Comment choisir une machine à souder pour l'aluminium
Même les soudeurs expérimentés, rencontrant pour la première fois un assemblage d'aluminium à l'arc manuel, éprouvent souvent de la frustration quant à la qualité de la soudure. Si vous aviez besoin de travailler régulièrement avec un métal aussi "de mauvaise humeur", notre article vous aidera à choisir une machine à souder pour l'aluminium, qui créera des joints serrés de haute qualité.

Caractéristiques et difficultés du soudage de l'aluminium
Le soudage de l'aluminium peut être nécessaire pour sceller une fissure dans le carter d'huile moteur ou le carter de boîte de vitesses. Souvent, le bloc gelé de la chemise de refroidissement du moteur est réparé de cette façon. Les appareils de soudage de l'aluminium sont en demande dans les industries chimiques et alimentaires, dans la fabrication de conteneurs, de collecteurs, de filtres et d'autres produits.
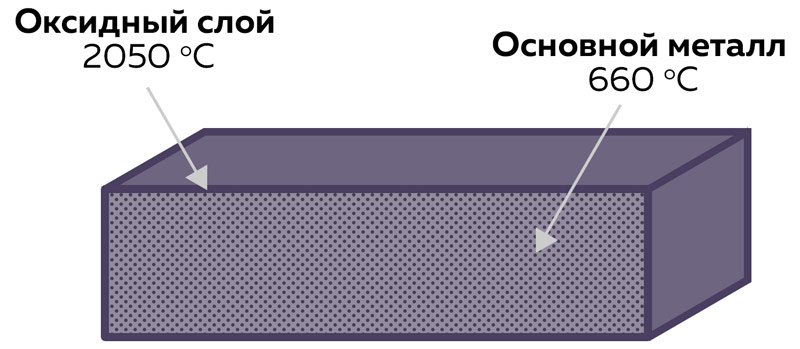
Mais l'aluminium et ses alliages AlMn, AlSi, AlMg sont moins bien soudés en raison de la caractéristique principale - la présence d'une couche d'oxyde réfractaire à la surface. Son point de fusion est de 2044 degrés, tandis que le métal en dessous coule après 660 degrés. C'est le principal problème, car une faible intensité de courant n'est pas en mesure de faire fondre la couche externe et le métal d'apport se trouve à la surface. Un courant important entraîne des brûlures traversantes. Par conséquent, les technologies classiques pour le soudage de l'aluminium ne conviennent pas.
Parmi les autres difficultés à travailler avec ce métal, on trouve les suivantes:
- Petite différence entre le point de fusion et la solidification. L'aluminium devient fluide à 660 degrés. Mais s'il n'est autorisé à refroidir qu'à 15-20 ° C, il commence déjà à cristalliser. Un appareil de soudage de l'aluminium est nécessaire qui peut maintenir un courant de travail dans une plage telle qu'une couture peut être formée.
- Augmentation de la conductivité thermique. La chaleur se propage à travers l'aluminium 5 fois plus vite que l'acier doux. Le bain de soudure se refroidit rapidement et la pièce peut se déformer considérablement sur une grande surface, même à partir d'un petit joint.
- Préservation de la couleur sous forme fondue. Lors du soudage de métaux ferreux, il est facile pour le soudeur de contrôler l'état du bain de fusion et la quantité de charge fournie, car il devient d'un blanc éclatant, contrairement au laitier rouge. L'aluminium ne change pas de couleur sous forme liquide et il est plus difficile pour un soudeur de comprendre visuellement la formation d'un joint.
- Rétrécissement accru. Après refroidissement, les rouleaux métalliques déposés peuvent s'affaisser de manière significative, ce qui forme des creux dans la couture et un resurfaçage sera nécessaire par le haut.
- Interaction avec l'environnement. Au contact de l'air ambiant, l'aluminium évapore l'hydrogène, ce qui conduit à de grands pores dans la structure de la soudure. La pression de l'eau ou d'un autre liquide ne résistera pas à une telle connexion. Il est nécessaire de protéger le bain de soudure des gaz externes.
- Fluidité accrue. À l'état fondu, l'aluminium est similaire à l'eau - il est plus difficile de diriger le métal liquide avec un brûleur, en particulier lors du maintien d'une couture dans un plan incliné. Cela conduit également à des brûlures accélérées.
Les premières coutures pour les soudeurs débutants en aluminium sont toujours mauvaises. Progressivement, le problème est résolu par une formation pratique. Mais l'importance primordiale est jouée par le choix correct d'une machine à souder conçue pour assembler l'aluminium.
