Hoe een halfautomatisch lasapparaat voor het huis en de garage te kiezen: een overzicht van alle parameters en soorten apparatuur
Het kostenbereik van halfautomatische apparaten voor het lassen is 6000-200000 roebel. Om te begrijpen welk halfautomatisch lasapparaat beter te kopen is, moet u de belangrijkste parameters kennen, hun invloed op het gemak van het uitgevoerde werk en de kwaliteit van de naad. Dit helpt je het juiste model voor specifieke taken te kiezen en geeft niet veel geld voor ongebruikt potentieel.

inhoud:
- Het apparaat en werkingsprincipe van het halfautomatische lasapparaat
- Hoe het juiste type halfautomatisch lasapparaat te kiezen
- Selectie draadaanvoer
- Het juiste beschermgas
- Belangrijke parameters bij het kiezen van een halfautomatisch lasapparaat
- Welke ontwerpkenmerken zijn belangrijk
- De keuze van een halfautomatisch lasapparaat, afhankelijk van de beoogde taken
Het apparaat en werkingsprincipe van het halfautomatische lasapparaat
Halfautomatische lasmachines zijn superieur aan andere lasmachines vanwege hun hoge productiviteit. In tegenstelling tot andere apparaten hebben halfautomatische apparaten een geïntegreerde draadaanvoereenheid, die dient als vulmateriaal en tegelijkertijd als een van de contacten voor het ontsteken van de boog.
Hierdoor is het mogelijk om continue naden van 2-4 m lang te maken in verschillende ruimtelijke posities. Dit is ook handig voor het manipuleren van de toorts met het doel om een naad te vormen, omdat er geen brandende elektrode is, waarvan de lengte constant moet worden gecompenseerd door het kopvlak dichter bij het lasbad te brengen.
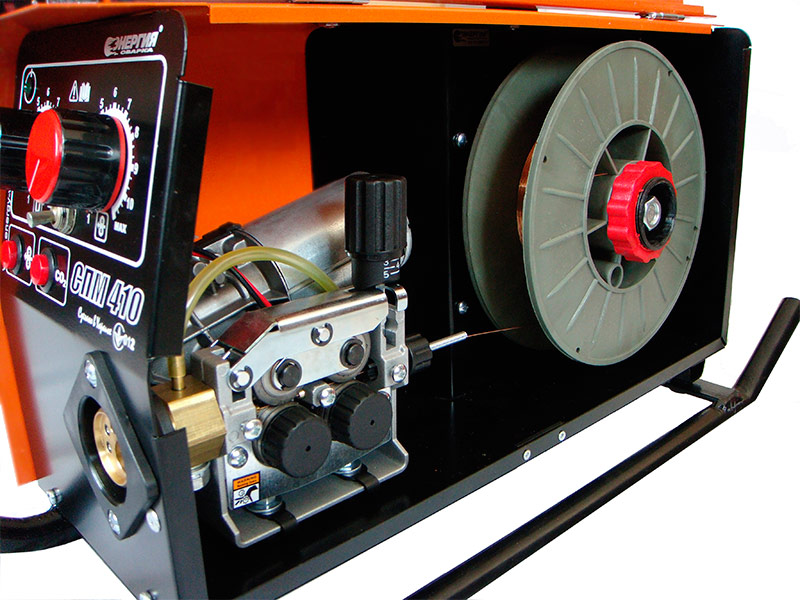
Het halfautomatische apparaat bevat de volgende onderdelen en samenstellingen:

