Hàn hồ quang argon: nguyên tắc làm việc, cách chọn, máy móc tốt nhất
Không giống như phương pháp MMA, hàn argon cho phép bạn tạo ra các đường nối chính xác hơn mà không cần phải làm sạch. Thậm chí phương pháp này có thể kết nối tới tám loại kim loại. Bài viết của chúng tôi sẽ giúp bạn chọn máy hàn để hàn hồ quang argon, sao cho phù hợp với nhu cầu của bạn và sẽ hiển thị đánh giá các mô hình đã được thử nghiệm có đánh giá tích cực, cũng như các thợ hàn như đặc điểm của chúng.

Việc lựa chọn hàng hóa được thực hiện trên cơ sở đánh giá, ý kiến và xếp hạng của người dùng được đăng trên các tài nguyên khác nhau trên Internet. Tất cả thông tin được lấy từ các nguồn mở. Chúng tôi không hợp tác với các nhà sản xuất và nhãn hiệu và không kêu gọi mua một số sản phẩm nhất định. Bài viết chỉ dành cho mục đích thông tin.
Nguyên lý hoạt động của hàn hồ quang argon
Trong định danh quốc tế, phương pháp argon-arc có chữ viết tắt là TIG. Nó được sử dụng tích cực trong sản xuất và trong các hội thảo. Với nó, các bộ phận xe hơi bị nứt được kết nối (chảo crankcase, bộ phận làm mát động cơ), thu thập container cho các ngành công nghiệp thực phẩm và hóa chất, thanh treo khăn bằng thép không gỉ, thu gom, bộ lọc cho chất lỏng, vv Trong nhà để xe, một thiết bị như vậy có thể thực hiện thành công sửa chữa cơ thể hoặc sản xuất nhỏ sản phẩm.
Nguyên lý của hàn argon là kết nối kim loại với hồ quang điện trong môi trường khí trơ. Đối với quá trình, bạn cần một nguồn hiện tại làm giảm điện áp và tăng cường độ dòng điện. Dòng điện được cung cấp cho một đầu đốt được trang bị điện cực vonfram. Nó không tiêu thụ được, do đó thợ hàn dễ dàng kiểm soát chiều dài của vòng cung, nên là 2-5 mm. Cáp khối kết nối với sản phẩm.
Chạm vào đầu kim vonfram đến phần kích thích hồ quang điện. Các khớp mỏng không yêu cầu rung động bên - điện cực chạy trơn tru, từ phải sang trái dọc theo đường may, bề mặt khớp trơn như gương. Nếu có một khoảng cách giữa các bộ phận hoặc cần phải mở rộng ranh giới của đường may, thì khi dẫn đầu mỏ hàn, thợ hàn tạo ra các rung động nhỏ ở hai bên, kéo dài bể hàn. Điều này góp phần vào sự hình thành của quy mô nhỏ.

Quá trình hàn hồ quang argon.
Nhiệt độ của hồ quang dao động từ 2000 đến 5000 độ, tùy thuộc vào cường độ hiện tại. Điều này cho phép làm tan chảy các cạnh của kim loại và kết nối nó với một đường may mỏng. Để củng cố thiết kế, một dây phụ được sử dụng, được đưa vào bởi bàn tay thứ hai của thợ hàn vào bể hàn. Vì vậy, bạn có thể tăng chiều cao của con lăn, tạo cho đường may có hình dạng vảy và thậm chí thực hiện bề mặt kim loại cho gia công tiếp theo (tạo rãnh trên máy tiện, mài).
Argon khí trơ được sử dụng để bảo vệ hồ hàn khỏi môi trường bên ngoài. Nó được cung cấp từ xi lanh đến đầu đốt và thay thế không khí thông thường. Điều này giúp loại bỏ sự hình thành lỗ chân lông trong cấu trúc mối hàn. Kết nối chặt chẽ và bền. Song song, khí bảo vệ làm mát điện cực vonfram và vòi phun gốm để chúng không bị quá nóng. Ở giai đoạn cuối cùng, khi hồ quang bị dập tắt, argon giúp củng cố đường may.
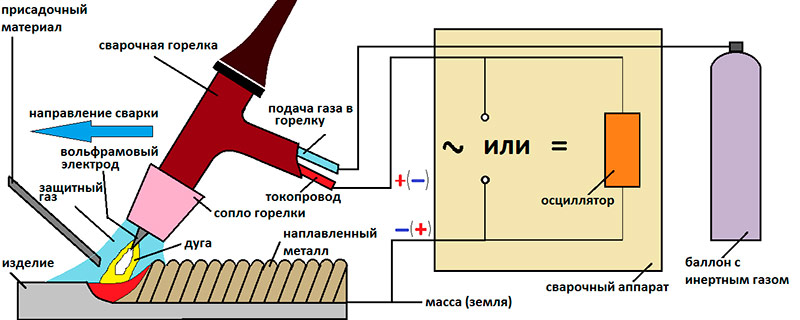
Sơ đồ quy trình hàn hồ quang argon.
Ưu và nhược điểm của phương pháp TIG
Phương pháp TIG có những ưu điểm rõ ràng so với các phương pháp hàn khác, nhưng làm việc với máy hàn argon có một số nhược điểm mà bạn cần chuẩn bị khi chọn phương pháp hàn này.

