Spawanie łukowe argonem: zasada pracy, jak wybrać najlepsze maszyny
W przeciwieństwie do metody MMA, spawanie argonowe pozwala tworzyć dokładniejsze szwy, które nie wymagają czyszczenia. Nawet ta metoda może połączyć do ośmiu rodzajów metali. Nasz artykuł pomoże ci wybrać spawarkę do spawania łukiem argonowym, aby była odpowiednia dla twoich potrzeb, i pokaże ocenę przetestowanych modeli, które mają pozytywne recenzje, a także spawaczy, takich jak ich cechy.

Wyboru towarów dokonano na podstawie recenzji, opinii i ocen użytkowników zamieszczonych w różnych zasobach w Internecie. Wszystkie informacje pochodzą z otwartych źródeł. Nie współpracujemy z producentami i znakami towarowymi i nie wzywamy do zakupu niektórych produktów. Artykuł służy wyłącznie celom informacyjnym.
Zasada działania spawania łukowego argonem
W międzynarodowym oznaczeniu metoda argonowo-łukowa ma skrót TIG. Jest aktywnie wykorzystywany w produkcji i warsztatach. Dzięki niemu łączone są pęknięte części samochodowe (miski skrzyni korbowej, agregaty chłodzące silnik), zbierają pojemniki dla przemysłu spożywczego i chemicznego, szyny na ręczniki ze stali nierdzewnej, kolektory, filtry do płynów itp. W garażu takie urządzenie może z powodzeniem przeprowadzać naprawy nadwozia lub produkować małe produkty.
Zasada spawania argonem polega na łączeniu metali za pomocą łuku elektrycznego w środowisku gazu obojętnego. Do tego procesu potrzebne jest źródło prądu, które obniża napięcie i zwiększa natężenie prądu. Prąd jest doprowadzany do palnika wyposażonego w elektrodę wolframową. Nie jest zużywalny, więc spawaczowi łatwiej jest kontrolować długość łuku, która powinna wynosić 2-5 mm. Kabel masy łączy się z produktem.
Dotknięcie końca igły wolframowej do części wzbudza łuk elektryczny. Cienkie połączenia nie wymagają wibracji bocznych - elektroda porusza się płynnie, od prawej do lewej wzdłuż linii szwu, powierzchnia połączenia jest gładka jak lustro. Jeśli między częściami jest przerwa lub konieczne jest poszerzenie granic szwu, wówczas przy prowadzeniu palnika spawacz powoduje niewielkie drgania po bokach, rozciągając jeziorko spawalnicze. Przyczynia się to do powstawania małych łusek.

Proces spawania łukowego argonem.
Temperatura łuku wynosi od 2000 do 5000 stopni, w zależności od aktualnej siły. Pozwala to stopić krawędzie metalu i połączyć go cienkim szwem. Aby wzmocnić konstrukcję, stosuje się drut spawalniczy, który druga ręka spawacza podaje do jeziorka spawalniczego. Możesz więc zwiększyć wysokość wałka, nadać szewowi złuszczający się kształt, a nawet wykonać obróbkę powierzchni metalu do późniejszej obróbki (rowkowanie na tokarce, szlifowanie).
Argon z gazem obojętnym służy do ochrony jeziorka spawalniczego przed środowiskiem zewnętrznym. Jest on doprowadzany z cylindra do palnika i wypiera zwykłe powietrze. Eliminuje to tworzenie porów w strukturze spoiny. Połączenie jest szczelne i trwałe. Równolegle gaz ochronny chłodzi elektrodę wolframową i dyszę ceramiczną, aby się nie przegrzały. Na ostatnim etapie, gdy łuk gaśnie, argon pomaga zestalić szew.
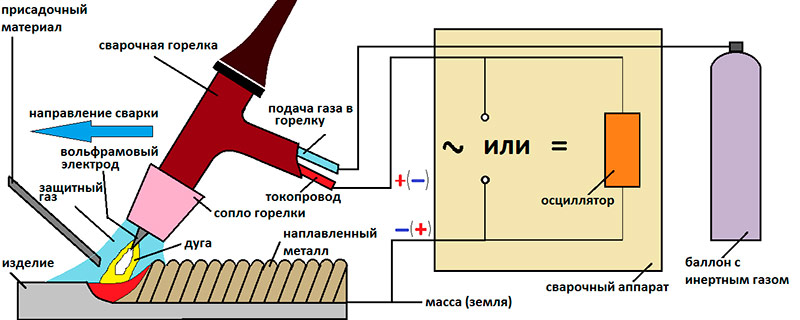
Schemat procesu spawania łukiem argonowym.
Plusy i minusy metody TIG
Metoda TIG ma wyraźne zalety w stosunku do innych metod spawania, ale praca z spawarką argonową ma kilka wad, na które należy być przygotowanym przy wyborze tej metody spawania.