Quelle machine convient le mieux au soudage de l'aluminium
Étant donné qu'il existe sur le marché des électrodes enrobées avec un noyau en aluminium, il semble que le moyen le moins cher de souder ce métal soit le soudage manuel à l'arc avec un onduleur. Mais en réalité, le soudage MMA sur aluminium ne vous permettra de relier les deux côtés du métal qu'aux gouttelettes de l'additif superposées sur le dessus.
Une couture durable et serrée ne fonctionnera pas ici.Pour une bonne connexion, vous aurez besoin d'une machine à souder pour souder l'aluminium avec les modes MIG ou TIG. Chacun d'eux a ses propres caractéristiques, qui doivent être prises en compte lors du choix.
Utilisation de machines de soudage MIG / MAG pour l'aluminium
Le soudage MIG est l'utilisation de dispositifs semi-automatiques dans lesquels le fil de soudage est alimenté en continu à travers le canal directement dans la torche. Le deuxième câble avec clip est fixé directement sur le produit. Un court-circuit du fil à la surface de la pièce entraîne l'excitation d'un arc électrique. En parallèle, le gaz de la buse isole le bain de soudure de l'environnement extérieur.


Avantages
- vitesse de soudage élevée;
- bonne visibilité de ce qui se passe dans le bain de soudure;
- la seconde main du soudeur est libre pour soutenir la pièce ou pour rester en hauteur;
- Vous pouvez créer de longues coutures continues;
- après la fin du processus, il n'y a plus de croûte de scories.

Inconvénients
- Le coût élevé de l'équipement lui-même. Il y a encore des coûts supplémentaires pour le gaz de protection (un mélange d'argon et de dioxyde de carbone).
- Le fil d'apport en aluminium est mince et flexible, il est donc très «mobile» et il est plus difficile pour le soudeur de le guider.
- S'il est souvent nécessaire d'alterner le soudage des métaux ferreux et de l'aluminium avec un seul appareil semi-automatique, il faut beaucoup de temps pour changer le canal en acier de la torche en celui en Téflon.
- La couture d'un dispositif semi-automatique sur aluminium est hétérogène en largeur. S'il est situé sur la face avant de la pièce, un dénudage mécanique ultérieur est nécessaire.
Quelles fonctions devraient avoir les dispositifs semi-automatiques pour l'aluminium?
Vous pouvez connecter l'aluminium non par des appareils semi-automatiques. L'équipement de soudage devrait avoir les fonctions suivantes:
Démarrage à chaud. Cette fonction est appelée «Hot Start», car elle vous permet d'imposer une couture de haute qualité dès les premiers millimètres de la connexion. Pour ce faire, un taux de ralenti élevé (80-90 V) est maintenu sur le fil, et le courant est d'abord fourni légèrement au-dessus du principal.
Pour l'aluminium, cela est utile pour chauffer rapidement la surface et détruire l'oxyde. En raison de cet effet, la couture commence à se former immédiatement, sans coller les rouleaux d'additif par le haut. Sur les appareils professionnels, vous pouvez ajuster le réglage du "Hot Start" pour déterminer à quel point il sera chaud.
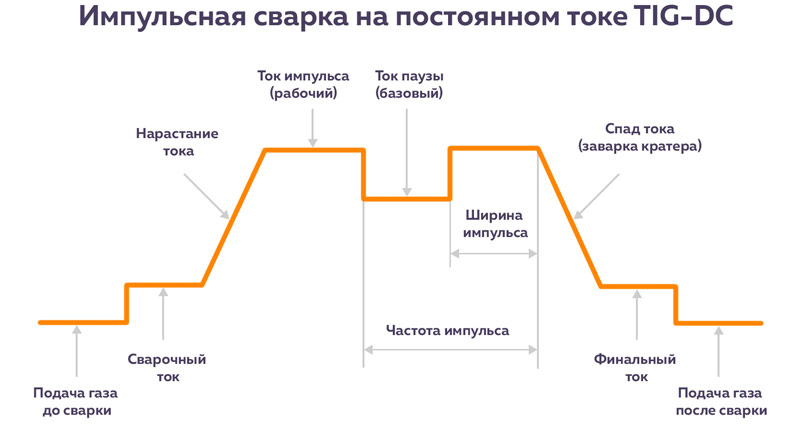
Impulsion. Cette fonction ne produit pas un courant de base régulier, mais contribue plutôt à son alternance. Le résultat est l'amplitude où le courant monte jusqu'à l'impulsion de travail, puis une pause avec une baisse. Au moment de la tension de crête, l'oxyde fond et pendant la période de pause, une fusion silencieuse du métal d'apport avec un minimum de pulvérisation est assurée.
