Ako si vybrať zvárací stroj na hliník
Dokonca aj skúsení zvárači, ktorí sa prvýkrát stretávajú s spájaním hliníka ručným oblúkom, často zažívajú frustráciu z kvality zvaru. Ak potrebujete pravidelne pracovať s takýmto „náladovým“ kovom, náš článok vám pomôže zvoliť zváračku na hliník, ktorá vytvorí vysoko kvalitné tesné švy.

Vlastnosti a ťažkosti pri zváraní hliníka
Zváranie hliníka môže byť potrebné na utesnenie trhlín v nádobe na motorový olej alebo v paneli prevodovky. Takto je často opravený zmrazený blok chladiaceho plášťa motora. Zariadenia na zváranie hliníka sú žiadané v chemickom a potravinárskom priemysle, pri výrobe nádob, zberačov, filtrov a ďalších výrobkov.
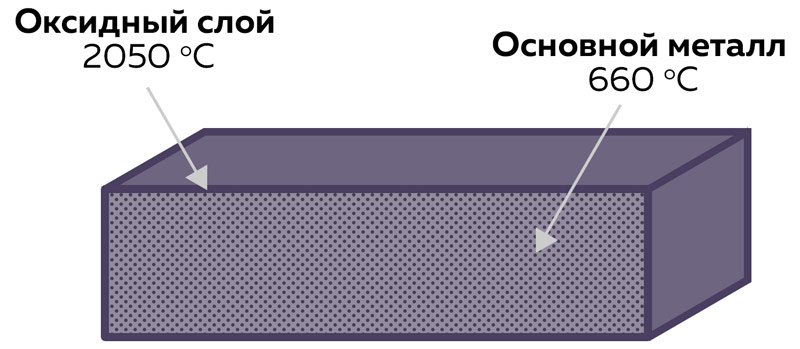
Ale hliník a jeho zliatiny AlMn, AlSi, AlMg sú horšie zvárané kvôli hlavnému rysu - prítomnosti žiaruvzdornej oxidovej vrstvy na povrchu. Jeho teplota topenia je 2044 stupňov, zatiaľ čo kov pod ním tečie po 660 stupňov. Toto je hlavný problém, pretože malá prúdová sila nie je schopná roztaviť vonkajšiu vrstvu a výplňový kov leží na povrchu. Veľký prúd vedie k popáleninám. Preto nie sú vhodné klasické technológie na zváranie hliníka.
Medzi ďalšie ťažkosti pri práci s týmto kovom patria:
- Malý rozdiel medzi teplotou topenia a tuhnutím. Hliník sa stáva tekutým pri 660 stupňoch. Ak však nechá vychladnúť iba na 15 až 20 ° C, začne kryštalizovať. Vyžaduje sa zariadenie na zváranie hliníka, ktoré dokáže udržiavať pracovný prúd v takom rozsahu, aby sa mohol vytvoriť šev.
- Zvýšená tepelná vodivosť. Teplo sa šíri hliníkom päťkrát rýchlejšie ako mäkká oceľ. Zvárací bazén sa rýchlo ochladzuje a diel sa môže značne zdeformovať na veľkej ploche aj z malého švu.
- Zachovanie farby v roztavenej forme. Pri zváraní železných kovov je pre zvárača ľahké kontrolovať stav zvaru a množstvo dodávaného plniva, pretože na rozdiel od červenej trosky stáva oslnivou bielou. Hliník nemení farbu v tekutej forme a pre zvárača je ťažšie vizuálne pochopiť, ako sa tvorí šev.
- Zvýšené zmrašťovanie. Po ochladení sa nanesené kovové valce môžu výrazne prehýbať, čo vytvára v švíku jamy a bude potrebné zhora.
- Interakcia so životným prostredím. Pri kontakte s okolitým vzduchom hliník odparuje vodík, čo vedie k veľkým pórom v štruktúre zvaru. Tlak vody alebo inej kvapaliny nevydrží takéto spojenie. Zvárací bazén je potrebné chrániť pred vonkajšími plynmi.
- Zvýšená tekutosť. V roztavenom stave je hliník podobný vode - je ťažšie nasmerovať tekutý kov horákom, najmä pri udržiavaní spoja v naklonenej rovine. To tiež vedie k urýchleniu popáleninami.
Prvé švy pre začínajúcich hliníkových zváračov sú vždy zlé. Postupne sa problém rieši školením v praxi. Rozhodujúcu úlohu však zohráva správna voľba zváracieho stroja určeného na spájanie hliníka.
