Hur man väljer en halvautomatisk svetsenhet för huset och garaget: en översikt över alla parametrar och typer av utrustning
Kostnadsområdet för halvautomatiska enheter för svetsning är 6000-200000 rubel. För att förstå vilken halvautomatisk svetsning som är bättre att köpa, måste du känna till dess nyckelparametrar, deras påverkan på bekvämligheten i det utförda arbetet och kvaliteten på sömmen. Detta hjälper dig att välja rätt modell för specifika uppgifter och inte ge mycket pengar för oanvänd potential.

innehåll:
- Enheten och principen för drift av svetshalvautomatisk anordning
- Hur man väljer rätt typ av halvautomatisk svetsning
- Val av trådmatning
- Rätt skyddsgas
- Viktiga parametrar när du väljer en halvautomatisk svetsanordning
- Vilka designfunktioner är viktiga
- Valet av en halvautomatisk svetsanordning beroende på avsedda uppgifter
Enheten och principen för drift av svetshalvautomatisk anordning
Semiautomatiska svetsmaskiner är överlägsna andra svetsmaskiner på grund av deras höga produktivitet. Till skillnad från andra anordningar har halvautomatiska enheter en inbyggd trådmatningsenhet, som fungerar som fyllnadsmaterial och samtidigt som en av kontakterna för antändning av bågen.
På grund av detta är det möjligt att skapa kontinuerliga sömmar som är 2-4 m långa i olika rumsliga positioner. Detta är också bekvämt för att manipulera facklan med syftet att bilda en söm, eftersom det inte finns någon brinnande elektrod, vars längd kontinuerligt måste kompenseras genom att föra sin ände till svetsbassängen.
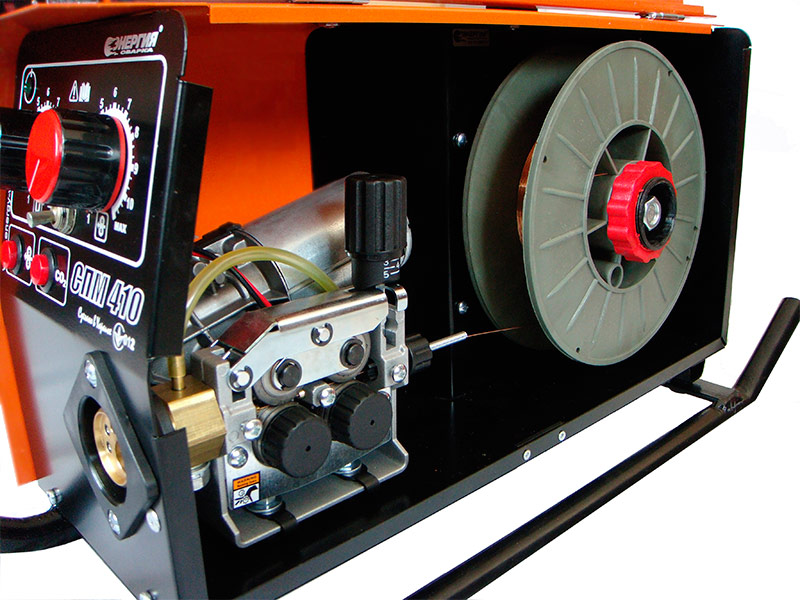
Den halvautomatiska anordningen innehåller följande delar och enheter:

