro ještě lepší svařování tenkých kovů. Pulzní režim zahrnuje střídavý svařovací proud a pauzu. To snižuje přívod tepla, zcela eliminuje deformace a deformace součásti. Frekvence změny pulsu může být nastavena, což určuje rychlost svařování. Tento režim je také žádán, když je hliník kombinován, protože vysoký proud ničí oxid a pokles energie během pauzy zabraňuje spálení základního kovu.
Intenzita použití (doba trvání zařazení)
Jiným způsobem se tento parametr nazývá trvání inkluze a je označen jako procento. Například u 40% PV argonového zařízení budou fungovat 4 z deseti minut. Pokud jej používáte častěji, přehřeje se a ochrana bude fungovat. Zařízení se násilně vypne, dokud nebude zcela ochlazeno. Pokud existuje mnoho přípravných procesů v práci, stripování, stříhání polotovarů, stačí PV 40%. Během těchto přestávek bude mít střídač čas na vychladnutí. Pokud svářeč pracuje nepřetržitě a všechny přípravné procesy provádějí ostatní, je zapotřebí produktivnější zařízení s pracovním cyklem 80 nebo 100%. Potom nebude práce nečinná.
Trvání spínání se však měří při maximálním proudu, takže model má 300 A se 60% napětím, se snížením svařovacího proudu na 200 A, napětí je 100%. Při určování intenzity použití je tedy stále třeba zvážit, jaký provozní proud je potřebný pro každodenní úkoly.
Další funkce
Svařovací stroje s argonovým obloukem mohou být vybaveny některými funkcemi, které usnadňují proces nebo zvyšují kvalitu švu. Čím širší jsou možnosti vybavení, tím dražší je, takže byste měli přemýšlet o tom, kolik je každá funkce v konkrétním případě potřebná.
Zde jsou nejběžnější:
- Doba čištění plynu. V přístroji můžete pomocí argonu upravit čas předběžného a následného očištění. Na začátku procesu to pomáhá odstranit okolní vzduch z excitační zóny oblouku. Nakonec to pomůže krystalizovat svarovou lázeň a ochladit elektrodu. Čím déle kov zchladne, například hliník, tím déle by mělo být proplachování (do 7 s).
- Vysokofrekvenční zapalování. Každý střídač může být vybaven ventilovým hořákem, aby mohl provádět svařování TIG. Chcete-li však podnítit oblouk, musíte se dotknout hrotu elektrody na výrobku, ke kterému je hmota připojena. U modelů s vysokofrekvenčním zapalováním se používá oscilátor, který děruje napětí vzduchu do 10 mm. To pomáhá začít svařovat bez dotyku, jednoduše zvednutím hořáku. Na povrchu výrobku je méně značek a elektroda musí být zaostřena méně často.
- Svařování kráterů. Jedná se o postupné snižování amplitudy svařovacího proudu, což pomáhá eliminovat bod na „zámku“ švu. Taková funkce je důležitá při svařování trubek a nádob pod vodou a jinými tekutinami, jakož i při práci s tenkými plechy 0,6 až 1,0 mm.
- Chlazení vodou. V zařízeních pro argonové svařování může být instalováno čerpadlo, které pumpuje nemrznoucí směs skrz kabelový kanál k hořáku. To přispívá k urychlenému odvádění tepla z keramické trysky a elektrody, čímž se prodlužuje doba nepřetržitého provozu. Tato funkce je nutná tam, kde jsou použity vysoké proudy 250-400 A a je zapotřebí nepřetržitý provoz zařízení.
Další vybavení nezbytné pro práci
Pro argonové obloukové svařování budete kromě současného zdroje potřebovat kabel s hořákem. Nejčastěji je dodáván se zařízením, ale u prémiových modelů EWM, Lincoln Electric a dalších lze jej prodávat samostatně.
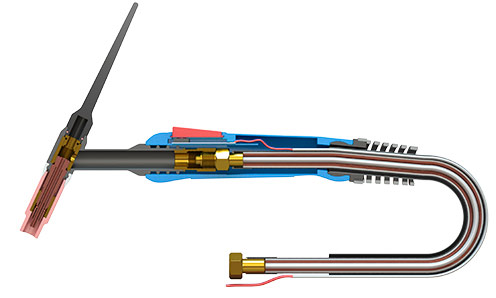
Sekční hořák pro argonové obloukové svařování.
Hořáky jsou typu ventilu (přívod plynu je otevřen ventilem na hořáku) a pomocí tlačítka ovládání (stisknutím tlačítka na hořáku se spustí plyn a proud). Délka rukávu 2-5 m je volena v závislosti na požadované pohyblivosti svářeče a velikosti sestavených struktur.

