Argonbooglassen: het werkprincipe, hoe te kiezen, de beste machines
In tegenstelling tot de MMA-methode kunt u met argonlassen nauwkeurigere naden maken die niet hoeven te worden gereinigd. Zelfs deze methode kan tot acht soorten metalen verbinden. Ons artikel helpt u bij het kiezen van een lasapparaat voor argon-booglassen, zodat het geschikt is voor uw behoeften, en toont de beoordeling van reeds geteste modellen met positieve beoordelingen, evenals lassers zoals hun kenmerken.

De selectie van goederen werd uitgevoerd op basis van beoordelingen, meningen en beoordelingen van gebruikers die op verschillende bronnen op internet waren geplaatst. Alle informatie is afkomstig uit open bronnen. We werken niet samen met fabrikanten en handelsmerken en vragen niet om bepaalde producten te kopen. Het artikel is uitsluitend ter informatie.
Het werkingsprincipe van argonbooglassen
In de internationale benaming heeft de argon-arc-methode de afkorting TIG. Het wordt actief gebruikt in de productie en in werkplaatsen. Hiermee worden gekraakte auto-onderdelen verbonden (carterpannen, motorkoeleenheden), verzamelcontainers voor de voedingsmiddelen- en chemische industrie, roestvrijstalen handdoekrails, collectoren, filters voor vloeistoffen worden gemaakt, enz. In de garage kan een dergelijk apparaat met succes lichaamsherstellingen uitvoeren of kleine producten.
Het principe van argonlassen is om metalen te verbinden met een elektrische boog in een omgeving met inert gas. Voor het proces heeft u een stroombron nodig die de spanning verlaagt en de stroomsterkte verhoogt. Stroom wordt geleverd aan een brander uitgerust met een wolfraamelektrode. Het is niet-consumeerbaar, dus het is gemakkelijker voor de lasser om de lengte van de boog te regelen, die 2-5 mm moet zijn. De massakabel wordt op het product aangesloten.
Door het uiteinde van de wolfraamnaald tegen het onderdeel aan te raken, wordt een elektrische boog opgewekt. Voor dunne naden zijn geen dwarse trillingen vereist - de elektrode loopt soepel, van rechts naar links langs de naadlijn, het voegoppervlak is glad als een spiegel. Als er een opening is tussen de delen of het nodig is om de grenzen van de naad te vergroten, dan maakt de lasser bij het leiden van de toorts kleine trillingen aan de zijkanten, waardoor het lasbad wordt uitgerekt. Dit draagt bij aan de vorming van kleine schubben.

Argon booglasproces.
De temperatuur van de boog varieert van 2000 tot 5000 graden, afhankelijk van de huidige sterkte. Hierdoor kunnen de randen van het metaal smelten en met een dunne naad worden verbonden. Om het ontwerp te versterken, wordt een lasdraad gebruikt die met de tweede hand van de lasser in het lasbad wordt geleid. U kunt dus de hoogte van de rol vergroten, de naad een geschubde vorm geven en zelfs metalen oppervlakken aanbrengen voor latere bewerking (groeven op een draaibank, slijpen).
Inert gas argon wordt gebruikt om het lasbad te beschermen tegen de externe omgeving. Het wordt toegevoerd van de cilinder naar de brander en verplaatst gewone lucht. Dit elimineert de vorming van poriën in de lasstructuur. De verbinding is strak en duurzaam. Tegelijkertijd koelt het beschermgas de wolfraamelektrode en het keramische mondstuk zodat ze niet oververhit raken. In de laatste fase, wanneer de boog is gedoofd, helpt argon de naad te stollen.
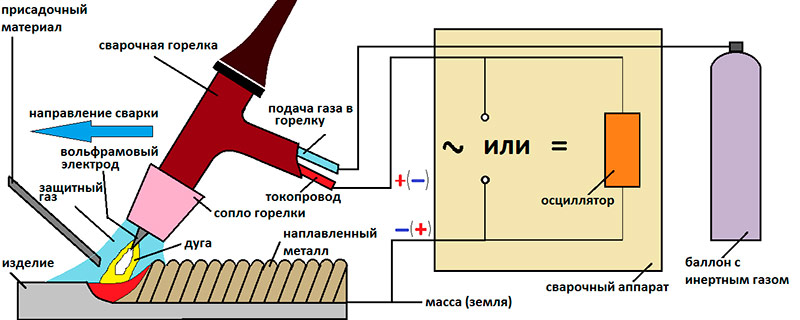
Schema van het argon booglasproces.
Voors en tegens van de TIG-methode
De TIG-methode heeft duidelijke voordelen ten opzichte van andere lasmethoden, maar het werken met een argon-lasapparaat heeft verschillende nadelen waarop u moet zijn voorbereid bij het kiezen van deze lasmethode.

