Cum să alegi o mașină de sudură pentru aluminiu
Chiar și sudorii cu experiență, pentru prima dată când se confruntă cu îmbinare din aluminiu într-o manieră arc manuală, adesea experimentează frustrarea cu calitatea sudurii. Dacă aveți nevoie să lucrați regulat cu un metal atât de „plin de dispoziție”, atunci articolul nostru vă va ajuta să alegeți o mașină de sudură pentru aluminiu, care va crea cusături etanșe de înaltă calitate.

Caracteristici și dificultăți ale sudării din aluminiu
Este posibil să fie necesară sudarea din aluminiu pentru a etanșa o fisură în tava de ulei a motorului sau cutia de viteze. Adesea, blocul înghețat al sacoului de răcire al motorului este reparat în acest fel. Dispozitivele pentru sudarea aluminiului sunt la cerere în industria chimică și alimentară, la fabricarea de containere, colectoare, filtre și alte produse.
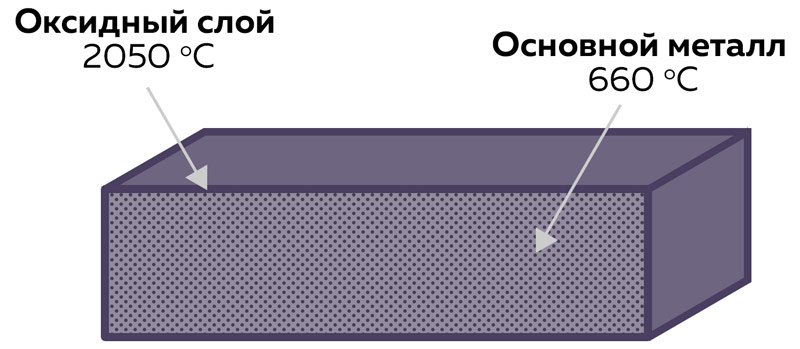
Dar aluminiul și aliajele sale AlMn, AlSi, AlMg sunt sudate mai rău datorită caracteristicii principale - prezența unui strat de oxid refractar la suprafață. Punctul său de topire este de 2044 de grade, în timp ce metalul de sub acesta curge după 660 de grade. Aceasta este principala problemă, deoarece o rezistență de curent mică nu este capabilă să topească stratul exterior, iar metalul de umplutură se află pe suprafață. Un curent mare duce la arsuri. Prin urmare, tehnologiile clasice pentru sudarea din aluminiu nu sunt potrivite.
Printre alte dificultăți în lucrul cu acest metal sunt următoarele:
- Mică diferență între punctul de topire și solidificare. Aluminiul devine fluid la 660 de grade. Dar dacă i se permite să răcească doar 15-20 ° C, el începe deja să cristalizeze. Este necesar un aparat de sudare din aluminiu care să poată menține un curent de lucru într-un astfel de interval încât să poată fi formată o cusătură.
- Conductivitate termică crescută. Căldura se răspândește prin aluminiu de 5 ori mai rapid decât oțelul ușor. Piscina de sudură se răcește rapid, iar partea se poate deforma semnificativ pe o suprafață mare, chiar și dintr-o mică cusătură.
- Păstrarea culorii într-o formă topită. La sudarea metalelor feroase, sudorului este ușor să controleze starea bazinului de sudură și cantitatea de umplutură furnizată, deoarece devine alb orbitor, în contrast cu zgura roșie. Aluminiul nu își schimbă culoarea sub formă lichidă și este mai dificil pentru un sudor să înțeleagă vizual cum se formează o cusătură.
- Micsorare crescuta. După răcire, rolele de metal depuse se pot scăpa în mod semnificativ, ceea ce formează gropi în cusătură și va fi necesară revopsirea de sus.
- Interacțiunea cu mediul. La contactul cu aerul înconjurător, aluminiul evaporă hidrogenul, ceea ce duce la pori mari în structura sudurii. Presiunea apei sau a altor lichide nu va rezista la o astfel de conexiune. Este necesar să protejați piscina de sudură de gazele externe.
- Fluiditate crescută. În stare topită, aluminiul este similar cu apa - este mai dificil să direcționezi metalul lichid cu un arzător, mai ales atunci când mențineți o cusătură într-un plan înclinat. Acest lucru duce, de asemenea, la accelerare prin arsuri.
Primele cusături pentru sudorii din aluminiu începători sunt întotdeauna proaste. Treptat, problema este rezolvată prin instruirea în practică. Dar importanța primordială este jucată de alegerea corectă a unei mașini de sudat concepute pentru îmbinarea aluminiului.