Hořák pro argonové obloukové svařování typu ventilu.

Hořák pro argonové obloukové svařování s tlačítkovým ovládáním.
Pro svařování je nutná láhev s inertním plynem. Pokud musíte pravidelně pracovat, stačí si koupit 10-ti litrový válec, který nezabírá mnoho místa a je snadné vzít si kufr pro doplnění paliva. Stejná možnost je praktická při práci na cestách. Při stálé stacionární činnosti v dílně nebo ve výrobě se vybírá velký 150 litrový válec.

Inertní plynová láhev pro argonové obloukové svařování.
Válec potřebuje reduktor s vysokotlakými a nízkotlakými manometry a hadici spojující válec s měničem. S použitím vysokotlakého manometru svářeč monitoruje zbývající část plynu a nízkým nastavuje průtok argonu v hořáku.

Redukční manometr a hadice.
Pro svařování jsou potřebné wolframové elektrody. Přicházejí s modrou, zlatou, červenou nebo zelenou špičkou pro různé druhy kovů. Nejvšestrannější je modrá barva špičky. Průměr elektrody 1,6 až 4,0 mm je vybrán v závislosti na požadavcích na šířku švu, hloubku tavení a maximální proudovou sílu.

Elektrody pro argonové obloukové svařování.
Svařování argonem může být provedeno bez přísady, pokud jsou díly pevně spojeny a nedochází k výraznému mechanickému zatížení konstrukce. V jiných případech se používá plnicí drát ze stejného materiálu jako svařovaný hlavní kov.

Výplňový drát pro argonové obloukové svařování.
Video Co je argonové svařování a jak vybrat zařízení pro argonové obloukové svařování
Nejlepší argonové svařovací stroje
Po zvážení kritérií pro výběr zařízení pro argonové svařování přejdeme ke konkrétním modelům, které získaly kladné hodnocení od svářečů.
Nejlepší DC svařovací stroje s argonovým obloukem
Ke svařování železných kovů, nerezové oceli a mědi se používají střídače, které produkují stejnosměrný proud. Zde je pořadí nejlepších modelů z této kategorie.
RESANTA SAI-230 HELL (TIG, MMA)
Na prvním místě je měnič Resanta SAI-230. Argonový přístroj je schopen provozu ze sítě 170-242 V a produkuje stejnosměrný proud 10-230 A. Při maximálních rychlostech je doba zapnutí 70%, což umožňuje použití nejen pro domácí potřeby. Kromě svařování TIG zařízení podporuje režim MMA, pro který je na předním panelu přepínač. To je výhodné tam, kde je vyžadováno střídavé čisté argonové svařování a řezání potaženými elektrodami. Model váží 11 kg. Součástí dodávky je hořák a zemnicí kabel. Výrobce na něj poskytuje dvouletou záruku.