1. Reducer.
2. Inerte gasfles.
3. Vulhaspel
4. Het schenkingsmechanisme.
5. Brander met contactelementen en bedieningstoets.
6. Het instrumentenpaneel.
7. Stroombron
8. Branderbuis met kabelgoot, stroomdraden, interne gasslang.
9. Aardkabel met klem.
Het uiterlijk en de lay-out van de elementen van het halfautomatische lasapparaat verschillen afhankelijk van de klasse van het apparaat.
Het werkingsprincipe van het halfautomatische lasapparaat is om een spanning van 220 of 380 V uit het netwerk te verkrijgen en de spanning te verlagen tot 30-90 V. Tegelijkertijd verhoogt de stroombron het aantal ampères tot 120-500 A, waardoor het gemakkelijk is om boogstaal, gietijzer, aluminium en roestvrij staal te smelten. In tegenstelling tot smeltelektroden laat deze methode geen slak achter op het oppervlak van de naad. Als de verbinding correct is gemaakt, is latere bewerking niet nodig, het product mag na koeling worden geverfd.
Om dit proces uit te voeren, zijn de elektrische, mechanische en gasonderdelen van de apparatuur betrokken. De lasser houdt een toorts met een mondstuk en een mondstuk vast. Daarin voeren mechanica met een elektromotor de lasdraad in. De snelheid van deze laatste wordt aangepast afhankelijk van de diameter van het additief, de huidige sterkte en de vereiste dikte van de naad. Door de draden naar het mondstuk van de brander wordt spanning aangebracht, die naar de draad gaat.
Het tweede contact is via een massakabel met een klem met het product verbonden. Wanneer de lasser op de toortsknop drukt, strekt de draad zich naar voren uit, raakt het oppervlak van het te lassen onderdeel en windt een elektrische boog op, waardoor de draad zelf en de randen van de verbinding smelten. Om een naad te maken, moet de brander soepel of met oscillerende bewegingen worden aangedreven.
Het gasgedeelte beschermt het gesmolten metaal van het lasbad tegen interactie met de omringende lucht. Wanneer een knop op de brander wordt ingedrukt, geeft de gasklep automatisch een inerte stof af. Het mondstuk van de toorts heeft een buisvormige vorm en biedt een uniforme bescherming van de laszone. Anders zou koolstof uit het gesmolten metaal worden getrokken en zou de naad poreus en lek zijn.
Meer informatie over de principes van het werken met semi-automatische lasmachines vindt u in de video:
Hoe het juiste type halfautomatisch lasapparaat te kiezen
Bij het bepalen van welke semi-automatische lasmachine u kiest om thuis of voor een kleine werkplaats in een persoonlijke garage te werken, moet u rekening houden met de soorten apparatuur. Het is verdeeld in drie groepen voor het beoogde doel, en kan ook een van de huidige bronnen bevatten, wat het onderhoudsgemak en het gebruiksgemak beïnvloedt.
Huishoudelijke, semi-professionele en professionele modellen
Halfautomatische apparaten voor huishoudelijk lassen.
Ze hebben een klein gewicht tot 10 kg, stroomsterkte 120-160 A, vermogen 3-5 kW. In de regel zijn dit eenvoudige apparaten met een minimum aan instellingen, aangesloten op een netwerk van 220 V. Door de lage stroomsterkte kunnen ze niet-dik metaal lassen met een doorsnede van maximaal 3-5 mm. Hun inclusieduur is niet hoger dan 30%, waardoor ze 3 van de tien minuten kunnen werken. De rest van de tijd zal nodig zijn om de belangrijkste componenten te koelen, anders zal dit leiden tot oververhitting. De eenheid is gekozen voor kleine taken: een poort maken, een hek repareren, een kas voor persoonlijke behoeften maken.


+ Pluspunten van huishoudelijke halfautomatische apparaten
- redelijke prijs;
- het is gemakkelijk voor een beginner om de functies te begrijpen (de huidige sterkte en draadaanvoersnelheid aanpassen);
- compactheid;
- eenvoudige reparatie en goedkope onderdelen;
- gemakkelijk transport;
- vereisen minimaal onderhoud.

- Nadelen van huishoudelijke semi-automatische apparaten
- laag vermogen, wat de dikte van de gelaste zijden beperkt;
- korte draad en kabel;
- slechte uitrusting;
- de mogelijkheid om alleen met dunne draad te koken;
- lage PV van 30% (opnameduur).
Semi-professionele lassen halfautomatische apparaten.
Ze vertegenwoordigen de middelste categorie lasapparatuur met een stroomsterkte van 180-250 A. Hun vermogen varieert van 6-8 kW. Met PV van 35 tot 50% kunt u ze met kleine onderbrekingen gebruiken voor de productie van deuren, containers en verschillende ontwerpen thuis. De dikte van de penetratie van het metaal bereikt 10 mm. Apparaten kunnen een eenvoudige interface hebben of al geavanceerde instellingen bevatten voor het modelleren van lasspanning.

+ Voordelen van semi-professionele halfautomatische apparaten
- de mogelijkheid om elke dag 3-5 uur te werken;
- verhoogde bouwkwaliteit;
- apparatuur met kabels tot 3 m lang;
- verbeterde mate van bescherming voor het lichaam en dashboard;
- lange levensduur;
- fijnere modusinstellingen.
- Nadelen semi-automatische halfautomatische apparaten
- hogere kosten;
- gewicht van 10-20 kg, bemoeilijkt transport;
- dure reparaties en componenten.
Professionele halfautomatische lasapparaten.
Dit zijn apparaten in een grote behuizing, die permanent worden geïnstalleerd of op een kar met rollen. Daar is ook een gasfles bevestigd, die het transport vergemakkelijkt. Modellen produceren tot 300-500 A, waarmee u metalen met een dikte van 20 mm of meer kunt koken, maar dit vereist een driefasige input van 380 V. Ze worden geselecteerd voor productie met een constant gebruik als gevolg van PV van 60%.

