Soudage à l'argon: le principe du travail, comment choisir, les meilleures machines
Contrairement à la méthode MMA, le soudage à l'argon vous permet de créer des coutures plus précises qui n'ont pas besoin d'être nettoyées. Même cette méthode peut connecter jusqu'à huit types de métaux. Notre article vous aidera à choisir une machine de soudage pour le soudage à l'arc sous argon, afin qu'elle convienne à vos besoins, et montrera la note des modèles déjà testés qui ont des critiques positives, ainsi que des soudeurs comme leurs caractéristiques.

La sélection des produits est basée sur les avis, opinions et notes des utilisateurs publiés sur diverses ressources sur Internet. Toutes les informations proviennent de sources ouvertes. Nous ne coopérons pas avec les fabricants et les marques commerciales et n'appelons pas à l'achat de certains produits. L'article est à titre informatif uniquement.
Le principe de fonctionnement du soudage à l'arc sous argon
Dans la désignation internationale, la méthode d'argon-arc a l'abréviation TIG. Il est activement utilisé dans la fabrication et dans les ateliers. Avec lui, des pièces de voiture fissurées (palettes, unités de refroidissement de moteur) sont connectées, des conteneurs pour les industries alimentaires et chimiques sont assemblés, des porte-serviettes chauffants en acier inoxydable, des collecteurs, des filtres pour liquides sont fabriqués, etc. Dans le garage, un tel appareil peut effectuer avec succès des réparations de carrosserie ou produire de petits produits.
Le principe du soudage à l'argon est de connecter des métaux à un arc électrique dans un environnement de gaz inerte. Pour le processus, vous avez besoin d'une source de courant qui abaisse la tension et augmente l'ampérage. Le courant est fourni à un brûleur équipé d'une électrode en tungstène. Il est non consommable, il est donc plus facile pour le soudeur de contrôler la longueur de l'arc, qui devrait être de 2 à 5 mm. Le câble de masse se connecte au produit.
Toucher l'extrémité de l'aiguille de tungstène à la pièce excite un arc électrique. Pour les coutures minces, les vibrations transversales ne sont pas nécessaires - l'électrode fonctionne bien, de droite à gauche le long de la ligne de couture, la surface du joint est lisse comme un miroir. S'il y a un espace entre les pièces ou s'il est nécessaire d'élargir les limites de la couture, alors en dirigeant la torche, le soudeur fait des vibrations mineures sur les côtés, étirant le bain de soudure. Cela contribue à la formation de petites écailles.

Procédé de soudage à l'arc sous argon.
La température de l'arc varie de 2000 à 5000 degrés, selon la force du courant. Cela permet de faire fondre les bords du métal et de le connecter avec une fine couture. Pour renforcer la conception, un fil d'apport est utilisé, qui est introduit par la seconde main du soudeur dans le bain de soudure. Ainsi, vous pouvez augmenter la hauteur du rouleau, donner à la couture une forme écailleuse et même effectuer un surfaçage métallique pour un usinage ultérieur (rainurage sur un tour, meulage).
L'argon à gaz inerte est utilisé pour protéger le bain de soudure de l'environnement extérieur. Il est alimenté du cylindre au brûleur et déplace l'air ordinaire. Cela élimine la formation de pores dans la structure de la soudure. La connexion est étanche et durable. Parallèlement, le gaz protecteur refroidit l'électrode en tungstène et la buse en céramique pour qu'ils ne surchauffent pas. Au stade final, lorsque l'arc est éteint, l'argon contribue à solidifier le joint.
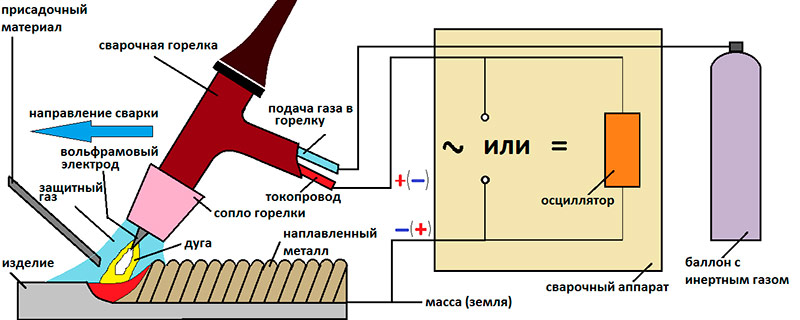
Schéma du procédé de soudage à l'arc sous argon.
Avantages et inconvénients de la méthode TIG
La méthode TIG présente des avantages évidents par rapport aux autres méthodes de soudage, mais travailler avec une machine de soudage à l'argon présente plusieurs inconvénients auxquels vous devez vous préparer lors du choix de cette méthode de soudage.

