Argon oblúkové zváranie: princíp práce, ako si vybrať, najlepšie stroje
Na rozdiel od metódy MMA umožňuje argónové zváranie vytvárať presnejšie švy, ktoré sa nemusia čistiť. Aj táto metóda dokáže spojiť až osem druhov kovov. Náš článok vám pomôže zvoliť zvárací stroj na zváranie argónom a oblúkom tak, aby bol vhodný pre vaše potreby, a ukáže hodnotenie už otestovaných modelov, ktoré majú kladné hodnotenie, ako aj zváračom, ako majú ich vlastnosti.

Výber tovaru sa uskutočnil na základe recenzií, názorov a hodnotení používateľov uverejnených na rôznych zdrojoch na internete. Všetky informácie sú prevzaté z otvorených zdrojov. Nespolupracujeme s výrobcami a obchodnými značkami a nevyžadujeme nákup určitých výrobkov. Článok slúži iba na informačné účely.
Princíp činnosti argónového oblúkového zvárania
V medzinárodnom označení má metóda argón-oblúk skratku TIG. Aktívne sa používa vo výrobe a na dielňach. S tým sú spojené prasknuté časti auta (panvice kľukovej skrine, chladiace jednotky motora), zbierajú kontajnery pre potravinársky a chemický priemysel, vyrábajú sa koľajnice na uteráky z nehrdzavejúcej ocele, kolektory, filtre na kvapaliny atď. V garáži môže takéto zariadenie úspešne vykonávať opravy karosérie alebo produkovať malé výrobky.
Princíp zvárania argónom spočíva v spájaní kovov s elektrickým oblúkom v prostredí inertného plynu. Pre tento proces potrebujete zdroj prúdu, ktorý znižuje napätie a zvyšuje prúd. Prúd sa dodáva do horáka vybaveného volfrámovou elektródou. Je nekonzumovateľný, takže je ľahšie pre zvárača ovládať dĺžku oblúka, ktorá by mala byť 2 až 5 mm. Masový kábel sa pripája k produktu.
Dotknutie sa konca volfrámovej ihly časti vyvoláva elektrický oblúk. Tenké kĺby nevyžadujú bočné vibrácie - elektróda beží hladko, sprava doľava pozdĺž línie spoja je povrch spoja hladký ako zrkadlo. Ak je medzi dielmi medzera alebo je potrebné rozšíriť hranice spoja, zvárač pri vedení horáka vykoná po stranách menšie vibrácie a roztiahne zvarový bazén. Prispieva to k tvorbe malých mierok.

Proces zvárania argónovým oblúkom.
Teplota oblúka sa pohybuje v rozmedzí od 2000 do 5 000 stupňov, v závislosti od intenzity prúdu. To umožňuje roztaviť okraje kovu a spojiť ho tenkým švom. Na zosilnenie konštrukcie sa používa výplňový drôt, ktorý je privádzaný druhou rukou zvárača do zvarovacieho bazénu. Môžete tak zväčšiť výšku valca, dať švu šupinatý tvar a dokonca vykonať kovové povrchové úpravy pre následné obrábanie (drážkovanie na sústruhu, brúsenie).
Inertný plynný argón sa používa na ochranu zvaru pred vonkajším prostredím. Je dodávaný z valca do horáka a vytlačuje bežný vzduch. Tým sa eliminuje tvorba pórov vo zvarovej štruktúre. Spojenie je pevné a odolné. Ochranný plyn súčasne ochladzuje volfrámovú elektródu a keramickú dýzu tak, aby sa neprehriali. V poslednej fáze, keď zhasne oblúk, pomáha argón spevniť šev.
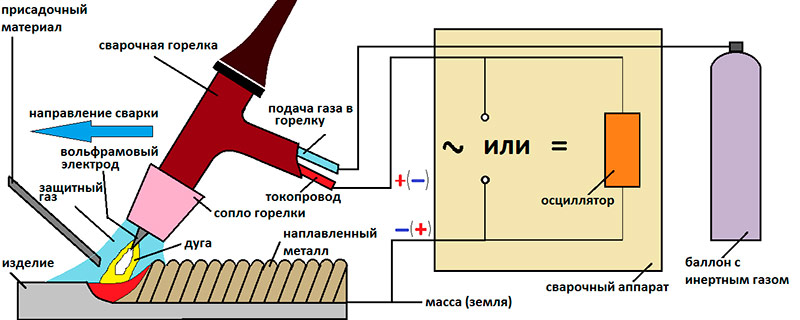
Schéma procesu zvárania argónovým oblúkom.
Výhody a nevýhody metódy TIG
Metóda TIG má jasné výhody oproti iným metódam zvárania, ale práca so strojom na zváranie argónom má niekoľko nevýhod, na ktoré musíte byť pri výbere tejto metódy zvárania pripravení.