+ Voordelen van professionele halfautomatische apparaten
- hoog vermogen 11-25 kW;
- gemakkelijke ontsteking van de boog door stationair draaien 80-90 V;
- Je kunt elke dag 7-10 uur koken;
- veel lasstroomaanpassingsfuncties voor betere laskwaliteit;
- universeel, omdat ze de installatie van draad van verschillende diameters en materialen mogelijk maken;
- uitgerust met lange kabels.
- Nadelen van professionele semi-automatische apparaten
- zwaar gewicht, wat het gemak van transport beïnvloedt;
- hoge initiële kosten en prijzen voor reparaties;
beperkte connectiviteit (alleen waar 380 V is).
Bepaald met een halfautomatisch lasapparaat, afhankelijk van de stroombron
Naast de categorieën lasapparatuur wordt deze ook onderverdeeld naar type stroombron, wat een directe invloed heeft op de kwaliteit van de naad en de toepasbaarheid. Er zijn drie soorten voeding beschikbaar.
Transformers.
Vanwege de grote afmetingen van de spoelen (primair en secundair), zijn de afmetingen van het halfautomatische lichaam groot. Dit heeft invloed op de massa van het apparaat. Maar voor onderhoud zijn dergelijke modellen het meest pretentieloos. Ze zijn ook goedkoop om te repareren.Aangezien dergelijke apparaten een minimum aan onderdelen hebben, breken ze minder vaak uit en is de werking toegestaan in de zwaarste omstandigheden (kou, hitte, frequent transport, stof).
Lassen vindt plaats op wisselstroom, daarom zijn de naden uitgesproken schilferig, er kan instroom optreden. Er is een hoog aandeel metaalspatten. Huidige aanpassing is stapsgewijs, grof. Dergelijke apparaten zijn geschikt voor koolstofarm staal of aluminium (op voorwaarde dat de juiste draad is geïnstalleerd).
Gelijkrichters.
Deze apparatuur is vergelijkbaar in ontwerp, maar naast de transformator zit er ook een diodebrug in die een wisselende lage spanning corrigeert. DC-lassen opent de mogelijkheid om roestvrij staal, gietijzer of betere lassen te verbinden op gewoon "zwart" metaal.
Hun boog brandt stabieler en de spray is veel kleiner. Maar gezien het nog grotere aantal knooppunten in reparatie, zijn ze ingewikkelder. En de massa van halfautomatische apparaten is groter, wat het transport bemoeilijkt.
Inverter.
De meest moderne bronnen voor lasstroom, verhogen de frequentie met tientallen keren en converteren naar constant. Een dergelijk schema biedt compacte apparatuurafmetingen, laagspanningsverbruik van het netwerk en brede mogelijkheden voor lasmaterialen (roestvrij staal, gietijzer, koolstofmetalen, aluminium). De naad ervan ligt plat, bijna geen spray. U kunt de spanning soepel aanpassen, en dit vermindert het inbranden.
Vanwege het grote aantal elektronica en interne onderdelen, vereist dergelijke apparatuur voorzichtiger gebruik, gevoelig voor kou en stof. Het is het duurst om te repareren. Als er spanningspieken in het netwerk optreden, heeft dit invloed op de laskwaliteit.
Selectie draadaanvoer
De keuze voor een halfautomatisch lasapparaat hangt samen met hoe ver van de uitlaat moet worden gelast en hoe groot de te vervaardigen structuren zijn. Dit wordt niet alleen beïnvloed door de lengte van het netsnoer, maar ook door de huls van de brander. Het type draadaanvoermechanisme hangt hier vaak van af.
Er zijn drie draadaanvoeropties:
1. duw - heeft rollen in het apparaatlichaam die de draad in het kabelkanaal duwen. Meestal is de lengte van de huls niet groter dan 5 m, omdat de draad in bochten kan vast komen te zitten, wat het lassen onderbreekt.
2. trekken - impliceert de aanwezigheid van een trekmechanisme in de brander zelf. Dit maakt het gebruik van langere mouwen mogelijk, maar maakt de brander zwaarder, wat ongemakkelijk is voor werkzaamheden op grote hoogte of gezichtsnaden.

3. gecombineerde - beide bovenstaande typen hebben. De lengte van het kabelkanaal kan 10 m bereiken, wat handig is voor het snel wisselen van werkplek op grote constructies (dakspanten, lange kas).
Bovendien kan het duwende draadaanvoermechanisme zich in één behuizing met een stroombron of in een afzonderlijke bevinden. De eerste versie geeft compactere afmetingen van de apparatuur, maar als de mouwlengte niet genoeg is, moet u de hele installatie verplaatsen. Met het oog hierop is het ingebouwde type toevoermechanisme alleen handig voor een stationaire lasplaats in de garage waar wordt gewerkt met kleine onderdelen (container, barbecue, wicket).

Een duwmechanisme in een behuizing met een stroombron.
Voor een betere manoeuvreerbaarheid (lassen van het hek, kas, pijpen) is het beter om een halfautomatisch apparaat te kiezen met een afzonderlijke behuizing van de stroombron en het voedingsmechanisme. Een dergelijk schema maakt het gebruik van apparatuur op een stationaire manier mogelijk, waarbij de onderdelen op elkaar worden geplaatst en indien nodig een spoel met een draad en een aandrijving (gewicht tot 6 kg) nemen en dichter bij de lasplaats brengen. De behuizingen zijn onderling verbonden door een live kabel. Gas wordt rechtstreeks op de tweede brandereenheid aangesloten. Er zit een draaggreep op de koffer.

