Sudura cu arc argon: principiul muncii, cum se alege, cele mai bune mașini
Spre deosebire de metoda MMA, sudarea cu argon vă permite să creați cusături mai precise, care nu trebuie curățate. Chiar și această metodă poate conecta până la opt tipuri de metale. Articolul nostru vă va ajuta să alegeți o mașină de sudat pentru sudarea cu arc argon, astfel încât să fie potrivită nevoilor dvs. și va afișa ratingul modelelor deja testate care au recenzii pozitive, precum și a sudorilor precum caracteristicile acestora.

Selecția mărfurilor a fost realizată pe baza recenziilor, opiniilor și evaluărilor utilizatorilor, postate pe diverse resurse pe Internet. Toate informațiile sunt preluate din surse deschise. Nu cooperăm cu producătorii și mărcile comerciale și nu solicităm achiziționarea anumitor produse. Articolul are caracter informativ.
Principiul funcționării sudării cu arc argon
În denumirea internațională, metoda arc-argon are abrevierea TIG. Este folosit activ în fabricație și în ateliere. Cu acesta, piesele auto crăpate sunt conectate (cutii de carter, unități de răcire a motorului), colectează containere pentru industria alimentară și chimică, șinele de prosoape din oțel inoxidabil, colectoare, filtre pentru lichide etc. În garaj, un astfel de aparat poate efectua cu succes reparații sau produce mici produse.
Principiul sudării cu argon este conectarea metalelor cu un arc electric într-un mediu cu gaz inert. Pentru proces, aveți nevoie de o sursă de curent care scade tensiunea și crește amperajul. Curentul este furnizat la un arzător echipat cu un electrod de wolfram. Nu este consumabil, astfel încât sudorul este mai ușor să controleze lungimea arcului, care ar trebui să fie de 2-5 mm. Cablul de masă se conectează la produs.
Atingerea capătului acului de tungsten la partea excită un arc electric. Îmbinările subțiri nu necesită vibrații laterale - electrodul funcționează lin, de la dreapta la stânga de-a lungul liniei de cusătură, suprafața articulației este netedă ca o oglindă. Dacă există un decalaj între părți sau este necesar să se extindă limitele cusăturii, atunci când conduceți lanterna, sudorul produce vibrații minore pe părțile laterale, întinzând bazinul de sudură. Aceasta contribuie la formarea scărilor mici.

Proces de sudare cu arc argon.
Temperatura arcului variază între 2000 și 5000 de grade, în funcție de puterea curentă. Aceasta permite topirea marginilor metalului și conectarea acestuia cu o cusătură subțire. Pentru a consolida designul, se folosește un fir de umplere, care este introdus de mâna a doua a sudorului în bazinul de sudură. Astfel, puteți crește înălțimea rolei, dați cusăturii o formă scalpă și chiar puteți efectua suprafețe metalice pentru prelucrarea ulterioară (șanț pe un strung, șlefuire).
Argonul cu gaz inert este utilizat pentru a proteja bazinul de sudură de mediul extern. Este furnizat de la cilindru la arzător și deplasează aer obișnuit. Aceasta elimină formarea de pori în structura sudurii. Conexiunea este strânsă și durabilă. În paralel, gazul de protecție răcește electrodul de tungsten și duza ceramică, astfel încât să nu se supraîncălzească. În faza finală, când arcul este stins, argonul ajută la solidificarea cusăturii.
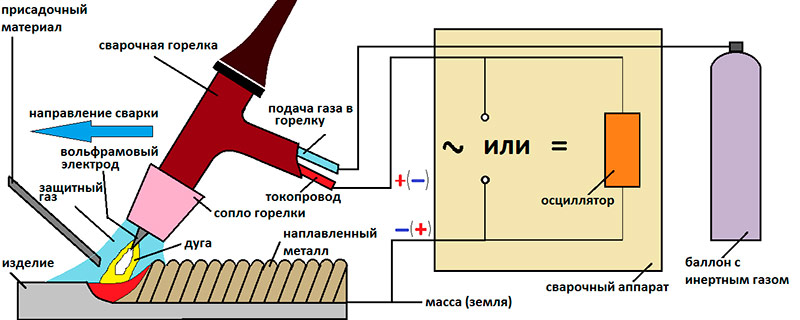
Schema procesului de sudare cu arc argon.
Pro și contra metodei TIG
Metoda TIG are avantaje clare față de alte metode de sudare, dar lucrul cu o mașină de sudare cu argon prezintă mai multe dezavantaje pentru care trebuie să fiți pregătiți atunci când alegeți această metodă de sudare.