Sur les appareils semi-automatiques professionnels, vous pouvez ajuster à la fois la fréquence d'impulsion et sa longueur, ce qui vous permet d'ajuster le soudage en fonction de l'épaisseur de l'aluminium et du type d'alliage. La fonction est particulièrement pertinente pour les métaux minces afin d'éviter une surchauffe de la surface et la formation de trous traversants.
Dable Pulse. Double l'effet précédent. En plus de l'amplitude alternant entre le courant de base et le courant principal, il y a une augmentation et une diminution oscillatoires du courant de crête. Une telle fonction améliore encore la qualité du soudage de l'aluminium jusqu'au transfert goutte à goutte du métal. Un apport de chaleur minimal empêche la surchauffe de la pièce et sa déformation. Les coutures sont minces mais profondes et la vitesse de soudage augmente.
L'utilisation de machines TIG pour le soudage de l'aluminium
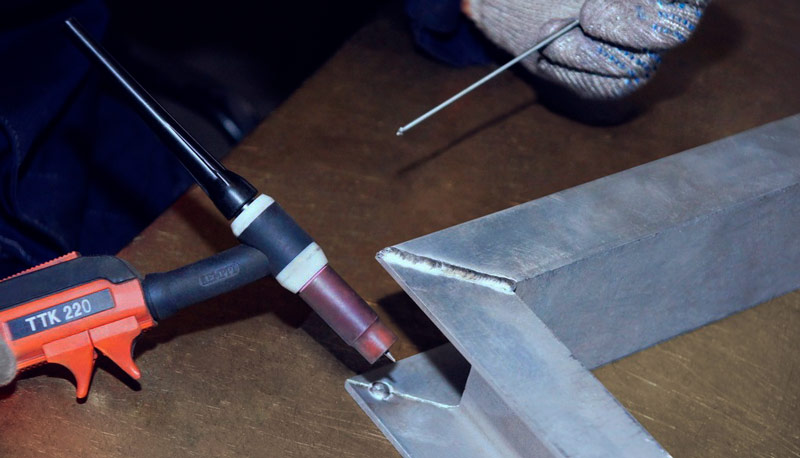
Le soudage TIG de l'aluminium est effectué à l'aide d'un onduleur qui produit un courant alternatif.
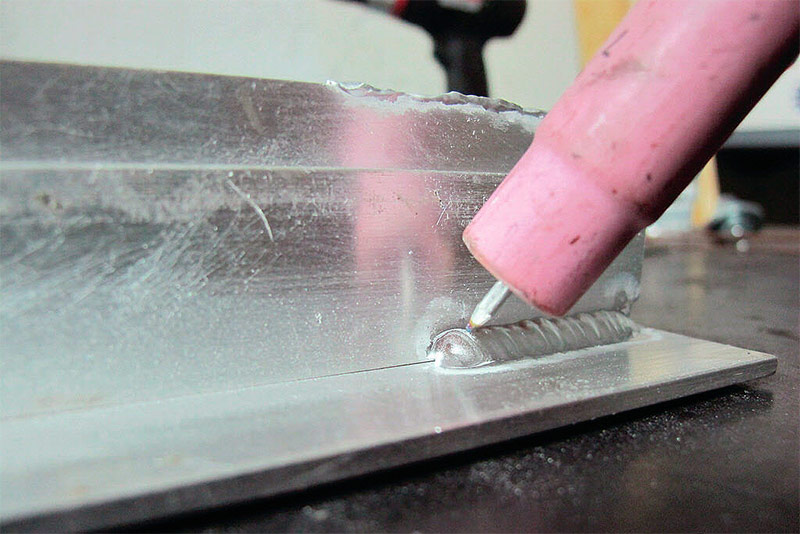
Un soudeur a un brûleur à électrode en tungstène dans une main. Son toucher sur la surface de la pièce à laquelle la masse est connectée conduit à la formation d'un arc électrique. Le tungstène ne fond pas, donc la longueur de l'électrode ne change pas. Pour le soudage de l'aluminium, une forme ronde d'affûtage de la tige est utilisée.
Dans la seconde main du soudeur, un fil d'apport est introduit dans le bain de soudure pour augmenter la hauteur du joint et renforcer la connexion. Le gaz de protection à l'argon s'échappe du brûleur, empêchant le contact avec l'air extérieur.