Het duwmechanisme staat los van de voedingsbehuizing.
Het juiste beschermgas
Om semiautomatisch succesvol te koken, is het noodzakelijk om niet alleen een goed apparaat te kiezen, maar ook een beschermend gas. Deze lasmethode wordt MIG / MAG genoemd omdat deze het gebruik van inerte of actieve mengsels omvat.De stof wordt vanuit een cilinder met een verloopstuk via slangen aan het apparaat toegevoerd. Wanneer de branderknop wordt ingedrukt, opent de klep het kanaal en stroomt er gas uit het mondstuk. Het blazen van het lasbad isoleert het van de effecten op het vloeibare metaal van de omringende lucht.
Voor semi-automatische machines zijn er verschillende soorten gas die worden geselecteerd, afhankelijk van productietaken:
- Kooldioxide De goedkoopste. Het kan in cilinders met verschillende capaciteiten zijn. Maar lage kosten hebben invloed op de kwaliteit van de naad - deze wordt verkregen met ruwe schalen, metalen spatten vliegen zeer sterk tijdens het lassen, gekraak is hoorbaar. Dit type gas is geschikt voor dunne platen van 0,8 - 1,2 mm en niet-reagerende verbindingen. Geschikt voor het lassen van ferrometalen.
- Een mengsel van argon en kooldioxide. Dergelijke samenstellingen worden geproduceerd in een verhouding van 80% / 20% (argon / koolstofdioxide) en worden MIX genoemd. Ze kosten meer, maar bieden een zachte boog, een minimum aan metaalspray, een gladde, fijn geschubde naad. De verbinding vereist bijna geen verwerking. Deze optie is gekozen voor het lassen van koolstofstaal en roestvrij staal.
- Puur argon. Het duurste type gas voor een halfautomatisch apparaat. Geschikt voor gelegeerd staal, aluminium, titanium en koper (op voorwaarde dat een draad zoals deze materialen is geïnstalleerd).
Het halfautomatische apparaat kan zonder gas werken. Hiervoor wordt een speciale gevulde draad gekocht, die een buisvormige vorm heeft. Binnenin wordt een vloeimiddel gelegd dat smelt onder invloed van een boog en het lasbad beschermt met zijn damp. Na het lassen is plak- en korstverwijdering van het lasoppervlak vereist. Hoewel deze technologie het lassen op moeilijk bereikbare plekken aanzienlijk vereenvoudigt, zijn de kosten van een dergelijke draad zo hoog dat het niet rendabel is voor de levensomstandigheden (het is goedkoper om een cilinder en een versnellingsbak te kopen).

Belangrijke parameters bij het kiezen van een halfautomatisch lasapparaat
Nadat we de soorten apparaten en de mogelijkheden om met gassen te werken hebben geleerd, gaan we verder met belangrijke parameters. Om te begrijpen wat voor soort lassen halfautomatisch apparaat beter is om te kopen voor een garage of een thuiswerkplaats, is het de moeite waard om vier kenmerken te begrijpen die van invloed zijn op de lasmogelijkheden.
Draaddiameter en lasstroom
Als u een halfautomatisch lasapparaat kiest, moet u uitgaan van de dikte van het metaal dat wordt gelast. Voor auto-carrosseriedelen of reparatie van behuizingen van elektrische apparatuur zijn een kleine stroomsterkte en een kleine draaddiameter nodig om doorbranden te voorkomen. Als u een apparaat met laag vermogen kiest, zal het de zijkanten niet smelten, maar alleen het gesmolten metaal erop leggen, dat geen houdkracht zal hebben. Met een krachtig halfautomatisch apparaat, maar een kleine draaddiameter, zal deze smelten voordat hij de verbonden delen bereikt.
Hier is een voorbeeldtabel voor het selecteren van een lasmodus door een semi-automatische machine:
| Metaaldikte mm | Draaddiameter, mm | Huidige sterkte, A |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 - 30 |
| 1.2-2.0 | 0.8 | 45 - 100 |
| 2.5-4.0 | 1.0-1.2 | 120 - 200 |
| 5.0-8.0 | 1.6 | 150 - 350 |
| 9.0-20.0 | 1.6 | 300 - 500 |
