Hur man skärper en borr för metall och betong med dina egna händer
Det kräver inga speciella bevis för att borren förlorar sin skärpa under drift, det vill säga att det helt enkelt är tråkigt. En tråkig borr väcker inte bekymmer förrän det behövs. Då visar det sig plötsligt att det är omöjligt att arbeta med en sliten eller trubbig borr. Det återstår bara att ångra att borrens geometri och storlek inte har återställts i tid. Den här artikeln kommer att berätta hur du skärper en vridborr, liksom en hård borr för att borra betong.

Hur man skärper en spiralborr
Du behöver inte oroa dig för att slipa en borr på trä, du kan arbeta med en sådan borr i många månader och till och med år utan någon skärpning. Tyvärr kan detta inte sägas om en borr för metall, som nödvändigtvis måste vara skarp. Det vill säga metall kan borras uteslutande med en vass, väl skärpen borr.
En skarp knak i början av borrningen är karakteristisk för borrens förlust. En borr som inte har skärpats i tid ger mer värme och sliter därför ännu snabbare än en skarp.
Du kan skärpa borren på specialmaskiner eller med hjälp av verktyg. Naturligtvis är det om möjligt att föredra att göra detta på specialutrustning. Men i hemverkstaden för sådana maskiner finns det som regel inga, så du måste använda en konventionell elektrisk stenkvarn.
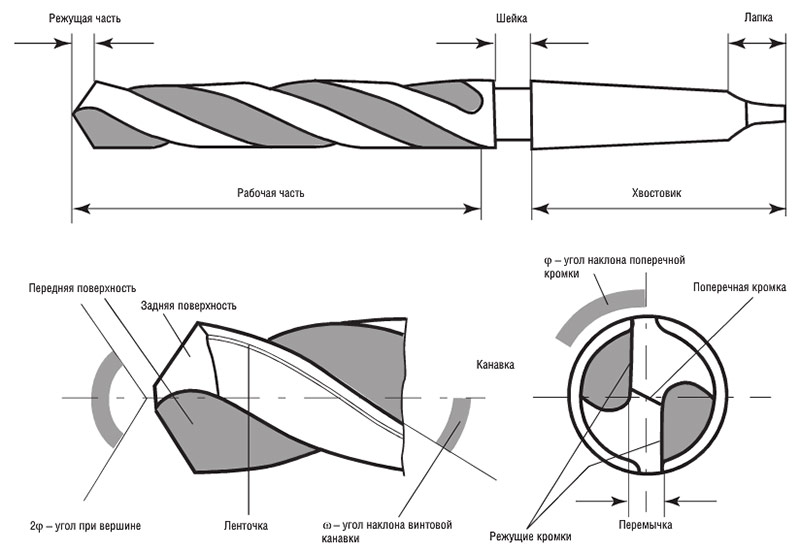 Huvudkomponenterna i en vridborr.
Huvudkomponenterna i en vridborr.
Så överväga hur man skärper en borr för metall?Slipningstypen beror på den form som ska ges till borrens bakre yta och kan vara enkelplan, tvåplan, konisk, cylindrisk och skruv.
Slipning av borren utförs längs bakytorna. Borrens båda tänder (fjädrar) bör skärvas exakt samma. Att manuellt göra detta är inte lätt. Det är inte heller lätt att manuellt bibehålla önskad form på baksidan och önskad bakvinkel.
1. Slipning av borr med ett plan kännetecknas av det faktum att pennens bakyta är gjord i form av ett plan. Bakvinkeln i detta fall varierar mellan 28-30 °. Borraren är helt enkelt fäst vid cirkeln, så att skärdelen går parallellt med cirkeln och utan att rotera, utan att flytta borren, utförs skärpning. Med en sådan skärpning under borrning kan borrens skärkanter bli flisade, vilket är en nackdel med denna skärpningsmetod. Detta är den enklaste manuella skärpningsmetoden som kan användas för tunna borrar med en diameter upp till 3 mm.
2. Borrar med en diameter på mer än 3 mm skärps företrädesvis koniskt. Manuellt utan färdigheter är en sådan skärpning svår, men möjlig. Borren tas med vänster hand vid arbetsdelen så nära intagskonen som möjligt och med höger hand vid svansen. Borren pressas mot slipstenens ände av skärkanten och bakre delens yta och svänger något med höger hand, vilket skapar en konisk yta på den bakre fjäderytan. Under slipning kommer borren inte av stenen, handrörelserna är långsamma och smidiga. För den andra pennan upprepar allt på samma sätt.

Ta med borrkronan med skärkanten till slipskivan.