Voordelen van de TIG-methode
- lokale verwarming elimineert ernstige vervorming van het product;
- met een dunne wolfraamnaald kunt u smalle, nette naden maken;
- het is mogelijk om met en zonder een additief te lassen, wat de hoogte van de rol beïnvloedt;
- de verbinding wordt verkregen zonder een slakkenkorst bovenop;
- in de meeste gevallen geen vervolg
- bewerkingscentra;
roestvrij staal en non-ferrometalen kunnen worden gelast; - naden zijn strak en bestand tegen hoge druk;
- geen metaalspatten kleven aan het oppervlak.

Nadelen van de TIG-methode
- verbindingssnelheid is lager dan MIG;
- branderkap belemmert het werk op moeilijk bereikbare plaatsen;
- keramisch mondstuk beperkt enigszins de zichtbaarheid van het lasbad;
- de kwaliteit van de naad hangt af van de vaardigheden van de gebruiker (direct nemen en koken, omdat het niet semi-automatisch werkt);
- het is noodzakelijk om het additief constant met de tweede hand te voeren en de lengte te regelen (tijdens het lassen wordt de draadlengte snel verminderd en zijn lange stukken onhandig om in uw handen te houden,
- terwijl ze "lopen");
- wolfraamelektroden zijn duurder dan gecoat;
- extra kosten voor argon;
- het is onmogelijk om delen op een straat met harde wind te lassen (argon wordt afgeblazen en het lasbad blijft onbeschermd).
Hoe de apparatuur te kiezen die nodig is voor het werk
Apparatuur voor argonbooglassen moet worden geselecteerd op basis van de komende taken en hun volumes. Anders kunt u een te zwakke eenheid kopen of omgekeerd te veel betalen voor het potentieel dat onbenut blijft. Laten we eerst praten over het kiezen van een huidige bron.
Hoe een lasapparaat voor TIG-lassen te kiezen
Een argon-lasmachine is een omvormer aangesloten op een 220 of 380 V-netwerk, dat meerdere keren stroom omzet van wisselstroom naar direct, waardoor de frequentie toeneemt. Binnenin worden verschillende transformatoren, diodebruggen en een toetsenbord gebruikt. Dit alles draagt bij aan een laag gewicht van 4-30 kg en een hoogwaardige naad.
Als u een machine nodig hebt om in een garage te lassen, kies dan een model van 220 V. Voor productie is dit optimaal tot 380 V. Een gewicht van 4-8 kg is handig bij reizen en werken op hoogte, evenals met volumineuze structuren. Bij stationair gebruik doet het gewicht er niet toe. Let op de volgende parameters en uitrustingsopties bij het kiezen van een omvormer voor argonlassen.

