Kimpalan arka argon: prinsip kerja, cara memilih, mesin terbaik
Tidak seperti kaedah MMA, pengelasan argon membolehkan anda membuat lipit yang lebih tepat yang tidak perlu dibersihkan. Malah kaedah ini boleh menyambung sehingga lapan jenis logam. Artikel kami akan membantu anda memilih mesin kimpalan untuk kimpalan argon-arc, supaya ia sesuai untuk keperluan anda, dan akan menunjukkan penarafan model yang sudah diuji yang mempunyai ulasan positif, dan juga pengimpal seperti ciri-ciri mereka.

Pemilihan barang dilakukan atas dasar ulasan, pendapat dan penarafan pengguna yang diposting di pelbagai sumber di Internet. Semua maklumat diambil dari sumber terbuka. Kami tidak bekerjasama dengan pengeluar dan tanda dagangan dan tidak meminta pembelian produk tertentu. Artikel ini hanya untuk tujuan maklumat sahaja.
Prinsip pengoperasian kimpalan arka argon
Dalam penentuan antarabangsa, kaedah argon-arc mempunyai singkatan TIG. Ia digunakan secara aktif dalam pembuatan dan dalam bengkel. Dengan itu, bahagian-bahagian kereta retak disambungkan (kuali periuk, unit penyejukan enjin), mengumpul bekas untuk industri makanan dan kimia, rel tuala keluli tahan karat, pengumpul, penapis untuk cecair dibuat, dan sebagainya. Di garaj, aparatus sedemikian boleh berjaya menjalankan pembaikan badan atau menghasilkan kecil produk.
Prinsip pengelasan argon adalah untuk menyambungkan logam dengan arka elektrik dalam persekitaran gas lengai. Untuk proses ini, anda memerlukan sumber semasa yang mengurangkan voltan dan meningkatkan amperaj. Semasa dibekalkan kepada pembakar yang dilengkapi dengan elektrod tungsten. Ia tidak boleh habis, jadi lebih mudah bagi pengimpal untuk mengawal panjang arka, yang seharusnya 2-5 mm. Kabel massa menghubungkan kepada produk.
Menyentuh ujung jarum tungsten ke bahagian itu menarik arka elektrik. Sendi nipis tidak memerlukan getaran sisi - elektrod berjalan lancar, dari kanan ke kiri sepanjang garis jahitan, permukaan sendi lancar sebagai cermin. Sekiranya terdapat jurang di antara bahagian-bahagian atau perlu untuk mengembangkan sempadan jahitan, maka apabila membawa obor, pengimpal membuat getaran kecil di sisi, membentangkan kolam kimpal. Ini menyumbang kepada pembentukan skala kecil.

Proses kimpalan arka argon.
Suhu arka adalah antara 2000 hingga 5000 darjah, bergantung pada kekuatan semasa. Ini membolehkan mencairkan tepi logam dan menyambungnya dengan jahitan tipis. Untuk mengukuhkan reka bentuk, wayar pengisi digunakan, yang diberi makan oleh tangan pengimpal yang kedua ke dalam kolam kimpalan. Jadi, anda boleh meningkatkan ketinggian roller, memberikan jahitan bentuk bersisik, dan juga melakukan permukaan logam untuk pemesinan seterusnya (grooving pada mesin bubut, pengisaran).
Argon gas inert digunakan untuk melindungi kolam kimpalan dari persekitaran luaran. Ia dibekalkan dari silinder ke pembakar dan mengalihkan udara biasa. Ini menghapuskan pembentukan liang dalam struktur kimpal. Sambungannya adalah ketat dan tahan lama. Secara selari, gas pelindung menyejukkan elektrod tungsten dan muncung seramik supaya mereka tidak terlalu panas. Pada peringkat akhir, apabila busur dipadamkan, argon membantu mengukuhkan jahitan.
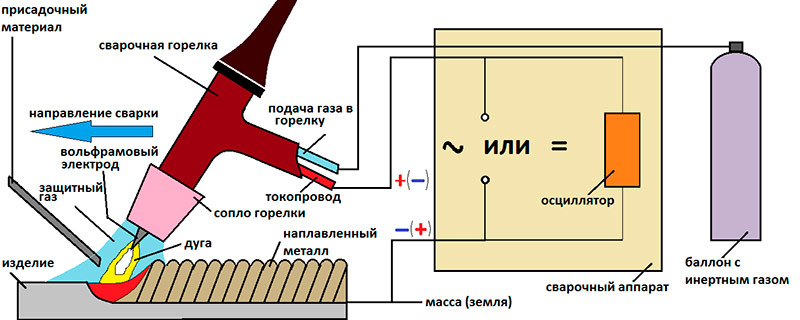
Skim proses kimpalan arka argon.
Kebaikan dan keburukan kaedah TIG
Kaedah TIG mempunyai kelebihan yang jelas berbanding kaedah kimpalan lain, tetapi bekerja dengan mesin kimpalan argon mempunyai beberapa kelemahan yang perlu anda persiapkan ketika memilih kaedah kimpalan ini.