Ưu điểm của phương pháp TIG
- sưởi ấm cục bộ loại bỏ biến dạng nghiêm trọng của sản phẩm;
- một kim vonfram mỏng cho phép bạn tạo ra các đường nối hẹp, gọn gàng;
- có thể tiến hành hàn có và không có phụ gia, ảnh hưởng đến chiều cao của trục lăn;
- kết nối có được mà không có lớp xỉ trên cùng;
- trong hầu hết các trường hợp không có sau
- gia công;
thép không gỉ và kim loại màu có thể được hàn; - đường may chặt chẽ và chịu được áp lực cao;
- không có vết kim loại dính vào bề mặt.

Nhược điểm của phương pháp TIG
- tốc độ kết nối kém hơn MIG;
- nắp đầu đốt cản trở công việc ở những nơi khó tiếp cận;
- vòi phun gốm hơi hạn chế tầm nhìn của hồ hàn;
- chất lượng của đường may phụ thuộc vào kỹ năng của người dùng (lấy và nấu ngay lập tức, vì nó không hoạt động bán tự động);
- Cần liên tục cho phụ gia ăn bằng tay và kiểm soát độ dài của nó (khi hàn, chiều dài dây sẽ nhanh chóng giảm xuống và các mảnh dài sẽ bất tiện khi cầm trên tay,
- khi họ đi bộ trên đỉnh cao);
- điện cực vonfram đắt hơn so với tráng;
- chi phí bổ sung cho argon;
- không thể hàn các bộ phận trên đường phố có gió mạnh (argon bị thổi bay và bể hàn vẫn không được bảo vệ).
Cách chọn thiết bị cần thiết cho công việc
Thiết bị hàn hồ quang argon nên được lựa chọn dựa trên các nhiệm vụ sắp tới và khối lượng của chúng. Nếu không, bạn có thể mua một đơn vị quá yếu hoặc ngược lại trả quá cao cho tiềm năng vẫn chưa được sử dụng. Đầu tiên, hãy nói về việc chọn một nguồn hiện tại.
Cách chọn máy hàn
Máy hàn argon là một biến tần được kết nối với mạng 220 hoặc 380 V, nhiều lần chuyển đổi dòng điện từ xen kẽ sang trực tiếp, làm tăng tần số của nó. Bên trong, một số máy biến áp, cầu diode và bảng phím được sử dụng. Tất cả điều này góp phần vào một trọng lượng thấp 4-30 kg và đường may chất lượng cao.
Nếu bạn cần một máy hàn trong nhà để xe, sau đó chọn một mô hình 220 V. Để sản xuất, tối ưu là 380 V. Trọng lượng 4-8 kg rất hữu ích khi đi du lịch và làm việc ở độ cao, cũng như với các cấu trúc đồ sộ. Trong sử dụng văn phòng phẩm, trọng lượng không thành vấn đề. Hãy chú ý đến các thông số và tùy chọn thiết bị sau đây khi chọn biến tần cho hàn argon.