Ktorý stroj je najvhodnejší na zváranie hliníka
Pretože na trhu existujú potiahnuté elektródy s hliníkovým jadrom, zdá sa, že najlacnejším spôsobom zvárania tohto kovu je ručné oblúkové zváranie invertorom. V skutočnosti však zváranie MMA na hliníku umožní spojiť obidve strany kovu iba s kvapkami aditíva navrstvenými na vrchu.
Trvalý a tesný šev tu nebude fungovať.Pre dobré pripojenie budete potrebovať zvárací stroj na zváranie hliníka v režimoch MIG alebo TIG. Každá z nich má svoje vlastné vlastnosti, ktoré by sa mali pri výbere zohľadniť.
Použitie zváracích strojov MIG / MAG na hliník
Zváranie MIG je použitie poloautomatických zariadení, v ktorých je zvárací drôt nepretržite privádzaný kanálom priamo do horáka. Druhý kábel so sponou je pripojený priamo k produktu. Skrátenie drôtu na povrch obrobku vedie k excitácii elektrického oblúka. Paralelne plyn z dýzy izoluje zvarový bazén od vonkajšieho prostredia.


goodies
- vysoká rýchlosť zvárania;
- dobrá viditeľnosť toho, čo sa deje vo zvarovom bazéne;
- druhá ruka zvárača môže voľne podopierať obrobok alebo zostať vo výške;
- Môžete vytvoriť nepretržité dlhé švy;
- po ukončení procesu nedochádza k struskovej kôre.

cons
- Vysoké náklady na samotné zariadenie. Stále existujú ďalšie náklady na ochranný plyn (zmes argónu a oxidu uhličitého).
- Hliníkový výplňový drôt je tenký a pružný, takže je veľmi „chôdza“ a pre zvárača je ťažšie ho viesť.
- Ak je často potrebné striedať zváranie železných kovov a hliníka jedným poloautomatickým zariadením, potom je potrebné veľa času na to, aby sa oceľový kanál v horáku zmenil na teflónový.
- Šev poloautomatického zariadenia na hliníku má šírku heterogénnu. Ak je umiestnený na prednej strane obrobku, je potrebné následné mechanické odizolovanie.
Aké funkcie by mali mať poloautomatické prístroje na hliník?
Hliník môžete pripojiť nie pomocou poloautomatických zariadení. Zváracie zariadenie by malo mať tieto funkcie:
Horúci štart. Táto funkcia sa nazýva „Hot Start“, pretože vám umožňuje uložiť vysoko kvalitný šev z prvých milimetrov spojenia. Na tento účel sa na vodiči udržiava vysoká voľnobežná rýchlosť (80 - 90 V) a prúd sa najskôr dodáva mierne nad hlavným.
V prípade hliníka je to užitočné na rýchle zahriatie povrchu a zničenie oxidu. V dôsledku tohto účinku sa šev začne tvoriť okamžite, bez toho, aby sa lepiace valčeky lepili zhora. Na profesionálnych zariadeniach môžete upraviť nastavenie „Horúceho štartu“ a určiť, ako bude horúce.
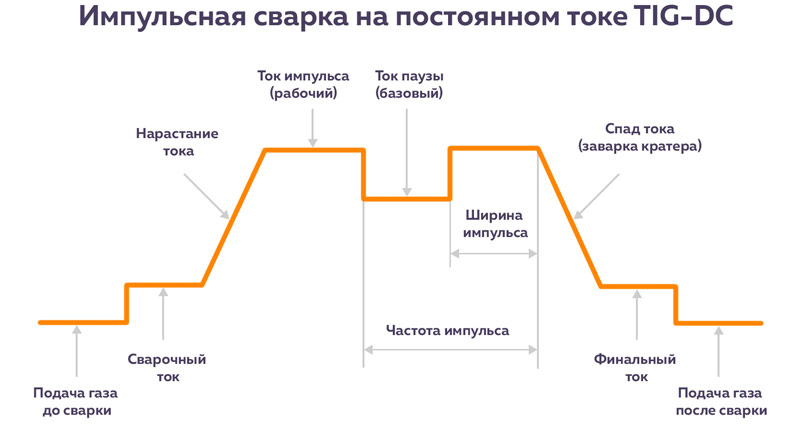
Pulz. Táto funkcia nevytvára rovnomerný základný prúd, ale skôr prispieva k jeho striedaniu. Výsledkom je amplitúda, pri ktorej prúd stúpa na pracovný impulz, a potom pauza so znížením. V okamihu špičkového napätia sa oxid topí a počas pauzy je zabezpečené tiché spojenie kovového plniva s minimálnym množstvom rozprašovania.