Kelebihan Kaedah TIG
- Pemanasan tempatan menghapuskan ubah bentuk yang serius terhadap produk;
- jarum tungsten nipis membolehkan anda membuat lipit sempit, kemas;
- ia adalah mungkin untuk menjalankan kimpalan dengan dan tanpa aditif, yang menjejaskan ketinggian roller;
- sambungan diperolehi tanpa kerak sanga di atas;
- dalam kebanyakan kes tidak ada seterusnya
- pemesinan;
logam keluli tahan karat dan bukan ferus boleh dikimpal; - lipit ketat dan tahan tekanan tinggi;
- tiada spatter logam yang melekat pada permukaan.

Kaedah Kaedah TIG
- Kelajuan sambungan adalah lebih rendah daripada MIG;
- topi pembakar mengganggu kerja di tempat yang sukar dijangkau;
- muncung seramik sedikit menghadkan penglihatan kolam kimpalan;
- kualiti jahitan bergantung kepada kemahiran pengguna (segera ambil dan masak, kerana ia tidak berfungsi separuh secara automatik);
- adalah perlu untuk sentiasa memakan bahan aditif dengan tangan yang kedua dan mengawal panjangnya (apabila kimpalan, panjang dawai dikurangkan dengan cepat, dan kepingan panjang tidak menyukarkan untuk memegang tangan anda,
- kerana mereka "berjalan");
- elektrod tungsten lebih mahal daripada bersalut;
- kos tambahan untuk argon;
- adalah mustahil untuk mengimpal bahagian-bahagian di jalan dengan angin kencang (argon ditiup dan kolam kimpalan tetap tidak dilindungi).
Cara memilih peralatan yang diperlukan untuk kerja
Peralatan untuk kimpalan arka argon perlu dipilih berdasarkan tugasan yang akan datang dan jumlah mereka. Jika tidak, anda boleh membeli unit terlalu lemah, atau sebaliknya membayar lebih banyak untuk potensi yang masih tidak digunakan. Pertama, mari kita bercakap tentang memilih sumber semasa.
Bagaimana untuk memilih mesin kimpalan untuk kimpalan TIG
Mesin kimpalan argon adalah penyongsang yang disambungkan ke rangkaian 220 atau 380 V, yang beberapa kali menukar arus dari seli untuk mengarahkan, meningkatkan kekerapannya. Di dalam, beberapa transformer, jambatan diod dan papan kunci digunakan. Semua ini menyumbang kepada berat badan rendah 4-30 kg dan jahitan berkualiti tinggi.
Sekiranya anda memerlukan mesin untuk kimpalan di garaj, maka pilihlah model 220 V. Untuk pengeluaran, ia adalah optimum 380 V. Berat 4-8 kg berguna semasa perjalanan dan bekerja di ketinggian, serta dengan struktur yang besar. Dalam penggunaan pegun, berat tidak penting. Perhatikan parameter dan pilihan peralatan berikut apabila memilih penyongsang untuk pengelasan argon.