Daarom, als het lassen van containers en plaatstaal met een dikte tot 2 mm een prioriteit is, volstaat het eenvoudigste model met een stroomsterkte van 150 A en een spoel met een draad met een diameter van 0,8 mm. Maar het kanaal brouwen met zo'n halfautomatisch apparaat is niet langer mogelijk. Als het in de toekomst nodig is om metalen van verschillende diktes te koken, is het beter om een model te kiezen met een groot bereik en de mogelijkheid om draad met verschillende diameters te installeren.
Naast ampères is ook onbelaste spanning belangrijk, die wordt gehandhaafd op delen onder spanning tijdens de afwezigheid van een boog. Deze indicator ligt in het bereik van 30-90 V. Hoe hoger de waarde, hoe gemakkelijker de boog wordt opgewonden wanneer de draad in contact komt met de massa. Als u vaak in een garage met roestige delen moet werken, moet u een halfautomatisch apparaat kiezen met een stationair toerental van 80-90 V. Als het lassen alleen op gereinigde oppervlakken of nieuw metaal wordt uitgevoerd, is een model met kenmerken van 30-50 V. voldoende.
Netspanning
Bij het kiezen van een halfautomatisch apparaat is het belangrijk om rekening te houden met de netwerkparameters. Huishoudmodellen voor 220 V kunnen worden aangesloten op een krachtige draagtas en koken op de binnenplaats van het huis of de garage. Maar ze worden begrensd door een stroomlimiet van 250 A. Om te lassen met een hogere stroom, is een driefasige ingang vereist.Als er in de garage zo'n mogelijkheid voor verbinding is, is het de moeite waard om een halfautomatisch apparaat voor 380 V te bestellen, waardoor de mogelijkheden ervan worden uitgebreid. Het gecombineerde type, dat kan schakelen en werken vanaf zowel 220 als 380 V, is alleen gerechtvaardigd in het geval van veldactiviteiten, wanneer het vaak nodig is om de werkplek te veranderen en toekomstige netwerkparameters onbekend zijn.
Maar voor een privéhuis en huisje is het ook de moeite waard om de mogelijkheid te overwegen om onder verminderde spanning te koken. Wanneer de stroom daalt van 220 naar 190 V en lager, "trekken" sommige apparaten gewoon niet, de vlamboog brandt nauwelijks en het metaal in het lasbad in plaats van vloeistof is vergelijkbaar met plasticine. Dan moet u letten op modellen met een ingangsspanningsbereik van 140-230 of 170-230 V.
Stroomverbruik
Stroomverbruik beïnvloedt de prestaties en netwerkbelasting. Voor huishoudelijke behoeften is het beter om semi-automatische machines te kiezen met een capaciteit van 3-4 kW. Dit zal helpen om de uitlaat niet te verbranden door oververhitting, de machine zal niet uitslaan en de indicator is voldoende om plaatwerk of een hoek tot 3 mm dik te koken.
Als de garage een kleine productie van deuren en poorten biedt, hebt u een krachtigere machine en bedrading nodig. Dan kunt u een eenheid van 5-6 kW kiezen, waardoor de lasmogelijkheden worden uitgebreid. Gebruik voor privéwerkplaatsen apparatuur vanaf 7 kW.
Gezien de stroomindicator is het de moeite waard eraan te denken dat de bedrijfswaarde iets lager is dan de verbruikte waarde. Aanvankelijk moet u een marge van 20% opgeven, maar als het huis frequente netwerkopnames heeft, moet deze marge nog groter zijn.
Welke ontwerpkenmerken zijn belangrijk
Naast de huidige parameters, moet u nog steeds de soorten ontwerpen van individuele uitrustingselementen kennen die de bruikbaarheid en kosten van de goederen beïnvloeden. Laten we eens kijken hoe we een halfautomatisch lasapparaat kunnen kiezen, rekening houdend met de kenmerken van de toorts, het kabelkanaal, de interface en extra functies.
Type en lengte van een lastoorts voor een halfautomatisch apparaat
Een lastoorts voor een halfautomatisch apparaat bestaat uit verschillende typen. Ze hebben allemaal een gemeenschappelijk ontwerp met een handvat, een startsleutel en een gander. Aan het einde van dit laatste is er een mondstuk waardoor de draad en het gas naar buiten komen, evenals een mondstuk voor het vormen van de toevoerrichting van de beschermende substantie.

