Jak wybrać spawarkę do aluminium
Nawet doświadczeni spawacze, którzy po raz pierwszy stykają się z łączeniem aluminium ręcznie, często doświadczają frustracji związanej z jakością spoiny. Jeśli musisz regularnie pracować z tak „nastrojowym” metalem, nasz artykuł pomoże ci wybrać spawarkę do aluminium, która stworzy wysokiej jakości szczelne szwy.

Cechy i trudności spawania aluminium
Spawanie aluminium może być konieczne do uszczelnienia pęknięcia w misce olejowej silnika lub skrzyni biegów. Często zamrożony blok płaszcza chłodzącego silnik jest naprawiany w ten sposób. Urządzenia do spawania aluminium są poszukiwane w przemyśle chemicznym i spożywczym, produkcji pojemników, kolektorów, filtrów i innych produktów.
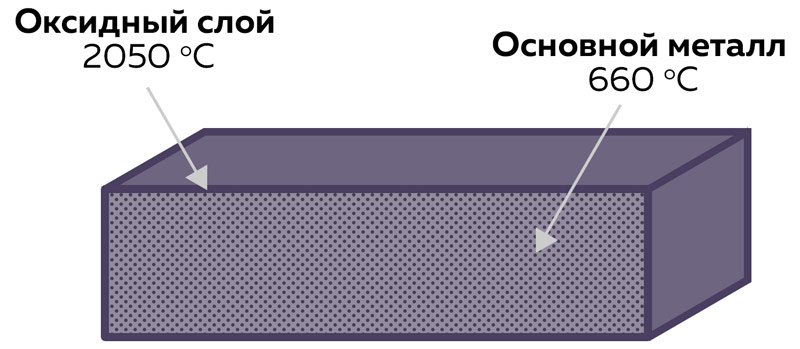
Ale aluminium i jego stopy AlMn, AlSi, AlMg są gorzej spawane ze względu na główną cechę - obecność ogniotrwałej warstwy tlenku na powierzchni. Jego temperatura topnienia wynosi 2044 stopni, a metal pod nim płynie po 660 stopniach. Jest to główny problem, ponieważ niewielka siła prądu nie jest w stanie stopić zewnętrznej warstwy, a metal wypełniający leży na powierzchni. Duży prąd prowadzi do poparzeń. Dlatego klasyczne technologie spawania aluminium nie są odpowiednie.
Do innych trudności w pracy z tym metalem należą:
- Mała różnica między temperaturą topnienia a zestaleniem. Aluminium staje się płynne przy 660 stopniach. Ale jeśli pozwoli mu się ochłodzić tylko 15-20 ° C, wtedy już zaczyna się krystalizować. Wymagane jest aluminiowe urządzenie spawalnicze, które może utrzymywać prąd roboczy w takim zakresie, aby można było utworzyć szew.
- Zwiększone przewodnictwo cieplne. Ciepło rozprzestrzenia się w aluminium 5 razy szybciej niż stal miękka. Basen spawalniczy szybko się ochładza, a element może znacznie wypaczać się na dużym obszarze, nawet z niewielkiego szwu.
- Zachowanie koloru w postaci stopionej. Podczas spawania metali żelaznych spawacz może łatwo kontrolować stan jeziorka spawalniczego i ilość dostarczonego wypełniacza, ponieważ staje się on olśniewająco biały, w przeciwieństwie do czerwonego żużla. Aluminium nie zmienia koloru w postaci płynnej i spawaczowi trudniej jest wizualnie zrozumieć, jak powstaje szew.
- Zwiększony skurcz. Po schłodzeniu osadzone metalowe rolki mogą się znacząco zwisać, co tworzy wgłębienia w szwie i wymagane będzie ponowne napawanie od góry.
- Interakcja ze środowiskiem. W kontakcie z otaczającym powietrzem aluminium odparowuje wodór, co prowadzi do dużych porów w strukturze spoiny. Ciśnienie wody lub innej cieczy nie wytrzyma takiego połączenia. Konieczne jest zabezpieczenie jeziorka spawalniczego przed gazami zewnętrznymi.
- Zwiększona płynność. W stanie stopionym aluminium jest podobne do wody - trudniej jest kierować ciekłym metalem za pomocą palnika, szczególnie gdy utrzymuje się szew w pochyłej płaszczyźnie. Prowadzi to również do przyspieszenia przez oparzenia.
Pierwsze szwy dla początkujących spawaczy aluminium są zawsze złe. Stopniowo problem rozwiązuje się poprzez szkolenie praktyczne. Najważniejszą rolę odgrywa jednak właściwy wybór spawarki przeznaczonej do łączenia aluminium.