Peralatan kimpalan argon dan peralatan yang diperlukan.
Jenis logam dan kimpalan arus
Inverter menghasilkan arus langsung pada output. Ini membolehkan pengimpal yang sangat baik untuk keluli hitam, keluli tahan karat, besi tuang, tembaga dan juga aloi titanium.
Jika bengkel anda hanya berfungsi dengan logam ini, maka pilih mana-mana peranti argon dengan nilai DC.
Tetapi untuk menyambung aluminium dan aloi dengan peranti sedemikian tidak akan berfungsi. Kesukaran adalah filem oksida, yang mempunyai titik lebur melebihi 2000 darjah, walaupun logam itu sendiri menjadi cecair selepas 660 darjah. Untuk aluminium kimpalan, penyongsang AC / DC sejagat diperlukan, yang boleh dialihkan kepada arus bolak. Disebabkan ini, oksida di permukaan mudah dimusnahkan, dan logam asas tidak dibakar dari suhu tinggi arka.
Jika anda mempunyai stesen perkhidmatan atau aktiviti yang berkaitan dengan bekas aluminium, maka cari alat argon dengan penunjuk AC / DC.
| Arus terus | Arus bergantian |
|---|---|
| Jenis keluli yang berlainan | Aluminium |
| Keluli tahan karat | Magnesium Alloys |
| Letakkan besi | - |
| Tembaga | - |
| Aloi titanium | - |
Julat kimpalan semasa
Julat kekuatan semasa (A) menentukan betapa tebal benda kerja akan berfungsi. Di sini, penunjuk atas dan bawah adalah penting. Purata nilai dikira adalah 35 A bagi setiap 1 mm ketebalan logam. Sebagai contoh, jika anda mengimpal paip dan profil yang bahagian dindingnya tidak melebihi 2 mm, maka 70 A. akan cukup. Peralatan argon dengan nilai maksimum 160 A akan melindungi sebarang keperluan kimpalan untuk bahan kerja dengan ketebalan sehingga 4 mm. Apabila diperlukan untuk menyertai bahan kerja 5-7 mm dengan kimpalan argon, kemudian pilih penyongsang dengan maksimum 200-250 A.
Nilai minima yang saat ini dapat diturunkan mempengaruhi keupayaan untuk mengimpal logam nipis. Sebagai contoh, terdapat peranti argon dengan ambang yang lebih rendah sebanyak 5 A. Ini cukup untuk membangkitkan timah dengan seksyen salib 0.6 mm. Model dengan kadar yang lebih rendah daripada 20-30 A tidak mampu ini.
| Jenis logam | Ketebalan logam mm | Jenis semasa | Semasa ¸ A |
|---|---|---|---|
| Aloi keluli | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| Aluminium | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Mod Pulse
Memilih peralatan argon dengan fungsi sedemikian adalah perlu untuk mengimpal logam tipis lebih baik. Mod Pulse melibatkan arus kimpalan semasa dan jeda. Ini mengurangkan input haba, benar-benar menghapuskan ubah bentuk dan warisan bahagian. Frekuensi perubahan nadi boleh diselaraskan, yang menentukan kelajuan kimpalan. Mod ini juga dalam permintaan apabila aluminium digabungkan, kerana arus tinggi memusnahkan oksida, dan penurunan kuasa semasa jeda menghalang logam asas daripada dibakar.
Intensiti penggunaan (tempoh kemasukan)
Dengan cara lain, parameter ini dipanggil tempoh kemasukan dan ditunjukkan sebagai peratusan. Sebagai contoh, dengan aparatus argon 40% PV, 4 dari sepuluh minit akan berfungsi. Sekiranya anda menggunakannya lebih kerap, ia akan menjadi terlalu panas dan perlindungan akan berfungsi. Peralatan akan ditutup secara paksa sehingga ia disejukkan sepenuhnya. Apabila terdapat banyak proses persediaan dalam kerja, pelucutan, pemotongan kosong, maka PV sebanyak 40% sudah cukup. Inverter akan mempunyai masa untuk menyejukkan semasa jeda itu. Sekiranya pengimpal berfungsi secara berterusan, dan semua proses persediaan dilakukan oleh orang lain, maka peralatan yang lebih produktif dengan kitaran tugas sebanyak 80 atau 100% diperlukan. Kemudian pekerjaan itu tidak akan menjadi idle.