Avantajele metodei TIG
- încălzirea locală elimină deformarea gravă a produsului;
- un ac subțire de wolfram vă permite să creați cusături înguste, îngrijite;
- este posibil să se efectueze sudarea cu și fără aditiv, afectând înălțimea rolei;
- conexiunea este obținută fără o crustă de zgură deasupra;
- în majoritatea cazurilor nu ulterior
- prelucrare;
oțel inoxidabil și metale neferoase pot fi sudate; - cusăturile sunt strânse și rezistă la presiune mare;
- nicio stropire metalică nu se lipește de suprafață.

Contra metodei TIG
- viteza de conectare este inferioară MIG;
- capacul arzătorului interferează cu munca în locuri greu accesibile;
- duza ceramică limitează ușor vizibilitatea bazinului de sudură;
- calitatea cusăturii depinde de abilitățile utilizatorului (ia imediat și gătește, deoarece nu funcționează semi-automat);
- este necesar să alimentați permanent aditivul cu mâna a doua și să controlați lungimea acestuia (la sudare, lungimea firului este redusă rapid, iar piesele lungi sunt incomode de ținut în mâini,
- în timp ce „umblă”);
- electrozii de wolfram sunt mai scumpi decât înveliți;
- costuri suplimentare pentru argon;
- este imposibil să sudați piese pe o stradă cu vânturi mari (argonul este suflat și bazinul de sudură rămâne neprotejat).
Cum să alegeți echipamentul necesar pentru muncă
Echipamentele pentru sudarea pe arc de argon trebuie selectate pe baza sarcinilor viitoare și a volumelor acestora. În caz contrar, puteți cumpăra o unitate prea slabă sau, invers, plata în exces pentru potențialul care rămâne neutilizat. În primul rând, să vorbim despre alegerea unei surse actuale.
Cum să alegeți o mașină de sudare pentru sudarea TIG
O mașină de sudat cu argon este un invertor conectat la o rețea de 220 sau 380 V, care transformă de câteva ori curentul de la alternanță la direct, crescând frecvența acesteia. În interior sunt folosite mai multe transformatoare, poduri cu diode și o placă cu cheie. Toate acestea contribuie la o greutate redusă de 4-30 kg și o cusătură de înaltă calitate.
Dacă aveți nevoie de o mașină pentru sudarea într-un garaj, atunci alegeți un model de 220 V. Pentru producție, este optim până la 380 V. O greutate de 4-8 kg este utilă atunci când călătoriți și lucrați la înălțimi, precum și cu structuri voluminoase. În utilizarea staționară, greutatea nu contează. Atenție la următorii parametri și opțiuni de echipament atunci când alegeți un invertor pentru sudarea cu argon.