Thiết bị hàn argon và thiết bị cần thiết.
Loại kim loại và dòng hàn
Biến tần xuất ra một dòng điện trực tiếp ở đầu ra. Điều này cho phép hàn tuyệt vời thép đen, thép không gỉ, gang, đồng và thậm chí cả hợp kim titan.
Nếu xưởng của bạn chỉ hoạt động với các kim loại này, thì hãy chọn bất kỳ thiết bị argon nào có giá trị DC.
Nhưng để kết nối nhôm và hợp kim của nó với một thiết bị như vậy sẽ không hoạt động. Khó khăn là màng oxit, có nhiệt độ nóng chảy vượt quá 2000 độ, mặc dù bản thân kim loại này trở nên lỏng sau 660 độ. Để hàn nhôm, cần có một biến tần AC / DC phổ quát, có thể chuyển sang dòng điện xoay chiều. Do đó, oxit trên bề mặt dễ dàng bị phá hủy và kim loại cơ bản không bị đốt cháy từ nhiệt độ cao của hồ quang.
Nếu bạn có một trạm dịch vụ hoặc hoạt động liên quan đến các thùng chứa bằng nhôm, thì hãy tìm một thiết bị argon có ký hiệu AC / DC.
| Dòng điện trực tiếp | Dòng điện xoay chiều |
|---|---|
| Các loại thép khác nhau | Nhôm |
| Thép không gỉ | Hợp kim magiê |
| Gang | - |
| Đồng | - |
| Hợp kim titan | - |
Phạm vi hàn
Phạm vi cường độ hiện tại (A) xác định độ dày của phôi sẽ hoạt động. Ở đây, cả hai chỉ số trên và dưới đều quan trọng. Giá trị tính toán trung bình là 35 A cho mỗi 1 mm độ dày kim loại. Ví dụ: nếu bạn hàn các ống và hồ sơ có tiết diện tường không vượt quá 2 mm thì 70 A. sẽ đủ. Một thiết bị argon có giá trị tối đa 160 A sẽ đáp ứng mọi yêu cầu hàn đối với phôi có độ dày lên đến 4 mm. Khi cần phải nối các phôi từ 5 - 7 mm bằng hàn argon, sau đó chọn một biến tần có tối đa 200-250 A.
Giá trị tối thiểu mà dòng điện có thể được hạ xuống ảnh hưởng đến khả năng hàn kim loại mỏng. Ví dụ, có các thiết bị argon có ngưỡng thấp hơn 5 A. Điều này là đủ để ủ một hộp thiếc có tiết diện 0,6 mm. Các mô hình có tỷ lệ thấp hơn 20-30 A không có khả năng này.
| Loại kim loại | Độ dày kim loại mm | Loại hiện tại | Hiện tại ¸ A |
|---|---|---|---|
| Hợp kim thép | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| Nhôm | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Chế độ xung
Chọn một thiết bị argon có chức năng như vậy là cần thiết để hàn tốt hơn các kim loại mỏng. Chế độ xung liên quan đến dòng hàn xen kẽ và tạm dừng. Điều này làm giảm đầu vào nhiệt, loại bỏ hoàn toàn biến dạng và cong vênh của bộ phận. Tần số thay đổi xung có thể được điều chỉnh, xác định tốc độ hàn. Chế độ này cũng được yêu cầu khi nhôm được kết hợp, vì dòng điện cao phá hủy oxit và giảm công suất trong khi tạm dừng sẽ ngăn không cho kim loại cơ bản bị đốt cháy.
Cường độ sử dụng (thời gian sử dụng)
Theo một cách khác, tham số này được gọi là thời lượng bao gồm và được biểu thị bằng phần trăm. Ví dụ, với bộ máy PV argon 40%, 4 trong mười phút sẽ hoạt động. Nếu bạn sử dụng nó thường xuyên hơn, nó sẽ quá nóng và bảo vệ sẽ hoạt động. Thiết bị sẽ tắt cưỡng bức cho đến khi nó được làm mát hoàn toàn. Khi có nhiều quy trình chuẩn bị trong công việc, tước, cắt khoảng trống, thì một PV 40% là đủ. Biến tần sẽ có thời gian hạ nhiệt trong thời gian tạm dừng như vậy. Nếu thợ hàn làm việc liên tục và tất cả các quy trình chuẩn bị được thực hiện bởi những người khác, thì cần phải có một bộ máy năng suất cao hơn với chu kỳ làm việc 80 hoặc 100%. Sau đó, công việc sẽ không được nhàn rỗi.
