Cách chọn máy hàn nhôm.
Ngay cả các thợ hàn có kinh nghiệm, lần đầu tiên bắt gặp nhôm tham gia theo cách hồ quang thủ công, thường gặp phải sự thất vọng với chất lượng mối hàn. Nếu bạn cần phải làm việc thường xuyên với một kim loại "ủ rũ" như vậy, thì bài viết của chúng tôi sẽ giúp bạn chọn một máy hàn cho nhôm, sẽ tạo ra các đường nối chặt chẽ chất lượng cao.

Các tính năng và khó khăn của hàn nhôm
Hàn nhôm có thể cần thiết để bịt kín một vết nứt trong chảo dầu động cơ hoặc chảo hộp số. Thường thì khối đông lạnh của áo làm mát động cơ được sửa chữa theo cách này. Thiết bị hàn nhôm đang có nhu cầu trong các ngành công nghiệp hóa chất và thực phẩm, sản xuất container, thu gom, bộ lọc và các sản phẩm khác.
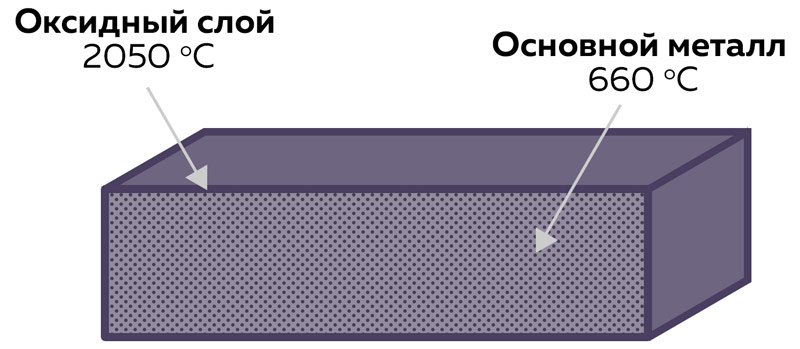
Nhưng nhôm và hợp kim của nó AlMn, AlSi, AlMg bị hàn kém hơn do tính năng chính - sự hiện diện của một lớp oxit chịu lửa trên bề mặt. Điểm nóng chảy của nó là 2044 độ, trong khi kim loại dưới nó chảy sau 660 độ. Đây là vấn đề chính, vì cường độ dòng điện nhỏ không thể làm chảy lớp ngoài và kim loại phụ nằm trên bề mặt. Một dòng điện lớn dẫn đến bỏng. Do đó, công nghệ cổ điển để hàn nhôm là không phù hợp.
Trong số những khó khăn khác khi làm việc với kim loại này là:
- Sự khác biệt nhỏ giữa điểm nóng chảy và hóa rắn. Nhôm trở thành chất lỏng ở 660 độ. Nhưng nếu anh ta được phép làm mát chỉ 15-20 độ C, thì anh ta đã bắt đầu kết tinh. Một thiết bị hàn nhôm được yêu cầu có thể duy trì dòng điện làm việc trong phạm vi mà đường may có thể được hình thành.
- Tăng tính dẫn nhiệt. Nhiệt lan truyền qua nhôm nhanh hơn 5 lần so với thép nhẹ. Bể hàn nguội đi nhanh chóng, và bộ phận có thể cong vênh đáng kể trên một khu vực rộng lớn, thậm chí từ một đường may nhỏ.
- Bảo quản màu ở dạng nóng chảy. Khi hàn kim loại màu, thợ hàn dễ dàng kiểm soát trạng thái của bể hàn và lượng chất độn được cung cấp, vì nó trở nên trắng chói, không giống như xỉ đỏ. Nhôm không thay đổi màu sắc ở dạng lỏng và khó khăn hơn cho thợ hàn để hiểu trực quan cách thức đường may được hình thành.
- Tăng co ngót. Sau khi làm mát, các con lăn kim loại lắng đọng có thể chảy xệ đáng kể, tạo thành các lỗ trên đường may và bề mặt lại sẽ được yêu cầu từ phía trên.