Zalety metody TIG
- lokalne ogrzewanie eliminuje poważne deformacje produktu;
- cienka igła wolframowa pozwala tworzyć wąskie, czyste szwy;
- możliwe jest spawanie z dodatkiem i bez dodatku, co wpływa na wysokość walca;
- połączenie uzyskuje się bez wierzchniej warstwy żużla;
- w większości przypadków brak kolejnych
- obróbka skrawaniem;
stal nierdzewna i metale nieżelazne mogą być spawane; - szwy są ciasne i wytrzymują wysokie ciśnienie;
- metalowy odprysk nie przywiera do powierzchni.

Wady metody TIG
- prędkość połączenia jest gorsza niż MIG;
- nasadka palnika zakłóca pracę w trudno dostępnych miejscach;
- ceramiczna dysza nieznacznie ogranicza widoczność jeziorka spawalniczego;
- jakość szwu zależy od umiejętności użytkownika (natychmiast weź i gotuj, ponieważ nie działa półautomatycznie);
- konieczne jest ciągłe podawanie dodatku drugą ręką i kontrolowanie jego długości (podczas spawania długość drutu jest szybko zmniejszana, a długie kawałki są niewygodne w trzymaniu w dłoniach,
- jak „chodzą”);
- elektrody wolframowe są droższe niż powlekane;
- dodatkowe koszty dla argonu;
- niemożliwe jest spawanie części na ulicy z silnym wiatrem (argon jest wydmuchiwany, a jeziorko spawalnicze pozostaje niezabezpieczone).
Jak wybrać sprzęt niezbędny do pracy
Sprzęt do spawania łukiem argonowym powinien być wybierany na podstawie nadchodzących zadań i ich objętości. W przeciwnym razie możesz kupić zbyt słabą jednostkę lub odwrotnie przepłacić za potencjał, który pozostaje niewykorzystany. Najpierw porozmawiajmy o wyborze bieżącego źródła.
Jak wybrać spawarkę do spawania TIG
Zgrzewarka argonowa to falownik podłączony do sieci 220 lub 380 V, który kilkakrotnie przekształca prąd z przemiennego na bezpośredni, zwiększając jego częstotliwość. Wewnątrz zastosowano kilka transformatorów, mostki diodowe i klawiaturę. Wszystko to przyczynia się do niskiej masy 4-30 kg i wysokiej jakości szwu.
Jeśli potrzebujesz maszyny do spawania w garażu, wybierz model 220 V. Do produkcji jest optymalna do 380 V. Ciężar 4-8 kg jest przydatny podczas podróży i pracy na wysokości, a także przy dużych konstrukcjach. Podczas użytkowania stacjonarnego waga nie ma znaczenia. Wybierając falownik do spawania argonowego, należy zwrócić uwagę na następujące parametry i opcje wyposażenia.

