Bagaimana untuk memilih mesin kimpalan untuk aluminium
Walaupun pengimpal yang berpengalaman, buat kali pertama bertemu dengan aluminium yang menyertai dalam manual arka manual, sering mengalami kekecewaan dengan kualiti kimpalan. Jika anda perlu bekerja dengan kerap dengan logam seperti "muram", maka artikel kami akan membantu anda memilih mesin kimpalan untuk aluminium, yang akan menghasilkan jahitan ketat yang berkualiti tinggi.

Ciri-ciri dan kesukaran kimpalan aluminium
Kimpalan aluminium mungkin diperlukan untuk mengelak retak pada kuali minyak atau kuali kotak gear. Selalunya blok beku jaket penyejuk enjin diperbaiki dengan cara ini. Peranti untuk aluminium kimpalan adalah permintaan dalam industri kimia dan makanan, pembuatan bekas, pengumpul, penapis dan produk lain.
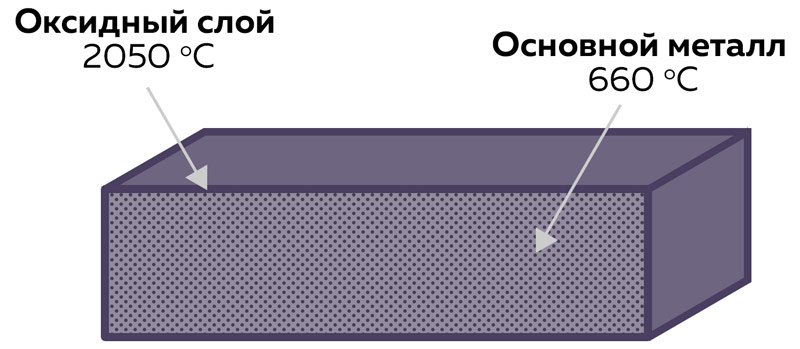
Tetapi aluminium dan aloinya AlMn, AlSi, AlMg lebih buruk dikimpal kerana ciri utama - kehadiran lapisan oksida refraktori di permukaan. Titik leburnya ialah 2044 darjah, manakala logam di bawahnya mengalir selepas 660 darjah. Ini adalah masalah utama, kerana kekuatan arus kecil tidak dapat mencairkan lapisan luar, dan logam pengisi terletak pada permukaan. Arus besar membawa kepada luka bakar. Oleh itu, teknologi klasik untuk pengelasan aluminium tidak sesuai.
Antara kesulitan lain dalam bekerja dengan logam ini ialah:
- Perbezaan kecil antara titik lebur dan pemejalan. Aluminium menjadi cecair pada 660 darjah. Tetapi jika dia dibenarkan untuk menyejukkan hanya 15-20 º C, maka dia sudah mula mengkristal. Peralatan kimpalan aluminium diperlukan yang dapat mengekalkan arus kerja dalam julat sedemikian sehingga jahitan dapat dibentuk.
- Peningkatan kekonduksian terma. Haba menyebar melalui aluminium 5 kali lebih cepat daripada keluli ringan. Kolam kimpalan menyejukkan dengan cepat, dan bahagiannya dapat meledingkan jauh di kawasan yang luas, bahkan dari jahitan kecil.
- Pemeliharaan warna dalam bentuk cair. Apabila mengimpal logam feros, mudah untuk pengimpal untuk mengawal keadaan kolam kimpal dan jumlah pengisi yang dibekalkan, kerana ia menjadi putih mempesona, berbeza dengan sanga merah. Aluminium tidak mengubah warna dalam bentuk cecair dan lebih sukar bagi pengimpal untuk memahami secara visual bagaimana jahitan dibentuk.
- Peningkatan pengecutan. Selepas penyejukan, penggelek logam yang disimpan boleh terperangkap dengan ketara, yang membentuk lubang dalam jahitan dan permukaan semula diperlukan dari atas.
- Interaksi dengan alam sekitar. Apabila bersentuhan dengan udara ambien, aluminium akan menguap hidrogen, yang membawa kepada liang besar dalam struktur kimpal. Tekanan air atau cecair lain tidak akan menahan sambungan sedemikian. Ia perlu melindungi kolam kimpalan dari gas luaran.
- Peningkatan kecairan. Dalam keadaan lebur, aluminium adalah sama dengan air - ia lebih sukar untuk mengarahkan logam cecair dengan pembakar, terutamanya apabila mengekalkan jahitan dalam satah condong. Ini juga membawa kepada pecutan melalui luka bakar.
Jahitan pertama untuk pengasah aluminium orang baru selalu buruk. Secara beransur-ansur, masalah ini diselesaikan dengan latihan dalam amalan. Tetapi kepentingan yang paling penting dimainkan oleh pilihan mesin kimpalan yang sesuai untuk bergabung dengan aluminium.