Výhody metódy TIG
- lokálne zahrievanie eliminuje vážne deformácie produktu;
- tenká volfrámová ihla umožňuje vytváranie úzkych, elegantných švov;
- je možné vykonávať zváranie s prísadou aj bez nej, ktoré ovplyvňuje výšku valca;
- spojenie sa získa bez vrchnej vrstvy trosky;
- vo väčšine prípadov nie neskôr
- obrábanie;
zvárať je možné z nehrdzavejúcej ocele a farebných kovov; - švy sú pevné a odolávajú vysokému tlaku;
- na povrch nepriľnul žiadny kovový rozstrek.

Nevýhody metódy TIG
- rýchlosť pripojenia je nižšia ako MIG;
- kryt horáka narúša prácu na ťažko prístupných miestach;
- keramická dýza mierne obmedzuje viditeľnosť zvaru;
- kvalita švu závisí od zručností používateľa (okamžite vezmite a varte, pretože to nefunguje automaticky);
- je potrebné neustále doplňovať druhú ruku a kontrolovať jej dĺžku (pri zváraní sa dĺžka drôtu rýchlo skracuje a dlhé kusy nie sú vhodné na držanie v rukách,
- keď „chodia“);
- volfrámové elektródy sú drahšie ako potiahnuté;
- dodatočné náklady na argón;
- nie je možné zvárať časti na ulici s vysokým vetrom (argón je fúkaný a zvarový bazén zostáva nechránený).
Ako zvoliť vybavenie potrebné pre prácu
Zariadenia na zváranie argónovým oblúkom by sa mali vyberať na základe nadchádzajúcich úloh a ich objemov. V opačnom prípade si môžete kúpiť príliš slabú jednotku alebo naopak, aby ste preplatili potenciál, ktorý zostáva nevyužitý. Najprv si povedzme o výbere aktuálneho zdroja.
Ako si vybrať zvárací stroj na zváranie TIG
Zváračka argónu je invertor pripojený k sieti 220 alebo 380 V, ktorý niekoľkokrát prevádza prúd zo striedavého na priamy, čím zvyšuje jeho frekvenciu. Vo vnútri sa používa niekoľko transformátorov, diódových mostíkov a doska kľúčov. To všetko prispieva k nízkej hmotnosti 4 až 30 kg a kvalitnému švu.
Ak potrebujete stroj na zváranie v garáži, vyberte si model 220 V. Pri výrobe je to optimálne až 380 V. Pri cestovaní a práci vo výškach, ako aj pri objemných štruktúrach, je užitočná hmotnosť 4 až 8 kg. Pri stacionárnom používaní nezáleží na hmotnosti. Pri výbere meniča na argónové zváranie venujte pozornosť nasledujúcim parametrom a možnostiam vybavenia.