Aparat do spawania argonem i niezbędny sprzęt.
Rodzaj metalu i prąd spawania
Falownik wysyła prąd stały na wyjściu. Umożliwia to doskonałe spawanie stali czarnej, stali nierdzewnej, żeliwa, miedzi, a nawet stopów tytanu.
Jeśli twój warsztat pracuje tylko z tymi metalami, wybierz dowolne urządzenie argonowe o wartości prądu stałego.
Ale połączenie aluminium i jego stopów z takim urządzeniem nie będzie działać. Trudność stanowi warstwa tlenkowa, której temperatura topnienia przekracza 2000 stopni, chociaż sam metal staje się płynny po 660 stopniach. Do spawania aluminium wymagany jest uniwersalny falownik AC / DC, który można przełączyć na prąd przemienny. Z tego powodu tlenek na powierzchni łatwo ulega zniszczeniu, a metal podstawowy nie ulega spaleniu w wyniku wysokiej temperatury łuku.
Jeśli masz stację paliw lub działalność związaną z pojemnikami aluminiowymi, poszukaj aparatu argonowego o oznaczeniu AC / DC.
| Prąd stały | Prąd przemienny |
|---|---|
| Różne rodzaje stali | Aluminium |
| Stal nierdzewna | Stopy magnezu |
| Żeliwo | - |
| Miedź | - |
| Stopy tytanu | - |
Zakres prądu spawania
Aktualny zakres wytrzymałości (A) określa, jak gruba będzie obrabiana część. Tutaj ważne są zarówno górny, jak i dolny wskaźnik. Średnia obliczona wartość wynosi 35 A na każdy 1 mm grubości metalu. Na przykład, jeśli spawasz rury i profile, których przekrój ściany nie przekracza 2 mm, wystarczy 70 A. Aparatura argonowa o maksymalnej wartości 160 A pokryje wszelkie wymagania spawalnicze dla przedmiotów o grubości do 4 mm. Gdy wymagane jest połączenie elementów o grubości 5-7 mm za pomocą spawania argonowego, wybierz falownik o maksymalnej wartości 200-250 A.
Minimalna wartość, do której prąd może zostać obniżony, wpływa na zdolność do spawania cienkiego metalu. Na przykład istnieją urządzenia argonowe z dolnym progiem 5 A. To wystarczy, aby zaparzyć puszkę o przekroju 0,6 mm. Modele o niższej wartości 20-30 A nie są w stanie tego zrobić.
| Rodzaj metalu | Grubość metalu mm | Aktualny typ | Prąd ¸ A |
|---|---|---|---|
| Stopy stali | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| Aluminium | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Tryb pulsacyjny
Wybór aparatu argonowego o takiej funkcji jest niezbędny do jeszcze lepszego spawania cienkich metali. Tryb pulsacyjny obejmuje przemienny prąd spawania i pauzę. Zmniejsza to dopływ ciepła, całkowicie eliminuje deformację i wypaczenie części. Częstotliwość zmiany impulsu można regulować, co określa prędkość spawania. Ten tryb jest również wymagany, gdy aluminium jest łączone, ponieważ wysoki prąd niszczy tlenek, a spadek mocy podczas przerwy zapobiega spaleniu metalu podstawowego.
Intensywność użytkowania (czas włączenia)
W inny sposób parametr ten nazywa się czasem włączenia i jest podawany jako wartość procentowa. Na przykład, przy 40% aparacie argonowym PV, będą działać 4 na 10 minut. Jeśli będziesz go używać częściej, przegrzeje się i ochrona zadziała. Sprzęt wyłączy się na siłę, dopóki nie zostanie całkowicie schłodzony. Gdy w pracy jest wiele procesów przygotowawczych, zdzierania, cięcia wykrojów, wystarczy 40% PV. Falownik będzie miał czas na ostygnięcie podczas takich przerw. Jeśli spawacz pracuje w sposób ciągły, a wszystkie procesy przygotowawcze są wykonywane przez innych, wymagana jest bardziej wydajna aparatura z cyklem pracy 80 lub 100%. Wtedy praca nie będzie bezczynna.