Avantages de la méthode TIG
- le chauffage local élimine les déformations graves du produit;
- une fine aiguille en tungstène vous permet de créer des coutures étroites et soignées;
- il est possible d'effectuer des soudures avec et sans additif, affectant la hauteur du rouleau;
- la connexion est obtenue sans croûte de scories sur le dessus;
- dans la plupart des cas, aucune
- usinage;
l'acier inoxydable et les métaux non ferreux peuvent être soudés; - les coutures sont serrées et résistent à une pression élevée;
- aucune éclaboussure de métal ne colle à la surface.

Inconvénients de la méthode TIG
- la vitesse de connexion est inférieure à MIG;
- le chapeau du brûleur gêne le travail dans les endroits difficiles d'accès;
- buse en céramique limite légèrement la visibilité du bain de soudure;
- la qualité de la couture dépend des compétences de l'utilisateur (prendre et cuire immédiatement, car cela ne fonctionne pas semi-automatiquement);
- il est nécessaire d'alimenter en permanence l'additif avec l'aiguille des secondes et de contrôler sa longueur (lors du soudage, la longueur du fil est rapidement réduite, et les pièces longues ne sont pas pratiques à tenir dans les mains,
- comme ils «marchent»);
- les électrodes en tungstène sont plus chères que revêtues;
- coûts supplémentaires pour l'argon;
- il est impossible de souder des pièces dans une rue avec des vents violents (l'argon est emporté et le bain de soudure reste non protégé).
Comment choisir l'équipement nécessaire au travail
L'équipement pour le soudage à l'arc sous argon doit être sélectionné en fonction des tâches à venir et de leurs volumes. Sinon, vous pouvez acheter une unité trop faible, ou vice versa payer trop cher pour le potentiel qui reste inutilisé. Tout d'abord, parlons du choix d'une source actuelle.
Comment choisir une machine à souder pour le soudage TIG
Une machine de soudage à l'argon est un onduleur connecté à un réseau de 220 ou 380 V, qui convertit plusieurs fois le courant d'alternant en direct, augmentant sa fréquence. A l'intérieur, plusieurs transformateurs, ponts de diodes et un clavier sont utilisés. Tout cela contribue à un faible poids de 4 à 30 kg et à une couture de haute qualité.
Si vous avez besoin d'un appareil pour souder dans un garage, choisissez un modèle de 220 V.Pour la production, il est optimal à 380 V.Un poids de 4-8 kg est utile pour les activités de plein air et le travail en hauteur, ainsi qu'avec des structures volumineuses. En utilisation stationnaire, le poids n'a pas d'importance. Faites attention aux paramètres et options d'équipement suivants lors du choix d'un onduleur pour le soudage à l'argon.