Zariadenia na zváranie argónom a potrebné vybavenie.
Druh kovu a zvárací prúd
Menič na výstup privádza jednosmerný prúd. To umožňuje vynikajúce zváranie čiernych ocelí, nehrdzavejúcej ocele, liatiny, medi a dokonca aj zliatin titánu.
Ak vaša dielňa pracuje iba s týmito kovmi, vyberte akékoľvek argónové zariadenie s hodnotou DC.
Spojenie hliníka a jeho zliatin s takýmto zariadením však nebude fungovať. Obtiažnosťou je oxidový film, ktorý má teplotu topenia vyššiu ako 2000 stupňov, aj keď samotný kov sa stáva tekutým po 660 stupňoch. Na zváranie hliníka je potrebný univerzálny striedavý / striedavý striedač, ktorý je možné prepnúť na striedavý prúd. Vďaka tomu sa oxid na povrchu ľahko ničí a základný kov sa nespáli pri vysokej teplote oblúka.
Ak máte servisnú stanicu alebo činnosť súvisiacu s hliníkovými nádobami, vyhľadajte argónový prístroj s označením AC / DC.
| Jednosmerný prúd | Striedavý prúd |
|---|---|
| Rôzne druhy ocelí | hliník |
| Nehrdzavejúca oceľ | Zliatiny horčíka |
| Liatina | - |
| meď | - |
| Zliatiny titánu | - |
Rozsah zváracieho prúdu
Aktuálny rozsah pevnosti (A) určuje, ako silné budú obrobky pracovať. V tomto prípade sú dôležité horné aj dolné ukazovatele. Priemerná vypočítaná hodnota je 35 A na každý 1 mm hrúbky kovu. Napríklad, ak privaríte rúrky a profil, ktorého stenová časť nepresahuje 2 mm, postačuje 70 A. argónový prístroj s maximálnou hodnotou 160 A pokryje všetky potreby zvárania obrobkov s hrúbkou do 4 mm. Ak je potrebné spojiť obrobky s priemerom 5 až 7 mm argónovým zváraním, vyberte si striedač s maximálnym počtom 200 až 250 A.
Minimálna hodnota, na ktorú možno znížiť prúd, ovplyvňuje schopnosť zvárať tenký kov. Napríklad existujú argónové zariadenia s dolným prahom 5 A. To stačí na varenie plechovky s prierezom 0,6 mm. Modely s nižšou rýchlosťou 20 - 30 A to nie sú schopné.
| Druh kovu | Hrúbka kovu mm | Aktuálny typ | Aktuálne ¸ A |
|---|---|---|---|
| Zliatiny ocele | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| hliník | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Pulzný režim
Výber argónového prístroja s takouto funkciou je potrebný na ešte lepšie zváranie tenkých kovov. Pulzný režim zahŕňa striedavý zvárací prúd a pauzu. Znižuje to prívod tepla, úplne eliminuje deformácie a deformácie dielca. Frekvenciu výmeny impulzov je možné nastaviť, čo určuje rýchlosť zvárania. Tento režim je tiež žiadaný, keď je kombinovaný hliník, pretože vysoký prúd ničí oxid a pokles energie počas pauzy bráni spáleniu základného kovu.
Intenzita použitia (trvanie zaradenia)
Iným spôsobom sa tento parameter nazýva trvanie inklúzie a je uvedený v percentách. Napríklad pri 40% PV argónovom prístroji budú fungovať 4 z desiatich minút. Ak ho používate častejšie, prehrieva sa a ochrana bude fungovať. Zariadenie sa násilne vypne, až kým nebude úplne vychladené. Ak existuje veľa prípravných procesov v práci, stripovanie, rezanie prírezov, potom stačí 40% PV. Počas takýchto prestávok bude mať menič čas na ochladenie. Ak zvárač pracuje nepretržite a všetky prípravné procesy sú vykonávané inými, vyžaduje sa produktívnejší prístroj s pracovným cyklom 80 alebo 100%. Potom nebude práca nečinná.