Na profesionálnych poloautomatických zariadeniach môžete nastaviť tak frekvenciu impulzov, ako aj ich dĺžku, čo vám umožňuje nastaviť zváranie v závislosti od hrúbky hliníka a typu zliatiny. Táto funkcia je dôležitá najmä pre tenké kovy, aby sa zabránilo prehriatiu povrchu a tvorbe priechodných otvorov.
Dable Pulse. Zdvojnásobí predchádzajúci efekt. Okrem striedania amplitúdy medzi základným a hlavným prúdom existuje oscilačný nárast a pokles špičkového prúdu. Takáto funkcia ďalej zlepšuje kvalitu zvárania hliníka až po odkvapkávanie kovu. Minimálny tepelný príkon bráni prehriatiu a deformácii obrobku. Švy sú tenké, ale hlboké a zvyšuje sa rýchlosť zvárania.
Použitie strojov TIG na zváranie hliníka
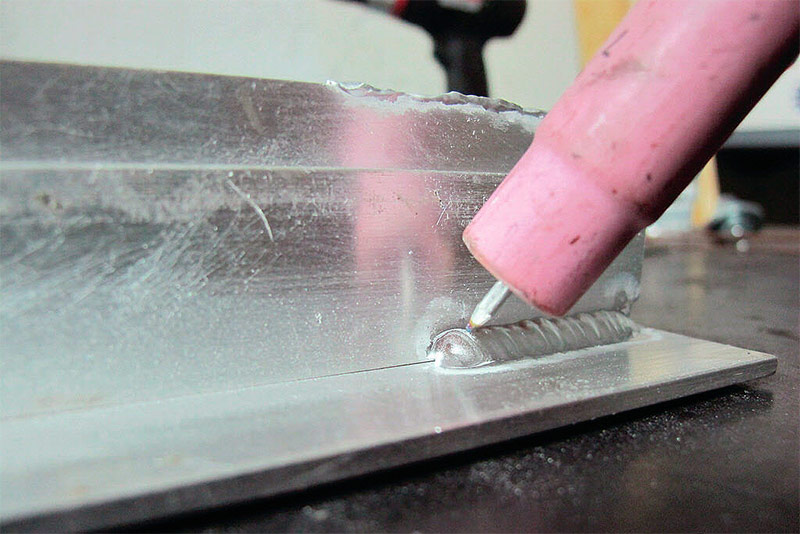
Zváranie hliníka TIG sa vykonáva pomocou meniča, ktorý vytvára striedavý prúd.
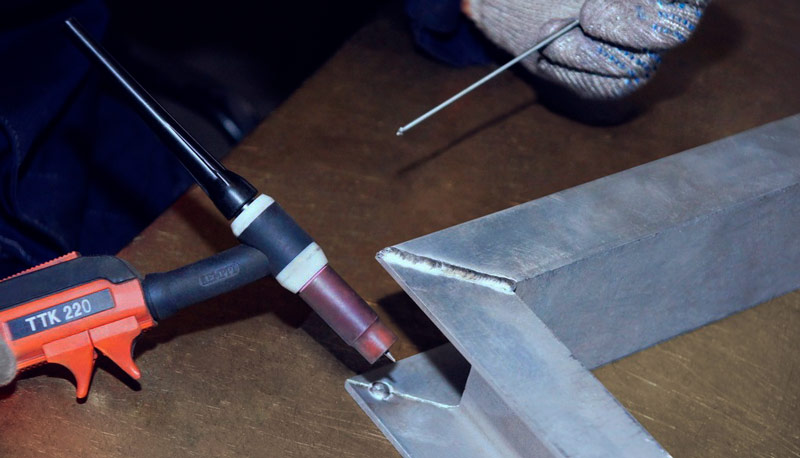
Zvárač má v jednej ruke horák na volfrámové elektródy. Jej dotyk na povrchu časti, ku ktorej je hmota spojená, vedie k vytvoreniu elektrického oblúka. Volfrám sa netaví, takže sa dĺžka elektródy nemení. Na zváranie hliníka sa používa kruhová forma brúsenia tyče.
V druhej ruke zvárača sa do zvarovej nádrže privádza plniaci drôt, aby sa zvýšila výška švíka a aby sa spojovi poskytla pevnosť. Z horáka uniká ochranný plyn obsahujúci argón, ktorý bráni kontaktu s vonkajším vzduchom.
TIG výhody pre zváranie hliníka
- šev je tesný a pevný;
- nie je potrebné žiadne obrábanie;
- v štruktúre nie sú žiadne póry;
- je možné vyrobiť úzke spoje široké 2-3 mm.