Argon lasapparatuur en benodigde apparatuur.
Type metaal en lasstroom
De omvormer levert een gelijkstroom aan de uitgang. Dit maakt uitstekend lassen van zwart staal, roestvrij staal, gietijzer, koper en zelfs titaniumlegeringen mogelijk.
Als uw werkplaats alleen met deze metalen werkt, kiest u een willekeurig argonapparaat met een DC-waarde.
Maar aluminium en zijn legeringen verbinden met een dergelijk apparaat zal niet werken. De moeilijkheid is een oxidefilm, die een smeltpunt van meer dan 2000 graden heeft, hoewel het metaal zelf vloeibaar wordt na 660 graden. Voor het lassen van aluminium is een universele AC / DC-omvormer vereist die op wisselstroom kan worden geschakeld. Hierdoor wordt oxide op het oppervlak gemakkelijk vernietigd en wordt het basismetaal niet verbrand door de hoge temperatuur van de boog.
Als u een servicestation of activiteit hebt die verband houdt met aluminium containers, zoek dan een argonapparaat met de aanduiding AC / DC.
| Gelijkstroom | Wisselstroom |
|---|---|
| Verschillende soorten staal | aluminium |
| Roestvrij staal | Magnesiumlegeringen |
| Gietijzer | - |
| koperen | - |
| Titanium legeringen | - |
Lasstroombereik
Het huidige sterktebereik (A) bepaalt hoe dik de werkstukken zullen werken. Hier zijn zowel de bovenste als de onderste indicator belangrijk. De gemiddelde berekende waarde is 35 A voor elke 1 mm metaaldikte. Als u bijvoorbeeld pijpen en een profiel last waarvan het wandgedeelte niet groter is dan 2 mm, volstaat 70 A. Een argon-apparaat met een maximale waarde van 160 A dekt alle lasbehoeften voor werkstukken met een dikte tot 4 mm. Wanneer het nodig is om werkstukken van 5-7 mm met argonlassen te verbinden, kies dan een omvormer met een maximum van 200-250 A.
De minimumwaarde tot welke stroom kan worden verlaagd, beïnvloedt het vermogen om dun metaal te lassen. Er zijn bijvoorbeeld argon-apparaten met een lagere drempel van 5 A. Dit is voldoende om een blik met een doorsnede van 0,6 mm te brouwen. Modellen met een lagere snelheid van 20-30 A zijn hier niet toe in staat.
| Type metaal | Metaaldikte mm | Huidig type | Huidig ¸ A |
|---|---|---|---|
| Staallegeringen | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| aluminium | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Puls modus
Het kiezen van een argon-apparaat met een dergelijke functie is noodzakelijk voor het nog beter lassen van dunne metalen. Pulsmodus omvat wisselstroom en pauze. Dit vermindert de warmte-inbreng, elimineert volledig vervorming en kromtrekken van het onderdeel. De frequentie van de pulsverandering kan worden aangepast, wat de lassnelheid bepaalt. Deze modus is ook veelgevraagd wanneer aluminium wordt gecombineerd, omdat een hoge stroom het oxide vernietigt en een afname in vermogen tijdens een pauze voorkomt dat het basismetaal wordt verbrand.
Intensiteit van gebruik (duur van opname)
Op een andere manier wordt deze parameter de duur van de opname genoemd en wordt deze als een percentage aangegeven. Met een 40% PV-argonapparaat werkt bijvoorbeeld 4 van de tien minuten. Als u het vaker gebruikt, raakt het oververhit en werkt de bescherming. De apparatuur wordt met geweld uitgeschakeld totdat deze volledig is afgekoeld. Wanneer er veel voorbereidende processen zijn in het werk, strippen, snijden van spaties, dan is een PV van 40% voldoende. De omvormer heeft tijd om af te koelen tijdens dergelijke pauzes. Als de lasser continu werkt en alle voorbereidende processen door anderen worden uitgevoerd, is een productiever apparaat met een PV van 80 of 100% vereist. Dan zal het werk niet stilstaan.