1. Reducer.
2. Inert gascylinder.
3. Påfyllningstråd
4. Den ge mekanismen.
5. Brännare med kontaktelement och kontrollnyckel.
6. Instrumentpanelen.
7. Strömkälla
8. Brännhylsa med kabelkanal, nätkablar, inre gasslang.
9. Jordkabel med klämma.
Utseendet och utformningen av elementen i svetshalvautomatisk enhet skiljer sig beroende på enhetens klass.
Funktionsprincipen för den svetshalvautomatiska anordningen är att erhålla en spänning på 220 eller 380 V från nätverket och sänka spänningen till 30-90 V. Samtidigt ökar strömkällan antalet ampère till 120-500 A, vilket gör det lätt att smälta bågstål, gjutjärn, aluminium och rostfritt stål. Till skillnad från smältelektroder lämnar denna metod inte slagg på sömens yta. Om anslutningen görs korrekt krävs inte efterföljande bearbetning, produkten får målas efter kylning.
För att utföra denna process är de elektriska, mekaniska och gasdelarna i utrustningen involverade. Svetsaren håller en fackla med munstycke och munstycke. I den matar mekanik med en elektrisk motor svetstråden. Den sistnämnda hastigheten justeras beroende på tillsatsdiametern, strömstyrkan och den nödvändiga tjockleken på sömmen. Genom trådarna till munstycket på brännarens spänning appliceras och passerar till tråden.
Den andra kontakten är ansluten till produkten via en masskabel med en klämma. När svetsaren trycker på facklaknappen sträcker sig tråden framåt, vidrör ytan på den del som ska svetsas och väcker en elektrisk båge och smälter själva tråden och kanterna på fogen. För att skapa en söm måste brännaren köras smidigt eller med svängande rörelser.
Gasdelen skyddar svetsbassängens smälta metall från interaktion med omgivande luft. När man trycker på en knapp på brännaren släpper gasventilen automatiskt ett inert ämne. Brännarens munstycke har en rörformad form som ger enhetligt skydd för svetszonen. Annars skulle kol dras ur den smälta metallen och sömmen skulle vara porös och läckande.
Du kan lära dig mer om principerna för att arbeta med halvautomatiska svetsmaskiner från videon:
Hur man väljer rätt typ av halvautomatisk svetsning
När du bestämmer vilken halvautomatisk svetsmaskin att välja att utföra arbete hemma eller för en liten verkstad i ett personligt garage, måste du ta hänsyn till typer av utrustning. Den är indelad i tre grupper för sitt avsedda syfte och kan också innehålla en av flera strömkällor, vilket påverkar underhållets enkelhet och användarvänlighet.
Hushåll, semi-professionella och professionella modeller
Halvutomatiska apparater för svetsning av hushåll.
De har en liten vikt på upp till 10 kg, strömstyrka 120-160 A, effekt 3-5 kW. Som regel är det enkla enheter med ett minimum av inställningar, anslutna till ett nätverk på 220 V. På grund av den låga strömstyrkan kan de svetsa icke tjock metall med ett tvärsnitt på upp till 3-5 mm. Deras inkluderingstid överstiger inte 30%, vilket gör att de kan arbeta i 3 minuter av tio. Resten av tiden kommer att krävas för att kyla ned nyckelkomponenterna, annars leder det till överhettning. Enheten väljs för små uppgifter: att tillverka en grind, reparera ett staket, skapa ett växthus för personliga behov.


+ Plusser av inhemska halvautomatiska enheter
- rimligt pris;
- det är lätt för en nybörjare att förstå funktionerna (justera strömstyrkan och trådmatningshastighet);
- kompakthet;
- enkel reparation och billiga delar;
- enkel transport;
- kräver minimalt underhåll.

- Nackdelar med inhemska halvautomatiska enheter
- låg effekt, som begränsar tjockleken på de svetsade sidorna;
- kort tråd och kabel;
- dålig utrustning;
- förmågan att bara laga mat med tunn tråd;
- låg PV på 30% (inkluderingens varaktighet).
Halvprofessionella svetsning av halvautomatiska enheter.
De representerar den mellersta kategorin svetsutrustning med en strömstyrka på 180-250 A. Deras effekt varierar från 6-8 kW. PV från 35 till 50% låter dig använda dem med små avbrott för tillverkning av dörrar, containrar och olika utföranden hemma. Tjockleken på metallens penetration når 10 mm. Enheter kan ha ett enkelt gränssnitt eller innehålla redan avancerade inställningar för modellering av svetsspänning.

+ Fördelar med semi-professional halvautomatiska enheter
- möjligheten att arbeta 3-5 timmar varje dag;
- ökad byggkvalitet;
- utrustning med kablar upp till 3 m långa;
- förbättrad grad av skydd för kroppen och instrumentpanelen;
- lång livslängd;
- finare lägeinställningar.
- Nackdelar halvautomatiska halvautomatiska enheter
- högre kostnad;
- vikt på 10-20 kg, vilket komplicerar transporten;
- dyra reparationer och komponenter.
Professionella halvautomatiska svetsapparater.
Det här är enheter i ett stort fodral som installeras permanent eller på en vagn med rullar. En gascylinder är också fixerad där, vilket underlättar transport. Modeller producerar upp till 300-500 A, vilket gör att du kan laga metaller med en tjocklek på 20 mm eller mer, men detta kräver en trefasingång på 380 V. De väljs för produktion med konstant sysselsättning på grund av PV från 60%.