Mesin mana yang paling sesuai untuk kimpalan aluminium
Sejak elektrod bersalut dengan teras aluminium wujud di pasaran, nampaknya cara paling murah untuk mengimpal logam ini ialah kimpalan arka manual dengan penyongsang. Tetapi pada hakikatnya, kimpalan MMA pada aluminium hanya akan membolehkan anda menyambung kedua-dua belah logam dengan titisan tambahan yang ditapis di atas.
Jahitan tahan lasak dan ketat tidak akan berfungsi di sini.Untuk sambungan yang baik, anda memerlukan mesin kimpalan untuk aluminium kimpalan dengan mod MIG atau TIG. Setiap daripada mereka mempunyai ciri-ciri sendiri, yang harus dipertimbangkan ketika memilih.
Menggunakan mesin kimpalan MIG / MAG untuk aluminium
Kimpalan MIG adalah penggunaan peranti semiautomatik di mana wayar kimpalan terus diberi makan melalui saluran terus ke obor. Kabel kedua dengan klip dilampirkan terus kepada produk. Menyentuh wayar ke permukaan bahan kerja membawa kepada pengujaan arka elektrik. Secara selari, gas dari muncung mengasingkan kolam kimpal dari persekitaran luaran.


Kebaikan
- kelajuan kimpalan tinggi;
- penglihatan yang baik tentang apa yang berlaku di kolam pengimpal;
- tangan kedua pengimpal adalah percuma untuk menyokong bahan kerja atau untuk kekal pada ketinggian;
- Anda boleh membuat liputan panjang yang berterusan;
- selepas akhir proses tidak ada kerak sanga.

Cons
- Kos yang tinggi untuk peralatan itu sendiri. Masih terdapat kos tambahan untuk melindungi gas (campuran argon dan karbon dioksida).
- Kawat pengisi aluminium adalah nipis dan fleksibel, jadi ia sangat "berjalan" dan lebih sukar bagi pengimpal untuk membimbingnya.
- Sekiranya ia sering diperlukan untuk kimpalan logam feros dan aluminium dengan satu peranti semiautomatik, maka diperlukan banyak masa untuk menukar saluran keluli di obor ke Teflon.
- Jahitan dari peranti semiautomatik pada aluminium adalah lebar secara heterogen. Sekiranya ia terletak di bahagian hadapan bahan kerja, maka pelucutan mekanikal yang berikutnya diperlukan.
Apakah fungsi yang sepadan dengan peranti semiautomatik untuk aluminium?
Anda boleh menyambung aluminium bukan dengan sebarang peranti semiautomatik. Peralatan kimpalan perlu mempunyai fungsi berikut:
Permulaan panas. Fungsi ini dipanggil "Permulaan Panas", kerana ia membolehkan anda mengenakan jahitan berkualiti tinggi dari milimeter pertama sambungan. Untuk melakukan ini, kadar melahu yang tinggi (80-90 V) dikekalkan pada dawai, dan arus mula dibekalkan sedikit di atas yang utama.
Untuk aluminium, ini berguna untuk pemanasan cepat permukaan dan pemusnahan oksida. Oleh kerana kesan ini, jahitan itu mula terbentuk dengan segera, tanpa melekatkan penggelek tambahan dari atas. Pada peranti profesional, anda boleh menyesuaikan tetapan "Permulaan Panas" untuk menentukan betapa panasnya itu.
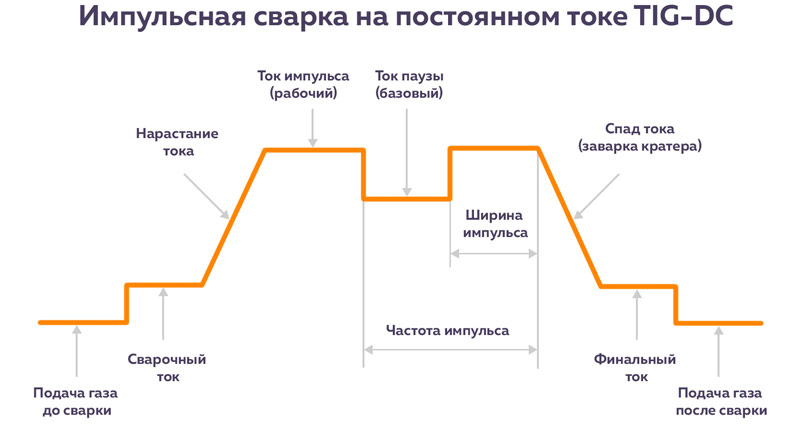
Pulse. Fungsi ini tidak menghasilkan arus walaupun asas, tetapi menyumbang kepada penggantiannya. Hasilnya adalah amplitud di mana arus naik ke denyut kerja, dan kemudian jeda dengan penurunan. Pada masa voltan puncak, oksida mencair, dan semasa tempoh jeda, gabungan logam pengisi yang tenang dengan jumlah minimum semburan akan terjamin.