Tetapi masa beralih diukur pada arus maksimum, jadi model mempunyai 300 A dengan PV 60%, dengan pengurangan semasa kimpalan hingga 200 A, PV akan menjadi 100%. Oleh itu, apabila menentukan intensiti penggunaan, ia masih bernilai mengingati semasa operasi yang diperlukan untuk tugas harian.
Fungsi tambahan
Mesin kimpalan arka argon boleh dilengkapi dengan beberapa fungsi yang memudahkan proses atau meningkatkan kualiti jahitan. Sudah tentu, lebih luas keupayaan peralatan, lebih mahal, jadi anda harus memikirkan berapa banyak fungsi setiap diperlukan dalam kes tertentu.
Inilah yang paling biasa:
- Masa pembersihan gas. Dalam radas, anda boleh menyesuaikan masa pembersihan awal dan pasca dengan argon. Pada permulaan proses, ini membantu untuk menghilangkan udara ambien dari zon pengujaan arka. Akhirnya, ini membantu mengalirkan kolam kimpalan dan menyejukkan elektrod. Semakin lama logam menyejukkan, misalnya aluminium, semakin lama pembersihan harus (sehingga 7 s).
- Pencucuhan frekuensi tinggi. Mana-mana penyongsang boleh dilengkapi dengan obor injap supaya mereka boleh melakukan kimpalan TIG. Tetapi untuk membangkitkan arka, anda perlu menyentuh hujung elektrod pada produk yang mana jisim tersebut disambungkan. Dalam model dengan pencemaran frekuensi tinggi, pengayun digunakan, yang menumbuk voltan sehingga 10 mm melalui voltan udara. Ini membantu untuk memulakan kimpalan tanpa menyentuh, hanya dengan menaikkan obor. Terdapat tanda yang lebih sedikit di permukaan produk, dan elektrod perlu diasah kurang kerap.
- Kimpalan kilang. Ini adalah pengurangan secara beransur-ansur dalam amplitud kimpalan arus, yang membantu menghilangkan titik pada "kunci" jahitan. Fungsi sedemikian adalah penting apabila paip kimpalan dan bekas di bawah air dan cecair lain, serta ketika bekerja dengan lembaran tipis 0.6-1.0 mm.
- Penyejukan air. Dalam peranti untuk pengelasan argon, pam boleh dipasang yang pam antibeku melalui saluran kabel ke pembakar. Ini menyumbang kepada pemindahan haba dipercepat dari muncung dan elektrod seramik, memanjangkan masa operasi berterusan. Fungsi ini diperlukan apabila arus tinggi 250-400 A digunakan dan operasi berterusan peralatan diperlukan.
Peralatan tambahan yang diperlukan untuk kerja
Untuk kimpalan arka argon, sebagai tambahan kepada sumber semasa, anda memerlukan kabel dengan obor. Selalunya, ia dilengkapi dengan peralatan, tetapi dengan model premium EWM, Lincoln Electric dan lain-lain, ia boleh dijual secara berasingan.
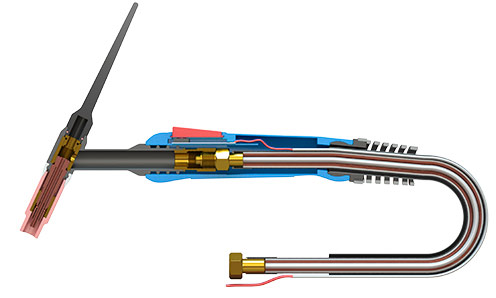
Bahagian obor untuk kimpalan argon-arc.
Pembakar adalah jenis injap (bekalan gas dibuka oleh injap pada pembakar) dan dengan kawalan butang (menekan butang pada pembakar bermula gas dan arus). Panjang lengan 2-5 m dipilih bergantung pada pergerakan pengimpal yang diperlukan dan saiz struktur yang dipasang.