Ale czas przełączania jest mierzony przy maksymalnym prądzie, więc model wynosi 300 A przy 60% PV, a jeśli prąd spawania zostanie zmniejszony do 200 A, PV wyniesie 100%. Dlatego przy określaniu intensywności użytkowania nadal warto zastanowić się, jaki prąd operacyjny jest potrzebny do codziennych zadań.
Dodatkowe funkcje
Spawarki łukowe argonowe mogą być wyposażone w niektóre funkcje, które ułatwiają proces lub podnoszą jakość szwu. Oczywiście im szersze możliwości sprzętu, tym jest ono droższe, dlatego powinieneś pomyśleć o tym, ile każda funkcja jest potrzebna w danym przypadku.
Oto najczęstsze:
- Czas usuwania gazu. W aparacie można dostosować czas wstępnego i końcowego oczyszczania za pomocą argonu. Na początku procesu pomaga to usunąć powietrze z otoczenia ze strefy wzbudzenia łuku. W końcu pomaga to krystalizować jeziorko spawalnicze i chłodzić elektrodę. Im dłużej metal stygnie, na przykład aluminium, tym dłuższe powinno być oczyszczanie (do 7 s).
- Zapłon o wysokiej częstotliwości. Każdy falownik może być wyposażony w palnik zaworowy, aby mógł wykonywać spawanie TIG. Ale aby wzbudzić łuk, należy dotknąć końcówki elektrody na produkcie, z którym połączona jest masa. W modelach z zapłonem o wysokiej częstotliwości stosuje się oscylator, który przebija napięcie do 10 mm przez napięcie powietrza. Pomaga to rozpocząć spawanie bez dotykania, po prostu przez podniesienie palnika. Na powierzchni produktu jest mniej śladów i elektroda musi być ostrzona rzadziej.
- Spawanie kraterowe. Jest to stopniowy spadek amplitudy prądu spawania, który pomaga wyeliminować punkt na „blokadzie” szwu. Taka funkcja jest ważna podczas spawania rur i pojemników pod wodą i innymi płynami, a także podczas pracy z cienkimi blachami o grubości 0,6-1,0 mm.
- Chłodzenie wodą. W urządzeniach do spawania argonem można zainstalować pompę, która pompuje płyn niezamarzający przez kanał kablowy do palnika. Przyczynia się to do przyspieszonego usuwania ciepła z ceramicznej dyszy i elektrody, przedłużając czas ciągłej pracy. Funkcja jest potrzebna, gdy stosowane są wysokie prądy 250–400 A i potrzebna jest ciągła praca urządzenia.
Dodatkowy sprzęt niezbędny do pracy
Do spawania łukiem argonowym oprócz źródła prądu potrzebny będzie kabel z pochodnią. Najczęściej jest dostarczany wraz ze sprzętem, ale z modelami premium EWM, Lincoln Electric i innymi można go sprzedawać osobno.
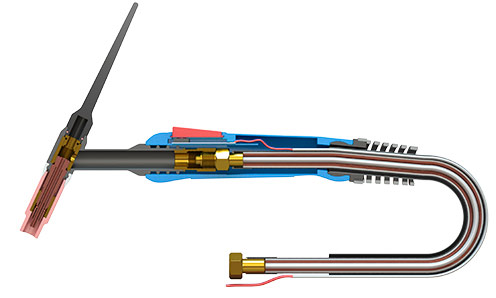
Palnik sekcyjny do spawania łukowego w osłonie argonu.
Palniki są typu zaworowego (dopływ gazu jest otwierany przez zawór na palniku) i ze sterowaniem przyciskiem (naciśnięcie przycisku na palniku uruchamia gaz i prąd). Długość rękawa 2-5 m dobiera się w zależności od wymaganej ruchliwości spawacza i wielkości zmontowanych konstrukcji.