Pada peranti semiautomatik profesional, anda boleh menyesuaikan kedua-dua kekerapan nadi dan panjangnya, yang membolehkan anda menyesuaikan kimpalan bergantung kepada ketebalan aluminium dan jenis aloi. Fungsi ini berkaitan terutamanya untuk logam tipis untuk mengelakkan terlalu panas permukaan dan pembentukan lubang melalui.
Pulse Dable. Berputar kesan sebelumnya. Sebagai tambahan kepada amplitud yang bergantian di antara pangkalan dan arus utama, terdapat peningkatan ayunan dan penurunan arus puncak. Fungsi sebegini meningkatkan kualiti kimpalan aluminium sehingga pemindahan logam. Input haba minimum menghalang pemanasan melampau bahan kerja dan mengubahnya. Lapisannya nipis tetapi mendalam, dan kelajuan kimpalan meningkat.
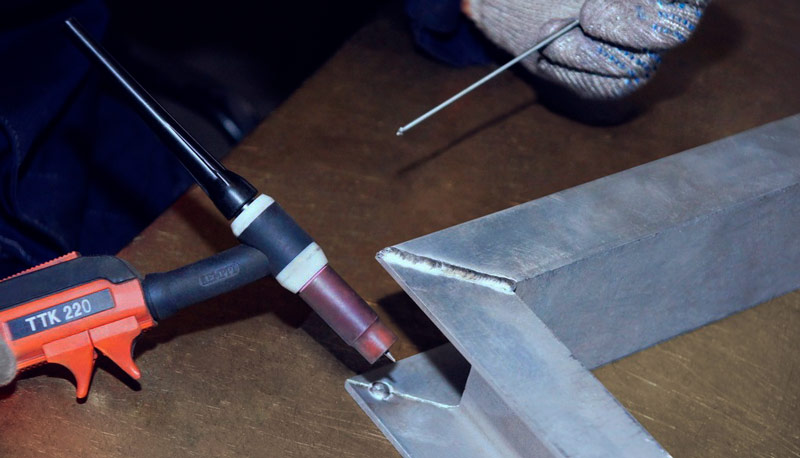
Penggunaan mesin TIG untuk aluminium kimpalan
Kimpalan TIG aluminium dijalankan menggunakan penyongsang yang menghasilkan arus bolak.
Pengimpal mempunyai elektrod pembakar tungsten dalam satu tangan. Sentuhannya pada permukaan bahagian yang mana jisimnya terhubung membawa kepada pembentukan arka elektrik. Tungsten tidak mencairkan, jadi panjang elektrod tidak berubah. Untuk aluminium kimpalan, satu bentuk bulat mengasah rod digunakan.
Di tangan pengimpal yang kedua, kawat penghantar dimasukkan ke dalam kolam kimpalan untuk meningkatkan ketinggian jahitan dan memberi kekuatan kepada sambungan. Gas pelindung argon melarikan diri dari pembakar, mencegah sentuhan dengan udara luaran.
TIG kelebihan untuk kimpalan aluminium
- jahitan itu ketat dan ketat;
- tiada pemesinan diperlukan;
- tiada liang dalam struktur;
- jahitan sempit 2-3 mm lebar boleh dibuat.
Cons TIG untuk aluminium kimpalan
- peningkatan penggunaan dana untuk kawat pengisi dan gas;
- kelajuan kimpalan yang rendah;
- kos peralatan yang tinggi;
- hanya jahitan pendek yang boleh dibuat;
- jarum dengan cepat disembur dan bentuknya perlu dibetulkan;
- apabila lembaran kimpalan aluminium 1-2 mm tebal, substrat diperlukan untuk mencegah dips dalam logam yang dipanaskan.

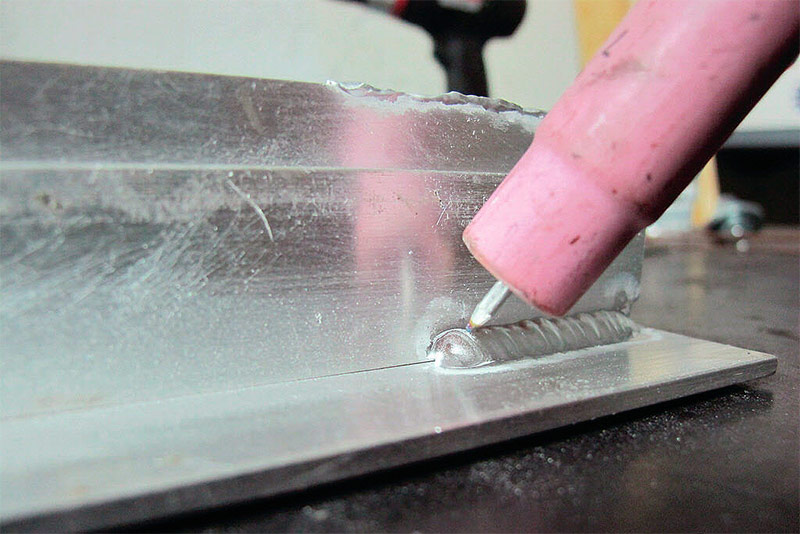
Kualiti jahitan yang boleh didapati apabila aluminium kimpalan menggunakan kimpalan TIG.