De diameter van het mondstuk en het mondstuk varieert afhankelijk van de lasomstandigheden. De grootte van de gander kan iets korter of langer zijn, die op basis van gemak wordt gekozen (meestal zijn kleine onderdelen gemakkelijker te lassen met een kleine toorts, en manipulaties op grote metalen structuren zijn praktisch met een verlengde gander).
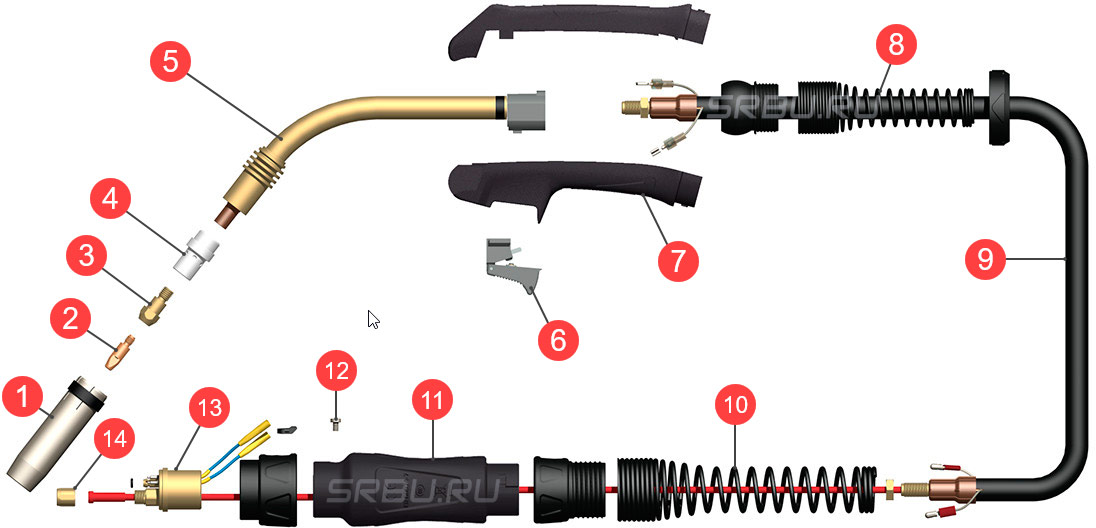
1. Het mondstuk is conisch.
2. Huidige tip.
3. Tiphouder.
4. Gasverdeler.
5. Mondstuk.
6. Button.
7. Handvat.
8. Verbindingsveer
9. Coax kabel
10. Verbindingsveer
11. Box voor luchtkoeling.
12. Schroef.
13. Centrale verzamelaar.
14. Nut.
Kenmerken van fakkels voor een semi-automatisch apparaat waarmee rekening moet worden gehouden:
1. Maximale lasstroomlimiet. Het wordt aangegeven in ampères en kan variëren van 150 tot 500 A. Het wordt geselecteerd op basis van de mogelijkheden van het apparaat. Als de bovenste indicator van de toorts lager is dan de maximale stroomsterkte van het halfautomatische apparaat, dan zal de toorts tijdens het lassen snel oververhit raken of zelfs smelten.
2. Toorts met een trekmechanisme. Het apparaat bevat een klein blok met mechanische delen die de draad naar het mondstuk trekken. Hierdoor kan lassen ver van de stroombron worden uitgevoerd, maar de extra behuizing blokkeert de zichtbaarheid van de lasser en slijt snel de hand, daarom is het alleen gerechtvaardigd voor professioneel gebruik in specifieke omstandigheden.
3. Vloeistof gekoeld. Meestal zijn de meeste branders ontworpen om op natuurlijke wijze warmte van hun oppervlak te verdampen. Maar er zijn productievere modellen waarvan de kabel in een afgesloten slang is gelegd. Ethylalcohol met gedisciplineerd water circuleert erdoorheen. De vloeistof neemt overtollige warmte af en brengt deze over naar de tank. Voor de werking van het systeem is een kleine pomp aangebracht in het hoofdgedeelte van de unit. Dit branderontwerp is duurder, maar stelt je in staat om vele uren achter elkaar te koken op hoge stromen.
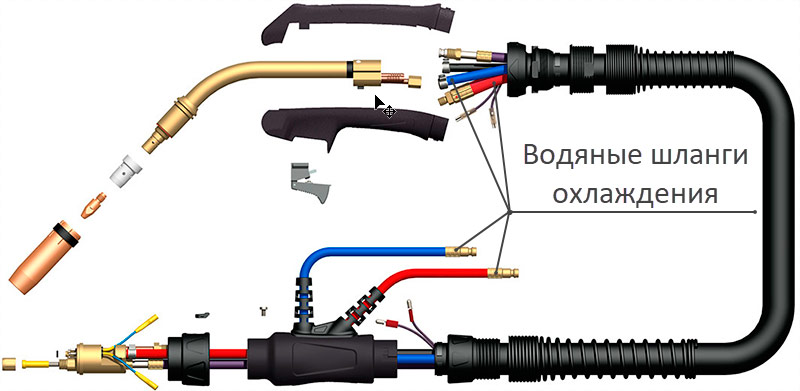
Vloeistofgekoelde brander.
De lengte van de brander wordt de grootte van het pistool genoemd, samen met de huls die aan het apparaat is bevestigd. Er zijn fakkels van 2 tot 5 m lang, 7-10 m zijn minder gebruikelijk.Voor een huis en een garage, op voorwaarde dat kleine structuren op een tafel of vloer worden gelast, is een lengte van 2-3 m voldoende. Dan is de draadvertraging minimaal. In het geval van het gebruik van een halfautomatisch apparaat voor het lassen van carrosserieën of kassen, is het praktisch om een huls van 3-5 m te kiezen die de manoeuvreerbaarheid van de lasser garandeert.