Maar de schakelduur wordt gemeten bij de maximale stroom, dus het model heeft 300 A met een spanning van 60%, met een afname van de lasstroom tot 200 A, de spanning is 100%. Dus bij het bepalen van de gebruiksintensiteit is het nog steeds de moeite waard om te overwegen welke bedrijfsstroom nodig is voor dagelijkse taken.
Extra functies
Argon-booglasmachines kunnen worden uitgerust met enkele functies die het proces vergemakkelijken of de kwaliteit van de naad verhogen. Natuurlijk, hoe breder de mogelijkheden van de apparatuur, hoe duurder het is, dus je moet bedenken hoeveel elke functie nodig is in een bepaald geval.
Dit zijn de meest voorkomende:
- Gas spoeltijd. In het apparaat kunt u de tijd van inleiding en post-purge met argon aanpassen. Aan het begin van het proces helpt dit om omgevingslucht uit de excitatiezone van de boog te verwijderen. Uiteindelijk helpt dit het lasbad te kristalliseren en de elektrode te koelen. Hoe langer het metaal afkoelt, bijvoorbeeld aluminium, hoe langer de spoeling moet zijn (tot 7 s).
- Hoogfrequent ontsteking. Elke omvormer kan worden uitgerust met een kleptoorts zodat deze TIG-lassen kan uitvoeren. Maar om de boog te prikkelen, moet u de punt van de elektrode op het product aanraken waarop de massa is aangesloten. In modellen met hoogfrequente ontsteking wordt een oscillator gebruikt, die een spanning van maximaal 10 mm door de luchtspanning slaat. Dit helpt om te beginnen met lassen zonder aan te raken, gewoon door de toorts omhoog te brengen. Er zijn minder markeringen op het oppervlak van het product en de elektrode hoeft minder vaak te worden geslepen.
- Kraterlassen. Dit is een geleidelijke afname van de amplitude van de lasstroom, wat helpt om een punt op de "vergrendeling" van de naad te elimineren. Een dergelijke functie is belangrijk bij het lassen van buizen en containers onder water en andere vloeistoffen, evenals bij het werken met dunne platen van 0,6-1,0 mm.
- Waterkoeling. In apparaten voor argonlassen kan een pomp worden geïnstalleerd die antivries door het kabelkanaal in de brander pompt. Dit draagt bij aan de versnelde warmteafvoer van het keramische mondstuk en de elektrode, waardoor de tijd van continu gebruik wordt verlengd. De functie is nodig wanneer hoge stromen van 250 - 400 A worden gebruikt en continu gebruik van de apparatuur nodig is.
Extra uitrusting nodig voor het werk
Voor argonbooglassen heeft u naast de huidige bron een kabel met een zaklamp nodig. Meestal wordt het compleet geleverd met apparatuur, maar met premium modellen EWM, Lincoln Electric en anderen, kan het afzonderlijk worden verkocht.
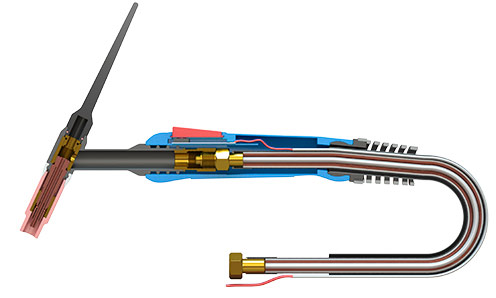
Sectietoorts voor argon-booglassen.
De branders zijn van het ventieltype (gastoevoer wordt geopend door de klep op de brander) en met knopbediening (indrukken van de knop op de brander start gas en stroom). De lengte van de mouw 2-5 m wordt gekozen afhankelijk van de vereiste mobiliteit van de lasser en de grootte van de geassembleerde structuren.