Apakah fungsi yang harus dilakukan oleh penyongsang TIG untuk aluminium?
Walaupun mana-mana penyongsang boleh dilengkapi dengan obor untuk kimpalan TIG, ada kemungkinan untuk menyambung aluminium dengan kaedah argon-arc berkualiti tinggi hanya jika fungsi-fungsi berikut boleh didapati:
Pulse. Ia memainkan peranan yang sama seperti dalam peranti semiautomatik. Mengurangkan input haba dan menghalang pembakaran bahan cecair. Peranti profesional menyokong tetapan gelombang denyut. Gelombang segi empat memberikan penembusan mendalam dan kelajuan tinggi proses. Segitiga menjadikannya mudah untuk mengimpal kepingan nipis aluminium dengan pemindahan haba yang minimum. Gelombang bulat memudahkan untuk mengawal kolam kimpalan untuk menembusi sendi kritikal. Sinusoidal memberikan arka lembut dengan cengkaman yang luas dari kolam kimpal, tetapi tidak dalam penembusan yang mendalam.
Gas pra dan pos. Bermula untuk 2 s pembersihan awal gas perisai untuk menggantikan udara ambien dari tempat di mana kimpalan bermula. Ia membekalkan argon selepas mengganggu arka selama 3-10 saat, membenarkan kolam kimpalan untuk mengkristal semula tanpa oksigen.
Beralih kepada arus bolak. Kimpalan TIG dengan penyongsang mungkin hanya pada arus bolak balik. Untuk melakukan ini, adalah wajib bahawa penunjuk peranti mesti ditandakan AC / DC.
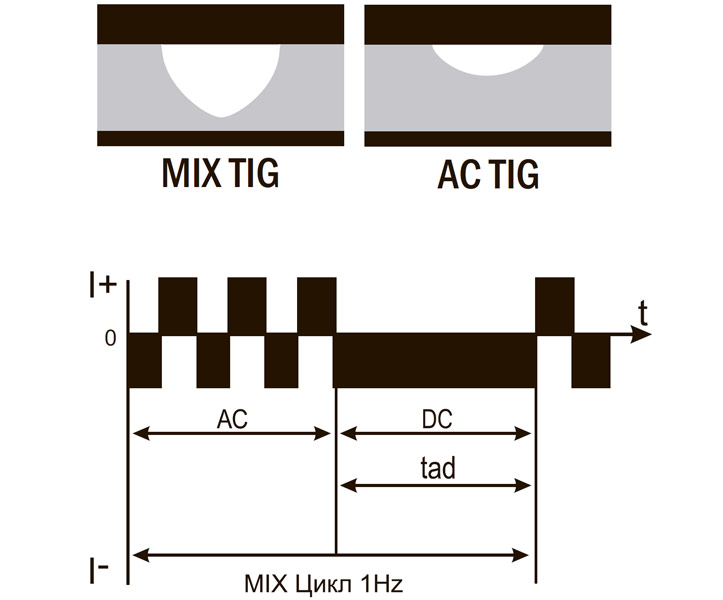
MIX TIG. Mod ini menggantikan kesan pada bahan arus langsung dan bergantian. Pertama, AC masuk ke dalam operasi, yang menghancurkan filem oksida dengan kekerapannya. Kemudian ia digantikan oleh DC, memberikan penembusan yang mendalam dengan pengagihan logam pengisi. Fungsi ini amat praktikal apabila anda ingin menyambung aluminium dengan ketebalan 2 dan 7 mm antara satu sama lain.
Pelarasan keseimbangan. Membolehkan anda menetapkan kekerapan perubahan polariti voltan automatik, yang, jika positif, memanjangkan hayat elektrod tungsten dan meningkatkan kedalaman penembusan, dan jika penunjuk itu negatif, ia akan mengurangkan input haba dan melindungi daripada terbakar dan ubah bentuk.
Setelah mempelajari keperluan untuk mesin kimpalan aluminium, anda boleh memilih peralatan kimpalan untuk bengkel, bengkel atau garaj anda dengan mudah.