Is de branderstekker belangrijk?
De brander wordt meer blootgesteld aan mechanische en thermische invloeden dan de rest van de elementen, dus vroeg of laat zal hij smelten of falen, die moet worden vervangen. Het is bevestigd aan de behuizing via een speciale connector die tegelijkertijd mechanische bevestiging, contacten voor de doorgang van stroom, een gaskanaal met een rubberen afdichtring bevat. De voeding voor de knoppen wordt afzonderlijk geleverd via een andere connector die de mouw verlaat.
De gemakkelijke selectie van componenten in de toekomst hangt af van het type connector dat is geselecteerd. Er is een pen, losse (stroomvoerende en gasonderdelen zitten in verschillende stopcontacten) en een euroconnector.
De meest voorkomende en gemakkelijk te vervangen is de laatste, dus het is verstandig om deze te kiezen. Maar als een halfautomatisch apparaat alleen wordt gekocht voor periodiek thuislassen (eenmaal per maand lassen), kunt u een zaklamp kopen met elke connector, omdat de bron ervan vele jaren meegaat.

Euroconnector voor het aansluiten van de brander.

Euro-branderadapter voor euroconnector.
Draadaanvoer
We hebben de variëteiten van het draadaanvoermechanisme al besproken op type en locatie, maar daarnaast is het belangrijk om het aantal rollen te overwegen en de mogelijkheid om ze te vervangen bij het kiezen. Er zijn ontwerpen met twee rollen (vastklemmen en aandrijven), wat een eenvoudige toevoer van vulmateriaal biedt. Dit is voldoende om niet-kritische structuren te lassen.
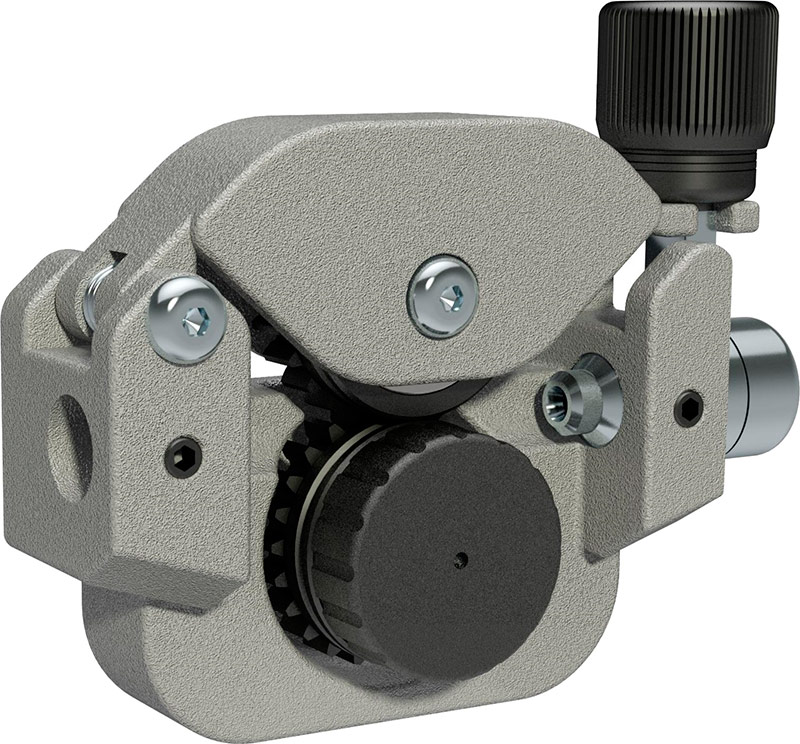
Tweedraads draadaanvoermechanisme.
Als het met behulp van een halfautomatisch apparaat is gepland om kritische producten te produceren waarbij de uniformiteit van de naad belangrijk is, dan is een mechanisme met vier rollen op de tandwieloverbrenging nuttig, gekenmerkt door een stabielere invoer en de afwezigheid van schokken (wanneer de trommel vastloopt). Dit type gaat beter om met de bochten van het kabelkanaal, creëert extra weerstand en duwt het vulmateriaal zonder interferentie in het mondstuk. Maar dergelijke modellen zijn duurder.
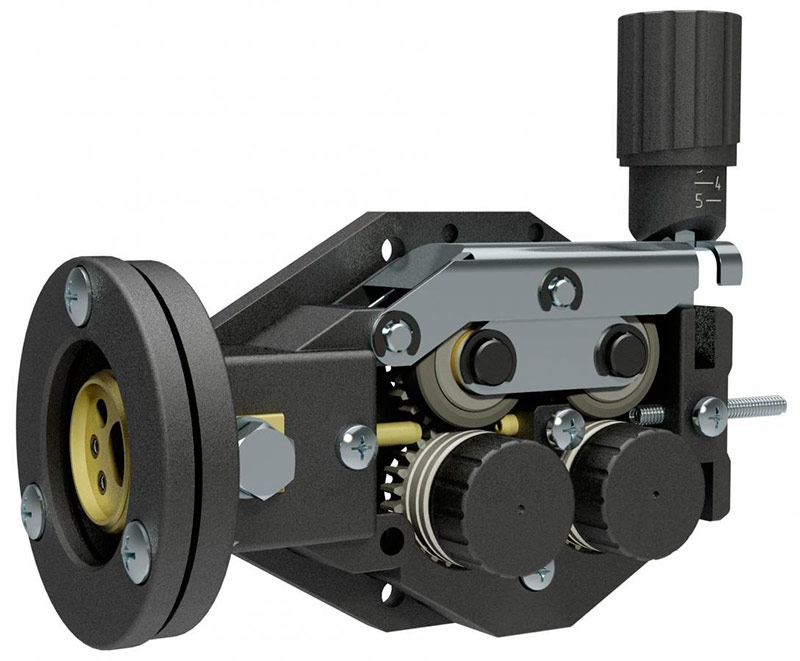
Vierdraads draadaanvoermechanisme.
Om de draad te duwen, zijn de rollen voorzien van groeven die overeenkomen met de diameter van het additief. Met een significante toename of afname van de stroom worden de draad, het kabelkanaal en daarmee de rollen veranderd. Dit laatste moet van de assen worden verwijderd, anders is lassen in andere modi onmogelijk. Dit is praktisch met een breed scala aan diktes van metalen structuren. Als in de toekomst alleen dun of alleen dik staal wordt gebruikt, wordt het apparaat met rollen er aanvankelijk voor geselecteerd en heeft het geen elementpermutaties nodig.
Inductie aanpassing
Op sommige halfautomatische apparaten is er, naast de regulator van stroom, spanning en draadsnelheid, een inductieschakelaar. Inductantie vermindert de spat van vloeibaar metaal en verhoogt de penetratie in de wortel van de naad. Dit wordt bereikt door de scheidingstijd van de druppel van de punt van de draad en de soepele overdracht ervan naar de verbonden randen te verlengen. Om het proces te implementeren, is een mengsel van argon en kooldioxide vereist.