Obor untuk kimpalan arka argon jenis injap.

Obor untuk kimpalan argon-arc dengan kawalan tekan butang.
Silinder gas lengai diperlukan untuk kimpalan. Sekiranya anda perlu bekerja secara berkala, maka sudah cukup untuk membeli silinder 10 liter, yang tidak mengambil banyak ruang dan mudah untuk diambil di dalam bagasi untuk mengisi bahan bakar. Pilihan yang sama adalah praktikal apabila melakukan perjalanan. Dengan aktiviti pegun tetap dalam bengkel atau dalam pengeluaran, silinder 150 liter yang besar dipilih.

Silinder gas inert untuk kimpalan arka argon.
Silinder memerlukan pengurang dengan alat pengukur tekanan tinggi dan rendah, serta hos yang menghubungkan silinder ke penyongsang. Menggunakan tolok tekanan tinggi, pengimpal memantau baki gas, dan dengan yang rendah menetapkan kadar alir argon di dalam pembakar.

Tekanan tolok pengukur dan hos.
Untuk kimpalan, elektrod tungsten diperlukan. Mereka datang dengan tip biru, emas, merah atau hijau untuk pelbagai jenis logam. Yang paling serba boleh ialah warna biru hujungnya. Diameter elektrod 1.6-4.0 mm dipilih bergantung kepada keperluan untuk lebar jahitan, kedalaman peleburan dan kekuatan arus maksimum.

Elektrod untuk kimpalan arka argon.
Kimpalan argon boleh dilakukan tanpa bahan tambahan, jika bahagiannya dipasang rapat, dan tidak ada beban mekanikal yang kuat pada struktur. Dalam kes lain, wayar pengisi bahan yang sama seperti logam utama yang dikimpal digunakan.

Kawat pengisi untuk kimpalan arka argon.
Video Apakah kimpalan argon dan bagaimana memilih peranti untuk kimpalan arka argon
Mesin kimpalan argon terbaik
Setelah mempertimbangkan kriteria untuk memilih peralatan untuk kimpalan argon, kami akan meneruskan ke model khusus yang telah mendapat ulasan positif dari pengimpal.
Mesin Kimpalan Arc Argon Terbaik
Untuk mengimpal logam ferus, keluli tahan karat dan tembaga, inverter yang menghasilkan arus terus digunakan. Berikut adalah ranking model terbaik dari kategori ini.
RESANTA SAI-230 HELL (TIG, MMA)
Di tempat pertama ialah penyongsang Resanta SAI-230. Peralatan argon mampu beroperasi dari rangkaian 170-242 V dan menghasilkan arus langsung 10-230 A. Pada kadar maksimum, masa kini adalah 70%, yang membolehkan ia digunakan bukan sahaja untuk keperluan domestik. Sebagai tambahan kepada kimpalan TIG, peralatan menyokong mod MMA, yang mana ada suis di panel depan. Ini mudah di mana kimpalan argon yang kemas dan memotong dengan elektrod bersalut diperlukan. Model seberat 11 kg. Sebuah obor dan kabel tanah dibekalkan. Pengilang mengeluarkan jaminan 2 tahun di atasnya.

Kelebihan RESAI SAI-230 HELL (TIG, MMA)
- Kuasa tinggi 230 A untuk penembusan 6 mm.
- Tali bahu untuk dibawa.
- Pengapian tidak dapat dihubungi apabila menggunakan pembakar dengan alat pengayun (terdapat penyambung untuk menyambungkan kawalan dari pembakar);
- Arus jatuh ke 10 A untuk bahan lembaran kimpalan 0.8 mm.
- Selongsong besi menghadapi keadaan pembinaan yang keras untuk masa yang lama.
- Harga menarik.
- Penyambung yang boleh dipercayai.
Kesalahan RESAUT SAI-230 HELL (TIG, MMA)
- Tiada paparan untuk kawalan visual tetapan.
- Letakkan perumahan blower habuk untuk masa yang lama.
- Tiada pengendalian tegar untuk menyusun semula peranti di tempat.
- Apabila bekerja di ruang yang lembap, transistor cepat merosot.
- Berdasarkan ulasan, pengimpal tidak mempunyai panjang kabel yang mencukupi.
Kesimpulannya Peranti ini untuk kimpalan argon-arc adalah ketara untuk kehadiran "twist" kedua untuk menyesuaikan induktansi arka. Ini membolehkan anda mengawal kedalaman penembusan dan ketinggian kaki kimpalan. Fungsi ini berguna untuk struktur kimpalan kimpalan, terutamanya sudut dan tee sendi.
Svarog REAL TIG 200 W223
Selanjutnya dalam penarafan adalah inverter argon dari Svarog. Peranti dibuat dalam kes besi dan mempunyai paparan untuk pelarasan halus kekuatan semasa.Penyambung di panel hadapan direka untuk menyambungkan obor dengan kawalan butang butang gas dan voltan. Suis beralih berasingan, anda boleh memilih mod MMA atau TIG. Inverter mampu beroperasi dari sesalur dengan penunjuk berkurangan 160 V. Julat penyesuaian arus kimpalan adalah 10-200 A. Pada maksimum, PV adalah 60%. Peralatan beratnya 7 kg dan mempunyai dimensi 42x16x31 cm. Penyejukan udara disediakan. Model ini menyokong kerja dengan elektrod 1.6-3.2 mm diameter.