Pros RESAI SAI-230 HELL (TIG, MMA)
- Vysoký výkon 230 A pro průnik 6 mm.
- Ramenní popruh pro nošení.
- Bezkontaktní zapalování při použití hořáku s oscilátorem (je zde konektor pro připojení ovládání z hořáku);
- Proud klesá na 10 A pro svařování plechového materiálu 0,8 mm.
- Železné pouzdro dlouhodobě odolává drsným konstrukčním podmínkám.
- Atraktivní cena.
- Spolehlivé konektory.
Nevýhody RESAUT SAI-230 HELL (TIG, MMA)
- Neexistuje žádný displej pro vizuální kontrolu nastavení.
- Rozebrat kryt prachového dmychadla na dlouhou dobu.
- Neexistuje žádná pevná rukojeť pro přeskupení zařízení na místě.
- Při práci ve vlhké místnosti se tranzistory rychle zhoršují.
- Podle posudků svářeči nemají dostatečné délky kabelů.
Závěr Toto zařízení pro svařování argonovým obloukem je známé přítomností druhého „zákrutu“ pro nastavení indukčnosti oblouku. To vám umožní řídit hloubku a výšku průniku svarové nohy. Tato funkce je užitečná pro svařování kritických struktur, zejména rohových a T-spojů.
Svarog REAL TIG 200 W223
Dále v hodnocení je argonový střídač od společnosti Svarog. Zařízení je vyrobeno v železném pouzdře a má displej pro jemné nastavení intenzity proudu.Konektory na čelním panelu jsou určeny pro připojení hořáku s tlačítkovým ovládáním přívodu plynu a napětí. Samostatný přepínač umožňuje vybrat režim MMA nebo TIG. Střídač je schopen provozu ze sítě se sníženým indikátorem 160 V. Rozsah nastavení svařovacího proudu je 10-200 A. Napětí je maximálně 60%. Zařízení váží 7 kg a má rozměry 42x16x31 cm. Model podporuje práci s elektrodami o průměru 1,6 až 3,2 mm.

Pros Svarog REAL TIG 200 W223
- K dispozici je digitální obrazovka pro přesné nastavení počtu ampér.
- Kovové rohy těla jsou pokryty pryží.
- Navrženo pro připojení hořáku s úplným ovládáním tlačítek.
- K dispozici je klika pro pohyb na místě.
- Kompaktní rozměry 42x16x31 cm usnadňují přepravu a skladování.
- Nízký výkon 4,83 kW umožňuje svařování argonem z plynového generátoru.
- Napětí bezpečného otevřeného obvodu 56 V.
- Při svařování nedochází k rozstřiku.
Nevýhody Svarog REAL TIG 200 W223
- Tlačítko napájení se zobrazuje vzadu, což není vhodné pro všechny svářeče.
- Funkce Hot Start a Anti-stick v režimu MMA nefungují v praxi (pouze marketingový tah).
- Nedochází k úpravě předběžného přívodu plynu.
- Vzhled hořlavý hořák.
Závěr Tento svařovací stroj s argonovým obloukem se vyznačuje úpravou doby proplachování po plynech. Tato funkce je užitečná při práci s litinou a mědí, aby se zajistilo postupné chlazení a zabránilo reakci s uhlíkem, což vytváří póry. Interval čištění je nastavitelný od 2 do 10 sekund. Výrobce také poskytuje na toto zařízení pětiletou záruku, která se uživatelům líbí v recenzích.
Quattro Elementi B 225 (TIG, MMA)
Tuto kategorii doplňuje zboží od italského výrobce. Svařovací automat argonu je určen k spojování kovů do tloušťky 6 mm. Má rozsah pracovního proudu 10-225 A. Při připojení k síti spotřebovává 7,8 kW. Je dovoleno používat elektrody o velikosti 1,6 až 5,0 mm. Můžete přepnout do režimu MMA, který je doplněn funkcemi „Anti-stick“ a „Hot start“. Doba zapnutí je zde 80%, ale pokud snížíte aktuální sílu z 225 na 180 A, indikátor se stane 100%. Pro napájení, napětí 170-260 V.