Nhưng thời lượng chuyển mạch được đo ở dòng điện tối đa, do đó mô hình có 300 A với điện áp 60%, với dòng hàn giảm xuống 200 A, điện áp là 100%. Vì vậy, khi xác định cường độ sử dụng, vẫn đáng để xem xét dòng điện hoạt động nào là cần thiết cho các tác vụ hàng ngày.
Chức năng bổ sung
Máy hàn hồ quang argon có thể được trang bị một số chức năng tạo thuận lợi cho quá trình hoặc tăng chất lượng của đường may. Tất nhiên, khả năng của thiết bị càng rộng thì càng đắt tiền, vì vậy bạn nên suy nghĩ về việc mỗi chức năng cần bao nhiêu trong một trường hợp cụ thể.
Dưới đây là những cái phổ biến nhất:
- Thời gian thanh lọc khí. Trong bộ máy, bạn có thể điều chỉnh thời gian sơ bộ và thanh lọc sau bằng argon. Khi bắt đầu quá trình, điều này giúp loại bỏ không khí xung quanh khỏi vùng kích thích hồ quang. Cuối cùng, điều này giúp kết tinh hồ hàn và làm mát điện cực. Kim loại càng nguội lâu, ví dụ như nhôm, thời gian thanh lọc càng dài (tối đa 7 giây).
- Đánh lửa tần số cao. Bất kỳ biến tần nào cũng có thể được trang bị mỏ hàn van để chúng có thể thực hiện hàn TIG. Nhưng để kích thích hồ quang, bạn cần chạm vào đầu điện cực trên sản phẩm mà khối lượng được kết nối. Trong các mô hình có đánh lửa tần số cao, một bộ tạo dao động được sử dụng, nó sẽ đục một điện áp lên đến 10 mm thông qua điện áp không khí. Điều này giúp bắt đầu hàn mà không cần chạm, chỉ đơn giản bằng cách nâng ngọn đuốc. Có ít dấu vết trên bề mặt sản phẩm và điện cực phải được mài ít thường xuyên hơn.
- Miệng núi lửa hàn. Đây là sự giảm dần biên độ của dòng hàn, giúp loại bỏ một điểm trên "khóa" của đường may. Một chức năng như vậy rất quan trọng khi hàn ống và thùng chứa dưới nước và các chất lỏng khác, cũng như khi làm việc với các tấm mỏng 0,6-1,0 mm.
- Nước làm mát. Trong các thiết bị để hàn argon, một máy bơm có thể được lắp đặt để bơm chất chống đông qua kênh cáp vào đầu đốt. Điều này góp phần vào việc loại bỏ nhiệt tăng tốc từ vòi gốm và điện cực, kéo dài thời gian hoạt động liên tục. Chức năng là cần thiết khi sử dụng dòng điện cao 250-400 A và hoạt động liên tục của thiết bị.
Thiết bị bổ sung cần thiết cho công việc
Đối với hàn hồ quang argon, ngoài nguồn hiện tại, bạn sẽ cần một dây cáp với một ngọn đuốc. Thông thường, nó đi kèm với thiết bị, nhưng với các mẫu cao cấp EWM, Lincoln Electric và các loại khác, nó có thể được bán riêng.
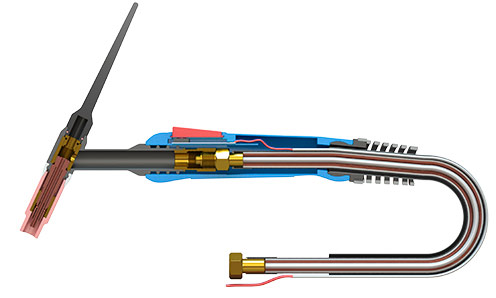
Phần mỏ hàn cho hàn hồ quang argon.
Đầu đốt thuộc loại van (cung cấp khí được mở bằng van trên đầu đốt) và có nút điều khiển (nhấn nút trên đầu đốt để khởi động gas và dòng điện). Chiều dài tay áo từ 2-5 m được chọn tùy thuộc vào độ linh động cần thiết của thợ hàn và kích thước của các cấu trúc lắp ráp.