- Tương tác với môi trường. Khi tiếp xúc với không khí xung quanh, nhôm làm bay hơi hydro, dẫn đến lỗ chân lông lớn trong cấu trúc mối hàn. Áp lực của nước hoặc chất lỏng khác sẽ không chịu được kết nối như vậy. Nó là cần thiết để bảo vệ các hồ hàn từ khí bên ngoài.
- Tăng tính lưu loát. Ở trạng thái nóng chảy, nhôm tương tự như nước - khó khăn hơn khi định hướng kim loại lỏng bằng đầu đốt, đặc biệt là khi dẫn khớp trong mặt phẳng nghiêng. Điều này cũng dẫn đến tăng tốc thông qua bỏng.
Các đường nối đầu tiên cho thợ hàn nhôm mới làm quen luôn xấu. Dần dần, vấn đề được giải quyết bằng cách đào tạo trong thực tế. Nhưng tầm quan trọng tối đa được chơi bởi sự lựa chọn chính xác của một máy hàn được thiết kế để nối nhôm.
Máy nào phù hợp nhất để hàn nhôm
Kể từ khi các điện cực được phủ bằng lõi nhôm tồn tại trên thị trường, có vẻ như cách rẻ nhất để hàn kim loại này là hàn hồ quang thủ công bằng biến tần. Nhưng trong thực tế, hàn MMA trên nhôm sẽ chỉ cho phép bạn kết nối hai mặt của kim loại với các giọt phụ gia chồng lên nhau.
Một đường may bền và chặt sẽ không hoạt động ở đây.Để có kết nối tốt, bạn sẽ cần một máy hàn để hàn nhôm với các chế độ MIG hoặc TIG. Mỗi người trong số họ có những đặc điểm riêng, cần được xem xét khi lựa chọn.
Sử dụng máy hàn MIG / MAG cho nhôm
Hàn MIG là việc sử dụng các thiết bị bán tự động trong đó dây hàn liên tục được đưa qua kênh trực tiếp vào mỏ hàn. Cáp thứ hai với clip được gắn trực tiếp vào sản phẩm. Việc rút dây điện xuống bề mặt phôi dẫn đến sự kích thích của hồ quang điện. Song song, khí từ vòi phun cô lập bể hàn với môi trường bên ngoài.


Ưu
- tốc độ hàn cao;
- tầm nhìn tốt về những gì đang xảy ra trong bể hàn;
- kim giây của thợ hàn được tự do hỗ trợ phôi hoặc giữ ở độ cao;
- Bạn có thể tạo các đường nối dài liên tục;
- sau khi kết thúc quá trình không có lớp vỏ xỉ.

Nhược điểm
- Chi phí cao của thiết bị. Vẫn còn chi phí bổ sung cho việc che chắn khí (hỗn hợp argon và carbon dioxide).
- Dây phụ bằng nhôm mỏng và linh hoạt, do đó rất khó khăn khi đi bộ và rất khó khăn cho thợ hàn để hướng dẫn nó.
- Nếu thường phải hàn xen kẽ kim loại đen và nhôm bằng một thiết bị bán tự động, thì việc thay đổi kênh thép trong mỏ hàn sang Teflon mất rất nhiều thời gian.
- Các đường may từ một thiết bị bán tự động trên nhôm không đồng nhất về chiều rộng. Nếu nó nằm ở mặt trước của phôi, thì cần phải tước cơ khí tiếp theo.
Các thiết bị bán tự động cho nhôm có chức năng gì?
Bạn có thể kết nối nhôm không bằng bất kỳ thiết bị bán tự động nào. Thiết bị hàn cần có các chức năng sau:
Bắt đầu nóng. Chức năng này được gọi là Hot Hot Start, bởi vì nó cho phép bạn áp đặt một đường may chất lượng cao từ các milimet đầu tiên của kết nối. Để làm điều này, tốc độ không tải cao (80-90 V) được duy trì trên dây và dòng điện đầu tiên được cung cấp hơi cao hơn mức chính.