Avantages TIG pour le soudage de l'aluminium
- la couture est serrée et serrée;
- aucun usinage requis;
- il n'y a pas de pores dans la structure;
- des coutures étroites de 2-3 mm de large peuvent être réalisées.
TIG pour le soudage de l'aluminium
- augmentation de la consommation de fonds pour le fil d'apport et le gaz;
- faible vitesse de soudage;
- coût élevé de l'équipement;
- seules des coutures courtes peuvent être créées;
- l'aiguille est rapidement pulvérisée et sa forme doit être corrigée;
- lors du soudage de tôles d'aluminium de 1 à 2 mm d'épaisseur, un substrat est nécessaire pour éviter les plongeons dans le métal chauffé.

La qualité des coutures pouvant être obtenues lors du soudage de l'aluminium par soudage TIG.
Quelles fonctions devraient avoir les onduleurs TIG pour l'aluminium?
Bien que n'importe quel onduleur puisse être équipé d'une torche pour le soudage TIG, il est possible de connecter l'aluminium avec une méthode d'argon-arc de haute qualité uniquement si les fonctions suivantes sont disponibles:
Impulsion. Il joue le même rôle que dans le dispositif semi-automatique. Réduit l'apport de chaleur et empêche l'épuisement du matériau fluide. Les appareils professionnels prennent en charge le réglage de l'onde de pouls. L'onde carrée donne une pénétration profonde et une vitesse élevée du processus. Triangulaire facilite le soudage de fines feuilles d'aluminium avec un transfert de chaleur minimal. L'onde arrondie facilite le contrôle du bain de soudure pour une pénétration uniforme des joints critiques. Sinusoïdal donne un arc doux avec une large adhérence du bain de soudure, mais pas une pénétration profonde.
Pré et post gaz. Commence pendant 2 s une purge préalable du gaz de protection afin de déplacer l'air ambiant du point de départ du soudage. Il fournit de l'argon après avoir interrompu l'arc pendant 3 à 10 secondes, permettant au bain de fusion de cristalliser normalement sans oxygène.
Passage au courant alternatif. Le soudage TIG avec un onduleur n'est possible que sur courant alternatif. Pour ce faire, il est obligatoire que la désignation de l'appareil soit marquée AC / DC.
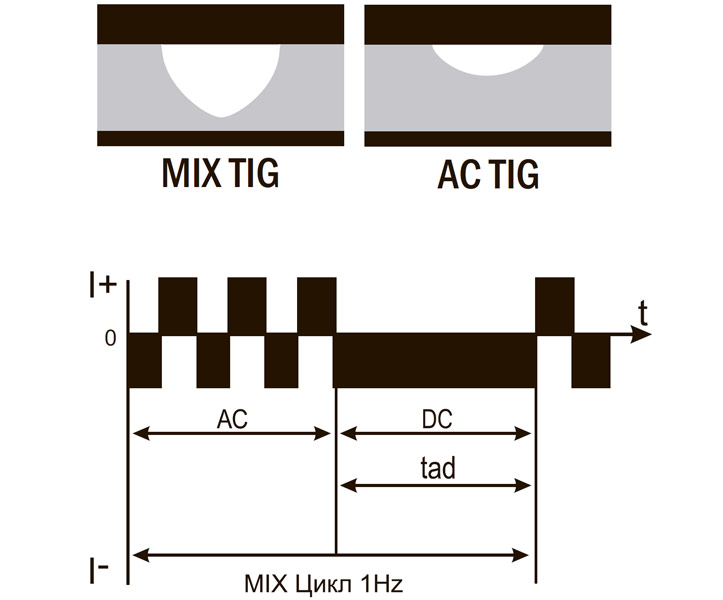
MIX TIG. Ce mode alterne l'effet sur le matériau du courant continu et alternatif. Tout d'abord, l'AC entre en service, ce qui détruit le film d'oxyde par sa fréquence. Il est ensuite remplacé par du DC, assurant une pénétration profonde avec une répartition uniforme du métal d'apport. Cette fonction est particulièrement pratique lorsque vous souhaitez connecter de l'aluminium d'une épaisseur de 2 et 7 mm.
Ajustement de l'équilibre. Vous permet de définir la fréquence du changement automatique de la polarité de la tension, qui, si elle est positive, prolonge la durée de vie de l'électrode en tungstène et augmente la profondeur de pénétration, et si l'indicateur est négatif, il réduit l'apport de chaleur et protège contre les brûlures et les déformations.
Après avoir étudié les exigences des soudeuses en aluminium, vous pouvez facilement sélectionner des équipements de soudage pour votre atelier, atelier ou garage.