Trvanie spínania sa však meria pri maximálnom prúde, takže model má 300 A so 60% napätím, so znížením zváracieho prúdu na 200 A, napätie je 100%. Pri určovaní intenzity použitia je preto stále potrebné zvážiť, aký prevádzkový prúd je potrebný na každodenné úlohy.
Doplnkové funkcie
Stroje na zváranie argónovým oblúkom môžu byť vybavené niektorými funkciami, ktoré uľahčujú proces alebo zvyšujú kvalitu spoja. Čím širšie sú možnosti vybavenia, tým drahšie je, takže by ste mali premýšľať o tom, koľko každej funkcie je v konkrétnom prípade potrebné.
Tu sú najbežnejšie:
- Čas čistenia plynu. V prístroji môžete pomocou argónu upraviť čas predbežného a následného preplachovania. Na začiatku procesu to pomáha odstraňovať okolitý vzduch z budiacej zóny oblúka. Nakoniec to pomôže vykryštalizovať zvarený bazén a ochladiť elektródu. Čím dlhšie kov ochladzuje, napríklad hliník, tým dlhšie by malo byť čistenie (do 7 s).
- Vysokofrekvenčné zapaľovanie. Každý menič môže byť vybavený ventilovým horákom, ktorý umožňuje zváranie TIG. Aby ste však rozrušili oblúk, musíte sa dotknúť hrotu elektródy na produkte, ku ktorému je hmota pripojená. V modeloch s vysokofrekvenčným zapaľovaním sa používa oscilátor, ktorý prepichuje napätie vzduchu do 10 mm. To pomáha začať zvárať bez toho, aby ste sa dotkli, jednoducho zdvihnutím horáka. Na povrchu výrobku je menej značiek a elektróda sa musí zaostrovať menej často.
- Zváranie kráterov. Toto je postupné znižovanie amplitúdy zváracieho prúdu, čo pomáha eliminovať bod „zámku“ švu. Takáto funkcia je dôležitá pri zváraní rúr a kontajnerov pod vodou a inými tekutinami, ako aj pri práci s tenkými plechmi 0,6 - 1,0 mm.
- Vodné chladenie. V zariadeniach na zváranie argónom môže byť nainštalované čerpadlo, ktoré pumpuje nemrznúcu zmes cez káblový kanál do horáka. To prispieva k urýchlenému odvodu tepla z keramickej dýzy a elektródy, čo predlžuje dobu nepretržitej prevádzky. Táto funkcia je potrebná tam, kde sa používajú vysoké prúdy 250 - 400 A a je potrebná nepretržitá prevádzka zariadenia.
Dodatočné vybavenie potrebné pre prácu
Na argónové zváranie elektrickým oblúkom budete okrem súčasného zdroja potrebovať aj kábel s horákom. Najčastejšie sa dodáva so zariadením, ale s prémiovými modelmi EWM, Lincoln Electric a ďalšími sa dá predávať samostatne.
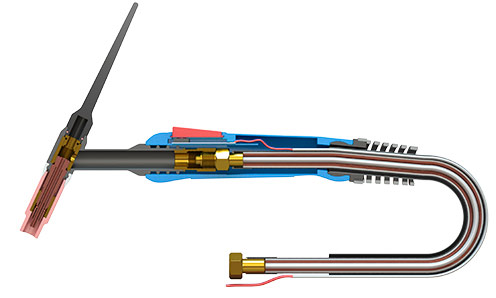
Úsekový horák na zváranie argónom.
Horáky sú typu ventilu (prívod plynu sa otvára ventilom na horáku) as ovládaním tlačidla (stlačením tlačidla na horáku sa spustí plyn a prúd). Dĺžka rukávu 2-5 m je zvolená v závislosti od požadovanej pohyblivosti zvárača a veľkosti zostavených štruktúr.