+ Fördelar med professionella semiautomatiska enheter
- hög effekt 11-25 kW;
- lätt tändning av bågen på grund av tomgång 80-90 V;
- Du kan laga mat i 7-10 timmar varje dag;
- många svetsströmjusteringsfunktioner för bättre svetskvalitet;
- universal, eftersom de tillåter installation av tråd med olika diametrar och material;
- utrustad med långa kablar.
- Nackdelar med professionella semiautomatiska enheter
- tung vikt, vilket påverkar transportens bekvämlighet;
- hög initialkostnad och priser för reparationer;
begränsad anslutning (endast där det finns 380 V).
Bestäms med en halvautomatisk svetsanordning beroende på strömkällan
Förutom kategorierna av svetsutrustning är den också uppdelad efter typ av kraftkälla, som har en direkt inverkan på svetsens kvalitet och möjligheten att applicera. Tre typer av strömförsörjning är tillgängliga för val.
Transformers.
På grund av spolarnas stora storlekar (primär och sekundär) är dimensionerna hos den halvautomatiska kroppen stora. Detta påverkar enhetens massa. Men för underhåll är sådana modeller de mest opretentiösa. De är också billiga att reparera.Eftersom sådana enheter har ett minimum av delar, bryts de mindre ofta och drift tillåts under de svåraste förhållandena (kyla, värme, frekvent transport, damm).
Svetsning sker på växelström, därför är sömmarna uttalade vågiga, det kan vara inflöden. Det finns en hög andel metallsprut. Strömjusteringen stegas, grov. Sådana anordningar är lämpliga för lågkolstål eller aluminium (förutsatt att lämplig tråd är installerad).
Likriktare.
Denna utrustning har liknande design, men utöver transformatorn finns det också en diodbrygga inuti som korrigerar en växelvis lågspänning. DC-svetsning öppnar upp möjligheten att fogas i rostfritt stål, gjutjärn eller bättre svetsar på vanlig ”svart” metall.
Deras båge bränner mer stabilt, och sprayen är mycket mindre. Men med tanke på det ännu större antalet noder i reparation är de mer komplicerade. Och massan av halvautomatiska enheter är större, vilket komplicerar transporten.
Inverter.
De mest moderna källorna för svetsström, ökar sin frekvens med tiotals gånger och sedan konverterar till konstant. Ett sådant schema ger kompakt utrustningsdimensioner, lågspänningsförbrukning från nätverket och stora möjligheter för svetsmaterial (rostfritt stål, gjutjärn, kolmetaller, aluminium). Sömmen på dem ligger platt, nästan ingen spray. Du kan justera spänningen smidigt och detta minskar inbränningen.
På grund av det stora antalet elektronik och interna delar kräver sådan utrustning mer noggrann hantering, känslig för kyla och damm. Det är det dyraste att reparera. Om det uppstår spänningsökningar i nätverket påverkar det svetskvaliteten.
Val av trådmatning
Valet av en halvautomatisk svetsmaskin är relaterad till hur långt från utloppet det kommer att vara nödvändigt att svetsa och hur stora strukturer som ska tillverkas. Detta påverkas inte bara av nätkabelns längd utan också av brännarens hylsa. Typen av trådmatningsmekanism beror ofta på den senare.
Det finns tre trådmatningsalternativ:
1. tryck - har rullar i apparatkroppen och skjuter in tråden i kabelkanalen. Vanligtvis överstiger inte hylsans längd 5 m, eftersom tråden kan fastna i krökningar, vilket avbryter svetsningen.
2. dragning - innebär att det finns en dragmekanism i själva brännaren. Detta tillåter användning av längre ärmar, men gör brännaren tyngre, vilket är obekvämt för hög höjd eller ansiktsömmar.

3. kombinerade - har båda ovanstående typer. Längden på kabelkanalen kan nå 10 m, vilket är bekvämt för snabb byte av arbetsplatsen på stora konstruktioner (takstolar, långa växthus).
Dessutom kan den drivande trådmatningsmekanismen vara i ett hus med en kraftkälla eller i en separat. Den första versionen ger mer kompakta dimensioner på utrustningen, men om hylslängden inte är tillräckligt måste du flytta hela installationen. Med tanke på detta är den inbyggda matningsmekanismen bekväm endast för en stationär svetsplats i garaget där arbete med små delar (container, grill, wicket) sker.

En tryckmekanism i ett hus med en kraftkälla.
För större manövrerbarhet (svetsning av staket, växthus, rör) är det bättre att välja en halvautomatisk anordning med en separat hölje i kraftkällan och matningsmekanismen. Ett sådant schema tillåter användning av utrustning på ett stationärt sätt, placera delarna ovanpå varandra, och vid behov, ta en spole med en tråd och en drivenhet (vikt upp till 6 kg) och föra den närmare svetsplatsen. Fallen är sammankopplade med en strömkabel. Gas ansluts direkt till den andra brännarenheten. Det finns ett bärhandtag på fodralet.