Đèn pin để hàn hồ quang argon của loại van.

Đèn pin để hàn hồ quang argon với điều khiển bằng nút nhấn.
Một xi lanh khí trơ là cần thiết để hàn. Nếu bạn phải làm việc định kỳ, thì nó đủ để mua một xi lanh 10 lít, không tốn nhiều không gian và dễ dàng lấy trong cốp để tiếp nhiên liệu. Tùy chọn tương tự là thực tế khi đi công tác. Với hoạt động cố định liên tục trong xưởng hoặc trong sản xuất, một xi lanh lớn 150 lít được chọn.

Xi lanh khí trơ cho hàn hồ quang argon.
Xylanh cần một bộ giảm tốc với đồng hồ đo áp suất cao và thấp, cũng như một ống nối giữa xi lanh với biến tần. Sử dụng đồng hồ đo áp suất cao, thợ hàn theo dõi phần còn lại của khí và với áp suất thấp, đặt tốc độ dòng argon trong đầu đốt.

Đồng hồ đo áp suất và ống.
Để hàn, các điện cực vonfram là cần thiết. Chúng đi kèm với một đầu màu xanh, vàng, đỏ hoặc xanh lục cho các loại kim loại khác nhau. Linh hoạt nhất là màu xanh của đầu. Đường kính của điện cực 1.6-4.0 mm được chọn tùy thuộc vào yêu cầu về chiều rộng của đường may, độ sâu của quá trình nấu chảy và cường độ dòng điện tối đa.

Điện cực cho hàn hồ quang argon.
Hàn argon có thể được thực hiện mà không cần phụ gia, nếu các bộ phận được gắn chặt với nhau, và không có tải trọng cơ học mạnh trên cấu trúc. Trong các trường hợp khác, dây phụ có cùng chất liệu với kim loại chính được hàn được sử dụng.

Dây phụ cho hàn hồ quang argon.
Video Hàn argon là gì và làm thế nào để chọn một thiết bị để hàn hồ quang argon
Máy hàn argon tốt nhất
Sau khi xem xét các tiêu chí để lựa chọn thiết bị hàn argon, chúng tôi chuyển sang các mô hình cụ thể đã nhận được đánh giá tích cực từ thợ hàn.
Máy hàn hồ quang DC Argon tốt nhất
Để hàn kim loại màu, thép không gỉ và đồng, bộ biến tần tạo ra dòng điện trực tiếp được sử dụng. Dưới đây là bảng xếp hạng các mô hình tốt nhất từ thể loại này.
RESANTA SAI-230 HELL (TIG, MMA)
Ở vị trí đầu tiên là biến tần Resanta SAI-230. Thiết bị argon có khả năng hoạt động từ mạng 170-242 V và tạo ra dòng điện trực tiếp 10-230 A. Ở hiệu suất tối đa, thời gian hoạt động là 70%, cho phép nó không chỉ được sử dụng cho nhu cầu trong nước. Ngoài hàn TIG, thiết bị hỗ trợ chế độ MMA, trong đó có một công tắc trên bảng điều khiển phía trước. Điều này thuận tiện khi cần hàn xen kẽ và cắt bằng điện cực tráng. Người mẫu nặng 11 kg. Một đèn pin và cáp mặt đất được cung cấp. Nhà sản xuất phát hành bảo hành 2 năm cho nó.

Ưu điểm RESAI SAI-230 HELL (TIG, MMA)
- Công suất cao 230 A cho độ xuyên 6 mm.
- Dây đeo vai để mang.
- Đánh lửa không tiếp xúc khi sử dụng đầu đốt với bộ tạo dao động (có một đầu nối để kết nối điều khiển từ đầu đốt);
- Dòng điện giảm xuống 10 A đối với vật liệu tấm hàn 0,8 mm.
- Vỏ sắt chịu được các điều kiện xây dựng khắc nghiệt trong một thời gian dài.
- Giá hấp dẫn.
- Kết nối đáng tin cậy.
Nhược điểm RESAUT SAI-230 HELL (TIG, MMA)
- Không có màn hình để kiểm soát trực quan các cài đặt.
- Tháo dỡ nhà ở cho bụi thổi trong một thời gian dài.
- Không có tay cầm cứng nhắc để sắp xếp lại thiết bị tại chỗ.
- Khi làm việc trong một căn phòng ẩm ướt, bóng bán dẫn nhanh chóng hư hỏng.
- Đánh giá bởi các đánh giá, thợ hàn không có đủ chiều dài cáp.
Kết luận Thiết bị này để hàn hồ quang argon là đáng chú ý vì sự hiện diện của một xoắn xoắn thứ hai để điều chỉnh độ tự cảm của hồ quang. Điều này cho phép bạn kiểm soát độ sâu thâm nhập và chiều cao của chân hàn. Chức năng này rất hữu ích để hàn các cấu trúc quan trọng, đặc biệt là các góc và khớp tee.
Svarog REAL TIG 200 W223
Hơn nữa trong đánh giá là một biến tần argon từ Svarog. Thiết bị được chế tạo trong vỏ sắt và có màn hình để điều chỉnh tốt cường độ hiện tại.Các đầu nối trên bảng điều khiển phía trước được thiết kế để kết nối một đèn pin với nút điều khiển bằng khí và điện áp. Một công tắc bật tắt riêng biệt, bạn có thể chọn chế độ MMA hoặc TIG. Biến tần có khả năng hoạt động từ nguồn điện chính với chỉ số giảm 160 V. Phạm vi điều chỉnh dòng hàn là 10-200 A. Ở mức tối đa, điện áp là 60%. Thiết bị nặng 7 kg và có kích thước 42x16x31 cm. Làm mát không khí được cung cấp. Mô hình hỗ trợ làm việc với các điện cực có đường kính 1,6-3,2 mm.