Đối với nhôm, điều này rất hữu ích để làm nóng nhanh bề mặt và phá hủy oxit. Do hiệu ứng này, đường may bắt đầu hình thành ngay lập tức, không dính các con lăn phụ gia từ phía trên. Trên các thiết bị chuyên nghiệp, bạn có thể điều chỉnh cài đặt "Khởi động nóng" để xác định mức độ nóng của nó.
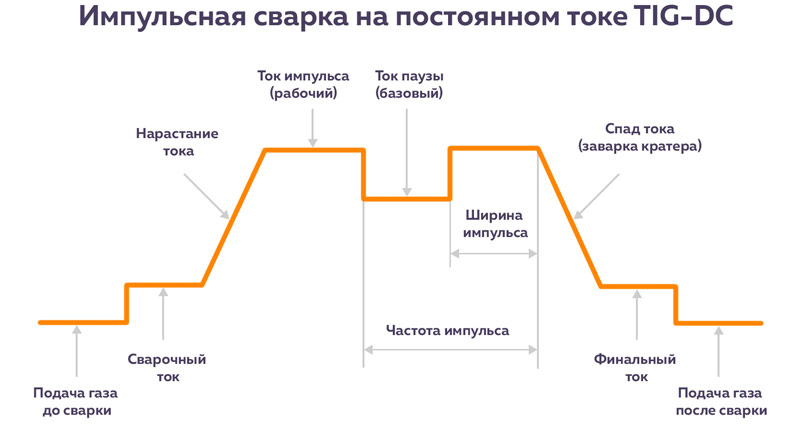
Xung. Hàm này không tạo ra dòng điện cơ bản, mà chỉ góp phần vào sự thay thế của nó. Kết quả là biên độ mà dòng điện tăng lên xung làm việc và sau đó tạm dừng với sự suy giảm. Tại thời điểm điện áp cực đại, oxit tan chảy, và trong thời gian tạm dừng, sự kết hợp yên tĩnh của kim loại phụ với một lượng phun tối thiểu được đảm bảo.
Trên các thiết bị bán tự động chuyên nghiệp, bạn có thể điều chỉnh cả tần số xung và độ dài của nó, cho phép bạn điều chỉnh hàn tùy thuộc vào độ dày của nhôm và loại hợp kim. Chức năng này có liên quan đặc biệt đối với các kim loại mỏng để tránh quá nóng bề mặt và hình thành các lỗ thông qua.
Xung nhịp. Nhân đôi hiệu quả trước đó. Ngoài biên độ xen kẽ giữa dòng cơ sở và dòng chính, còn có sự tăng giảm dao động của dòng điện cực đại. Một chức năng như vậy cải thiện hơn nữa chất lượng hàn nhôm cho đến khi chuyển kim loại nhỏ giọt. Đầu vào nhiệt tối thiểu ngăn quá nhiệt của phôi và làm biến dạng nó. Các đường nối mỏng nhưng sâu, và tốc độ hàn tăng.