Palnik do spawania łukowego argonem typu zaworu.

Latarka do spawania łukowego w osłonie argonu z przyciskiem.
Do spawania wymagana jest butla z gazem obojętnym. Jeśli musisz pracować okresowo, wystarczy kupić 10-litrowy cylinder, który nie zajmuje dużo miejsca i łatwo jest zabrać go do bagażnika w celu tankowania. Ta sama opcja jest praktyczna podczas podróży. Przy stałej stacjonarnej aktywności w warsztacie lub w produkcji wybierany jest duży 150-litrowy cylinder.

Butla z gazem obojętnym do spawania łukiem argonowym.
Cylinder wymaga reduktora z manometrami wysokiego i niskiego ciśnienia, a także węża łączącego cylinder z falownikiem. Za pomocą manometru wysokociśnieniowego spawacz monitoruje pozostałą część gazu, a przy niskim ciśnieniu ustawia szybkość przepływu argonu w palniku.

Reduktor i wąż manometru.
Do spawania potrzebne są elektrody wolframowe. Pochodzą one z niebieską, złotą, czerwoną lub zieloną końcówką do różnych rodzajów metali. Najbardziej wszechstronny jest niebieski kolor końcówki. Średnicę elektrody 1,6-4,0 mm dobiera się w zależności od wymagań dotyczących szerokości szwu, głębokości wytopu i maksymalnej siły prądu.

Elektrody do spawania łukowego argonem.
Spawanie argonem można wykonać bez dodatku, jeśli części są ściśle ze sobą połączone, a konstrukcja nie ma silnego obciążenia mechanicznego. W innych przypadkach stosuje się drut spawalniczy z tego samego materiału co spawany metal główny.

Drut wypełniający do spawania łukowego argonem.
Wideo Co to jest spawanie argonem i jak wybrać urządzenie do spawania argonem
Najlepsze spawarki argonowe
Po rozważeniu kryteriów wyboru sprzętu do spawania argonowego przejdziemy do konkretnych modeli, które otrzymały pozytywne recenzje od spawaczy.
Najlepsze spawarki łukowe DC z argonem
Do spawania metali żelaznych, stali nierdzewnej i miedzi stosowane są falowniki wytwarzające prąd stały. Oto ranking najlepszych modeli z tej kategorii.
RESANTA SAI-230 HELL (TIG, MMA)
Na pierwszym miejscu znajduje się falownik Resanta SAI-230. Aparatura argonowa może działać z sieci 170–242 V i wytwarza prąd stały o wartości 10–230 A. Przy maksymalnych prędkościach czas włączenia wynosi 70%, co pozwala na stosowanie jej nie tylko na potrzeby domowe. Oprócz spawania TIG urządzenie obsługuje tryb MMA, dla którego na przednim panelu znajduje się przełącznik. Jest to wygodne, gdy wymagane jest naprzemienne spawanie czystym argonem i cięcie elektrodami powlekanymi. Model waży 11 kg. W zestawie znajduje się palnik i kabel uziemienia. Producent udziela na to 2 lata gwarancji.

Zalety RESAI SAI-230 HELL (TIG, MMA)
- Wysoka moc 230 A dla penetracji 6 mm.
- Pasek na ramię do noszenia.
- Bezstykowy zapłon podczas korzystania z palnika z oscylatorem (istnieje złącze do podłączenia sterowania z palnika);
- Prąd spada do 10 A dla materiału spawanego 0,8 mm.
- Żelazna obudowa wytrzymuje trudne warunki konstrukcyjne przez długi czas.
- Atrakcyjna cena.
- Niezawodne złącza.
Wady RESAUT SAI-230 HELL (TIG, MMA)
- Brak wyświetlacza do wizualnej kontroli ustawień.
- Zdemontuj obudowę na długi czas.
- Brak sztywnego uchwytu do przestawiania urządzenia na miejsce.
- Podczas pracy w wilgotnym pomieszczeniu tranzystory szybko się psują.
- Sądząc po recenzjach, spawacze nie mają wystarczającej długości kabli.
Wniosek To urządzenie do spawania łukowo-argonowego wyróżnia się obecnością drugiego „skrętu” w celu dostosowania indukcyjności łuku. Pozwala to kontrolować głębokość penetracji i wysokość nogi spawanej. Ta funkcja jest przydatna do spawania krytycznych konstrukcji, zwłaszcza połączeń narożnych i trójników.
Svarog REAL TIG 200 W223
W dalszej części rankingu znajduje się falownik argonowy Svarog. Urządzenie wykonane jest w żelaznej obudowie i ma wyświetlacz do precyzyjnej regulacji siły prądu.Złącza na panelu przednim są przeznaczone do podłączenia latarki za pomocą przycisku do sterowania zasilaniem gazowym i napięciem. Oddzielny przełącznik, możesz wybrać tryb MMA lub TIG. Falownik może pracować z sieci ze zmniejszonym wskaźnikiem 160 V. Zakres regulacji prądu spawania wynosi 10-200 A. Maksymalnie PV wynosi 60%. Sprzęt waży 7 kg i ma wymiary 42 x 16 x 31 cm. Zapewnione jest chłodzenie powietrzem. Model obsługuje pracę z elektrodami o średnicy 1,6-3,2 mm.