Aparate de sudare cu argon și echipamente necesare.
Tipul de metal și curentul de sudură
Invertorul produce un curent direct la ieșire. Acest lucru permite sudarea excelentă a oțelurilor negre, oțel inoxidabil, fontă, cupru și chiar aliaje de titan.
Dacă atelierul dvs. funcționează doar cu aceste metale, atunci alegeți orice dispozitiv cu argon cu valoare continuă.
Dar pentru a conecta aluminiu și aliajele sale cu un astfel de dispozitiv nu va funcționa. Dificultatea este o peliculă cu oxid, care are un punct de topire care depășește 2000 de grade, deși metalul în sine devine fluid după 660 de grade. Pentru sudarea aluminiului, este necesar un invertor universal AC / DC, care poate fi comutat la curent alternativ. Datorită acestui lucru, oxidul de pe suprafață este distrus cu ușurință, iar metalul de bază nu este ars de la temperatura ridicată a arcului.
Dacă aveți o stație de service sau o activitate asociată containerelor de aluminiu, atunci căutați un aparat cu argon cu denumirea AC / DC.
| Curent direct | Curent alternativ |
|---|---|
| Diferite tipuri de oțeluri | aluminiu |
| Oțel inoxidabil | Aliajele de magneziu |
| Fonta | - |
| cupru | - |
| Aliajele de titan | - |
Domeniul curent de sudură
Gama de rezistență actuală (A) determină cât de gros vor funcționa piesele. Aici, atât indicatorii superiori cât și cei inferiori sunt importanți. Valoarea medie calculată este de 35 A pentru fiecare 1 mm grosime de metal. De exemplu, dacă sudați țevile și profilele a căror secțiune de perete nu depășește 2 mm, atunci 70 A. va fi suficient.Un aparat cu argon cu o valoare maximă de 160 A va acoperi toate cerințele de sudare pentru piese cu o grosime de până la 4 mm. Când este necesar să se alăture piese de 5-7 mm cu sudare cu argon, apoi alegeți un invertor cu maxim 200-250 A.
Valoarea minimă la care poate fi redus curentul afectează capacitatea de a suda metal subțire. De exemplu, există dispozitive cu argon cu un prag inferior de 5 A. Acest lucru este suficient pentru a prepara o staniu cu o secțiune transversală de 0,6 mm. Modelele cu o rată mai mică de 20-30 A nu sunt capabile de acest lucru.
| Tip de metal | Grosimea metalului mm | Tipul curent | Curent ¸ A |
|---|---|---|---|
| Aliajele de oțel | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| aluminiu | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Mod impuls
Alegerea unui aparat cu argon cu o astfel de funcție este necesară pentru sudarea și mai bună a metalelor subțiri. Modul impuls implică curent alternativ de sudură și pauză. Aceasta reduce aportul de căldură, elimină complet deformarea și deformarea piesei. Frecvența schimbării pulsului poate fi reglată, ceea ce determină viteza de sudare. Acest mod este de asemenea solicitat atunci când aluminiul este combinat, deoarece un curent ridicat distruge oxidul, iar o scădere a puterii în timpul unei pauze împiedică arderea metalului de bază.
Intensitatea de utilizare (durata includerii)
Într-un alt mod, acest parametru se numește durata includerii și este indicat ca procent. De exemplu, cu un aparat de argon PV 40%, 4 din zece minute vor funcționa. Dacă îl utilizați mai des, se va supraîncălzi și protecția va funcționa. Echipamentul se va opri forțat până când este complet răcit. Atunci când există o mulțime de procese pregătitoare în lucru, decapare, tăiere de semifabricate, atunci un PV de 40% este suficient. Invertorul va avea timp să se răcească în timpul acestor pauze. Dacă sudorul funcționează continuu și toate procesele pregătitoare sunt efectuate de alții, atunci este necesar un aparat mai productiv, cu un ciclu de lucru de 80 sau 100%. Atunci munca nu va fi inactivă.