Tryckmekanismen är skild från strömförsörjningshuset.
Rätt skyddsgas
För att framgångsrikt koka halvautomatiskt måste du välja inte bara en bra apparat utan också en skyddsgas. Denna svetsmetod kallas MIG / MAG eftersom den involverar användning av inerta eller aktiva blandningar.Ämnet tillförs från en cylinder med en reducerare genom slangar till enheten. När man trycker på brännarknappen öppnar ventilen kanalen och gasen strömmar ut ur munstycket. Blåsning av svetsbassängen isolerar den från effekterna på den flytande metallen i den omgivande luften.
För halvautomatiska maskiner finns det flera typer av gas som väljs beroende på produktionsuppgifter:
- Koldioxid. Den billigaste. Det kan vara i cylindrar med olika kapacitet. Men låg kostnad påverkar sömens kvalitet - den erhålls med grov våg, metallstänk flyger mycket starkt under svetsning, knäckning hörs. Denna typ av gas är lämplig för tunna plattor 0,8-1,2 mm och icke-svarsfogar. Lämplig för svetsning av järnmetaller.
- En blandning av argon och koldioxid. Sådana kompositioner produceras i ett förhållande av 80% / 20% (argon / koldioxid) och kallas MIX. De kostar mer, men ger en mjuk båge, ett minimum av metallspray, en smidig finskalig söm. Föreningen kräver nästan ingen bearbetning. Detta alternativ väljs för svetsning av kolstål och rostfritt stål.
- Ren argon. Den dyraste typen av gas för en halvautomatisk enhet. Lämplig för legeringstål, aluminium, titan och koppar (förutsatt att en tråd liknande dessa material installeras).
Den halvautomatiska enheten kan fungera utan gas. För detta köps en speciell flödeskärnad tråd som har en rörform. Inuti den läggs ett flöde, smälter under en bågs inverkan och skyddar svetsbassängen med sin ånga. Efter svetsning krävs borttagning av plack och skorpa från svetsytan. Även om denna teknik förenklar svetsningen på svåråtkomliga platser är kostnaderna för en sådan tråd så hög att det inte är lönsamt för hushållsförhållanden (det är billigare att köpa en cylinder och växellåda).

Viktiga parametrar när du väljer en halvautomatisk svetsanordning
Efter att ha lärt oss typen av enheter och möjligheterna att arbeta med gaser kommer vi att gå vidare till viktiga parametrar. För att förstå vilken typ av halvautomatisk svetsning som är bättre att köpa för ett garage eller ett hemverkstad, är det värt att förstå fyra egenskaper som påverkar svetsförmågan.
Tråddiameter och svetsström
Om du väljer en halvautomatisk svetsning måste du börja från tjockleken på den metall som svetsas. För autokroppsdelar eller reparationer av hus i elektrisk utrustning behövs en liten strömstyrka och en liten tråddiameter för att undvika genombränning. Om du väljer en lågeffektapparat smälter den inte sidorna utan lägger bara den smälta metallen på toppen, som inte har en hållkraft. Med en kraftfull halvutomatisk enhet, men en liten tråddiameter, smälter den senare innan den når de anslutna delarna.
Här är ett exempel på tabell för att välja ett svetsläge med en halvautomatisk enhet:
| Metalltjocklek mm | Tråddiameter, mm | Strömstyrka, A |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 - 30 |
| 1.2-2.0 | 0.8 | 45 - 100 |
| 2.5-4.0 | 1.0-1.2 | 120 - 200 |
| 5.0-8.0 | 1.6 | 150 - 350 |
| 9.0-20.0 | 1.6 | 300 - 500 |