Vi svänger borren ner och sedan uppåt.
När du skärper måste du försöka behålla den ursprungliga formen på den bakre delens fabriksyta så mycket som möjligt för att bibehålla de nödvändiga bakvinklarna. Om slipning sker korrekt är det på borr med en diameter upp till 10 mm tillräckligt.Med diametrar över 10 mm kan denna skärpning förbättras genom att slipa framytan, som visas på bilden:
Slipa den främre ytan.
Vad är meningen med att undergräva? Genom att minska rake-vinkeln och öka skärvinkeln ökar motståndet mot flisning vilket ökar borrens resurs. Dessutom blir bredden på den tvärgående kanten mindre. Den tvärgående kanten borrar inte utan skrapar metallen i den centrala delen av hålet. Den andra figuren visar tydligt att det här är förkortat, vilket underlättar borrning.
För borrar med vald liten ryggvinkel kan du ytterligare skärpa ryggytan. I detta fall ligger borrningen mindre än en tredjedel i borrhålet med den bakre ytan. Se foto:
Slipa baksidan.
Under produktionsförhållanden görs som regel en finjustering efter slipning, som jämnar ytan och avlägsnar fina skåror. Borraren, på vilken felsökningen görs, sliter mindre än bara en skärpd borr. Om möjligt bör finjustering göras.
För efterbehandling måste du använda slipande runda stenar gjorda av grön kiselkarbid (grad 63C, spannmål 5-6, hårdhet M3-CM1) på en bakelitbindning samt cirklar från elbo LO (kornstorlek 6-8) på en bakelitbindning.
Nedan presenterar vi för er uppmärksamhet ett utmärkt urval av träningsfilmer genom att titta på vilka du definitivt kan skärpa dina övningar.
Video: Manuell skärpning av vridborrar. Del - 1.
Video: Skärpande vridborrar. Del - 2.
Video: Sy sömmarna. Del - 3.
Video: Skärpborrar - applikation.
Hur man skärper en lödborr med lödning
Borrkronan kan också bli tråkig. En tråkig borr överhettas under drift, borrar dåligt och ger ett starkt skrikande ljud. Naturligtvis kan du byta borr genom att köpa en ny, men det är bättre att spara och skärpa det med dina egna händer. För att göra detta behöver du en slipmaskin (elektrisk slipare) med en diamantsten och kylvätska. En vanlig emery-sten för att skärpa en borr från en vinst är inte lämplig. Innan du börjar skärpa, se till att det i princip är möjligt. För att göra detta, mät höjden på borrens skärdel. När höjden på borrens skärdel, dvs lödning ca 10 mm, är skärpning möjlig.
Glöm inte: ju hårdare materialet är, desto lägre ska skärpningshastigheten vara. Vinkelhastigheten (antalet rotationsvarv för stenen) vid skärpning av kärnborrningen bör minskas, oavsett vilket verktyg som används för att skärpa.
Slipning av borren utförs genom korta beröringar med en bensin för sten. Borrskärpen skärps snabbt, som regel behöver du bara finjustera de knäppta kanterna där, så du bör noga övervaka processen så att du inte skär av överskottet från arbetsborrytan.
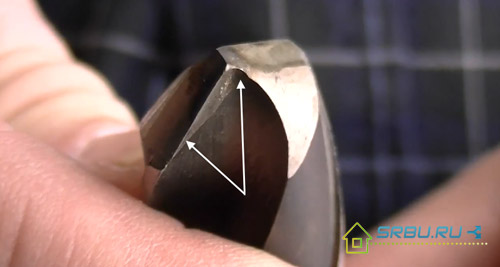
Borrar med lödningar rekommenderas att skärpa på samma sätt som enkla borrar med liten diameter, d.v.s. skärpa den bakre ytan platt. Samtidigt bör baksidan skärvas, som visas på bilden, slipa borren tills den är löd:

Vässad lödborr.
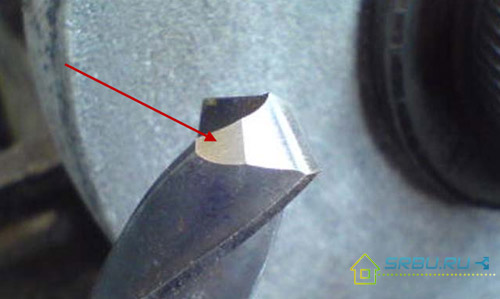
Det rekommenderas att slipa framytan. Om lödningen redan har skärpts till själva borren, kan det inte undgås bara underskärning, eftersom den mjuka metallen går till skäreggen från framsidan. Den främre ytan skärps samtidigt så att tjockleken på lodets centrum blir mindre.

Slipning från den främre ytan.
Försök att vara exakt när du skärper borren och försiktigt se till att dess skärsidor är i samma storlek. Om detta inte kan uppnås, kommer det förskjutna mitten av ryggraden nödvändigtvis att leda till att borrhålet kommer att förstoras och ojämnt. Oavsett anordning på vilken skärpning utförs är det nödvändigt att kontrollera förhållandet mellan de främre och bakre hörnen på skärkanten i rotationsriktningen. En annan regel som måste följas för att ordentligt skärpa en borr på betong: ju hårdare materialet är, desto större är skärningsvinkeln. För seger är det 170 grader.
Under slipning får borren inte tillåtas värmas, somsprickor kan förekomma och skalning av hårdmetallplattor är möjlig. För att förhindra detta, kyl borr med jämna mellanrum med vätska. För kylning kan du använda vanligt vatten.
Vi föreslår att du tittar på ett urval av videor om skärpa borrar med segerrik lödning.
Video: Slipa borrar för en perforator. Del - 1.
Video: Slipa borrar för en perforator. Del - 2.