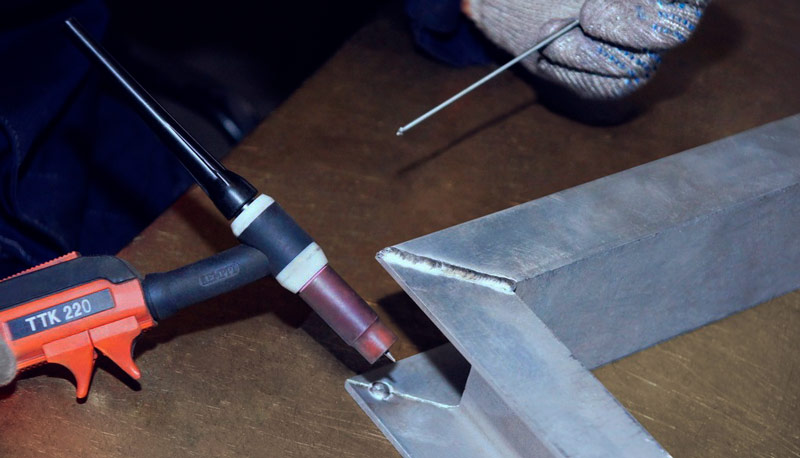
Việc sử dụng máy hàn để hàn nhôm
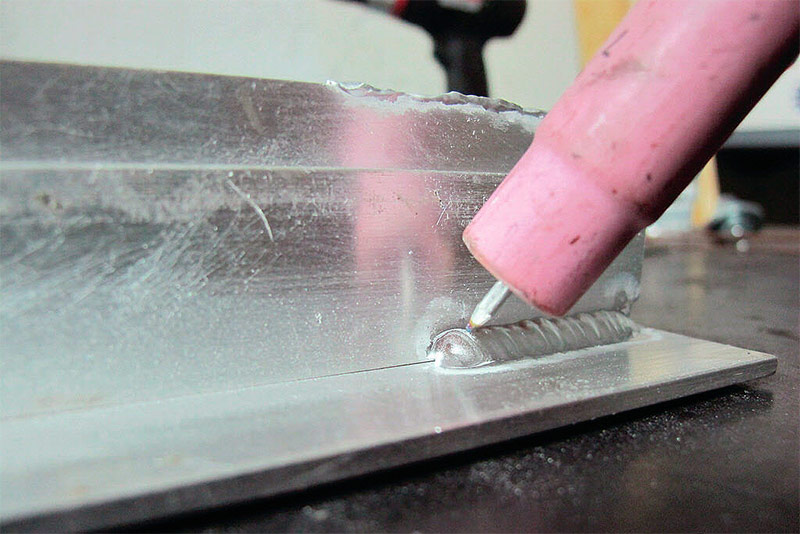
Hàn TIG bằng nhôm được thực hiện bằng cách sử dụng một biến tần tạo ra dòng điện xoay chiều.
Một thợ hàn có một đầu đốt điện cực vonfram trong một tay. Cảm giác của cô trên bề mặt của phần mà khối lượng được kết nối dẫn đến sự hình thành của một hồ quang điện. Vonfram không tan chảy, do đó chiều dài của điện cực không thay đổi. Để hàn nhôm, người ta sử dụng một dạng tròn để mài que.
Trong tay thứ hai của thợ hàn, một dây phụ được đưa vào bể hàn để tăng chiều cao của đường may và cung cấp sức mạnh cho kết nối. Khí bảo vệ argon thoát ra từ đầu đốt, ngăn không cho tiếp xúc với không khí bên ngoài.
Lợi thế cho hàn nhôm
- các đường may chặt chẽ và chặt chẽ;
- không cần gia công;
- không có lỗ chân lông trong cấu trúc;
- đường nối hẹp rộng 2-3 mm có thể được thực hiện.
Nhược điểm để hàn nhôm
- tăng tiêu thụ vốn cho dây và khí đốt;
- tốc độ hàn thấp;
- chi phí thiết bị cao;
- chỉ các đường nối ngắn có thể được tạo ra;
- kim nhanh chóng được phun và hình dạng của nó cần phải được sửa chữa;
- khi hàn tấm nhôm dày 1-2 mm, cần có chất nền để ngăn chặn sự chìm trong kim loại nóng.

Chất lượng của các đường nối có thể đạt được khi hàn nhôm bằng cách sử dụng hàn TIG.
Bộ biến tần TIG cho nhôm có những chức năng gì?