Ce mașină este cea mai potrivită pentru sudarea din aluminiu
Deoarece pe piață există electrozi înveliți cu miez de aluminiu, se pare că cel mai ieftin mod de a suda acest metal este sudarea manuală cu arc cu un invertor. Dar, în realitate, sudarea MMA pe aluminiu vă va permite să conectați doar cele două părți ale metalului cu picăturile aditivului suprapuse deasupra.
O cusătură durabilă și strânsă nu va funcționa aici.Pentru o conexiune bună, veți avea nevoie de o mașină de sudare pentru sudarea aluminiului cu moduri MIG sau TIG. Fiecare dintre ele are propriile sale caracteristici, care ar trebui luate în considerare atunci când alegeți.
Utilizarea mașinilor de sudare MIG / MAG pentru aluminiu
Sudarea MIG este utilizarea dispozitivelor semiautomatice în care firul de sudare este alimentat continuu prin canal direct în lanternă. Al doilea cablu cu agrafă este atașat direct la produs. Scurtarea sârmei la suprafața piesei de lucru duce la excitarea unui arc electric. În paralel, gazul din duză izolează bazinul de sudură de mediul extern.


goodies
- viteza mare de sudare;
- vizibilitate bună a ceea ce se întâmplă în bazinul de sudură;
- a doua mână a sudorului este liberă să susțină piesa de prelucrat sau să rămână la înălțime;
- Puteți crea cusături lungi continue;
- după încheierea procesului, nu există crustă de zgură.

contra
- Costul ridicat al echipamentului în sine. Există încă costuri suplimentare pentru protecția gazului (un amestec de argon și dioxid de carbon).
- Firul de umplutură din aluminiu este subțire și flexibil, deci este foarte „mers” și este mai dificil pentru sudor să îl ghideze.
- Dacă de multe ori este necesară sudarea alternativă a metalelor feroase și a aluminiului cu un singur dispozitiv semiautomatic, atunci schimbarea canalului de oțel din torță la Teflon necesită mult timp.
- Cusătura de la un dispozitiv semiautomatic pe aluminiu are o lățime eterogenă. Dacă este amplasat pe partea din față a piesei de prelucrat, atunci este necesară o despicare mecanică ulterioară.
Ce funcții ar trebui să aibă dispozitivele semiautomatice pentru aluminiu?
Puteți conecta aluminiu nu prin orice dispozitive semiautomatice. Echipamentele de sudare trebuie să aibă următoarele funcții:
Pornire fierbinte. Această funcție se numește „Hot Start”, deoarece vă permite să impuneți o cusătură de înaltă calitate de la primii milimetri ai conexiunii. Pentru a face acest lucru, o rată mare de ralanti (80-90 V) este menținută pe fir, iar curentul este alimentat mai întâi ușor peste cel principal.
Pentru aluminiu, acest lucru este util pentru încălzirea rapidă a suprafeței și distrugerea oxidului. Datorită acestui efect, cusătura începe să se formeze imediat, fără a lipi rolele aditive de sus. Pe dispozitivele profesionale, puteți ajusta setarea „Pornire la cald” pentru a determina cât de cald va fi.
Pulsul. Această funcție nu produce un curent de bază uniform, ci contribuie mai degrabă la alternanța sa. Rezultatul este amplitudinea în care curentul se ridică la pulsul de lucru, apoi o pauză cu un declin. În momentul tensiunii de vârf, oxidul se topește, iar în perioada de pauză se asigură fuziunea liniștită a metalului de umplutură cu o cantitate minimă de pulverizare.
Pe dispozitivele semiautomatice profesionale, puteți regla atât frecvența impulsului, cât și lungimea acestuia, ceea ce vă permite să reglați sudura în funcție de grosimea aluminiului și de tipul de aliaj. Funcția este relevantă în special pentru metalele subțiri, pentru a evita supraîncălzirea suprafeței și formarea de găuri prin.
Dable Pulse. Dublează efectul anterior. Pe lângă amplitudinea care alternează între baza și curentul principal, există o creștere și o scădere oscilatorii a curentului de vârf. O astfel de funcție îmbunătățește în continuare calitatea sudării din aluminiu până la transferul prin picurare de metal. Intrarea minimă de căldură previne supraîncălzirea piesei și deformarea acesteia. Cusăturile sunt subțiri, dar adânci, iar viteza de sudare crește.