Om svetsning av behållare och plåtstål med en tjocklek upp till 2 mm är en prioritet räcker det därför med den enklaste modellen med en strömstyrka på 150 A och en spiral med en tråd med en diameter på 0,8 mm. Men att brygga kanalen med en sådan halvautomatisk enhet är inte längre möjligt. Om det i framtiden är nödvändigt att laga metaller med olika tjocklekar, är det bättre att välja en modell med ett stort sortiment och förmågan att installera tråd med olika diametrar.
Förutom ampere är spänning utan belastning också viktig, vilket upprätthålls på spänningsdelar under frånvaro av en båge. Denna indikator ligger i intervallet 30-90 V. Ju högre värde, desto lättare är bågen upphetsad när tråden rör vid massan. Om du ofta måste arbeta i ett garage med rostiga delar, bör du välja en halvautomatisk enhet med tomgångshastighet 80-90 V. Om svetsning endast utförs på rengjorda ytor eller ny metall, räcker en modell med egenskaper 30-50 V.
Nätspänning
När du väljer en halvautomatisk enhet är det också viktigt att ta hänsyn till nätverksparametrarna. Hushållsmodeller för 220 V kan anslutas till en kraftfull bär och laga mat på gårdens hus eller garage. Men de begränsas av en strömgräns på 250 A. För att utföra svetsning vid högre ström krävs en trefasingång.Om det finns en sådan möjlighet för anslutning i garaget, är det värt att beställa en halvautomatisk enhet för 380 V, vilket kommer att utöka dess kapacitet. Den kombinerade typen, som kan växla och arbeta från både 220 och 380 V, är motiverad endast när det gäller fältaktiviteter, när det ofta är nödvändigt att byta arbetsplats och framtida nätverksparametrar är okända.
Men för ett privat hus och stuga är det också värt att överväga möjligheten att laga mat under reducerad spänning. När strömmen sjunker från 220 till 190 V och lägre, "drar" vissa enheter helt enkelt inte, bågen brinner knappt, och metallen i svetsbassängen istället för vätska liknar plasticin. Då måste du vara uppmärksam på modeller med ett ingångsspänningsområde 140-230 eller 170-230 V.
Strömförbrukning
Strömförbrukning påverkar prestanda och nätverksbelastning. För inhemska behov är det bättre att välja halvautomatiska maskiner med en kapacitet på 3-4 kW. Detta hjälper till att inte bränna utloppet från överhettning, maskinen slocknar inte och indikatorn räcker för att koka plåt eller ett hörn upp till 3 mm tjockt.
Om garaget ger en liten produktion av dörrar och grindar, behöver du en kraftfullare maskin och kablar. Sedan kan du välja en 5-6 kW enhet, utöka svetsförmågan. För privata verkstäder använder du utrustning från 7 kW.
Med tanke på effektindikatorn är det värt att komma ihåg att dess driftsvärde är något lägre än den förbrukade. Till att börja med måste du tillhandahålla en marginal på 20%, men om huset har ofta nedsatta nätverk, bör denna marginal vara ännu större.
Vilka designfunktioner är viktiga
Utöver de nuvarande parametrarna måste du fortfarande känna till vilka typer av konstruktioner för enskilda utrustningselement som påverkar användbarhet och kostnad för varor. Låt oss överväga hur man väljer en halvautomatisk svetsanordning med hänsyn till egenskaperna för facklan, kabelkanalen, gränssnittet och ytterligare funktioner.
Typ och längd på svetsbrännaren för en halvautomatisk anordning
En svetsfacklare för en halvautomatisk enhet sker flera typer. Alla har en gemensam design med ett handtag, en startnyckel och en gander. I slutet av det senare finns det ett munstycke genom vilket tråden och gasen kommer ut, samt ett munstycke för att bilda skyddsämnets matningsriktning.