Horák na argónové oblúkové zváranie typu ventilov.

Horák na zváranie argónovým oblúkom s ovládaním pomocou tlačidla.
Na zváranie je potrebná fľaša na inertný plyn. Ak musíte pravidelne pracovať, stačí si kúpiť 10-litrový valec, ktorý nezaberá veľa miesta a je ľahké vziať si kufr na doplnenie paliva. Rovnaká možnosť je praktická pri cestovaní. Pri konštantnej stacionárnej činnosti v dielni alebo vo výrobe sa vyberá veľký 150-litrový valec.

Fľaša na inertný plyn na zváranie argónovým oblúkom.
Valec potrebuje redukciu s vysokotlakovými a nízkotlakovými meradlami, ako aj hadicu spájajúcu valec s meničom. Pomocou vysokotlakového manometra zvárač monitoruje zvyšok plynu a pri nízkom tlaku nastavuje prietok argónu v horáku.

Redukčný manometer a hadica.
Na zváranie sú potrebné volfrámové elektródy. Prichádzajú s modrou, zlatou, červenou alebo zelenou špičkou pre rôzne druhy kovov. Najuniverzálnejšia je modrá farba špičky. Priemer elektródy 1,6 až 4,0 mm je zvolený v závislosti od požiadaviek na šírku švu, hĺbku tavenia a maximálnu prúdovú silu.

Elektródy na zváranie argónovým oblúkom.
Zváranie argónom sa môže vykonávať bez aditíva, ak sú časti pevne spojené a nedochádza k výraznému mechanickému zaťaženiu konštrukcie. V iných prípadoch sa používa výplňový drôt z toho istého materiálu ako zváraný hlavný kov.

Plniaci drôt na zváranie argónovým oblúkom.
Video. Čo je to argónové zváranie a ako zvoliť zariadenie na argónové zváranie
Najlepšie argónové zváracie stroje
Po zvážení kritérií pre výber zariadenia na argónové zváranie prejdeme k špecifickým modelom, ktoré získali kladné hodnotenie od zváračov.
Najlepšie DC Argon oblúkové zváranie
Na zváranie železných kovov, nehrdzavejúcej ocele a medi sa používajú invertory, ktoré vyrábajú jednosmerný prúd. Tu je rebríček najlepších modelov z tejto kategórie.
RESANTA SAI-230 HELL (TIG, MMA)
Na prvom mieste je menič Resanta SAI-230. Argónový prístroj je schopný prevádzky zo siete 170 až 242 V a produkuje jednosmerný prúd 10 až 230 A. Pri maximálnych rýchlostiach je doba zapnutia 70%, čo umožňuje, aby sa použil nielen pre domáce potreby. Okrem zvárania TIG zariadenie podporuje režim MMA, pre ktorý je na prednom paneli prepínač. To je výhodné tam, kde je potrebné striedať čisté zváranie argónom a rezanie potiahnutými elektródami. Hmotnosť modelu je 11 kg. Súčasťou dodávky je horák a uzemňovací kábel. Výrobca naň vydáva dvojročnú záruku.

Pros RESAI SAI-230 HELL (TIG, MMA)
- Vysoký výkon 230 A pre prienik 6 mm.
- Ramenný popruh na prenášanie.
- Bezkontaktné zapaľovanie pri použití horáka s oscilátorom (je tu konektor na pripojenie ovládania z horáka);
- Prúd klesá na 10 A pri zváraní plechového materiálu 0,8 mm.
- Železné puzdro vydrží dlho tvrdé konštrukčné podmienky.
- Atraktívna cena.
- Spoľahlivé konektory.
Nevýhody RESAUT SAI-230 HELL (TIG, MMA)
- Na vizuálnej kontrole nastavení nie je žiadny displej.
- Odmontujte kryt prachového dúchadla na dlhú dobu.
- Neexistuje tuhá rukoväť na usporiadanie zariadenia na mieste.
- Pri práci vo vlhkej miestnosti sa tranzistory rýchlo zhoršujú.
- Podľa posudkov zvárači nemajú dostatok káblov.
Záver. Toto zariadenie na zváranie argónovým oblúkom je pozoruhodné prítomnosťou druhého „skrútenia“ na nastavenie indukčnosti oblúka. To vám umožní regulovať hĺbku a výšku prieniku zváracej nohy. Táto funkcia je užitočná pre zváranie kritických štruktúr, najmä rohových a t-kusových spojov.
Svarog REAL TIG 200 W223
Ďalej v hodnotení je argónový menič od spoločnosti Svarog. Prístroj je vyrobený v železnej skrinke a má displej na jemné nastavenie intenzity prúdu.Konektory na prednom paneli sú určené na pripojenie horáka s ovládaním prívodu plynu a napätia pomocou tlačidla. Samostatný prepínač umožňuje zvoliť režim MMA alebo TIG. Striedač je schopný prevádzky zo siete so zníženým ukazovateľom 160 V. Rozsah nastavenia zváracieho prúdu je 10 - 200 A. Maximálna hodnota FV je 60%. Zariadenie váži 7 kg a má rozmery 42x16x31 cm. Model podporuje prácu s elektródami s priemerom 1,6 až 3,2 mm.