Plusy Svarog REAL TIG 200 W223
- Istnieje cyfrowy ekran do precyzyjnego ustawienia liczby amperów.
- Metalowe rogi korpusu pokryte są gumą.
- Zaprojektowany do podłączenia palnika z pełną kontrolą przycisków.
- Jest uchwyt do poruszania się w miejscu.
- Kompaktowe wymiary 42 x 16 x 31 cm ułatwiają transport i przechowywanie.
- Niska moc 4,83 kW umożliwia spawanie argonem z generatora gazu.
- Bezpieczne napięcie obwodu otwartego 56 V.
- Brak odprysków podczas spawania.
Wady Svarog REAL TIG 200 W223
- Przycisk zasilania jest wyświetlany z tyłu, co nie jest wygodne dla wszystkich spawaczy.
- Funkcje „Hot start” i „Anti-stick” w trybie MMA nie działają w praktyce (tylko ruch marketingowy).
- Nie ma korekty wstępnego zasilania gazem.
- Z wyglądu cienki palnik.
Wniosek Ta spawarka łukowa argonowa wyróżnia się regulacją czasu oczyszczania gazu. Ta funkcja jest przydatna podczas pracy z żeliwem i miedzią, aby zapewnić stopniowe chłodzenie i zapobiec reakcji z węglem, który tworzy pory. Interwał czyszczenia można regulować w zakresie od 2 do 10 sekund. Producent udziela również 5-letniej gwarancji na to urządzenie, którą użytkownicy lubią w recenzjach.
Quattro Elementi B 225 (TIG, MMA)
Uzupełnieniem tej kategorii są towary włoskiego producenta. Zgrzewarka argonowa jest przeznaczona do łączenia metali o grubości do 6 mm. Ma zakres prądu roboczego 10–225 A. Po podłączeniu do sieci zużywa 7,8 kW. Dozwolone jest stosowanie elektrod o wielkości 1,6–5,0 mm. Możesz przejść do trybu MMA, który jest uzupełniony funkcjami „Anti-stick” i „Hot start”. Czas włączenia wynosi tutaj 80%, ale jeśli zmniejszysz natężenie prądu z 225 do 180 A, wskaźnik stanie się 100%. Do zasilania napięcie 170-260 V.