Munstyckets och munstycksdiametern varierar beroende på svetsförhållandena. Storleken på gander kan vara något kortare eller längre, vilket väljs utifrån bekvämlighet (vanligtvis är små delar lättare att svetsa med en liten fackla, och manipulationer på stora metallkonstruktioner är praktiska med en utökad gander).
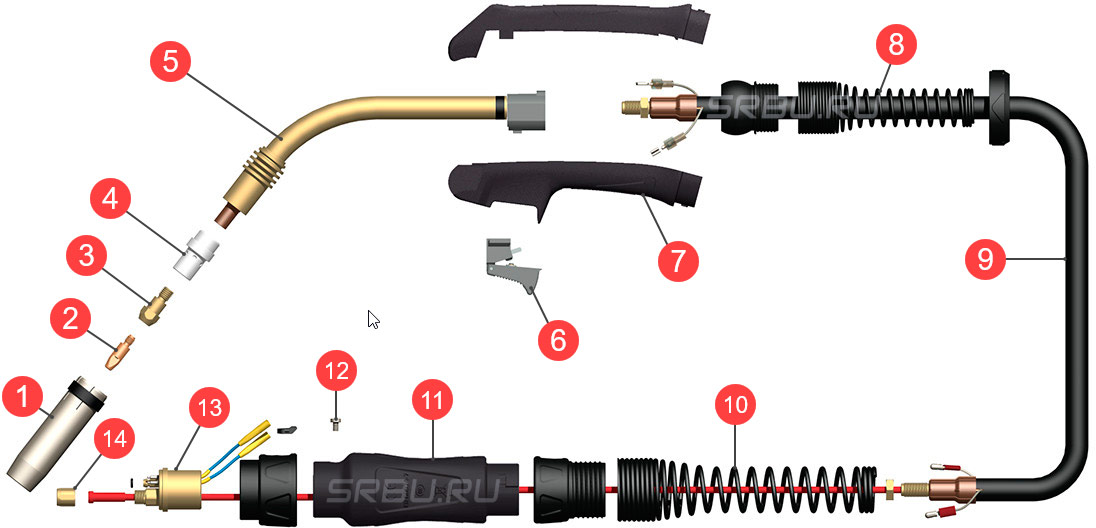
1. Munstycket är koniskt.
2. Nuvarande tips.
3. Tipshållare.
4. Gasdistributör.
5. Munstycke.
6. Button.
7. Handtag.
8. Anslutande fjäder
9. Koaxialkabel.
10. Anslutande fjäder
11. Låda för luftkylning.
12. Skruv.
13. Central samlare.
14. Nut.
Funktioner med facklor för en halvautomatisk enhet som måste beaktas:
1. Maximal svetsströmgräns. Det anges i ampère och kan sträcka sig från 150 till 500 A. Det väljs baserat på enhetens funktioner. Om den övre indikatorn på facklan är lägre än den maximala strömstyrkan för den halvautomatiska anordningen, kommer brännaren snabbt att överhettas eller till och med smälta vid svetsning på den.
2. Fackla med dragmekanism. Enheten innehåller ett litet block med mekaniska delar som drar tråden till munstycket. Detta gör att svetsning kan utföras långt från kraftkällan, men den extra kroppen blockerar svetsarens synlighet och bär snabbt handen, därför är det berättigat endast för professionellt bruk under specifika förhållanden.
3. Vätska kyldes. Vanligtvis är de flesta brännare utformade för att naturligt avdunsta värme från ytan. Men det finns mer produktiva modeller vars kabel ligger i en tät slang. Etylalkohol med disciplinerat vatten cirkulerar genom den. Vätskan tar bort överskottsvärme och överför den till tanken. För drift av systemet finns en liten pump i huvuddelen av enheten. Denna brännarkonstruktion är dyrare, men gör att du kan laga många timmar i rad med höga strömmar.
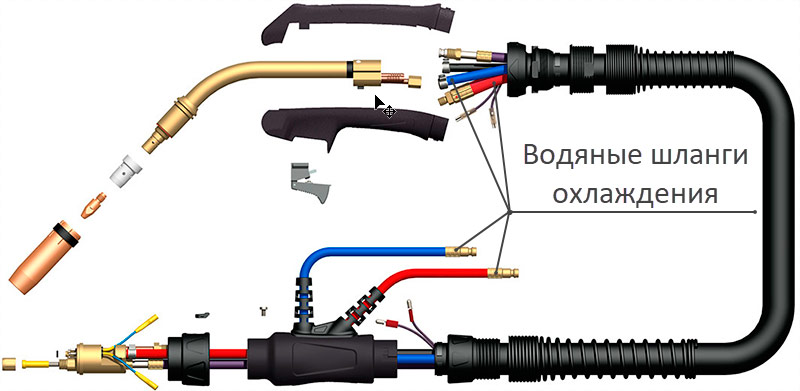
Vätskekyld brännare.
Brännarens längd kallas pistolens storlek tillsammans med hylsan fäst vid enheten. Det finns facklor från 2 till 5 m i längd, 7-10 m är mindre vanliga. För ett hus och ett garage, förutsatt att små konstruktioner är svetsade på ett bord eller golv, är en längd på 2-3 m tillräcklig. Då är trådfördröjningen minimal. Vid användning av en halvautomatisk anordning för svetsning av karosserier eller växthus är det praktiskt att välja en 3-5 m hylsa som garanterar svetsarens manövrerbarhet.