Ưu điểm Svarog REAL TIG 200 W223
- Có một màn hình kỹ thuật số để cài đặt chính xác số lượng ampe.
- Các góc kim loại của cơ thể được phủ bằng cao su.
- Được thiết kế để kết nối một ổ ghi với điều khiển nút đầy đủ.
- Có một tay cầm để di chuyển tại chỗ.
- Kích thước nhỏ gọn 42x16x31 cm đơn giản hóa việc vận chuyển và lưu trữ.
- Công suất thấp 4,83 mã lực cho phép hàn argon từ máy phát khí.
- Điện áp mạch hở an toàn 56 V.
- Không văng khi hàn.
Nhược điểm Svarog REAL TIG 200 W223
- Nút nguồn được hiển thị ở phía sau, không thuận tiện cho tất cả các thợ hàn.
- Các chức năng Khởi động và Chống dính nóng trong chế độ MMA không hoạt động trên thực tế (chỉ là một động thái tiếp thị).
- Không có sự điều chỉnh của việc cung cấp khí sơ bộ.
- Flimsy burner xuất hiện.
Kết luận Máy hàn hồ quang argon này được phân biệt bởi sự hiện diện của điều chỉnh thời gian thanh lọc sau khí. Chức năng này rất hữu ích khi làm việc với gang và đồng để đảm bảo làm mát dần dần và ngăn chặn phản ứng với carbon, tạo ra lỗ chân lông. Khoảng thời gian thanh lọc được điều chỉnh từ 2 đến 10 giây. Nhà sản xuất cũng bảo hành 5 năm cho thiết bị này, người dùng thích đánh giá.
Quattro Elementi B 225 (TIG, MMA)
Danh mục này được hoàn thành bởi hàng hóa từ nhà sản xuất Ý. Máy hàn argon được thiết kế để kết nối các kim loại dày tới 6 mm. Nó có phạm vi hoạt động hiện tại là 10-225 A. Khi được kết nối với mạng, nó tiêu thụ 7,8 kW. Việc sử dụng các điện cực 1.6-5.0 mm được cho phép. Bạn có thể chuyển sang chế độ MMA, được bổ sung bởi các chức năng "Chống dính" và "Khởi động nóng". Việc chuyển đổi thời gian là 80% ở đây, nhưng nếu bạn giảm cường độ hiện tại từ 225 xuống 180 A, thì chỉ báo sẽ trở thành 100%. Đối với nguồn điện, điện áp 170-260 V.