Toorts voor argonbooglassen van het kleptype.

Zaklamp voor argon-booglassen met drukknopbediening.
Voor het lassen is een cilinder met inert gas vereist. Als u periodiek moet werken, is het voldoende om een cilinder van 10 liter te kopen, die niet veel ruimte in beslag neemt en gemakkelijk in de kofferbak kan worden genomen om te tanken. Dezelfde optie is praktisch wanneer u op reis bent. Met constante stationaire activiteit in de werkplaats of in de productie, wordt een grote 150 liter cilinder gekozen.

Inerte gasfles voor argonbooglassen.
De cilinder heeft een verloopstuk met hoge en lage drukmeters nodig, evenals een slang die de cilinder met de omvormer verbindt. Met behulp van een hogedrukmeter bewaakt de lasser de rest van het gas en stelt met een lage de argonstroomsnelheid in de brander in.

Reduceerventiel en slang.
Voor het lassen zijn wolfraamelektroden nodig. Ze worden geleverd met een blauwe, gouden, rode of groene tip voor verschillende soorten metalen. De meest veelzijdige is de blauwe kleur van de punt. De diameter van de elektrode 1,6 - 4,0 mm wordt gekozen afhankelijk van de vereisten voor de breedte van de naad, de smeltdiepte en de maximale stroomsterkte.

Elektroden voor argonbooglassen.
Argonlassen kan worden uitgevoerd zonder een additief, als de onderdelen nauw op elkaar zijn aangesloten en er geen sterke mechanische belasting op de structuur is. In andere gevallen wordt lasdraad van hetzelfde materiaal als het gelaste hoofdmetaal gebruikt.

Vuldraad voor argonbooglassen.
Video. Wat is argonlassen en hoe kies je een apparaat voor argonbooglassen
De beste argon-lasmachines
Na de criteria voor het kiezen van apparatuur voor argonlassen te hebben overwogen, gaan we verder met specifieke modellen die positieve beoordelingen van lassers hebben ontvangen.
Beste DC Argon Arc lasmachines
Om ferrometalen, roestvrij staal en koper te lassen, worden omvormers gebruikt die gelijkstroom produceren. Hier is een ranglijst van de beste modellen uit deze categorie.
RESANTA SAI-230 HELL (TIG, MMA)
Op de eerste plaats staat de Resanta SAI-230-omvormer. Het argon-apparaat kan werken vanaf een 170-242 V-netwerk en produceert een gelijkstroom van 10-230 A. Bij maximale snelheden is de tijd 70%, waardoor het niet alleen voor huishoudelijke behoeften kan worden gebruikt. Naast TIG-lassen ondersteunt de apparatuur de MMA-modus, waarvoor een schakelaar op het voorpaneel aanwezig is. Dit is handig wanneer afwisselend netjes argonlassen en snijden met gecoate elektroden vereist is. Model weegt 11 kg. Een zaklamp en aardkabel worden meegeleverd. De fabrikant geeft er 2 jaar garantie op.

Voordelen RESAI SAI-230 HELL (TIG, MMA)
- Hoog vermogen 230 A voor 6 mm penetratie.
- Schouderriem om te dragen.
- Contactloze ontsteking bij gebruik van een brander met een oscillator (er is een connector voor het aansluiten van de bediening van de brander);
- De stroom daalt tot 10 A voor het lassen van plaatmateriaal van 0,8 mm.
- De ijzeren behuizing is langdurig bestand tegen zware constructieomstandigheden.
- Aantrekkelijke prijs.
- Betrouwbare connectoren.
Nadelen RESAUT SAI-230 HELL (TIG, MMA)
- Er is geen weergave voor visuele controle van instellingen.
- Demonteer de behuizing voor langdurig stofblazen.
- Er is geen stijve hendel om het apparaat op zijn plaats te herschikken.
- Bij het werken in een vochtige ruimte verslechteren transistors snel.
- Volgens de beoordelingen hebben lassers niet genoeg kabellengten.
Conclusie. Dit apparaat voor argon-booglassen is opmerkelijk vanwege de aanwezigheid van een tweede "twist" voor het aanpassen van de inductantie van de boog. Hiermee kunt u de penetratiediepte en hoogte van de laspoot regelen. De functie is nuttig voor het lassen van kritische structuren, met name hoek- en T-stukverbindingen.
Svarog REAL TIG 200 W223
Verder in de beoordeling staat een argon-omvormer van Svarog. Het apparaat is gemaakt in een ijzeren behuizing en heeft een display voor het fijn afstellen van de stroomsterkte.De connectoren op het voorpaneel zijn ontworpen voor het aansluiten van een toorts met drukknopbediening van gas- en spanningstoevoer. Met een afzonderlijke tuimelschakelaar kunt u de MMA- of TIG-modus selecteren. De omvormer kan werken op netvoeding met een verminderde indicator van 160 V. Het instelbereik van de lasstroom is 10-200 A. Maximaal is de PV 60%. Het apparaat weegt 7 kg en heeft afmetingen van 42x16x31 cm. Luchtkoeling is aanwezig. Het model ondersteunt het werken met elektroden met een diameter van 1,6-3,2 mm.