Pros Svarog REAL TIG 200 W223
- Terdapat skrin digital untuk penetapan tepat amperes.
- Sudut logam badan ditutup dengan getah.
- Direka untuk menyambungkan pembakar dengan kawalan butang penuh.
- Terdapat pegangan untuk bergerak di tempat.
- Dimensi padu 42x16x31 cm memudahkan pengangkutan dan penyimpanan.
- Kuasa rendah 4.83 kW membolehkan kimpalan argon dari penjana gas.
- Voltan litar terbuka selamat 56 V.
- Tiada spatter apabila kimpalan.
Cons Svarog REAL TIG 200 W223
- Butang kuasa dipaparkan di belakang, yang tidak mudah untuk semua pengimpal.
- Fungsi "Permulaan panas" dan "Anti-melekat" dalam mod MMA tidak berfungsi dalam amalan (hanya langkah pemasaran).
- Tiada pelarasan bekalan gas awal.
- Pembakar Flimsy dalam penampilan.
Kesimpulannya Mesin kimpalan argon-arc ini dibezakan dengan kehadiran pelarasan masa pembersihan selepas gas. Fungsi ini berguna apabila bekerja dengan besi dan tembaga untuk memastikan penyejukan secara beransur-ansur dan untuk mencegah tindak balas dengan karbon, yang menghasilkan liang-liang. Selang pembersihan boleh dilaraskan dari 2 hingga 10 saat. Pengilang juga memberikan waranti 5 tahun pada peranti ini, yang pengguna suka dalam ulasan.
Quattro Elementi B 225 (TIG, MMA)
Kategori ini disiapkan oleh barangan dari pengeluar Itali. Mesin kimpalan argon direka untuk menyambungkan logam sehingga 6 mm tebal. Ia mempunyai rangkaian semasa 10-225 A. Semasa disambungkan ke rangkaian, ia menggunakan 7.8 kW. Penggunaan elektrod 1.6-5.0 mm dibenarkan. Anda boleh beralih ke mod MMA, yang dilengkapi dengan fungsi "Anti-melekat" dan "Permulaan panas". Beralih ke masa adalah 80% di sini, tetapi jika anda mengurangkan kekuatan semasa dari 225 hingga 180 A, maka penunjuk menjadi 100%. Untuk kuasa, voltan 170-260 V.