Ưu điểm của Quattro Elementi B 225 (TIG, MMA)
- Có các vòng để gắn dây đeo vai.
- Hai chế độ MMA và
- Màn hình kỹ thuật số cho cài đặt hiện tại chính xác.
- Chạm vào các chế độ chuyển đổi nút.
- Cường độ dòng điện có thể giảm xuống 10 để hàn tấm kim loại 0,6-1,0 mm.
- Với cường độ hiện tại là 180 A, PV là 100%.
- Nếu điện áp giảm, thì nấu "twosome" sẽ vẫn hoạt động.
- Tất cả các tham số tương ứng với khai báo.
Nhược điểm Quattro Elementi B 225 (TIG, MMA)
- Kéo rất nhiều bụi vào cơ thể.
- Chỉ có đầu đốt van có sẵn.
- Nút nguồn được đặt ở mặt sau.
- Cần phải mua một đầu đốt argon - chỉ bao gồm cáp và giá đỡ cho RDS.
Kết luận Mặc dù biến tần này chỉ có khả năng nấu argon bằng mỏ hàn, nhưng nó rất dễ chạm vào hồ quang, vì điện áp mạch mở là 85 V. Thiết bị argon cũng được phân bổ trọng lượng 5,5 kg, giúp nó phù hợp hơn khi đeo trên vai khi làm việc ở độ cao hoặc hàn dọc theo một công trình dài.
Thiết bị phổ biến tốt nhất cho hàn hồ quang argon DC / AC
Nếu bạn định kỳ cần hàn nhôm, sau đó chọn các thiết bị có khả năng chuyển đổi dòng điện trực tiếp sang dòng điện xoay chiều. Một chức năng như vậy được chỉ định trong tên theo chỉ định AC / DC. Dưới đây là những mô hình tốt nhất trong thể loại này.
Aurora PRO INTER TIG 200 AC / DC PULSE
Đây là một bộ máy argon của Trung Quốc với lắp ráp chất lượng cao. Mô hình này được cung cấp bởi một mạng một pha và tạo ra 5-200 A. Nó được trang bị dây cáp với mặt cắt ngang DX50. Điện áp mạch hở là 44 V. Có làm mát không khí. PV tối đa đạt 60%. Thiết bị có thể được vận hành ở nhiệt độ môi trường từ -20 đến +50 độ.Tất cả các hệ thống dây điện được chế tạo với lớp cách điện F. Như một tùy chọn, điều khiển từ xa có thể được kết nối.

Ưu điểm Aurora PRO INTER TIG 200 AC / DC PULSE
- Nhà lớn với nhiều lỗ làm mát.
- Lắp ráp chất lượng cao.
- Nó nấu thép không gỉ và đồng tốt.
- Hầu như không có sự rút xuống của điện áp lưới điện.
- Có hai tay cầm cứng để vận chuyển.
- Nhiều cài đặt để tăng và dao động cường độ hiện tại.
- Tải thấp trên mạng 4,5 kW.
- Đánh lửa không tiếp xúc của điện cực.
Nhược điểm Aurora PRO INTER TIG 200 AC / DC PULSE
- Để thay đổi trọng lượng 20 kg, cần có nỗ lực.
- Không phải lúc nào cũng dễ dàng tìm thấy một nơi để đặt trong một nhà để xe nhỏ
- Trong chế độ MMA, bộ đốt sau không hoạt động.
- Tất cả các chức năng bổ sung không được hiển thị trên màn hình - điều chỉnh mù.
- Chỉ có một nắp đầu đốt bao gồm.
- Không có chức năng sản xuất bia miệng núi lửa.
Kết luận Biến tần cho hàn argon là đáng chú ý cho sự hiện diện của chế độ 4T. Điều này cho phép bạn bật hàn và không giữ nút ấn trên đèn pin. Chế độ này là thiết thực cho các đường nối dài trong quá trình hàn mặt bích hoặc container sản xuất. Một nhà sản xuất khác cung cấp một đầu đốt với gói vòi 4 m, rất hữu ích khi tạo các cấu trúc lớn. Chức năng xung giúp kết nối các tấm thép không gỉ và nhôm mỏng mà không bị cong vênh.
BRIMA TIG-200P AC / DC
Một sản phẩm đáng giá khác từ một nhà sản xuất Đức. Thiết bị argon được lắp ráp tại Trung Quốc, nhưng đánh giá qua các đánh giá, nó đơn giản và đáng tin cậy như một khẩu súng trường tấn công AK-47. Biến tần tạo ra cường độ hiện tại 10-200 A, trong khi tiêu thụ 5 kW. Thích hợp để kết nối với mạng một pha. PV ở mức tối đa đạt 60%. Các mô hình chuyên nghiệp là làm mát bằng không khí. Idling - 56 V. Nó được trang bị đầu đốt với điện cực vonfram và đánh lửa không tiếp xúc.