Dar durata de comutare este măsurată la curentul maxim, deci modelul este de 300 A cu 60% PV, iar dacă curentul de sudare este redus la 200 A, PV va fi de 100%. Deci, pentru a determina intensitatea de utilizare, este în continuare în valoare de ce curent de funcționare este necesar pentru sarcinile de zi cu zi.
Funcții suplimentare
Mașinile de sudare cu arc argon pot fi echipate cu anumite funcții care facilitează procesul sau cresc calitatea cusăturii. Desigur, cu cât capacitățile echipamentului sunt mai largi, cu atât este mai scump, deci ar trebui să vă gândiți la cât de mult este nevoie de fiecare funcție într-un anumit caz.
Iată cele mai comune:
- Timpul de purjare a gazelor. În aparat, puteți regla timpul de purjare preliminară și de post cu argon. La începutul procesului, acest lucru ajută la eliminarea aerului ambient din zona de excitație a arcului. La final, acest lucru ajută la cristalizarea bazinului de sudură și la răcirea electrodului. Cu cât metalul se răcește, de exemplu aluminiu, cu atât trebuie să fie mai lungă purjarea (până la 7 s).
- Aprindere de înaltă frecvență. Orice invertor poate fi echipat cu o torță de supapă, astfel încât să poată efectua sudarea TIG. Dar pentru a excita arcul, trebuie să atingeți vârful electrodului pe produsul la care este conectată masa. La modelele cu aprindere de înaltă frecvență, este utilizat un oscilator, care atinge o tensiune de până la 10 mm prin tensiunea de aer. Acest lucru ajută la pornirea sudării fără a atinge, pur și simplu prin ridicarea lanternei. Pe suprafața produsului există mai puține semne, iar electrodul trebuie să fie ascuțit mai rar.
- Sudarea cu cratere. Aceasta este o scădere treptată a amplitudinii curentului de sudare, care ajută la eliminarea unui punct de pe „blocarea” cusăturii. O astfel de funcție este importantă atunci când sudați conductele și containerele sub apă și alte lichide, precum și când lucrați cu foi subțiri de 0,6-1,0 mm.
- Răcire cu apă. În dispozitivele pentru sudarea cu argon se poate instala o pompă care pompează antigel prin canalul de cablu în arzător. Aceasta contribuie la îndepărtarea accelerată a căldurii din duza și electrodul ceramic, prelungind timpul de funcționare continuă. Funcția este necesară acolo unde se utilizează curenți mari de 250-400 A și este necesară funcționarea continuă a echipamentului.
Echipamente suplimentare necesare pentru lucru
Pentru sudarea cu arc argon, pe lângă sursa curentă, veți avea nevoie de un cablu cu o torță. Cel mai adesea, vine complet cu echipamente, dar cu modele premium EWM, Lincoln Electric și altele, acesta poate fi vândut separat.
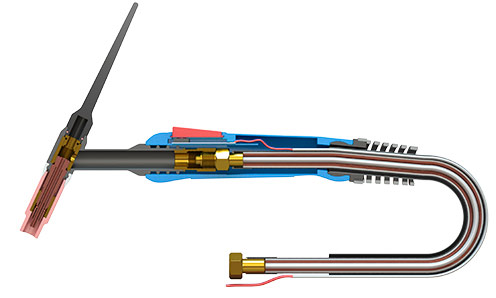
O torță de secțiune pentru sudarea în arc argon
Arzătoarele sunt de tip robinet (alimentarea cu gaz este deschisă de supapă pe arzător) și cu control al butonului (apăsarea butonului de pe arzător începe gazul și curentul). Lungimea manșonului 2-5 m este selectată în funcție de mobilitatea necesară a sudorului și de mărimea structurilor asamblate.