Är brännskontakten viktig?
Brännaren utsätts för mekaniska och termiska effekter mer än resten av elementen, så förr eller senare kommer den att smälta eller misslyckas, vilket kräver utbyte. Det är fäst vid huset genom ett speciellt kontaktdon som samtidigt innehåller mekanisk fästning, kontakter för strömpassage, en gaskanal med en gummitätningsring. Strömmen för knapparna levereras separat via ett annat kontaktdon som lämnar hylsan.
Lättan att välja komponenter i framtiden beror på vilken typ av kontakt som valts. Det finns en stift, separat (strömbärande och gasdelar ingår i olika uttag) och ett Euro-kontakt.
Det vanligaste och lättare att byta ut är det senare, så det är klokt att välja det. Men om en halvautomatisk enhet endast köps för periodisk hemsvetsning (svets en gång i månaden), kan du köpa en fackla med valfri anslutning, eftersom dess resurs kommer att pågå i många år.

Euro-kontakt för anslutning av brännaren.

Euro-brännaradapter för euro-kontakt.
Trådmatare
Vi har redan diskuterat varianterna av trådmatningsmekanismen efter typ och plats, men förutom detta är det viktigt att överväga antalet rullar och möjligheten att byta ut dem när du väljer. Det finns konstruktioner med två rullar (fastspänning och körning), som ger en enkel leverans av fyllmaterial. Detta räcker till för att svetsa icke-kritiska strukturer.
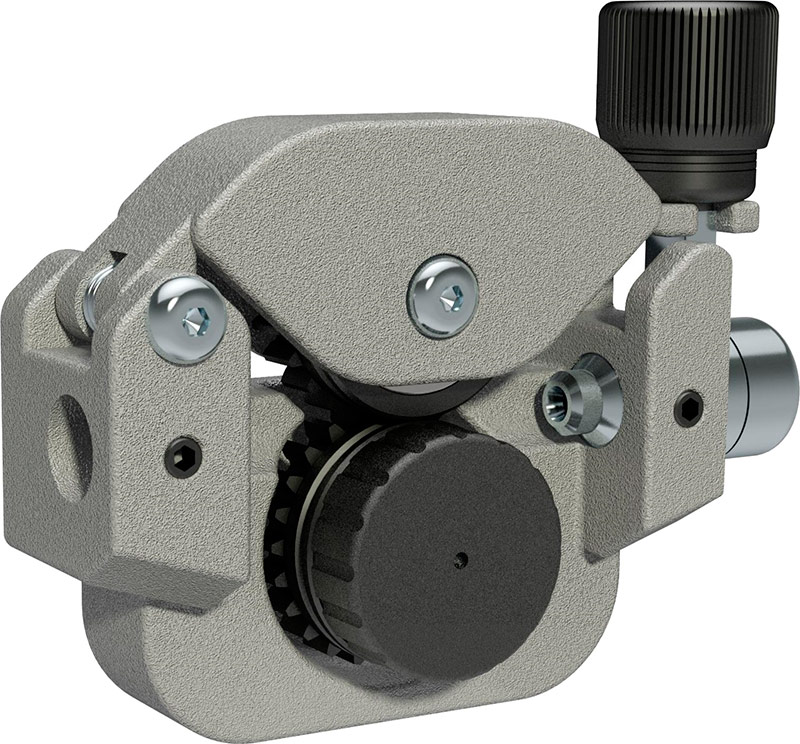
Tvåtrådsmatningsmekanism.
Om det med hjälp av en halvautomatisk anordning planeras att producera kritiska produkter där sömmen är likformig, är en mekanism med fyra rullar på växellådan användbar, kännetecknad av en mer stabil matning och frånvaro av ryck (när trumman fastnar). Denna typ klarar sig bättre med kabelkanalens varv, skapar ytterligare motstånd och skjuter påfyllningsmaterialet in i munstycket utan störningar. Men sådana modeller är dyrare.
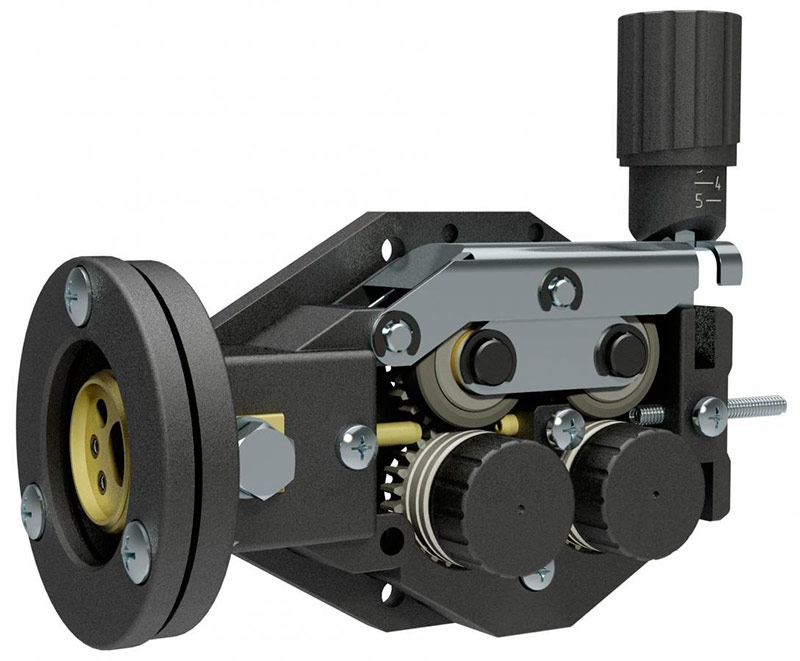
Fyra-tråders matningsmekanism.
För att trycka på tråden är rullarna försedda med spår motsvarande tillsatsmedlets diameter. Med en betydande ökning eller minskning av ström, byts tråd, kabelkanal och med dem rullarna. Det senare måste tas bort från axlarna, annars blir svetsning i andra lägen omöjlig. Detta är praktiskt med ett stort antal tjocklekar av metallkonstruktioner. Om i framtiden endast tunt eller endast tjockt stål används, väljs apparaten med rullar initialt för den och behöver inte elementgenomsläppningar.
Induktansjustering
På vissa halvutomatiska anordningar finns det förutom regulatorn för strömstyrka, spänning och trådhastighet en induktansomkopplare. Induktans reducerar sprut av flytande metall och ökar dess penetration i sömmen. Detta uppnås genom att öka tiden för avskiljning av droppen från spetsen av tråden och dess smidiga överföring till de sammanfogade kanterna. För att implementera processen krävs en blandning av argon och koldioxid.