Kelebihan Quattro Elementi B 225 (TIG, MMA)
- Terdapat gelung untuk melampirkan tali bahu.
- Dua mod MMA dan
- Skrin digital untuk tetapan semasa yang tepat.
- Mod suis butang sentuh.
- Amperage boleh dikurangkan kepada 10 lembaran logam kimpalan 0.6-1.0 mm.
- Dengan kekuatan semasa 180 A, PV adalah 100%.
- Jika voltan jatuh, maka memasak "dua biji" akan berfungsi pula.
- Semua parameter sesuai dengan yang dinyatakan.
Cons Quattro Elementi B 225 (TIG, MMA)
- Menarik banyak debu ke dalam badan.
- Hanya pembakar injap sahaja.
- Butang kuasa terletak di belakang.
- Pembakar argon perlu dibeli - hanya kabel dan pemegang RDS dimasukkan.
Kesimpulannya Walaupun penyongsang ini mampu argon memasak hanya dengan obor injap, ia adalah lebih mudah untuk menyentuh arka, kerana voltan litar terbuka ialah 85 V. Peranti argon juga diperuntukkan dengan berat 5.5 kg, menjadikannya lebih sesuai untuk memakai pada bahu semasa kerja-kerja tinggi atau kimpalan sepanjang pembinaan yang panjang.
Peralatan sejagat yang terbaik untuk kimpalan arka argon DC / AC
Jika anda secara berkala perlu mengimpal aluminium, kemudian pilih peranti dengan keupayaan untuk menghidupkan arus terus ke arus bolak. Fungsi sedemikian ditunjukkan dalam nama dengan penamaan AC / DC. Berikut ialah model terbaik dalam kategori ini.
Aurora PRO INTER TIG 200 AC / DC PULSE
Ini adalah alat argon Cina dengan pemasangan berkualiti tinggi. Model ini dikuasakan oleh rangkaian fasa tunggal dan menghasilkan 5-200 A. Ia dilengkapi dengan kabel dengan seksyen DX50. Voltan litar terbuka ialah 44 V. Terdapat penyejukan udara. PV maksimum mencapai 60%. Peranti boleh dikendalikan pada suhu sekitar -20 hingga +50 darjah.Semua pendawaian elektrik dibuat dengan kelas penebat F. Sebagai pilihan, alat kawalan jauh boleh disambungkan.

Pros Aurora PRO INTER TIG 200 AC / DC PULSE
- Perumahan besar dengan banyak lubang penyejukan.
- Perhimpunan berkualiti tinggi.
- Ia memasak keluli tahan karat dan tembaga dengan baik.
- Terdapat hampir tidak ada pengeluaran voltan utama.
- Terdapat dua kesukaran untuk pengangkutan.
- Banyak tetapan untuk meningkatkan dan turun naik kekuatan semasa.
- Beban yang rendah pada rangkaian 4.5 kW.
- Pencucuhan tanpa sentuh elektrod.
Cons Aurora PRO INTER TIG 200 AC / DC PULSE
- Untuk menukar berat 20 kg, usaha diperlukan.
- Ia tidak mudah untuk mencari tempat untuk ditempatkan di sebuah garaj kecil
- Dalam mod MMA, pembakar semula tidak berfungsi.
- Semua fungsi tambahan tidak dipaparkan pada skrin - pelarasan buta.
- Hanya satu topi pembakar yang disertakan.
- Fungsi bru tidak ada.
Kesimpulannya Inverter untuk pengelasan argon adalah penting untuk kehadiran mod 4T. Ini membolehkan anda menghidupkan kimpalan dan tidak menyimpan butang yang ditekan pada obor. Mod adalah praktikal untuk jahitan panjang semasa kimpalan bebibir atau bekas pembuatan. Pengilang lain menyediakan pembakar dengan pakej hos 4 m, yang berguna ketika membuat struktur besar. Fungsi nadi membantu menyambungkan kepingan nipis keluli tahan karat dan aluminium tanpa meledingkan.
BRIMA TIG-200P AC / DC
Satu lagi produk yang layak dari pengilang Jerman. Peranti argon dipasang di China, tetapi berdasarkan tinjauan, ia mudah dan boleh dipercayai sebagai senapang AK-47 serangan. Inverter menghasilkan kekuatan semasa 10-200 A, sambil memakan 5 kW. Sesuai untuk menyambung ke rangkaian fasa tunggal. PV pada arus maksimum mencapai 60%. Model profesional adalah penyejuk udara. Idling - 56 V. Ia dilengkapi dengan pembakar dengan elektrod tungsten dan pencucuhan bukan hubungan.