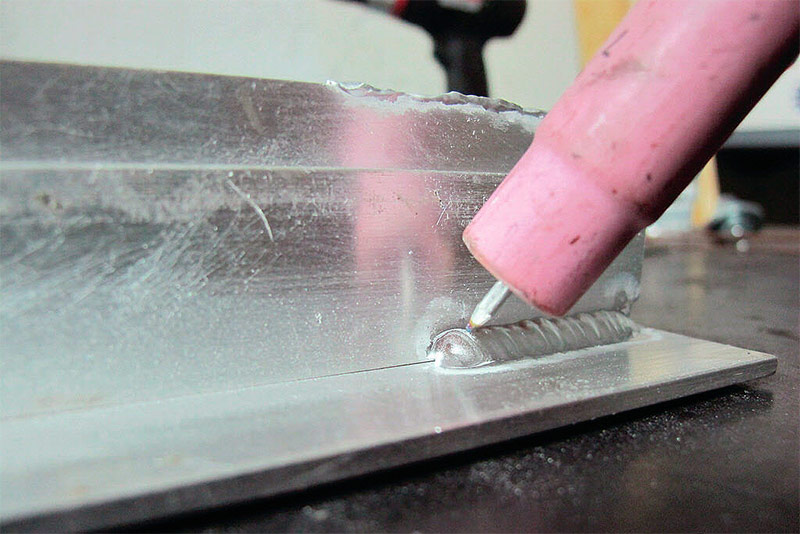
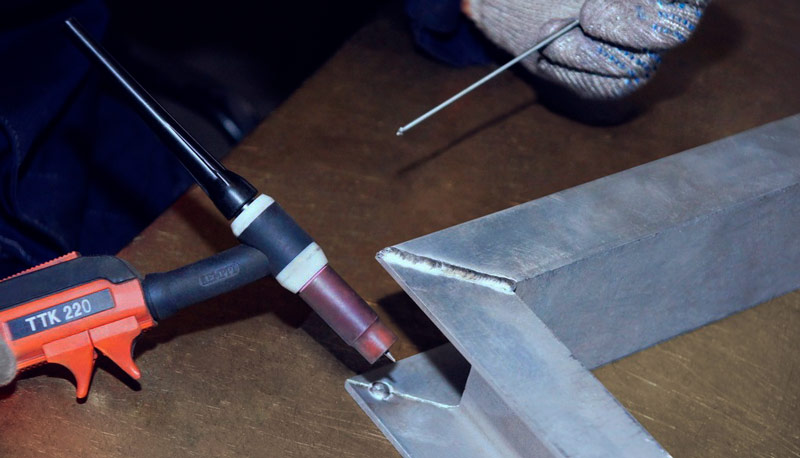
Utilizarea mașinilor TIG pentru sudarea aluminiului
Sudarea TIG a aluminiului se realizează cu ajutorul unui invertor care produce curent alternativ.
Un sudor are un arzător cu electrod de tungsten într-o mână. Atingerea ei pe suprafața părții cu care este conectată masa duce la formarea unui arc electric. Tungstenul nu se topește, deci lungimea electrodului nu se modifică. Pentru sudarea aluminiului, se folosește o formă rotundă de ascuțire a tijei.
În mâna a doua a sudorului, un fir de umplere este introdus în bazinul de sudură pentru a crește înălțimea cusăturii și pentru a conferi rezistență conexiunii. Gazul care protejează argonul scapă din arzător, împiedicând contactul cu aerul exterior.
Avantaje TIG pentru sudarea din aluminiu
- cusătura este strânsă și strânsă;
- nu este necesară prelucrarea;
- nu există pori în structură;
- Se pot realiza cusături înguste cu lățimea de 2-3 mm.
Contra TIG pentru sudarea aluminiului
- creșterea consumului de fonduri pentru sârmă și gaz;
- viteza mica de sudare;
- costuri ridicate ale echipamentelor;
- numai cusături scurte pot fi create;
- acul este pulverizat rapid și trebuie corectată forma acestuia;
- când sudați tabla de aluminiu cu grosimea de 1-2 mm, este necesar un substrat pentru a preveni scufundările în metalul încălzit.

Calitatea cusăturilor care pot fi obținute la sudarea aluminiului folosind sudare TIG.
Ce funcții ar trebui să aibă invertoarele TIG pentru aluminiu?