Nevýhody TIG pre zváranie hliníka
- zvýšená spotreba finančných prostriedkov na plniace drôty a plyn;
- nízka rýchlosť zvárania;
- vysoké náklady na vybavenie;
- je možné vytvoriť iba krátke spoje;
- ihla sa rýchlo nastrieka a jej tvar sa musí opraviť;
- pri zváraní hliníka hrúbky 1 - 2 mm je potrebný substrát, aby sa zabránilo zahmlievaniu vo zahriatom kovu.

Kvalita švov, ktoré je možné získať pri zváraní hliníka pomocou zvárania TIG.
Aké funkcie by mali mať meniče TIG pre hliník?
Aj keď môže byť ktorýkoľvek menič vybavený horákom na zváranie TIG, hliník je možné spájať vysokokvalitnou metódou argónového oblúka, iba ak sú k dispozícii tieto funkcie:
Pulz. Zohráva rovnakú úlohu ako v poloautomatickom zariadení. Znižuje prívod tepla a zabraňuje vyhoreniu tekutého materiálu. Profesionálne zariadenia podporujú nastavenie pulznej vlny. Štvorcová vlna poskytuje hlboký prienik a vysokú rýchlosť procesu. Trojuholník uľahčuje zváranie tenkých plechov z hliníka s minimálnym prenosom tepla. Zaoblená vlna uľahčuje ovládanie zvarového bazénu na rovnomerné prenikanie kritických spojov. Sinusový tvar vytvára mäkký oblúk so širokou priľnavosťou zvaru, ale nie hlboký prienik.
Pred a za plyn. Začína sa na 2 sekundy predbežné čistenie ochranného plynu, aby sa vytlačil okolitý vzduch z miesta, kde sa začína zváranie. Dodáva argón po prerušení oblúka na 3 až 10 sekúnd, čo umožňuje, aby zvarový bazén normálne kryštalizoval bez kyslíka.
Prepínanie na striedavý prúd. Zváranie TIG s meničom je možné iba pri striedavom prúde. Na tento účel je povinné, aby označenie zariadenia bolo označené AC / DC.
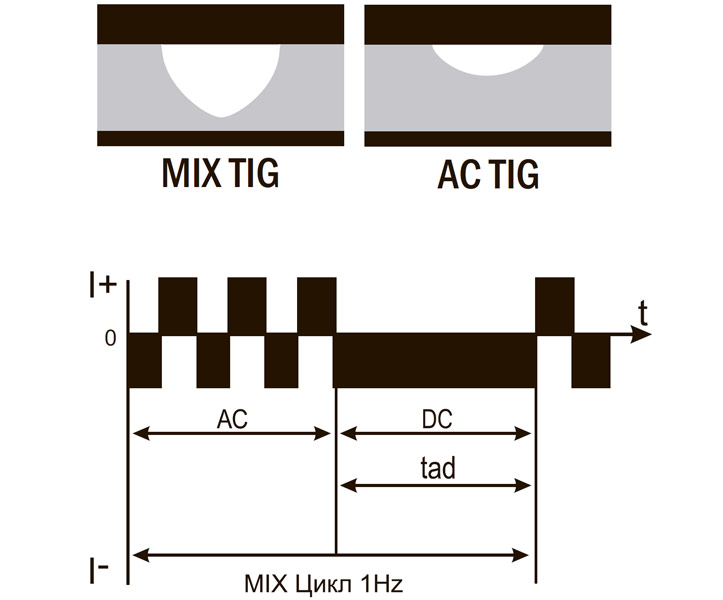
MIX TIG. Tento režim strieda účinok jednosmerného a striedavého prúdu na materiál. Najskôr sa uvedie do prevádzky AC, ktoré svojou frekvenciou ničí film oxidu. Potom je nahradený jednosmerným prúdom, ktorý zaisťuje hlboké prenikanie s rovnomerným rozdelením výplňového kovu. Táto funkcia je obzvlášť praktická, keď chcete spojiť hliník s hrúbkou 2 a 7 mm.
Úprava zostatku. Umožňuje nastaviť frekvenciu automatickej zmeny polarity napätia, ktorá, ak je pozitívna, predlžuje životnosť volfrámovej elektródy a zvyšuje hĺbku penetrácie, a ak je indikátor negatívny, znižuje vstup tepla a chráni pred popáleninami a deformáciami.
Po preštudovaní požiadaviek na stroje na zváranie hliníka si môžete ľahko zvoliť zváracie zariadenie pre svoju dielňu, dielňu alebo garáž.