Która maszyna najlepiej nadaje się do spawania aluminium
Ponieważ na rynku istnieją elektrody powlekane z aluminiowym rdzeniem, wydaje się, że najtańszym sposobem spawania tego metalu jest ręczne spawanie łukowe za pomocą falownika. Ale w rzeczywistości spawanie MMA aluminium pozwala jedynie połączyć dwie strony metalu z kroplami dodatku nałożonymi na wierzch.
Trwały i ciasny szew nie będzie tu działał.Aby uzyskać dobre połączenie, potrzebujesz spawarki do spawania aluminium w trybach MIG lub TIG. Każda z nich ma swoje własne cechy, które należy wziąć pod uwagę przy wyborze.
Używanie spawarek MIG / MAG do aluminium
Spawanie MIG polega na zastosowaniu półautomatycznych maszyn, w których drut spawalniczy jest stale podawany kanałem bezpośrednio do palnika. Drugi kabel z klipsem jest przymocowany bezpośrednio do produktu. Zwarcie drutu do powierzchni przedmiotu obrabianego prowadzi do wzbudzenia łuku elektrycznego. Równolegle gaz z dyszy izoluje jeziorko spawalnicze od środowiska zewnętrznego.


Plusy
- wysoka prędkość spawania;
- dobra widoczność tego, co dzieje się w jeziorku spawalniczym;
- druga ręka spawacza może swobodnie podpierać przedmiot lub pozostawać na wysokości;
- Możesz tworzyć ciągłe długie szwy;
- po zakończeniu procesu nie ma skorupy żużlowej.

Wady
- Wysoki koszt samego sprzętu. Nadal istnieją dodatkowe koszty za gaz osłonowy (mieszanina argonu i dwutlenku węgla).
- Aluminiowy drut spawalniczy jest cienki i elastyczny, więc jest bardzo „chodzący”, a spawaczowi trudniej go poprowadzić.
- Jeśli często wymagane jest naprzemienne spawanie metali żelaznych i aluminium za pomocą jednego urządzenia półautomatycznego, wówczas zmiana stalowego kanału w palniku na teflonowy zajmuje dużo czasu.
- Szew z półautomatycznego urządzenia na aluminium ma niejednorodną szerokość. Jeśli znajduje się na przedniej stronie przedmiotu obrabianego, konieczne jest kolejne mechaniczne usuwanie izolacji.
Jakie funkcje powinny mieć urządzenia półautomatyczne do aluminium?
Możesz podłączyć aluminium nie przez żadne półautomatyczne urządzenia. Sprzęt spawalniczy powinien mieć następujące funkcje:
Gorący start. Ta funkcja nazywa się „Hot Start”, ponieważ pozwala nałożyć wysokiej jakości szew od pierwszych milimetrów połączenia. Aby to zrobić, na przewodzie utrzymywana jest wysoka prędkość biegu jałowego (80-90 V), a prąd jest najpierw dostarczany nieco powyżej głównego.
W przypadku aluminium jest to przydatne do szybkiego nagrzewania powierzchni i niszczenia tlenku. Z powodu tego efektu szew zaczyna się natychmiast tworzyć, bez przyklejania rolek dodatków od góry. Na profesjonalnych komputerach możesz dostosować ustawienie „Gorącego startu”, aby określić, jak gorące będzie.
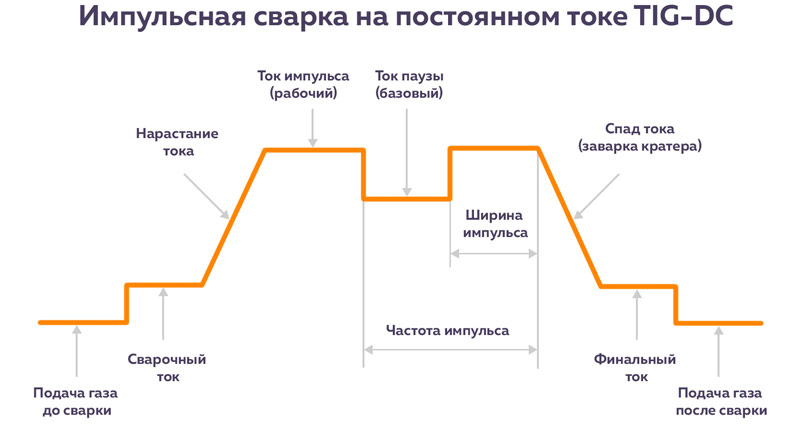
Puls. Ta funkcja nie wytwarza równomiernego prądu bazowego, ale raczej przyczynia się do jego przemienności. Wynikiem jest amplituda, w której prąd rośnie do impulsu roboczego, a następnie pauza ze spadkiem. W momencie szczytowego napięcia tlenek topi się, a podczas okresu przerwy zapewnione jest ciche stopienie metalu wypełniacza z minimalną ilością rozpylonej cieczy.