Výhody Quattro Elementi B 225 (TIG, MMA)
- Existují smyčky pro připevnění ramenního popruhu.
- Dva režimy MMA a
- Digitální obrazovka pro přesné aktuální nastavení.
- Režimy přepínání pomocí tlačítka.
- Amperáž může být snížena na 10 pro svařování plechu 0,6 - 1,0 mm.
- Při síle proudu 180 A je PV 100%.
- Pokud napětí klesne, bude vaření „twosome“ stejně fungovat.
- Všechny parametry odpovídají deklarovanému.
Nevýhody Quattro Elementi B 225 (TIG, MMA)
- Vtáhne do těla hodně prachu.
- K dispozici jsou pouze hořáky ventilů.
- Tlačítko napájení je umístěno na zadní straně.
- Je třeba zakoupit argonový hořák - součástí je pouze kabel a držák pro RDS.
Závěr Ačkoli je tento střídač schopen argonového vaření pouze pomocí hořáku ventilu, je obzvláště snadné dotknout se oblouku, protože napětí otevřeného okruhu je 85 V. Zařízení argonu je také přiděleno s hmotností 5,5 kg, díky čemuž je vhodnější pro nošení na rameni během práce ve výškách nebo při svařování podél dlouhé konstrukce.
Nejlepší univerzální přístroj pro argonové obloukové svařování DC / AC
Pokud potřebujete pravidelně svařovat hliník, zvolte zařízení se schopností přepínat stejnosměrný proud na střídavý proud. Taková funkce je v názvu označena označením AC / DC. Zde jsou nejlepší modely v této kategorii.
Aurora PRO INTER TIG 200 AC / DC PULSE
Jedná se o čínský argonový přístroj s vysoce kvalitní sestavou. Model je napájen jednofázovou sítí a vyrábí 5-200 A. Je vybaven kabely s průřezem DX50. Napětí otevřeného obvodu je 44 V. Je zde chlazení vzduchem. FV dosahuje maximálně 60%. Zařízení lze provozovat při okolní teplotě -20 až +50 stupňů.Veškeré elektrické zapojení je provedeno s izolační třídou F. Dle volby lze připojit dálkové ovládání.

Pros Aurora PRO INTER TIG 200 AC / DC PULSE
- Velké pouzdro s četnými chladicími otvory.
- Kvalitní montáž.
- Dobře vaří nerezovou ocel a měď.
- Nedochází téměř k žádnému výpadku síťového napětí.
- Pro přepravu existují dvě pevné kliky.
- Četné nastavení pro zvýšení a kolísání síly proudu.
- Nízké zatížení sítě 4,5 kW.
- Bezkontaktní zapálení elektrody.
Nevýhody Aurora PRO INTER TIG 200 AC / DC PULSE
- Ke změně hmotnosti 20 kg je zapotřebí úsilí.
- Není vždy snadné najít místo v malé garáži
- V režimu MMA nefunguje přídavné spalování.
- Na obrazovce se nezobrazují všechny další funkce - nastavení žaluzií.
- Včetně pouze jednoho víčka hořáku.
- Žádná funkce vaření kráteru.
Závěr Střídač pro argonové svařování se vyznačuje přítomností 4T režimu. To vám umožní zapnout svařování a nechat tlačítko stisknuté na hořáku. Režim je vhodný pro dlouhé švy při svařování přírub nebo výrobních nádob. Jiný výrobce poskytuje hořák se 4 m hadicovým obalem, což je užitečné při vytváření velkých konstrukcí. Pulzní funkce pomáhá spojovat tenké plechy z nerezové oceli a hliníku bez deformace.
BRIMA TIG-200P AC / DC
Další hodný produkt od německého výrobce. Zařízení argonu je sestaveno v Číně, ale podle recenzí je jednoduché a spolehlivé jako útočná puška AK-47. Střídač generuje proudovou sílu 10-200 A při spotřebě 5 kW. Vhodné pro připojení k jednofázové síti. PV při maximálním proudu dosahuje 60%. Profesionální model je vzduchem chlazený. Volnoběh - 56 V. Je vybaven hořákem s wolframovou elektrodou a bezkontaktním zapalováním.