Deși orice invertor poate fi echipat cu o torță pentru sudarea TIG, este posibil să conectați aluminiu cu o metodă de înaltă calitate cu arc argon numai dacă sunt disponibile următoarele funcții:
Pulsul. Acesta joacă același rol ca în dispozitivul semiautomatic. Reduce aportul de căldură și previne arderea materialului fluid. Dispozitivele profesionale acceptă setarea undei pulsului. Valul pătrat oferă penetrare profundă și viteză mare a procesului. Triangular face ușor sudarea foilor subțiri de aluminiu cu un transfer minim de căldură. Valul rotunjit face ușor controlul bazinului de sudură pentru o penetrare uniformă a articulațiilor critice. Sinusoidal oferă un arc moale, cu o prindere largă a bazinului de sudură, dar nu de penetrare profundă.
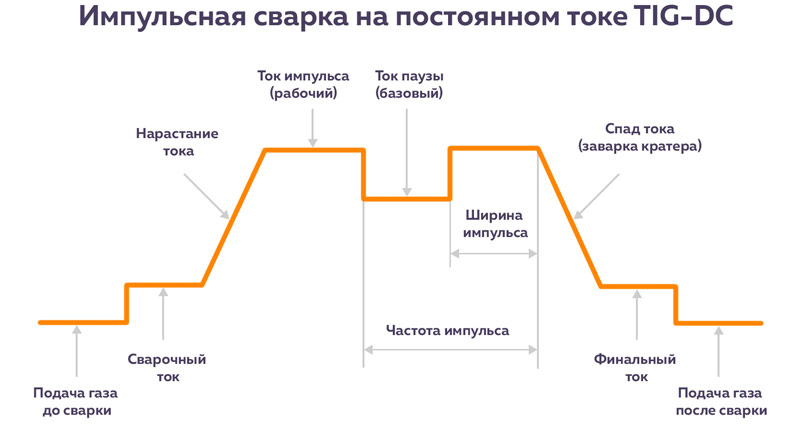
Gaz pre și post. Începe o epurare prealabilă a gazului de protecție pentru a deplasa aerul ambiant din punctul de pornire a sudării. Acesta furnizează argon după întreruperea arcului timp de 3-10 secunde, permițând piscinei de sudură să cristalizeze normal fără oxigen.
Trecerea la curent alternativ. Sudarea TIG cu un invertor este posibilă numai cu curent alternativ. Pentru a face acest lucru, este obligatoriu ca denumirea dispozitivului să fie marcată AC / DC.
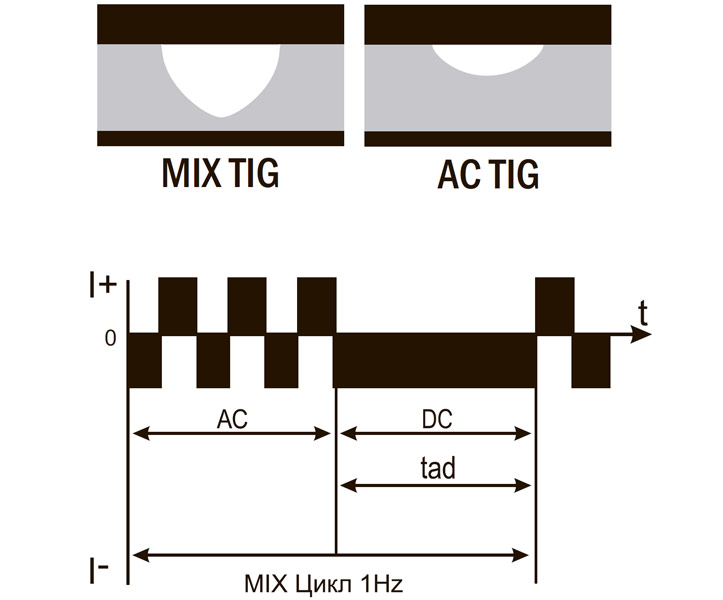
MIX TIG. Acest mod alternează efectul asupra materialului cu curent continuu și alternativ. În primul rând, intră în funcțiune AC, care distruge filmul de oxid prin frecvența sa. Apoi este înlocuit cu curent continuu, asigurând o penetrare profundă cu o distribuție uniformă a metalului de umplere. Această funcție este deosebit de practică atunci când doriți să conectați aluminiu cu o grosime de 2 și 7 mm între ele.
Ajustarea soldului. Vă permite să setați frecvența schimbării automate a polarității tensiunii, care, dacă este pozitivă, prelungește durata de viață a electrodului de tungsten și crește adâncimea de penetrare, iar dacă indicatorul este negativ, reduce aportul de căldură și protejează împotriva arsurilor și deformărilor.
După ce ați studiat cerințele pentru mașinile de sudat din aluminiu, puteți selecta cu ușurință echipamentul de sudare pentru atelierul, atelierul sau garajul dvs.