Pros Svarog REAL TIG 200 W223
- K dispozícii je digitálna obrazovka pre presné nastavenie počtu ampérov.
- Kovové rohy tela sú pokryté gumou.
- Navrhnuté na pripojenie horáka s úplným ovládaním tlačidla.
- K dispozícii je rukoväť na pohyb na mieste.
- Kompaktné rozmery 42x16x31 cm zjednodušujú prepravu a skladovanie.
- Nízky výkon 4,83 kW umožňuje zváranie argónom z plynového generátora.
- Napätie bezpečného prerušeného obvodu 56 V.
- Pri zváraní nedochádza k rozstreku.
Nevýhody Svarog REAL TIG 200 W223
- Tlačidlo napájania je zobrazené vzadu, čo nie je vhodné pre všetkých zváračov.
- Funkcie „Hot start“ a „Anti-stick“ v režime MMA v praxi nefungujú (iba marketingový krok).
- Neexistuje žiadna úprava predbežného prívodu plynu.
- Vzhľad horlavého horáka.
Záver. Tento argónový oblúkový zvárací stroj sa vyznačuje úpravou času preplachovania po plyne. Táto funkcia je užitočná pri práci s liatinou a meďou na zabezpečenie postupného ochladzovania a na zabránenie reakcie s uhlíkom, ktorý vytvára póry. Interval čistenia je nastaviteľný od 2 do 10 sekúnd. Výrobca tiež poskytuje 5-ročnú záruku na toto zariadenie, ktoré používatelia majú radi v recenziách.
Quattro Elementi B 225 (TIG, MMA)
Túto kategóriu dopĺňa tovar od talianskeho výrobcu. Zariadenie na zváranie argónom je určené na spájanie kovov do hrúbky 6 mm. Má rozsah pracovného prúdu 10 - 225 A. Pri pripojení k sieti spotrebuje 7,8 kW. Použitie elektród s priemerom 1,6 až 5,0 mm je povolené. Môžete prepnúť do režimu MMA, ktorý je doplnený funkciami „Anti-stick“ a „Hot start“. Čas zapnutia je tu 80%, ale ak znížite aktuálnu silu z 225 na 180 A, indikátor sa zmení na 100%. Pre napájanie, napätie 170-260 V.