Lanterne pentru sudarea cu arc de argon de tip robinet.

O lanternă pentru sudarea cu arc argon cu buton de comandă.
Pentru sudare este necesar un cilindru de gaz inert. Dacă trebuie să lucrați periodic, atunci este suficient să cumpărați un cilindru de 10 litri, care nu ocupă mult spațiu și este ușor de luat în portbagaj pentru realimentare. Aceeași opțiune este practică atunci când călătoriți în muncă. Cu o activitate staționară constantă în atelier sau în producție, se alege un cilindru mare de 150 litri.

Cilindru cu gaz inert pentru sudarea cu arc argon.
Cilindrul are nevoie de un reductor cu manometre de înaltă și joasă presiune, precum și de un furtun care leagă cilindrul la invertor. Folosind un manometru de înaltă presiune, sudorul monitorizează restul de gaz, iar cu unul scăzut stabilește debitul de argon în arzător.

Reductor și furtun manometru.
Pentru sudare este nevoie de electrozi de wolfram. Acestea vin cu un vârf albastru, auriu, roșu sau verde pentru diferite tipuri de metale. Cea mai versatilă este culoarea albastră a vârfului. Diametrul electrodului 1,6-4,0 mm este selectat în funcție de cerințele pentru lățimea cusăturii, adâncimea de topire și rezistența maximă a curentului.

Electrozi pentru sudarea cu arc argon.
Sudarea cu argon poate fi efectuată fără aditiv, dacă piesele sunt strâns montate între ele și nu există o sarcină mecanică puternică pe structură. În alte cazuri, se folosește sârmă de umplere cu același material ca și metalul principal care este sudat.

Sârmă de umplere pentru sudarea cu arc argon.
Video. Ce este sudarea cu argon și cum să alegi un dispozitiv pentru sudarea cu arc argon
Cele mai bune mașini de sudat cu argon
Având în vedere criteriile de alegere a echipamentelor pentru sudarea cu argon, ne orientăm la modele specifice care au primit recenzii pozitive de la sudori.
Cele mai bune mașini de sudare cu arc argint DC
Pentru sudarea metalelor feroase, oțel inoxidabil și cupru, se folosesc invertoare care produc curent continuu. Iată un clasament al celor mai bune modele din această categorie.
RESANTA SAI-230 HELL (TIG, MMA)
În primul rând este invertorul Resanta SAI-230. Aparatul cu argon este capabil să funcționeze dintr-o rețea de 170-242 V și produce un curent direct de 10-230 A. La viteze maxime, la timp este de 70%, ceea ce îi permite să fie utilizat nu numai pentru nevoile casnice. Pe lângă sudarea TIG, echipamentul acceptă modul MMA, pentru care există un comutator pe panoul frontal. Acest lucru este convenabil în cazul în care este necesară alternarea sudării cu argon neted și tăierea cu electrozi înveliți. Modelul cântărește 11 kg. Sunt furnizate o torță și un cablu de masă. Producătorul emite o garanție de 2 ani.

Pro RESAI SAI-230 HELL (TIG, MMA)
- Putere mare 230 A pentru penetrare de 6 mm.
- Curea pentru umăr pentru transport.
- Aprindere fără contact atunci când utilizați un arzător cu un oscilator (există un conector pentru conectarea controlului de la arzător);
- Curentul scade la 10 A pentru materialul de sudare 0.8 mm.
- Carcasa de fier rezistă la condițiile dure de construcție pentru o lungă perioadă de timp.
- Preț atractiv.
- Conectori de încredere.
Contra RESAUT SAI-230 HELL (TIG, MMA)
- Nu există afișaj pentru controlul vizual al setărilor.
- Demontați carcasa suflantei de praf mult timp.
- Nu există niciun mâner rigid care să rearanjeze dispozitivul în loc.
- Când lucrați într-o cameră umedă, tranzistorii se deteriorează rapid.
- Judecând după recenzii, sudorii nu au suficiente lungimi de cablu.
Concluzie. Acest dispozitiv pentru sudarea cu arc argon este remarcabil pentru prezența unei a doua „răsuciri” pentru reglarea inductanței arcului. Acest lucru vă permite să controlați adâncimea de penetrare și înălțimea piciorului de sudură. Funcția este utilă pentru sudarea structurilor critice, în special a îmbinărilor la colț și tee.
Svarog REAL TIG 200 W223
În clasament se află un invertor cu argon de la Svarog. Dispozitivul este confecționat într-o carcasă de fier și are un afișaj pentru reglarea fină a rezistenței curentului.Conectorii de pe panoul frontal sunt proiectați pentru conectarea unei torțe cu controlul butonului de alimentare a gazului și a tensiunii. Un comutator de comutare separat, puteți selecta modul MMA sau TIG. Invertorul este capabil să funcționeze de la o rețea cu un indicator redus de 160 V. Domeniul de reglare a curentului de sudare este de 10-200 A. La un maxim, PV-ul este de 60%. Echipamentul cântărește 7 kg și are dimensiuni de 42x16x31 cm. Modelul acceptă lucrul cu electrozi cu diametrul de 1,6-3,2 mm.