Voordelen Svarog REAL TIG 200 W223
- Er is een digitaal scherm voor het nauwkeurig instellen van het aantal ampères.
- De metalen hoeken van het lichaam zijn bedekt met rubber.
- Ontworpen om een brander aan te sluiten met volledige knopbediening.
- Er is een handvat om op zijn plaats te bewegen.
- Compacte afmetingen van 42x16x31 cm vereenvoudigen transport en opslag.
- Laag vermogen 4,83 kW maakt argonlassen van een gasgenerator mogelijk.
- Veilige open circuit spanning 56 V.
- Geen spatten bij het lassen.
Nadelen Svarog REAL TIG 200 W223
- De aan / uit-knop wordt aan de achterzijde weergegeven, wat niet voor alle lassers geschikt is.
- De functies "Hot start" en "Anti-stick" in de MMA-modus werken in de praktijk niet (alleen een marketingbeweging).
- Er is geen aanpassing van de voorlopige gastoevoer.
- Dunne brander in uiterlijk.
Conclusie. Deze argon-booglasmachine onderscheidt zich door de aanwezigheid van een aanpassing van de spoeltijd na het gas. De functie is handig bij het werken met gietijzer en koper om geleidelijke koeling te garanderen en om de reactie met koolstof te voorkomen, waardoor poriën ontstaan. Het spoelinterval is instelbaar van 2 tot 10 seconden. De fabrikant geeft ook 5 jaar garantie op dit apparaat, die gebruikers leuk vinden in beoordelingen.
Quattro Elementi B 225 (TIG, MMA)
Deze categorie wordt aangevuld met goederen van de Italiaanse fabrikant. Het argon-lasapparaat is ontworpen om metalen tot 6 mm dik te verbinden. Het heeft een werkstroombereik van 10-225 A. Bij aansluiting op een netwerk verbruikt het 7,8 kW. Het gebruik van elektroden van 1,6 - 5,0 mm is toegestaan. U kunt overschakelen naar de MMA-modus, die wordt aangevuld met de functies "Anti-stick" en "Hot start". De inschakeltijd is hier 80%, maar als u de huidige sterkte vermindert van 225 tot 180 A, wordt de indicator 100%. Voor vermogen, een spanning van 170-260 V.