Kelebihan BRIMA TIG-200P AC / DC
- Penyambung untuk pembakar profesional dengan pencucuhan bukan hubungan.
- Pemegang sukar.
- Paparan digital.
- Perlindungan beban dan terlalu panas.
- Menyokong dua mod kimpalan TIG dan MMA.
- Terdapat tetapan untuk pembentukan arka.
- Beban yang rendah pada rangkaian 5 kW.
- Bunyi rendah.
Cons BRIMA TIG-200P AC / DC
- Berat 25 kg menjadikan pengangkutan sukar.
- Saiz besar 50x35x36 cm.
- Sekiranya perlindungan telah berfungsi, ia tidak akan menyala selama 30 minit (semua berhenti kerja).
- Terminal tanah lemah - mungkin terbakar selepas 2 bulan penggunaan aktif.
- Kabel "negatif" 2 meter panjang.
Kesimpulannya Inverter ini mempunyai banyak pilihan penyesuaian yang akan berguna untuk pengasah profesional dalam bengkel atau bengkel. Masa pra-pembersihan gas ditetapkan dari 0 hingga 2 s. Postgas boleh dari 2 hingga 10 s. Pengimpal memilih panjang dan kekerapan nadi. Di penghujung kimpalan, anda boleh memilih nilai untuk mengurangkan arus oleh 10 A untuk mengelakkan fistula dalam "kunci". Semua ini sesuai untuk pengeluaran struktur kritikal, yang kemudiannya diluluskan pemeriksaan oleh pengesan kecacatan.
Ciri-ciri kimpalan pelbagai logam
Apabila pengelasan argon apa-apa bahan, anda perlu belajar beberapa peraturan. Jurang antara elektrod dan permukaan mestilah 2-5 mm. Pastikan pembakar pada sudut 45 darjah. Biasanya ia diadakan dengan tangan kanan, dan wayar pengisi dilayani dengan sebelah kiri. Jangan sentuh hujung jarum dengan bahan tambahan - elektrod akan kotor, arka akan merosot, tungsten dapat mengion ke dalam kolam kimpal. Aditif dibekalkan untuk memenuhi pembakar. Jubin yang dibentuk harus ditinggalkan, dan gas panas harus melarikan diri ke bahagian yang masih tidak bersambung dari bahan kerja.
Apabila mengimpal beberapa logam, ada peraturan tambahan yang harus diketahui oleh seorang ahli baru.
Aluminium
Di sini halangan adalah oksida tahan api di atas. Untuk memusnahkannya, gunakan arus berselang-seli berlawanan. Ini menyumbang kepada pemanasan permukaan tanpa terlalu panas elektrod. Voltan bergantian menggantikan proses, mencegah bahan kerja menjadi terlalu cair untuk membentuk kecederaan. Fungsi denyut atau fungsi nadi berganda sangat berguna, dari mana lipit akan menjadi lebih baik.
| Ketebalan bahan kerja, mm | Diameter elektrod tungsten, mm | Bar diameter, mm | Kekuatan semasa, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
Tembaga
Dalam keadaan cair, ia bertindak balas dengan hidrogen, yang membawa kepada pembentukan liang besar. Di sini anda boleh menggunakan arus secara terus atau bergantian, tetapi hanya dengan kekutuban terbalik. Ia juga disyorkan untuk meningkatkan aliran argon dari 1.5 hingga 2 liter seminit. Dalam kes ini, wayar pengisi tidak diperlukan, kerana logam cecair dan tepi mencairkan cukup untuk membentuk sambungan yang kuat. Daripada elektrod tungsten, ia bernilai menggunakan grafit, juga diklasifikasikan sebagai tidak habis.
| Jenis elektrod | Ketebalan bahan kerja, mm | Diameter elektrod, mm | Kekuatan semasa, A | Panjang arka, mm |
|---|---|---|---|---|
| Grafit | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| Dilindungi | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titanium
Bahan aktif yang bertindak balas dengan udara ambien. Kimpalan dilakukan pada pakan argon yang meningkat untuk melindungi kolam kimpalan. Tidak seperti tembaga dan aluminium, titanium mempunyai kekonduksian terma yang rendah. Untuk memastikan sambungan yang boleh dipercayai dari sisi, tepi jahitan perlu dikukuhkan dengan lapisan tambahan. Apabila bekerja dengan bahan kerja lebih tebal daripada 1.5 mm, wayar pengisi titanium digunakan.
| Ketebalan bahan kerja, mm | Diameter elektrod, mm | Diameter wayar, mm | Kekuatan semasa, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Sekarang, setelah mengkaji ciri-ciri memilih peranti untuk kimpalan argon-arc dan mempertimbangkan penarafan model terbaik, anda boleh memilih penyongsang untuk melaksanakan tugas anda dalam bengkel peribadi atau dalam pengeluaran.