Pro Svarog REAL TIG 200 W223
- Există un ecran digital pentru setarea precisă a numărului de amperi.
- Colțurile metalice ale corpului sunt acoperite cu cauciuc.
- Proiectat pentru a conecta un arzător cu buton de control complet.
- Există un mâner pentru a vă deplasa în loc.
- Dimensiunile compacte de 42x16x31 cm simplifică transportul și depozitarea.
- Puterea redusă de 4,83 kW permite sudarea cu argon de la un generator de gaz.
- Tensiune sigură a circuitului deschis 56 V.
- Fără stropire la sudare.
Contra Svarog REAL TIG 200 W223
- Butonul de alimentare este afișat în spate, ceea ce nu este convenabil pentru toți sudorii.
- Funcțiile „Hot start” și „Anti-stick” în modul MMA nu funcționează în practică (doar o mișcare de marketing).
- Nu există ajustarea alimentării preliminare cu gaz.
- Arzător fluxy în aparență.
Concluzie. Această mașină de sudare cu arc argon se distinge prin prezența ajustării timpului de purjare post-gaz. Funcția este utilă atunci când lucrați cu fontă și cupru pentru a asigura răcirea treptată și pentru a preveni reacția cu carbonul, care creează pori. Intervalul de purjare este reglabil de la 2 la 10 secunde. De asemenea, producătorul oferă o garanție de 5 ani pe acest dispozitiv, pe care utilizatorii le plac în recenzii.
Quattro Elementi B 225 (TIG, MMA)
Această categorie este completată de mărfuri de la producătorul italian. Mașina de sudat cu argon este proiectată pentru conectarea metalelor cu grosimea de până la 6 mm. Are o autonomie de lucru de 10-225 A. Când este conectat la o rețea, consumă 7,8 kW. Utilizarea electrozilor de 1,6-5,0 mm este permisă. Puteți trece la modul MMA, care este completat de funcțiile „Anti-stick” și „Pornire la cald”. Timpul de pornire este de 80% aici, dar dacă reduceți puterea curentă de la 225 la 180 A, atunci indicatorul devine 100%. Pentru putere, o tensiune de 170-260 V.