Het is de moeite waard om alleen voor deze functie te betalen, om regelmatig kritieke verbindingen uit te voeren die perfecte naden vereisen met diepe penetratie. Als de plannen het lassen van conventionele structuren voor de werf of het repareren van machines omvatten, moet u niet teveel betalen.
Stroomonderbreker
Als het apparaat tijdens bedrijf oververhit raakt of er kortsluiting optreedt in de bochten van de transformatorwikkeling, kunnen de onderdelen smelten en verbranden. Hiervoor zijn halfautomatische apparaten uitgerust met schakelaars die in dergelijke situaties automatisch werken. Dit beschermt de apparatuur, bedrading en mensen, als deze zich op het actieve deel bevindt (deze staat op de structuur verbonden met de massa).
Als de lasunit niet over een dergelijke bescherming beschikt, vereist de aansluiting ervan extra installatie van een externe machine en voeding alleen daarna. Maar voor stationair gebruik in een garage of thuis is dit geen probleem. Modellen uitgerust met een interne stroomonderbreker zijn alleen gerechtvaardigd in geval van frequent transport en lassen op een nieuwe plaats onder onbekende omstandigheden.
Digitale indicatie
De apparatuur kan een getrokken schaal en een handmatige schakelaar hebben, waarvan de rotatie bij benadering een idee geeft van de veranderende waarde van de lasstroom en draadaanvoersnelheid. Voor de garage en de eenvoudige taken van het lassen van een hek is dit voldoende.

Als u verbindingen van dunne metalen (carrosserie) of aluminium wilt maken, is het beter om een halfautomatisch apparaat te kiezen met digitale indicatie dat helpt om de gewenste waarden nauwkeurig in te stellen en ze voor de toekomst te onthouden. Aanpassing wordt uitgevoerd door aan het wiel te draaien of de knoppen "+" en "-" te gebruiken. De cijfers gloeien op het scorebord en zijn duidelijk zichtbaar in slecht verlichte kamers.


Netwerkkabel kwaliteit
De voedingskabel ondervindt mechanische en thermische spanning. Ze lopen erop, laten objecten vallen, laten vallen. Door een dergelijke bewerking zal de draad snel verslijten en de geleiders onder spanning zetten. Daarom is het raadzaam om semi-automatische machines met dubbele kabelisolatie te kiezen. Maar voor een stationaire plaats waar de draad netjes onder de muur wordt gelegd en gesloten (met een doos of bord), is één isolatielaag voldoende.
De doorsnede van de kabel is belangrijk om spanningsoverdracht te garanderen. Voor een halfautomatisch apparaat begint deze waarde vanaf 10 mm2. Hoe krachtiger het lasapparaat, hoe dikker de koperen kernen moeten zijn. Voor 400 A-modellen kan de dikte van de netwerkkabel 25 mm bedragen2.
MMA kans
Naast MIG / MAG-lassen hebben sommige halfautomatische apparaten een andere connector voor het aansluiten van een conventionele houder en lassen met een gecoate elektrode. Dit is handig voor het zagen van metaal op moeilijk bereikbare plaatsen, waar u geen schijf uit een molen kunt kruipen. Maar hiervoor moet het apparaat de huidige sterkte kunnen verhogen tot 250-300 A. Deze functie is ook handig voor het diep lassen in de pijp, waar de hand niet kruipt en de gander van de toorts ontbreekt, maar u kunt een lange elektrode van 40 cm bereiken.
De keuze van een halfautomatisch lasapparaat, afhankelijk van de beoogde taken
Nu kunt u de opgedane kennis en groepssleutelparameters combineren voor het kiezen van een halfautomatisch lasapparaat voor specifieke behoeften.
HONDERD, carrosserieherstel met de daaropvolgende reiniging van naden
Een model met een draad van 0,8 mm, een maximale stroomsterkte van 150 A, in een enkele eenheid met een toevoermechanisme met twee rollen, is geschikt. Het vereist een 220 V-netvoeding, een branderlengte van 2-3 m, een koolstofdioxidecilinder.

Reparatie van speciale apparatuur, lassen van containers, kassen, deuren, poorten, hekken
U hebt een halfautomatisch apparaat nodig met een draad van 1,0-1,2 mm, die maximaal 250 A afgeeft, maar verbinding maakt met een huishoudelijk netwerk van 220 V. Om het lasbad te beschermen, hebt u een mengsel van argon en kooldioxide nodig. Gladdere naden worden verkregen met een toevoermechanisme van vier rollen en een kabelkanaal van 3 m lang.

Lassen van frames en andere metalen structuren uit kanalen, hoeken en profielpijpen met een wanddikte van 10 mm en meer.
Een semiautomatisch apparaat met 380 V, met 400 A., kan deze taak aan. De groeven op de rollen moeten overeenkomen met een draaddiameter van 1,6 mm.

De keuze voor een halfautomatisch apparaat kan correct worden uitgevoerd, met inachtneming van de bovenstaande tips. Het kan nodig zijn om een of twee secties herhaaldelijk te herlezen om iets te achterhalen, maar uiteindelijk zal het aangeschafte lasapparaat volledig aan de behoeften voldoen.
Beoordelingen over het laminaat PARAFLOOR (PARAFLOR) en de operationele kenmerken ervan
Hoe een mobiele airconditioner te kiezen - gedetailleerde instructies
Warmica radiatoren - beoordelingen en meningen over aluminiummodellen Lux en anderen
Wat is het verschil tussen appartementen en appartementen - een gedetailleerde vergelijking