Plusy Quattro Elementi B 225 (TIG, MMA)
- Istnieją pętle do mocowania paska na ramię.
- Dwa tryby MMA i
- Cyfrowy ekran dla dokładnego ustawienia prądu.
- Tryby przełączania przycisków dotykowych.
- Natężenie prądu można zmniejszyć do 10 przy spawaniu blachy 0,6-1,0 mm.
- Przy natężeniu prądu 180 A wartość PV wynosi 100%.
- Jeśli napięcie spadnie, i tak gotowanie „twosome” będzie działać.
- Wszystkie parametry odpowiadają zadeklarowanym.
Wady Quattro Elementi B 225 (TIG, MMA)
- Wciąga dużo kurzu do organizmu.
- Dostępne są tylko palniki zaworowe.
- Przycisk zasilania znajduje się z tyłu.
- Należy kupić palnik argonowy - dołączony jest tylko kabel i uchwyt do RDS.
Wniosek Chociaż ten falownik może gotować argon tylko za pomocą palnika zaworowego, szczególnie łatwo jest dotknąć łuku, ponieważ napięcie w obwodzie otwartym wynosi 85 V. Urządzenie argonowe ma również ciężar 5,5 kg, co sprawia, że lepiej nadaje się do noszenia na ramieniu podczas pracy na dużych wysokościach lub spawania wzdłuż długiej konstrukcji.
Najlepsze uniwersalne urządzenie do spawania łukowego argonem DC / AC
Jeśli od czasu do czasu musisz spawać aluminium, wybierz urządzenia z możliwością przełączania prądu stałego na prąd przemienny. Taką funkcję wskazuje nazwa AC / DC. Oto najlepsze modele w tej kategorii.
Aurora PRO INTER TIG 200 AC / DC PULSE
Jest to chiński aparat argonowy z wysokiej jakości montażem. Model zasilany jest z sieci jednofazowej i wytwarza 5-200 A. Jest wyposażony w kable o przekroju DX50. Napięcie biegu jałowego wynosi 44 V. Występuje chłodzenie powietrzem. Maksymalne PV osiąga 60%. Urządzenie może pracować w temperaturze otoczenia od -20 do +50 stopni.Całe okablowanie elektryczne wykonane jest w klasie izolacji F. Opcjonalnie można podłączyć pilota.

Plusy Aurora PRO INTER TIG 200 AC / DC PULSE
- Duża obudowa z licznymi otworami chłodzącymi.
- Wysokiej jakości montaż.
- Dobrze gotuje stal nierdzewną i miedź.
- Prawie nie ma spadku napięcia sieciowego.
- Istnieją dwa twarde uchwyty do transportu.
- Liczne ustawienia zwiększania i zmieniania siły prądu.
- Niskie obciążenie sieci 4,5 kW.
- Bezdotykowy zapłon elektrody.
Wady Aurora PRO INTER TIG 200 AC / DC PULSE
- Aby zmienić wagę 20 kg, wymagany jest wysiłek.
- Nie zawsze łatwo jest znaleźć miejsce w małym garażu
- W trybie MMA dopalacz nie działa.
- Wszystkie dodatkowe funkcje nie są wyświetlane na ekranie - regulacja w ciemno.
- W zestawie tylko jedna nasadka palnika.
- Brak funkcji parzenia krateru.
Wniosek Falownik do spawania argonem wyróżnia się obecnością trybu 4T. Pozwala to włączyć spawanie i nie przytrzymywać przycisku na palniku. Tryb jest praktyczny w przypadku długich szwów podczas spawania kołnierzy lub pojemników produkcyjnych. Inny producent zapewnia palnik z 4-metrowym pakietem węży, który jest przydatny przy tworzeniu dużych konstrukcji. Funkcja impulsu pomaga łączyć cienkie blachy ze stali nierdzewnej i aluminium bez wypaczania.
BRIMA TIG-200P AC / DC
Kolejny godny produkt niemieckiego producenta. Urządzenie argonowe jest montowane w Chinach, ale sądząc po recenzjach, jest proste i niezawodne jak karabin szturmowy AK-47. Falownik wytwarza prąd o natężeniu 10-200 A, zużywając 5 kW. Nadaje się do podłączenia do sieci jednofazowej. PV przy maksymalnym prądzie osiąga 60%. Profesjonalny model jest chłodzony powietrzem. Bieg jałowy - 56 V. Jest wyposażony w palnik z elektrodą wolframową i bezdotykowy zapłon.