Voordelen van Quattro Elementi B 225 (TIG, MMA)
- Er zijn lussen voor het bevestigen van een schouderriem.
- Twee MMA-modi en
- Digitaal scherm voor nauwkeurige huidige instelling.
- Aanraaktoets schakelen tussen modi.
- De stroomsterkte kan worden teruggebracht tot 10 om plaatmetaal 0,6 - 1,0 mm te lassen.
- Met een stroomsterkte van 180 A is de PV 100%.
- Als de spanning daalt, werkt het koken van "tweetal" toch.
- Alle parameters komen overeen met de aangegeven waarden.
Nadelen Quattro Elementi B 225 (TIG, MMA)
- Trekt veel stof in het lichaam.
- Alleen klepbranders zijn beschikbaar.
- De aan / uit-knop bevindt zich aan de achterkant.
- Er moet een argonbrander worden gekocht - alleen de kabel en houder voor de RDS zijn inbegrepen.
Conclusie. Hoewel deze omvormer in staat is om alleen argon te koken met een klepbrander, is het vooral gemakkelijk om de boog aan te raken, omdat de open circuit spanning 85 V. is Het argon-apparaat is ook toegewezen met een gewicht van 5,5 kg, waardoor het beter geschikt is om op de schouder te dragen tijdens werk op grote hoogte of lassen langs een lange constructie.
Het beste universele apparaat voor argonbooglassen DC / AC
Als u periodiek aluminium moet lassen, kies dan apparaten met de mogelijkheid om gelijkstroom naar wisselstroom te schakelen. Een dergelijke functie wordt in de naam aangeduid met de aanduiding AC / DC. Hier zijn de beste modellen in deze categorie.
Aurora PRO INTER TIG 200 AC / DC PULS
Dit is een Chinees argonapparaat met hoogwaardige assemblage. Het model wordt aangedreven door een enkelfasig netwerk en produceert 5-200 A. Het is uitgerust met kabels met een DX50 in dwarsdoorsnede. De open circuit spanning is 44 V. Er is luchtkoeling. PV bereikt maximaal 60%. Het apparaat kan worden gebruikt bij een omgevingstemperatuur van -20 tot +50 graden.Alle elektrische bedrading is gemaakt met isolatieklasse F. Als optie kan de afstandsbediening worden aangesloten.

Voordelen Aurora PRO INTER TIG 200 AC / DC PULSE
- Grote behuizing met veel koelgaten.
- Hoogwaardige montage.
- Het kookt roestvrij staal en koper goed.
- De netspanning is bijna niet lager.
- Er zijn twee harde handvatten voor transport.
- Talrijke instellingen voor toenemende en fluctuerende stroomsterkte.
- Lage belasting op het netwerk 4,5 kW.
- Contactloze ontsteking van de elektrode.
Nadelen Aurora PRO INTER TIG 200 AC / DC PULSE
- Om het gewicht van 20 kg te veranderen, is inspanning vereist.
- Het is niet altijd eenvoudig om een plaats in een kleine garage te vinden
- In de MMA-modus werkt de naverbrander niet.
- Alle extra functies worden niet op het scherm weergegeven - aanpassing van de jaloezie.
- Slechts één branderdeksel inbegrepen.
- Geen krater-brouwfunctie.
Conclusie. De omvormer voor argonlassen valt op door de aanwezigheid van de 4T-modus. Hiermee kunt u het lassen inschakelen en de knop op de toorts niet ingedrukt houden. De modus is praktisch voor lange naden tijdens het lassen van flenzen of productiecontainers. Een andere fabrikant levert een brander met een slangenpakket van 4 m, wat handig is bij het maken van grote structuren. De pulsfunctie helpt dunne platen van roestvrij staal en aluminium te verbinden zonder kromtrekken.
BRIMA TIG-200P AC / DC
Nog een waardig product van een Duitse fabrikant. Het argon-apparaat wordt in China geassembleerd, maar volgens de beoordelingen is het eenvoudig en betrouwbaar als een AK-47-aanvalsgeweer. De omvormer genereert een stroomsterkte van 10-200 A en verbruikt 5 kW. Geschikt voor aansluiting op een enkelfasig netwerk. PV bij maximale stroom bereikt 60%. Het professionele model is luchtgekoeld. Stationair - 56 V. Het is uitgerust met een brander met een wolfraamelektrode en contactloze ontsteking.