W profesjonalnych urządzeniach półautomatycznych można regulować zarówno częstotliwość impulsu, jak i jego długość, co pozwala dostosować zgrzewanie w zależności od grubości aluminium i rodzaju stopu. Funkcja ta jest szczególnie istotna w przypadku cienkich metali, aby uniknąć przegrzania powierzchni i tworzenia otworów przelotowych.
Dable Pulse. Podwaja poprzedni efekt. Oprócz amplitudy zmieniającej się pomiędzy prądem podstawowym i głównym, występuje oscylacyjny wzrost i spadek prądu szczytowego. Taka funkcja dodatkowo poprawia jakość spawania aluminium aż do transferu kroplowego metalu. Minimalny dopływ ciepła zapobiega przegrzaniu przedmiotu obrabianego i jego deformacji. Szwy są cienkie, ale głębokie, a prędkość spawania rośnie.
Zastosowanie maszyn TIG do spawania aluminium
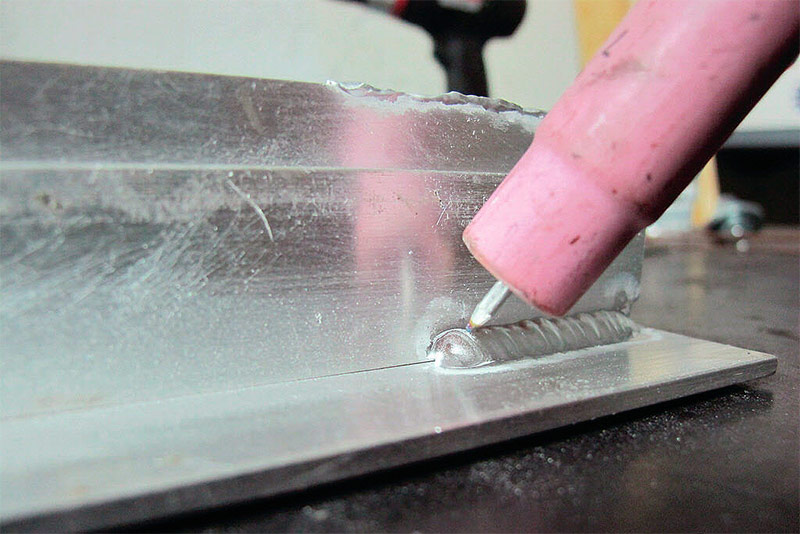
Spawanie aluminium metodą TIG odbywa się za pomocą falownika wytwarzającego prąd przemienny.
Spawacz ma w jednej ręce palnik z elektrodą wolframową. Jej dotknięcie na powierzchni części, z którą masa jest połączona, prowadzi do powstania łuku elektrycznego. Wolfram nie topi się, więc długość elektrody się nie zmienia. Do spawania aluminium stosuje się okrągłą formę ostrzenia pręta.
W drugiej ręce spawacza drut spawalniczy jest podawany do jeziorka spawalniczego, aby zwiększyć wysokość szwu i zapewnić wytrzymałość połączenia. Gaz osłonowy argonu uchodzi z palnika, uniemożliwiając kontakt z powietrzem zewnętrznym.
Zalety TIG do spawania aluminium
- szew jest ciasny i ciasny;
- nie wymaga obróbki;
- w strukturze nie ma porów;
- można wykonać wąskie szwy o szerokości 2-3 mm.
Wady TIG do spawania aluminium
- zwiększone zużycie środków na drut i gaz;
- niska prędkość spawania;
- wysoki koszt sprzętu;
- można tworzyć tylko krótkie szwy;
- igła jest szybko natryskiwana i jej kształt wymaga korekty;
- podczas spawania blachy aluminiowej o grubości 1-2 mm wymagane jest podłoże, aby zapobiec zanurzeniu w ogrzewanym metalu.

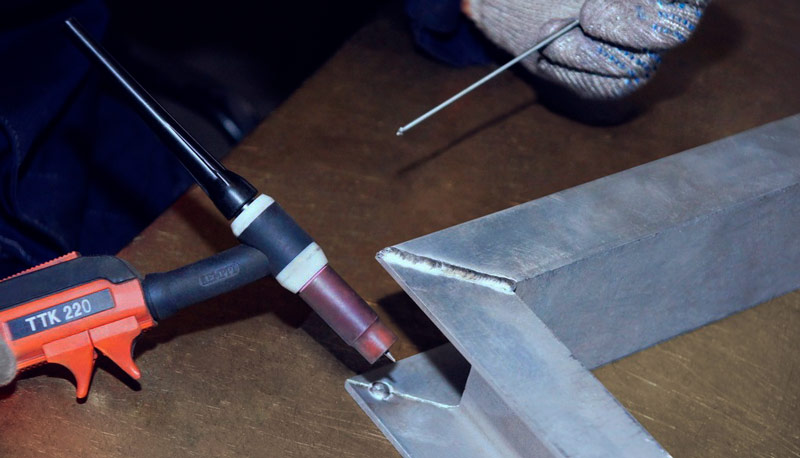
Jakość szwów, którą można uzyskać podczas spawania aluminium za pomocą spawania TIG.