Appareil de soudage à l'argon et équipement nécessaire.
Type de métal et courant de soudage
L'onduleur délivre un courant continu à la sortie. Cela permet une excellente soudure des aciers noirs, de l'acier inoxydable, de la fonte, du cuivre et même des alliages de titane.
Si votre atelier ne travaille qu'avec ces métaux, choisissez un appareil à argon avec une valeur DC.
Mais connecter l'aluminium et ses alliages avec un tel appareil ne fonctionnera pas. La difficulté est un film d'oxyde, qui a un point de fusion supérieur à 2000 degrés, bien que le métal lui-même devienne fluide après 660 degrés. Pour le soudage de l'aluminium, un onduleur AC / DC universel est requis, qui peut être commuté en courant alternatif. Pour cette raison, l'oxyde à la surface est facilement détruit et le métal de base n'est pas brûlé à cause de la température élevée de l'arc.
Si vous avez une station-service ou une activité associée à des conteneurs en aluminium, recherchez un appareil à argon avec la désignation AC / DC.
| Courant continu | Courant alternatif |
|---|---|
| Différents types d'aciers | Aluminium |
| Acier inoxydable | Alliages de magnésium |
| Fonte | - |
| Cuivre | - |
| Alliages de titane | - |
Gamme de courant de soudage
La plage de résistance actuelle (A) détermine l'épaisseur des pièces à travailler. Ici, les indicateurs supérieur et inférieur sont importants. La valeur moyenne calculée est de 35 A pour chaque 1 mm d'épaisseur de métal. Par exemple, si vous soudez des tuyaux et des profils dont la section de paroi ne dépasse pas 2 mm, alors 70 A. suffira. Un appareil à argon d'une valeur maximale de 160 A couvrira tous les besoins de soudage pour des pièces jusqu'à 4 mm d'épaisseur. Lorsqu'il est nécessaire d'assembler des pièces de 5-7 mm avec un soudage à l'argon, choisissez un onduleur avec un maximum de 200-250 A.
La valeur minimale à laquelle le courant peut être abaissé affecte la capacité de souder un métal mince. Par exemple, il existe des dispositifs à argon avec un seuil inférieur de 5 A. Cela suffit pour brasser une boîte de 0,6 mm de section. Les modèles avec un taux inférieur de 20-30 A ne sont pas capables de cela.
| Type de métal | Epaisseur métal mm | Type actuel | Courant ¸ A |
|---|---|---|---|
| Alliages d'acier | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| Aluminium | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Mode impulsion
Le choix d'un appareil à argon avec une telle fonction est nécessaire pour un soudage encore meilleur des métaux minces. Le mode impulsionnel implique une alternance du courant de soudage et une pause. Cela réduit l'apport de chaleur, élimine complètement la déformation et le gauchissement de la pièce. La fréquence de changement d'impulsion peut être ajustée, ce qui détermine la vitesse de soudage. Ce mode est également demandé lorsque l'aluminium est combiné, car un courant élevé détruit l'oxyde et une diminution de la puissance pendant une pause empêche le métal de base d'être brûlé.
Intensité d'utilisation (durée d'inclusion)
D'une autre manière, ce paramètre est appelé la durée de l'inclusion et est indiqué en pourcentage. Par exemple, avec un appareil à 40% d'argon PV, 4 minutes sur 10 fonctionneront. Si vous l'utilisez plus souvent, il surchauffera et la protection fonctionnera. L'équipement s'arrête de force jusqu'à ce qu'il soit complètement refroidi. Quand il y a beaucoup de processus préparatoires dans le travail, le décapage, la découpe des ébauches, alors une PV de 40% suffit. L'onduleur aura le temps de refroidir pendant ces pauses. Si le soudeur travaille en continu et que tous les processus préparatoires sont effectués par d'autres, alors un appareil plus productif avec un rapport cyclique de 80 ou 100% est requis. Ensuite, le travail ne sera pas inactif.
Mais la durée de commutation est mesurée au courant maximum, donc le modèle a 300 A avec un PV de 60%, avec une diminution du courant de soudage à 200 A, le PV sera de 100%. Ainsi, lors de la détermination de l'intensité d'utilisation, il convient de considérer le courant de fonctionnement nécessaire pour les tâches quotidiennes.
Fonctions supplémentaires
Les machines de soudage à l'arc sous argon peuvent être équipées de certaines fonctions qui facilitent le processus ou augmentent la qualité de la couture. Bien sûr, plus les capacités de l'équipement sont étendues, plus il est cher, vous devez donc réfléchir à la quantité de chaque fonction nécessaire dans un cas particulier.
Voici les plus courants:
- Temps de purge de gaz. Dans l'appareil, vous pouvez régler la durée de la purge préliminaire et postérieure avec de l'argon. Au début du processus, cela aide à éliminer l'air ambiant de la zone d'excitation de l'arc. Au final, cela permet de cristalliser le bain de soudure et de refroidir l'électrode. Plus le métal refroidit, par exemple l'aluminium, plus la purge doit être longue (jusqu'à 7 s).
- Allumage haute fréquence. Tout onduleur peut être équipé d'une torche à valve afin de pouvoir effectuer le soudage TIG. Mais pour exciter l'arc, vous devez toucher la pointe de l'électrode sur le produit auquel la masse est connectée. Dans les modèles avec allumage à haute fréquence, un oscillateur est utilisé, qui frappe une tension allant jusqu'à 10 mm à travers la tension de l'air. Cela permet de commencer à souder sans toucher, simplement en soulevant la torche. Il y a moins de marques sur la surface du produit et l'électrode doit être affûtée moins souvent.
- Soudage de cratère. Il s'agit d'une diminution progressive de l'amplitude du courant de soudage, ce qui permet d'éliminer un point sur le "verrou" de la couture. Une telle fonction est importante lors du soudage de tuyaux et de récipients sous l'eau et d'autres liquides, ainsi que lors du travail avec des feuilles minces de 0,6-1,0 mm.
- Refroidissement à l'eau. Dans les appareils de soudage à l'argon, il est possible d'installer une pompe qui pompe l'antigel à travers le canal de câble jusqu'au brûleur. Cela contribue à l'évacuation accélérée de la chaleur de la buse et de l'électrode en céramique, prolongeant le temps de fonctionnement continu. La fonction est nécessaire lorsque des courants élevés de 250 à 400 A sont utilisés et qu'un fonctionnement continu de l'équipement est nécessaire.
Équipement supplémentaire nécessaire pour le travail
Pour le soudage à l'arc sous argon, en plus de la source de courant, vous aurez besoin d'un câble avec une torche. Le plus souvent, il est livré complet avec des équipements, mais avec les modèles premium EWM, Lincoln Electric et autres, il peut être vendu séparément.
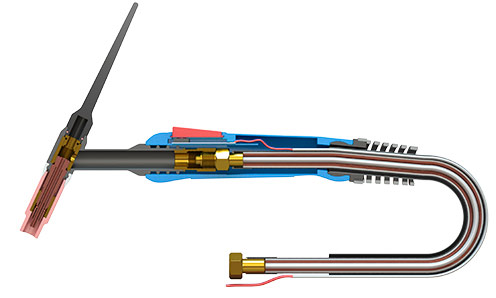
Torche à section pour le soudage à l'argon.
Les brûleurs sont du type à soupape (l'alimentation en gaz est ouverte par la soupape sur le brûleur) et à commande par bouton (appuyer sur le bouton du brûleur démarre le gaz et le courant). La longueur du manchon 2-5 m est choisie en fonction de la mobilité requise du soudeur et de la taille des structures assemblées.