Výhody Quattro Elementi B 225 (TIG, MMA)
- Existujú slučky na pripevnenie remienka na plece.
- Dva režimy MMA a
- Digitálna obrazovka pre presné nastavenie prúdu.
- Režimy prepínania pomocou dotykových tlačidiel.
- Ampáž sa môže znížiť na 10 na zváranie plechu 0,6 - 1,0 mm.
- Pri prúdovej sile 180 A je PV 100%.
- Ak napätie klesne, varenie „twosome“ bude rovnako fungovať.
- Všetky parametre zodpovedajú deklarovanému.
Nevýhody Quattro Elementi B 225 (TIG, MMA)
- Vtiahne do tela veľa prachu.
- K dispozícii sú iba horáky na ventily.
- Hlavný vypínač je umiestnený na zadnej strane.
- Je potrebné kúpiť argónový horák - súčasťou balenia je iba kábel a držiak pre RDS.
Záver. Aj keď je tento invertor schopný variť argón iba pomocou horáka ventilu, je mimoriadne ľahké dotknúť sa oblúka, pretože napätie v otvorenom obvode je 85 V. Argonové zariadenie je tiež priradené s hmotnosťou 5,5 kg, vďaka čomu je lepšie nosiť na pleci pri práci vo výškach alebo pri zváraní. pozdĺž dlhej stavby.
Najlepšie univerzálny prístroj na zváranie argónovým oblúkom DC / AC
Ak pravidelne potrebujete zvárať hliník, vyberte zariadenia so schopnosťou prepínať jednosmerný prúd na striedavý prúd. Takáto funkcia je v názve označená označením AC / DC. Tu sú najlepšie modely v tejto kategórii.
Aurora PRO INTER TIG 200 AC / DC PULSE
Jedná sa o čínsky argónový prístroj s vysoko kvalitnou zostavou. Model je napájaný jednofázovou sieťou a vyrába 5 - 200 A. Je vybavený káblami s prierezom DX50. Napätie otvoreného obvodu je 44 V. Chladenie vzduchom. FV dosahuje maximálne 60%. Zariadenie je možné prevádzkovať pri teplote okolia -20 až +50 stupňov.Všetky elektrické káble sa vyrábajú s izolačnou triedou F. Diaľkové ovládanie sa dá voliteľne pripojiť.

Výhody Aurora PRO INTER TIG 200 AC / DC PULSE
- Veľké puzdro s početnými chladiacimi otvormi.
- Kvalitná montáž.
- Dobre varí nehrdzavejúcu oceľ a meď.
- Nedochádza k takmer žiadnemu výpadku sieťového napätia.
- Na prepravu sú k dispozícii dve pevné rukoväte.
- Početné nastavenia na zvýšenie a kolísanie sily prúdu.
- Nízka záťaž na sieti 4,5 kW.
- Bezkontaktné zapálenie elektródy.
Nevýhody Aurora PRO INTER TIG 200 AC / DC PULSE
- Na zmenu hmotnosti 20 kg je potrebné vynaložiť úsilie.
- Nie je vždy ľahké nájsť miesto na umiestnenie v malej garáži
- V režime MMA nefunguje doplnkové spaľovanie.
- Na obrazovke sa nezobrazia všetky ďalšie funkcie - nastavenie žalúzií.
- Vrátane iba jedného krytu horáka.
- Žiadna funkcia varenia krátera.
Záver. Menič na argónové zváranie je pozoruhodný prítomnosťou 4T módu. To vám umožní zapnúť zváranie a nechať stlačené tlačidlo na horáku. Tento režim je praktický pre dlhé spoje počas zvárania prírub alebo výrobných nádob. Iný výrobca poskytuje horák so 4 m hadicovým balením, čo je užitočné pri vytváraní veľkých štruktúr. Pulzná funkcia pomáha spájať tenké plechy z nehrdzavejúcej ocele a hliníka bez deformácie.
BRIMA TIG-200P AC / DC
Ďalší hodnotný produkt od nemeckého výrobcu. Zariadenie argónu je zostavené v Číne, ale podľa recenzií je jednoduché a spoľahlivé ako útočná puška AK-47. Striedač generuje prúdovú silu 10 - 200 A pri spotrebe 5 kW. Vhodný na pripojenie k jednofázovej sieti. FV pri maximálnom prúde dosahuje 60%. Profesionálny model je chladený vzduchom. Voľnobeh - 56 V. Je vybavený horákom s volfrámovou elektródou a bezkontaktným zapaľovaním.