Výhody BRIMA TIG-200P AC / DC
- Konektory pro profesionální hořáky s bezkontaktním zapalováním.
- Tvrdé kliky.
- Digitální displej.
- Ochrana proti přetížení a přehřátí.
- Podporuje dva režimy svařování TIG a MMA.
- Existují nastavení pro vytvoření oblouku.
- Nízké zatížení sítě 5 kW.
- Nízká hlučnost.
Nevýhody BRIMA TIG-200P AC / DC
- Hmotnost 25 kg ztěžuje přepravu.
- Velké rozměry 50x35x36 cm.
- Pokud ochrana fungovala, nezapne se na 30 minut (zastaví se všechny práce).
- Slabá zemnící svorka - může po 2 měsících aktivního používání vyhořet.
- „Negativní“ kabel dlouhý 2 m.
Závěr Tento střídač má bohaté možnosti přizpůsobení, které se hodí pro profesionální svářeče v dílně nebo dílně. Doba předčištění plynu je nastavena od 0 do 2 s. Postgas může být od 2 do 10 s. Svářeč volí délku a frekvenci impulsu. Na konci svařování můžete vybrat hodnotu pro snížení proudu o 10 A, abyste zabránili fistule v „zámku“. To vše je vhodné pro výrobu kritických struktur, které následně dokonce projdou kontrolou detektorem vad.
Vlastnosti svařování různých kovů
Při argonovém svařování jakéhokoli materiálu se musíte naučit několik pravidel. Mezera mezi elektrodou a povrchem by měla být 2-5 mm. Udržujte hořák v úhlu 45 stupňů. Obvykle se drží pravou rukou a výplňový drát se podává vlevo. Nedotýkejte se konce jehly aditivem - elektroda se zašpiní, oblouk se zhorší, wolfram může ionizovat do svarového bazénu. Dodává se přísada pro splnění hořáku. Vytvořený šev by měl zůstat pozadu a horký plyn by měl uniknout na dosud nepřipojené strany obrobku.
Při svařování některých kovů existují další pravidla, která by měl začínající argonder vědět.
Hliník
Zde je bariérou nahoře žáruvzdorný oxid. Chcete-li jej zničit, použijte střídavý proud s obrácenou polaritou. To pomáhá zahřívat povrch bez přehřívání elektrody. Střídavé napětí střídá proces, což zabraňuje nadměrnému roztavení obrobku za vzniku vyhoření. Obzvláště užitečná je funkce pulsu nebo funkce dvojitého pulzu, díky níž se švy ještě zlepší.
| Tloušťka obrobku, mm | Průměr wolframové elektrody, mm | Průměr tyče, mm | Aktuální síla, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
Měď
V kapalném stavu reaguje s vodíkem, což vede k tvorbě velkých pórů. Zde můžete použít stejnosměrný nebo střídavý proud, ale pouze s obrácenou polaritou. Doporučuje se také zvýšit průtok argonu z 1,5 na 2 litry za minutu. V tomto případě není nutný plnicí drát, protože kov je tekutý a okraje se natavují natolik, aby vytvořily silný spoj. Namísto wolframové elektrody se vyplatí použít grafitovou elektrodu, která je rovněž klasifikována jako nespotřebitelná.
| Typ elektrody | Tloušťka obrobku, mm | Průměr elektrody, mm | Aktuální síla, A | Délka oblouku, mm |
|---|---|---|---|---|
| Grafit | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| Kryté | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titan
Aktivní materiál, který reaguje s okolním vzduchem. Svařování se provádí se zvýšeným přívodem argonu, aby se chránil svařovací bazén. Na rozdíl od mědi a hliníku má titan nízkou tepelnou vodivost. Pro zajištění spolehlivého spojení stran bude nutné okraje švu zesílit dalšími švy. Při práci s obrobky tlustšími než 1,5 mm se používá plnicí drát z titanu.
| Tloušťka obrobku, mm | Průměr elektrody, mm | Průměr drátu, mm | Aktuální síla, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Nyní, po prostudování funkcí výběru zařízení pro argonové obloukové svařování a zvážení hodnocení nejlepších modelů, si můžete vybrat střídač pro plnění vašich úkolů v soukromé dílně nebo ve výrobě.