Torche pour le soudage à l'arc sous argon de type vanne.

Torche pour le soudage à l'argon avec commande par bouton-poussoir.
Une bouteille de gaz inerte est requise pour le soudage. Si vous devez travailler périodiquement, il suffit d'acheter un cylindre de 10 litres, qui ne prend pas beaucoup de place et est facile à prendre dans le coffre pour faire le plein. La même option est pratique lorsque vous voyagez au travail. Avec une activité stationnaire constante en atelier ou en production, un grand cylindre de 150 litres est choisi.

Bouteille de gaz inerte pour le soudage à l'arc sous argon.
Le cylindre a besoin d'un réducteur avec des manomètres haute et basse pression, ainsi que d'un tuyau reliant le cylindre à l'onduleur. À l'aide d'un manomètre haute pression, le soudeur surveille le reste du gaz et, à basse pression, règle le débit d'argon dans le brûleur.

Réducteur de jauge de pression et tuyau.
Pour le soudage, des électrodes en tungstène sont nécessaires. Ils viennent avec une pointe bleue, dorée, rouge ou verte pour différents types de métaux. Le plus polyvalent est la couleur bleue de la pointe. Le diamètre de l'électrode 1,6-4,0 mm est sélectionné en fonction des exigences de la largeur de la couture, de la profondeur de fusion et de l'intensité maximale du courant.

Électrodes pour le soudage à l'arc sous argon.
Le soudage à l'argon peut être effectué sans additif, si les pièces sont solidement assemblées et qu'il n'y a pas de forte charge mécanique sur la structure. Dans d'autres cas, un fil d'apport du même matériau que le métal principal à souder est utilisé.