Mặc dù bất kỳ biến tần nào cũng có thể được trang bị một mỏ hàn để hàn TIG, có thể kết nối nhôm với phương pháp argon-arc chất lượng cao chỉ khi có sẵn các chức năng sau:
Xung. Nó đóng vai trò tương tự như trong thiết bị bán tự động. Giảm đầu vào nhiệt và ngăn ngừa sự kiệt sức của vật liệu lỏng. Các thiết bị chuyên nghiệp hỗ trợ cài đặt sóng xung. Sóng vuông cho sự thâm nhập sâu và tốc độ cao của quá trình. Hình tam giác giúp dễ dàng hàn các tấm nhôm mỏng với sự truyền nhiệt tối thiểu. Sóng tròn giúp dễ dàng kiểm soát hồ hàn cho sự xâm nhập của các khớp quan trọng. Sinusoidal cho một vòng cung mềm với độ bám rộng của bể hàn, nhưng không thâm nhập sâu.
Khí trước và sau. Bắt đầu trong 2 giây một cuộc thanh lọc sơ bộ của khí bảo vệ để thay thế không khí xung quanh từ điểm bắt đầu hàn. Nó cung cấp argon sau khi làm gián đoạn hồ quang trong 3-10 giây, cho phép hồ hàn kết tinh bình thường mà không cần oxy.
Chuyển sang dòng điện xoay chiều. Hàn TIG với một biến tần chỉ có thể trên dòng điện xoay chiều. Để làm điều này, bắt buộc phải chỉ định thiết bị phải được đánh dấu AC / DC.
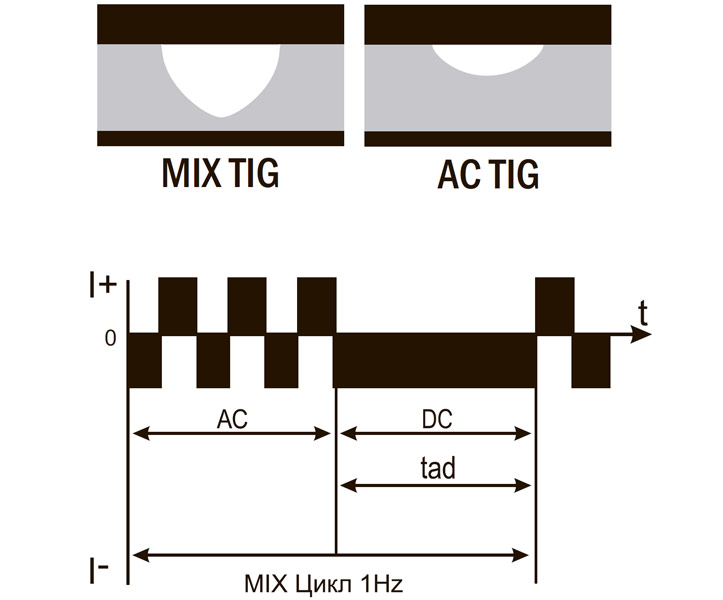
MIX TIG. Chế độ này xen kẽ ảnh hưởng đến vật liệu của dòng điện trực tiếp và xoay chiều. Đầu tiên, AC đi vào hoạt động, phá hủy màng oxit theo tần số của nó. Sau đó, nó được thay thế bởi DC, cung cấp sự thâm nhập sâu với sự phân phối đồng đều của kim loại phụ. Chức năng này đặc biệt thiết thực khi bạn muốn kết nối nhôm với độ dày 2 và 7 mm với nhau.
Điều chỉnh cân bằng. Cho phép bạn đặt tần số thay đổi tự động của phân cực điện áp, nếu dương, sẽ kéo dài tuổi thọ của điện cực vonfram và tăng độ sâu thâm nhập, và nếu chỉ báo là âm, nó sẽ giảm đầu vào nhiệt và bảo vệ chống bỏng và biến dạng.
Đã nghiên cứu các yêu cầu cho máy hàn nhôm, bạn có thể dễ dàng lựa chọn thiết bị hàn cho xưởng, xưởng hoặc nhà để xe của bạn.