Det är värt att betala för denna funktion endast vid behov för att regelbundet utföra kritiska fogar som kräver perfekta sömmar med djup penetration. Om planerna inkluderar svetsning av konventionella strukturer för gården eller reparation av maskiner, bör du inte betala för mycket.
Strömbrytare
Om enheten under drift överhettas eller en kortslutning inträffar i transformatorns lindningar, kan delarna smälta och brinna. För detta är halvutomatiska enheter utrustade med omkopplare som fungerar automatiskt i sådana situationer. Detta skyddar utrustningen, ledningarna och personen, om den är belägen på den spännande delen (den står på en struktur ansluten till marken).
Om svetsenheten inte har något sådant skydd kräver dess anslutning ytterligare installation av en extern maskin och strömförsörjning endast efter det. Men för stationär användning i ett garage eller hemma är detta inte ett problem. Modeller utrustade med en intern brytare är motiverade endast vid ofta transport och svetsning på en ny plats under okända förhållanden.
Digital indikering
Utrustningen kan ha en ritad skala och en manuell omkopplare, vars rotation ger en ungefärlig uppfattning om det förändrade värdet på svetsströmmen och trådmatningshastigheten. För garaget och de enkla uppgifterna att svetsa ett staket räcker det.

Om du vill ansluta tunna metaller (bilkarosseri) eller aluminium är det bättre att välja en halvautomatisk enhet med digital indikering som hjälper dig att ställa in önskade värden exakt och komma ihåg dem för framtiden. Justering av den utförs genom att vrida på hjulet eller använda "+" och "-" knapparna, och siffrorna lyser på resultattavlan och är tydligt synliga i dåligt upplysta rum.


Nätverkskabelkvalitet
Nätkabeln upplever mekanisk och termisk spänning. De går på det, släpper föremål, släpper dem. Från en sådan operation kommer tråden snabbt att slitas ut och exponera ledarna med spänning. Mot bakgrund av detta är det lämpligt att välja halvautomatiska maskiner med dubbel kabelisolering. Men för en stationär plats där tråden är snyggt lagd under väggen och stängd (med en låda eller kartong) räcker ett isoleringsskikt.
Tvärsnittet av kabeln är viktigt för att säkerställa spänningstransmission. För en halvautomatisk enhet börjar detta värde från 10 mm2. Ju kraftigare svetsmaskinen är, desto tjockare ska kopparkärnorna vara. För 400 A-modeller kan nätverkskabeltjockleken nå 25 mm2.
MMA möjlighet
Förutom MIG / MAG-svetsning har vissa halvautomatiska anordningar ett annat kontaktdon för anslutning av en konventionell hållare och svetsning med en belagd elektrod. Detta är användbart för att klippa metall på svåråtkomliga platser, där du inte kan krypa en skiva från en kvarn. Men för detta bör apparaten kunna öka strömstyrkan till 250-300 A. Denna funktion är också användbar för att svetsa djupt i röret, där handen inte kryper och gander från facklan saknas, men du kan nå en lång elektrod på 40 cm.
Valet av en halvautomatisk svetsanordning beroende på avsedda uppgifter
Nu kan du kombinera den förvärvade kunskapen och gruppnyckelparametrarna för att välja en halvautomatisk svetsanordning för specifika behov.
HUNDRA, bilkarosserier med efterföljande rengöring av sömmar
En modell med en tråd på 0,8 mm, en maximal ström på 150 A, i en enda enhet med en tvåvalsmatningsmekanism är lämplig. Det kommer att kräva en nätspänning på 220 V, en brännarlängd på 2-3 m, en koldioxidcylinder.

Reparation av specialutrustning, svetsning av containrar, växthus, dörrar, grindar, staket
Du behöver en halvautomatisk enhet med en tråd på 1,0-1,2 mm, som ger upp till 250 A. men ansluter till ett hushållsnätverk på 220 V. För att skydda svetsbassängen behöver du en blandning av argon och koldioxid. Smidigare sömmar kommer att erhållas med en matningsmekanism på fyra rullar och en kabelkanal 3 m lång.

Svetsning av ramar och andra metallkonstruktioner från kanaler, hörn och profilrör med en väggtjocklek på 10 mm och högre.
En halvutomatisk anordning med 380 V, med 400 A., klarar av denna uppgift.Inertgas kommer att vara MIX, och det är bättre att välja en trådmatare av en separat typ med en fackellängd på 5 m. Detta förenklar rörelsen runt en stor struktur. Spåren på rullarna måste motsvara en tråddiameter på 1,6 mm.

Valet av en halvautomatisk enhet kan göras korrekt med förbehåll för ovanstående tips. Det kan vara nödvändigt att läsa om en eller två sektioner upprepade gånger för att räkna ut något, men till slut kommer den köpta svetsmaskinen fullt ut att uppfylla behoven.
Recensioner på laminatet PARAFLOOR (PARAFLOR) och dess operationella egenskaper
Hur man väljer en mobil luftkonditionering - detaljerade instruktioner
Warmica-radiatorer - recensioner och åsikter om aluminiummodeller Lux m.fl.
Vad är skillnaden mellan lägenheter och lägenheter - en detaljerad jämförelse