Zalety BRIMA TIG-200P AC / DC
- Złącza do profesjonalnych palników z zapłonem bezdotykowym.
- Wytrzymałe uchwyty.
- Wyświetlacz cyfrowy.
- Zabezpieczenie przed przeciążeniem i przegrzaniem.
- Obsługuje dwa tryby spawania TIG i MMA.
- Istnieją ustawienia dotyczące tworzenia łuku.
- Niskie obciążenie w sieci 5 kW.
- Niski poziom hałasu
Wady BRIMA TIG-200P AC / DC
- Waga 25 kg utrudnia transport.
- Duże rozmiary 50x35x36 cm.
- Jeśli ochrona zadziałała, nie włączy się na 30 minut (wszystkie prace zostaną zatrzymane).
- Słaby terminal uziemienia - może wypalić się po 2 miesiącach aktywnego użytkowania.
- Kabel „ujemny” o długości 2 m.
Wniosek Falownik ma wiele opcji dostosowywania, które przydadzą się profesjonalnemu spawaczowi w warsztacie lub warsztacie. Czas przedmuchiwania gazu jest ustawiony od 0 do 2 s. Postgaz może wynosić od 2 do 10 sekund. Spawacz wybiera długość i częstotliwość impulsu. Pod koniec spawania można wybrać wartość redukcji prądu o 10 A, aby uniknąć przetoki w „śluzie”. Wszystko to nadaje się do produkcji struktur krytycznych, które następnie przechodzą kontrolę przez defektoskop.
Funkcje spawania różnych metali
Podczas spawania argonem dowolnego materiału musisz nauczyć się kilku zasad. Odstęp między elektrodą a powierzchnią powinien wynosić 2-5 mm. Trzymaj palnik pod kątem 45 stopni. Zwykle trzyma się go prawą ręką, a drut do drutu podaje się lewą. Nie dotykaj końcówki igły dodatkiem - elektroda ulegnie zabrudzeniu, łuk ulegnie pogorszeniu, wolfram może jonizować w jeziorku spawalniczym. Dodatek jest dostarczany w celu dopasowania do palnika. Utworzony szew należy pozostawić, a gorący gaz powinien uciec na wciąż niepołączone strony przedmiotu obrabianego.
Podczas spawania niektórych metali obowiązują dodatkowe zasady, które powinien znać początkujący argonder.
Aluminium
Tutaj barierą jest ogniotrwały tlenek na górze. Aby go zniszczyć, użyj prądu przemiennego o odwrotnej polaryzacji. Przyczynia się to do ogrzewania powierzchni bez przegrzania elektrody. Napięcie przemienne naprzemiennie zmienia proces, zapobiegając nadmiernemu stopieniu przedmiotu obrabianego w celu wypalenia. Funkcja impulsu lub funkcja podwójnego impulsu jest szczególnie użyteczna, z której szwy staną się jeszcze lepsze.
| Grubość przedmiotu obrabianego, mm | Średnica elektrody wolframowej, mm | Średnica pręta, mm | Siła prądu, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
Miedź
W stanie ciekłym reaguje z wodorem, co prowadzi do powstawania dużych porów. Tutaj możesz użyć prądu stałego lub przemiennego, ale tylko z odwrotną polaryzacją. Zaleca się również zwiększenie przepływu argonu z 1,5 do 2 litrów na minutę. W tym przypadku drut nie jest wymagany, ponieważ metal jest płynny, a krawędzie topią się wystarczająco, aby utworzyć mocne połączenie. Zamiast elektrody wolframowej warto zastosować elektrodę grafitową, również sklasyfikowaną jako niesprawna.
| Rodzaj elektrody | Grubość przedmiotu obrabianego, mm | Średnica elektrody, mm | Siła prądu, A | Długość łuku, mm |
|---|---|---|---|---|
| Grafit | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| Objęte | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Tytan
Aktywny materiał, który reaguje z otaczającym powietrzem. Spawanie odbywa się przy zwiększonym zasilaniu argonem w celu ochrony jeziorka spawalniczego. W przeciwieństwie do miedzi i aluminium tytan ma niską przewodność cieplną. Aby zapewnić niezawodne połączenie boków, krawędzie szwu będą musiały zostać wzmocnione dodatkowymi szwami. Podczas pracy z elementami grubszymi niż 1,5 mm stosuje się tytanowy drut spawalniczy.
| Grubość przedmiotu obrabianego, mm | Średnica elektrody, mm | Średnica drutu, mm | Siła prądu, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Teraz, po przestudiowaniu funkcji wyboru urządzeń do spawania łukiem argonowym i rozważeniu oceny najlepszych modeli, możesz wybrać falownik do wykonywania swoich zadań w prywatnym warsztacie lub w produkcji.