Jakie funkcje powinny mieć falowniki TIG do aluminium?
Chociaż każdy falownik może być wyposażony w palnik do spawania TIG, możliwe jest połączenie aluminium wysokiej jakości metodą łuku argonowego tylko wtedy, gdy dostępne są następujące funkcje:
Puls. Odgrywa tę samą rolę, co w urządzeniu półautomatycznym. Zmniejsza dopływ ciepła i zapobiega wypalaniu się płynnego materiału. Profesjonalne urządzenia obsługują ustawianie fali tętna. Fala kwadratowa zapewnia głęboką penetrację i dużą szybkość procesu. Trójkątne ułatwia spawanie cienkich blach aluminiowych przy minimalnym przenoszeniu ciepła. Zaokrąglona fala ułatwia kontrolę jeziorka spawalniczego w celu równomiernego przenikania krytycznych połączeń. Sinusoidalny daje miękki łuk z szerokim uchwytem jeziorka spawalniczego, ale nie głęboką penetracją.
Gaz przed i po. Rozpoczyna się przez 2 s wstępne oczyszczanie gazu osłonowego w celu wypchnięcia otaczającego powietrza z miejsca rozpoczęcia spawania. Dostarcza argonu po przerwaniu łuku przez 3-10 sekund, umożliwiając normalnej krystalizacji jeziorka bez tlenu.
Przełączanie na prąd przemienny. Spawanie metodą TIG za pomocą falownika jest możliwe tylko przy prądzie przemiennym. Aby to zrobić, oznaczenie urządzenia musi być oznaczone jako AC / DC.
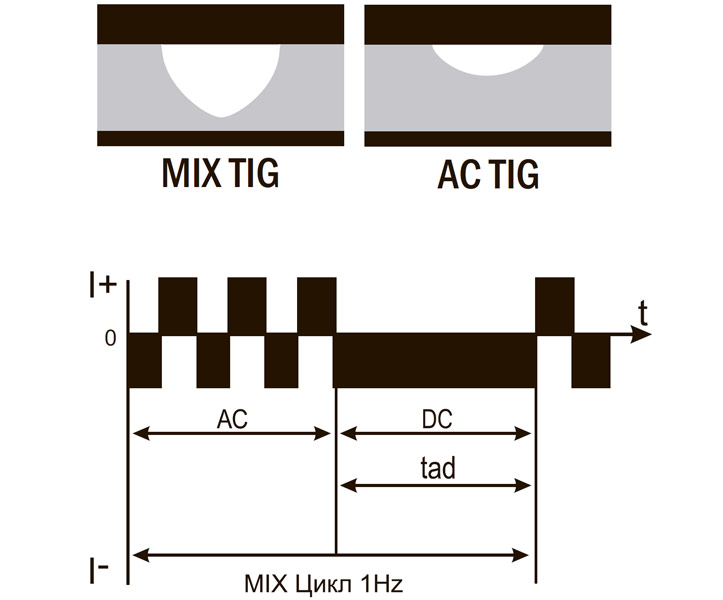
MIX TIG. Ten tryb zmienia wpływ na materiał prądu stałego i przemiennego. Najpierw włącza się prąd przemienny, który swoją częstotliwością niszczy film tlenkowy. Następnie jest zastępowany przez DC, zapewniając głęboką penetrację z równomiernym rozkładem metalu wypełniacza. Ta funkcja jest szczególnie praktyczna, gdy chcesz połączyć ze sobą aluminium o grubości 2 i 7 mm.
Korekta równowagi Umożliwia ustawienie częstotliwości automatycznej zmiany biegunowości napięcia, która, jeśli jest dodatnia, wydłuża żywotność elektrody wolframowej i zwiększa głębokość penetracji, a jeśli wskaźnik jest ujemny, zmniejsza dopływ ciepła i chroni przed poparzeniami i deformacjami.
Po przestudiowaniu wymagań dotyczących spawarek aluminiowych możesz łatwo wybrać sprzęt spawalniczy do swojego warsztatu, warsztatu lub garażu.