Ưu điểm của BRIMA TIG-200P AC / DC
- Kết nối cho đầu đốt chuyên nghiệp với đánh lửa không tiếp xúc.
- Tay cầm chắc chắn.
- Màn hình kỹ thuật số.
- Bảo vệ quá tải và quá nhiệt.
- Hỗ trợ hai chế độ hàn TIG và MMA.
- Có các thiết lập cho sự hình thành của vòng cung.
- Tải thấp trên mạng 5 kW.
- Tiếng ồn thấp.
Nhược điểm BRIMA TIG-200P AC / DC
- Trọng lượng 25 kg khiến việc vận chuyển trở nên khó khăn.
- Kích thước lớn 50x35x36 cm.
- Nếu bảo vệ đã hoạt động, nó sẽ không bật trong 30 phút (tất cả các công việc dừng lại).
- Thiết bị đầu cuối mặt đất yếu - có thể bị cháy sau 2 tháng sử dụng.
- Cáp "âm" dài 2 m.
Kết luận Biến tần này có các tùy chọn tùy chỉnh phong phú sẽ có ích cho một thợ hàn chuyên nghiệp trong xưởng hoặc xưởng. Thời gian lọc trước khí được đặt từ 0 đến 2 giây. Postgas có thể từ 2 đến 10 giây. Thợ hàn chọn độ dài và tần số của xung. Khi kết thúc hàn, bạn có thể chọn giá trị giảm 10 A để tránh lỗ rò trong "khóa". Tất cả điều này phù hợp cho việc sản xuất các cấu trúc quan trọng, sau đó thậm chí còn vượt qua sự kiểm tra bởi một máy dò lỗ hổng.
Tính năng hàn kim loại khác nhau
Khi hàn argon của bất kỳ vật liệu, bạn cần phải học một vài quy tắc. Khoảng cách giữa điện cực và bề mặt phải là 2-5 mm. Giữ đầu đốt ở góc 45 độ. Thông thường nó được giữ bằng tay phải, và dây phụ được phục vụ với bên trái. Không chạm vào đầu kim với phụ gia - điện cực sẽ bị bẩn, hồ quang sẽ xuống cấp, vonfram có thể ion hóa vào bể hàn. Phụ gia được cung cấp để đáp ứng đầu đốt. Đường may đã được định hình phải được để lại phía sau và khí nóng sẽ thoát ra các mặt vẫn chưa được kết nối của phôi.
Khi hàn một số kim loại, có những quy tắc bổ sung mà một người mới làm quen nên biết.
Nhôm
Ở đây rào cản là một oxit chịu lửa trên đầu. Để phá hủy nó, sử dụng dòng điện xoay chiều phân cực ngược. Điều này góp phần làm nóng bề mặt mà không làm quá nóng điện cực. Điện áp xoay chiều xen kẽ quá trình, ngăn không cho phôi bị nóng chảy quá mức tạo thành sự cháy. Chức năng xung hoặc chức năng xung kép đặc biệt hữu ích, từ đó các đường nối sẽ trở nên tốt hơn nữa.
| Độ dày của phôi, mm | Đường kính của điện cực vonfram, mm | Đường kính thanh, mm | Sức mạnh hiện tại, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
Đồng
Ở trạng thái lỏng, nó phản ứng với hydro, dẫn đến sự hình thành lỗ chân lông lớn. Ở đây bạn có thể sử dụng dòng điện trực tiếp hoặc xoay chiều, nhưng chỉ với cực ngược. Nó cũng được khuyến nghị để tăng lưu lượng argon từ 1,5 đến 2 lít mỗi phút. Trong trường hợp này, không cần dây phụ, vì kim loại là chất lỏng và các cạnh đủ nóng chảy để tạo thành một khớp mạnh. Thay vì điện cực vonfram, đáng sử dụng một than chì, cũng được phân loại là không tiêu thụ.
| Loại điện cực | Độ dày của phôi, mm | Đường kính của một điện cực, mm | Sức mạnh hiện tại, A | Chiều dài hồ quang, mm |
|---|---|---|---|---|
| Than chì | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| Bao phủ | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titan
Vật liệu hoạt động phản ứng với không khí xung quanh. Hàn được thực hiện trên một nguồn cấp argon tăng để bảo vệ hồ hàn. Không giống như đồng và nhôm, titan có độ dẫn nhiệt thấp. Để đảm bảo một kết nối đáng tin cậy của các bên, các cạnh của đường may sẽ cần phải được tăng cường với các đường nối bổ sung. Khi làm việc với phôi dày hơn 1,5 mm, dây phụ được sử dụng.
| Độ dày của phôi, mm | Đường kính của một điện cực, mm | Đường kính dây, mm | Sức mạnh hiện tại, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Bây giờ, khi đã nghiên cứu các tính năng của việc chọn thiết bị để hàn hồ quang argon và xem xét đánh giá các mô hình tốt nhất, bạn có thể chọn một biến tần để thực hiện các nhiệm vụ của mình trong một xưởng riêng hoặc trong sản xuất.