Voordelen van BRIMA TIG-200P AC / DC
- Connectoren voor professionele branders met contactloze ontsteking.
- Stoere handgrepen.
- Digitaal display.
- Bescherming tegen overbelasting en oververhitting.
- Ondersteunt twee lasmodi TIG en MMA.
- Er zijn instellingen voor de vorming van de boog.
- Lage belasting op het netwerk van 5 kW.
- Laag geluidsniveau.
Nadelen BRIMA TIG-200P AC / DC
- Gewicht 25 kg maakt transport moeilijk.
- Grote maten 50x35x36 cm.
- Als de bescherming heeft gewerkt, wordt deze gedurende 30 minuten niet ingeschakeld (alle werkzaamheden stoppen).
- Zwakke aardklem - kan opbranden na 2 maanden actief gebruik.
- "Negatieve" kabel van 2 m lang.
Conclusie. Deze omvormer heeft ruime aanpassingsmogelijkheden die van pas komen voor een professionele lasser in een werkplaats of werkplaats. De voorspoeltijd van het gas is ingesteld van 0 tot 2 s. Postgas kan van 2 tot 10 seconden duren. De lasser kiest de lengte en frequentie van de puls. Aan het einde van het lassen kunt u een waarde selecteren om de stroom met 10 A te verminderen om een fistel in de "vergrendeling" te voorkomen. Dit alles is geschikt voor de productie van kritische structuren, die vervolgens zelfs door een foutdetector worden geïnspecteerd.
Kenmerken van het lassen van verschillende metalen
Bij het argonlassen van materiaal, moet u enkele regels leren. De afstand tussen de elektrode en het oppervlak moet 2-5 mm bedragen. Houd de brander onder een hoek van 45 graden. Gewoonlijk wordt het met de rechterhand vastgehouden en wordt de lasdraad met de linkerzijde geserveerd. Raak het uiteinde van de naald niet aan met het additief - de elektrode wordt vuil, de boog verslechtert, wolfraam kan in het lasbad ioniseren. Additief wordt geleverd om aan de brander te voldoen. Gevormde naad moet achtergelaten worden en heet gas moet ontsnappen naar de nog niet verbonden zijden van het werkstuk.
Bij het lassen van sommige metalen zijn er aanvullende regels die een beginnende ruzie moet kennen.
aluminium
Hier is de barrière een vuurvast oxide bovenop. Gebruik wisselstroom met omgekeerde polariteit om het te vernietigen. Dit draagt bij aan de verwarming van het oppervlak zonder de elektrode te oververhitten. Wisselspanning wisselt het proces af, waardoor wordt voorkomen dat het werkstuk overmatig smelt om een doorbranden te vormen. De pulsfunctie of dubbele pulsfunctie is vooral handig, waardoor de naden nog beter worden.
| De dikte van het werkstuk, mm | De diameter van de wolfraamelektrode, mm | Bar diameter, mm | Huidige sterkte, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
koperen
In vloeibare toestand reageert het met waterstof, wat leidt tot de vorming van grote poriën. Hier kunt u gelijkstroom of wisselstroom gebruiken, maar alleen met omgekeerde polariteit. Het wordt ook aanbevolen om de stroom argon te verhogen van 1,5 naar 2 liter per minuut. In dit geval is vuldraad niet vereist, omdat het metaal vloeibaar is en de randen voldoende smelten om een sterke verbinding te vormen. In plaats van een wolfraamelektrode, is het de moeite waard om een grafietelektrode te gebruiken, ook geclassificeerd als niet-consumeerbaar.
| Type elektrode | De dikte van het werkstuk, mm | Diameter van een elektrode, mm | Huidige sterkte, A | Booglengte, mm |
|---|---|---|---|---|
| grafiet | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| bedekt | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titan
Actief materiaal dat reageert met omgevingslucht. Het lassen wordt uitgevoerd op een verhoogde argonvoeding om het lasbad te beschermen. In tegenstelling tot koper en aluminium heeft titanium een lage warmtegeleiding. Voor een betrouwbare verbinding van de zijkanten moeten de randen van de naad worden versterkt met extra naden. Bij het werken met werkstukken die dikker zijn dan 1,5 mm, wordt een titanium lasdraad gebruikt.
| De dikte van het werkstuk, mm | Diameter van een elektrode, mm | Draaddiameter, mm | Huidige sterkte, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Nu u de kenmerken van het kiezen van apparaten voor argon-booglassen hebt bestudeerd en de beoordeling van de beste modellen hebt overwogen, kunt u een omvormer kiezen om uw taken in een privé-werkplaats of in productie uit te voeren.