Fil d'apport pour le soudage à l'arc sous argon.
Vidéo Qu'est-ce que le soudage à l'argon et comment choisir un appareil pour le soudage à l'arc sous argon
Les meilleures machines de soudage à l'argon
Après avoir examiné les critères de choix de l'équipement pour le soudage à l'argon, nous passerons à des modèles spécifiques qui ont reçu des critiques positives de la part des soudeurs.
Les meilleures machines de soudage à l'arc à l'argon DC
Pour souder des métaux ferreux, de l'acier inoxydable et du cuivre, des onduleurs qui produisent du courant continu sont utilisés. Voici un classement des meilleurs modèles de cette catégorie.
ENFER RESANTA SAI-230 (TIG, MMA)
En premier lieu se trouve l'onduleur Resanta SAI-230. L'appareil à argon est capable de fonctionner à partir d'un réseau 170-242 V et produit un courant continu de 10-230 A. Aux taux maximaux, le temps de fonctionnement est de 70%, ce qui lui permet d'être utilisé non seulement pour les besoins domestiques. En plus du soudage TIG, l'équipement prend en charge le mode MMA, pour lequel il y a un interrupteur sur le panneau avant. Ceci est pratique lorsqu'une alternance de soudage et de coupage à l'argon pur avec des électrodes enrobées est requise. Le modèle pèse 11 kg. Une torche et un câble de masse sont fournis. Le fabricant lui accorde une garantie de 2 ans.

RESAI SAI-230 HELL (TIG, MMA)
- Haute puissance 230 A pour une pénétration de 6 mm.
- Bandoulière pour le transport.
- Allumage sans contact lors de l'utilisation d'un brûleur avec un oscillateur (il y a un connecteur pour connecter la commande du brûleur);
- Le courant chute à 10 A pour le matériau en feuille de soudage 0,8 mm.
- Le boîtier en fer résiste longtemps aux conditions de construction difficiles.
- Prix attractif.
- Connecteurs fiables.
RESAUT SAI-230 HELL (TIG, MMA)
- Il n'y a pas d'affichage pour le contrôle visuel des paramètres.
- Démontez le boîtier du souffleur de poussière pendant une longue période.
- Il n'y a pas de poignée rigide pour réorganiser l'appareil en place.
- Lorsque vous travaillez dans une pièce humide, les transistors se détériorent rapidement.
- À en juger par les critiques, les soudeurs n'ont pas suffisamment de longueurs de câble.
Conclusion Ce dispositif de soudage à l'argon est remarquable par la présence d'une seconde «torsion» pour régler l'inductance de l'arc. Cela vous permet de contrôler la profondeur et la hauteur de pénétration du bras de soudure. Cette fonction est utile pour souder des structures critiques, en particulier les joints d'angle et de té.
Svarog REAL TIG 200 W223
Plus loin dans le classement, on trouve un onduleur à argon de Svarog. L'appareil est fabriqué dans un boîtier en fer et dispose d'un écran pour un réglage fin de la force du courant.Les connecteurs sur le panneau avant sont conçus pour connecter une torche avec commande par bouton-poussoir de l'alimentation en gaz et en tension. Un interrupteur à bascule séparé, vous pouvez sélectionner le mode MMA ou TIG. L'onduleur est capable de fonctionner à partir d'un réseau avec un indicateur réduit de 160 V. La plage de réglage du courant de soudage est de 10-200 A. Au maximum, la PV est de 60%. L'équipement pèse 7 kg et a des dimensions de 42x16x31 cm. Un refroidissement par air est fourni. Le modèle prend en charge le travail avec des électrodes de 1,6 à 3,2 mm de diamètre.