Pro de Quattro Elementi B 225 (TIG, MMA)
- Există bucle pentru fixarea unei curele de umăr.
- Două moduri MMA și
- Ecran digital pentru setarea curentă exactă.
- Moduri de comutare a butonului tactil.
- Amperajul poate fi redus la 10 la tablă de sudură 0,6-1,0 mm.
- Cu o rezistență curentă de 180 A, PV este 100%.
- Dacă tensiunea scade, atunci gătitul „twosome” va funcționa oricum.
- Toți parametrii corespund celor declarați.
Contra Quattro Elementi B 225 (TIG, MMA)
- Aruncă multă praf în corp.
- Sunt disponibile numai arzătoare de supapă.
- Butonul de alimentare este situat pe partea din spate.
- Trebuie achiziționat un arzător cu argon - este inclus doar cablul și suportul pentru RDS.
Concluzie. Deși acest invertor este capabil să gătească cu argon doar cu o torță de supapă, este foarte ușor să atingeți arcul, deoarece tensiunea circuitului deschis este de 85 V. Dispozitivul cu argon este alocat și cu o greutate de 5,5 kg, ceea ce îl face mai potrivit pentru purtarea pe umăr în timpul lucrărilor la mare altitudine sau sudarea de-a lungul unei construcții lungi.
Cel mai bun aparat universal pentru sudarea cu arc argon DC / AC
Dacă periodic trebuie să sudați aluminiu, atunci alegeți dispozitive cu posibilitatea de a comuta curentul curent la curent alternativ. O astfel de funcție este indicată în nume prin denumirea AC / DC. Iată cele mai bune modele din această categorie.
Aurora PRO INTER TIG 200 AC / DC PULSE
Acesta este un aparat chinezesc cu argon cu un ansamblu de înaltă calitate. Modelul este alimentat de o rețea monofazată și produce 5-200 A. Este echipat cu cabluri cu secțiune transversală DX50. Tensiunea circuitului deschis este de 44 V. Există răcire cu aer. PV-ul maxim atinge 60%. Dispozitivul poate fi acționat la o temperatură ambientală de -20 până la +50 grade.Toate cablurile electrice sunt realizate cu clasa de izolare F. Ca opțiune, este disponibilă o telecomandă.

Pro Aurora PRO INTER TIG 200 AC / DC PULSE
- Carcasă mare, cu numeroase găuri de răcire.
- Ansamblu de înaltă calitate.
- Găteste bine oțel inoxidabil și cupru.
- Nu există aproape nicio eroare a tensiunii de rețea.
- Există două mânere dure pentru transport.
- Numeroase setări pentru creșterea și fluctuația puterii curente.
- Sarcină redusă în rețea de 4.5 kW.
- Aprindere fără contact a electrodului.
Contra Aurora PRO INTER TIG 200 AC / DC PULSE
- Pentru a schimba greutatea de 20 kg, este necesar efort.
- Nu este întotdeauna ușor să găsești un loc de plasat într-un garaj mic
- În modul MMA, afterburner-ul nu funcționează.
- Toate funcțiile suplimentare nu sunt afișate pe ecran - reglaj orb.
- Un singur capac pentru arzător inclus.
- Nicio funcție de producere a craterelor.
Concluzie. Invertorul pentru sudarea cu argon este remarcabil pentru prezența modului 4T. Acest lucru vă permite să porniți sudura și să nu țineți butonul apăsat pe lanternă. Modul este practic pentru cusături lungi în timpul sudării flanșelor sau a containerelor de fabricație. Producătorul oferă, de asemenea, unui arzător un pachet cu furtun de 4 m, care este util la crearea structurilor mari. Funcția puls contribuie la conectarea foilor subțiri din oțel inoxidabil și aluminiu fără deformare.
BRIMA TIG-200P AC / DC
Un alt produs demn de la un producător german. Dispozitivul cu argon este asamblat în China, dar, judecând după recenzii, este simplu și de încredere ca o pușcă de asalt AK-47. Invertorul generează o putere de 10-200 A, în timp ce consumă 5 kW. Potrivit pentru conectarea la o rețea monofazată. PV la curent maxim atinge 60%. Modelul profesional este răcit cu aer. Ralanti - 56 V. Este echipat cu un arzător cu un electrod de wolfram și cu contactul fără contact.