Výhody technológie BRIMA TIG-200P AC / DC
- Konektory pre profesionálne horáky s bezkontaktným zapaľovaním.
- Tvrdé rukoväte.
- Digitálny displej.
- Ochrana pred preťažením a prehriatím.
- Podporuje dva režimy zvárania TIG a MMA.
- Existujú nastavenia pre vytváranie oblúka.
- Nízka záťaž v sieti 5 kW.
- Nízka hlučnosť.
Nevýhody BRIMA TIG-200P AC / DC
- Hmotnosť 25 kg sťažuje prepravu.
- Veľké rozmery 50x35x36 cm.
- Ak ochrana fungovala, nezapne sa na 30 minút (zastavia sa všetky práce).
- Slabá zemniaca svorka - môže po 2 mesiacoch aktívneho používania vyhorieť.
- „Záporný“ kábel dlhý 2 m.
Záver. Tento menič má rozsiahle možnosti prispôsobenia, ktoré sa hodia pre profesionálneho zvárača v dielni alebo dielni. Čas predčistenia plynu je nastavený od 0 do 2 s. Postgas môže byť od 2 do 10 s. Zvárač volí dĺžku a frekvenciu impulzu. Na konci zvárania môžete zvoliť hodnotu na zníženie prúdu o 10 A, aby ste zabránili fistule v "zámku". To všetko je vhodné na výrobu kritických štruktúr, ktoré následne dokonca prechádzajú kontrolou detektorom chýb.
Vlastnosti zvárania rôznych kovov
Pri argónovom zváraní akéhokoľvek materiálu sa musíte naučiť niekoľko pravidiel. Medzera medzi elektródou a povrchom by mala byť 2 až 5 mm. Udržujte horák v uhle 45 stupňov. Zvyčajne sa drží pravou rukou a výplňový drôt sa podáva ľavou stranou. Nedotýkajte sa konca ihly aditívom - elektróda sa zašpiní, oblúk sa zhorší, volfrám môže ionizovať do zvaru. Dodáva sa prísada, ktorá vyhovuje horáku. Vytvorený šev by mal zostať pozadu a horúci plyn by mal unikať na stále nepripojené strany obrobku.
Pri zváraní niektorých kovov existujú ďalšie pravidlá, ktoré by mal vedieť nováčik.
hliník
Tu je bariérou horľavý oxid. Na jeho zničenie použite striedavý prúd s obrátenou polaritou. Pomáha to zahriať povrch bez prehriatia elektródy. Striedavé napätie strieda proces a bráni nadmernému roztaveniu obrobku, aby sa vytvoril vyhorenie. Obzvlášť užitočná je funkcia pulzu alebo funkcia dvojitého impulzu, vďaka ktorej budú švy ešte lepšie.
| Hrúbka obrobku, mm | Priemer volfrámovej elektródy, mm | Priemer tyče, mm | Prúdová sila, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
meď
V kvapalnom stave reaguje s vodíkom, čo vedie k tvorbe veľkých pórov. Tu môžete použiť jednosmerný alebo striedavý prúd, ale iba s opačnou polaritou. Odporúča sa tiež zvýšiť prietok argónu z 1,5 na 2 litre za minútu. V tomto prípade nie je potrebný plniaci drôt, pretože kov je tekutý a hrany sa natavujú natoľko, aby vytvorili pevný spoj. Namiesto volfrámovej elektródy sa oplatí použiť grafitovú elektródu, ktorá je tiež klasifikovaná ako nekonzumovateľná.
| Typ elektródy | Hrúbka obrobku, mm | Priemer elektródy, mm | Prúdová sila, A | Dĺžka oblúka, mm |
|---|---|---|---|---|
| grafit | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| pokrytý | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
titán
Aktívny materiál, ktorý reaguje s okolitým vzduchom. Zváranie sa vykonáva pri zvýšenom prívode argónu, aby sa chránil zvarovací bazén. Na rozdiel od medi a hliníka má titán nízku tepelnú vodivosť. Aby sa zabezpečilo spoľahlivé spojenie strán, okraje spoja bude potrebné zosilniť ďalšími spojmi. Pri práci s obrobkami hrubšími ako 1,5 mm sa používa drôt z titánovej výplne.
| Hrúbka obrobku, mm | Priemer elektródy, mm | Priemer drôtu, mm | Prúdová sila, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Po preštudovaní funkcií výberu zariadení na zváranie argónom a zvážení hodnotenia najlepších modelov si môžete vybrať invertor, ktorý bude vykonávať vaše úlohy v súkromnej dielni alebo vo výrobe.