Beneficiile BRIMA TIG-200P AC / DC
- Conectori pentru arzătoare profesionale cu aprindere fără contact
- Mânere dure.
- Afisaj digital.
- Protecție la suprasarcină și supraîncălzire.
- Suporta doua moduri de sudare TIG si MMA.
- Există setări pentru formarea arcului.
- Sarcină redusă la rețea de 5 kW.
- Zgomot redus.
Contra BRIMA TIG-200P AC / DC
- Greutatea 25 kg îngreunează transportul.
- Dimensiuni mari 50x35x36 cm.
- Dacă protecția a funcționat, aceasta nu se va activa timp de 30 de minute (toate lucrările se opresc).
- Terminal slab la sol - se poate arde după 2 luni de utilizare activă.
- Cablu "negativ" de 2 m lungime.
Concluzie. Acest invertor are numeroase opțiuni de personalizare care sunt utile unui sudor profesionist într-un atelier sau atelier. Timpul de pre-purjare a gazului este setat de la 0 la 2 s. Postgas poate fi de la 2 la 10 s. Sudorul alege lungimea și frecvența pulsului. La sfârșitul sudării, puteți selecta o valoare pentru reducerea rezistenței curente cu 10 A pentru a evita o fistulă în „blocare”. Toate acestea sunt potrivite pentru producția de structuri critice, care ulterior trec chiar și inspecția de către un detector de defecte.
Caracteristici de sudare a diferitelor metale
La sudarea cu argon a oricărui material, trebuie să înveți câteva reguli. Distanța dintre electrod și suprafață trebuie să fie de 2-5 mm. Păstrați arzătorul la un unghi de 45 de grade. De obicei se ține cu mâna dreaptă, iar firul de umplere este servit cu stânga. Nu atingeți capătul acului cu aditivul - electrodul se va murdări, arcul se va deteriora, tungstenul se poate ioniza în bazinul de sudură. Aditivul este furnizat pentru a satisface arzătorul. Cusătura formată ar trebui să fie lăsată în urmă, iar gazul fierbinte ar trebui să scape în părțile încă neconectate ale piesei.
La sudarea unor metale, există reguli suplimentare pe care ar trebui să le cunoască un novice argonder.
aluminiu
Aici bariera este un oxid refractar deasupra. Pentru a-l distruge, utilizați polaritatea inversă a curentului alternativ. Aceasta contribuie la încălzirea suprafeței fără supraîncălzirea electrodului. Tensiunea alternativă alternează procesul, prevenind topirea excesivă a piesei pentru a forma o ardere. Funcția puls sau dublu impuls este utilă în special, din care cusăturile vor deveni și mai bune.
| Grosimea piesei de prelucrat, mm | Diametrul electrodului de wolfram, mm | Diametrul barei, mm | Puterea curentă, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
cupru
În stare lichidă, reacționează cu hidrogenul, ceea ce duce la formarea porilor mari. Aici puteți utiliza curent direct sau alternativ, dar numai cu polaritate inversă. De asemenea, se recomandă creșterea debitului de argon de la 1,5 la 2 litri pe minut. În acest caz, nu este necesar firul de umplere, deoarece metalul este fluid, iar marginile se topește suficient pentru a forma o îmbinare puternică. În locul unui electrod de tungsten, merită să folosiți unul din grafit, clasificat și ca ne-consumabil.
| Tipul electrodului | Grosimea piesei de prelucrat, mm | Diametrul unui electrod, mm | Puterea curentă, A | Lungimea arcului, mm |
|---|---|---|---|---|
| grafit | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| acoperit | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titan
Material activ care reacționează cu aerul ambiental. Sudarea se realizează pe o alimentare cu argon crescută pentru a proteja bazinul de sudură. Spre deosebire de cupru și aluminiu, titanul are o conductivitate termică scăzută. Pentru a asigura o conexiune fiabilă a părților laterale, marginile cusăturii vor trebui consolidate cu cusături suplimentare. Când lucrați cu piese mai mari de 1,5 mm, se folosește un fir de umplere din titan.
| Grosimea piesei de prelucrat, mm | Diametrul unui electrod, mm | Diametrul sârmei, mm | Puterea curentă, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Acum, după ce ai studiat caracteristicile alegerii dispozitivelor pentru sudarea cu arc argon și având în vedere calificarea celor mai bune modele, poți alege un invertor care să-ți îndeplinească sarcinile într-un atelier privat sau în producție.