Avantages Svarog REAL TIG 200 W223
- Il y a un écran numérique pour un réglage précis du nombre d'ampères.
- Les coins métalliques du corps sont recouverts de caoutchouc.
- Conçu pour connecter un brûleur avec un contrôle de bouton complet.
- Il y a une poignée pour se déplacer en place.
- Les dimensions compactes de 42x16x31 cm simplifient le transport et le stockage.
- La faible puissance de 4,83 kW permet le soudage à l'argon à partir d'un générateur de gaz.
- Tension de sécurité en circuit ouvert 56 V.
- Pas de projections lors du soudage.
Contre Svarog REAL TIG 200 W223
- Le bouton d'alimentation est affiché à l'arrière, ce qui n'est pas pratique pour tous les soudeurs.
- Les fonctions «Hot start» et «Anti-stick» en mode MMA ne fonctionnent pas en pratique (juste un coup marketing).
- Il n'y a aucun ajustement de l'approvisionnement préliminaire en gaz.
- Brûleur fragile en apparence.
Conclusion Cette machine de soudage à l'argon se distingue par la présence d'un réglage du temps de purge post-gaz. La fonction est utile lorsque vous travaillez avec de la fonte et du cuivre pour assurer un refroidissement progressif et empêcher la réaction avec le carbone, ce qui crée des pores. L'intervalle de purge est réglable de 2 à 10 secondes. Le fabricant offre également une garantie de 5 ans sur cet appareil, ce que les utilisateurs apprécient dans les avis.
Quattro Elementi B 225 (TIG, MMA)
Cette catégorie est complétée par des produits du fabricant italien. La machine de soudage à l'argon est conçue pour connecter des métaux jusqu'à 6 mm d'épaisseur. Il a une plage de courant de travail de 10 à 225 A. Lorsqu'il est connecté à un réseau, il consomme 7,8 kW. L'utilisation d'électrodes de 1,6 à 5,0 mm est autorisée. Vous pouvez passer au mode MMA, qui est complété par les fonctions "Anti-stick" et "Hot start". Le temps de mise en marche est de 80% ici, mais si vous réduisez la force actuelle de 225 à 180 A, alors l'indicateur devient 100%. Pour l'alimentation, une tension de 170-260 V.

Avantages de Quattro Elementi B 225 (TIG, MMA)
- Il y a des boucles pour attacher une bandoulière.
- Deux modes MMA et
- Écran numérique pour un réglage actuel précis.
- Modes de commutation des boutons tactiles.
- L'intensité peut être réduite à 10 pour souder des tôles de 0,6 à 1,0 mm.
- Avec une intensité de courant de 180 A, le PV est de 100%.
- Si la tension baisse, la cuisson en "deux" fonctionnera quand même.
- Tous les paramètres correspondent au déclaré.
Contre Quattro Elementi B 225 (TIG, MMA)
- Attire beaucoup de poussière dans le corps.
- Seuls les brûleurs à soupape sont disponibles.
- Le bouton d'alimentation est situé à l'arrière.
- Un brûleur à argon doit être acheté - seuls le câble et le support pour le RDS sont inclus.
Conclusion Bien que cet onduleur soit capable de cuisiner à l'argon uniquement avec une torche à valve, il est particulièrement facile de toucher l'arc, car la tension en circuit ouvert est de 85 V.Le dispositif à argon est également alloué avec un poids de 5,5 kg, ce qui le rend mieux adapté au transport sur l'épaule lors de travaux à haute altitude ou de soudage le long d'une longue construction.
Le meilleur appareil universel pour le soudage à l'arc sous argon DC / AC
Si vous devez régulièrement souder de l'aluminium, choisissez des appareils capables de commuter le courant continu en courant alternatif. Une telle fonction est indiquée dans le nom par la désignation AC / DC. Voici les meilleurs modèles de cette catégorie.
Aurora PRO INTER TIG 200 AC / DC PULSE
Il s'agit d'un appareil à argon chinois avec un assemblage de haute qualité. Le modèle est alimenté par un réseau monophasé et produit 5-200 A. Il est équipé de câbles avec une section transversale DX50. La tension en circuit ouvert est de 44 V. Il y a un refroidissement par air. PV au maximum atteint 60%. L'appareil peut fonctionner à une température ambiante de -20 à +50 degrés.Tout le câblage électrique est réalisé avec une classe d'isolation F. En option, la télécommande peut être connectée.

Aurora PRO INTER TIG 200 AC / DC PULSE
- Grand boîtier avec de nombreux trous de refroidissement.
- Assemblage de haute qualité.
- Il cuit bien l'acier inoxydable et le cuivre.
- Il n'y a presque pas de réduction de la tension secteur.
- Il y a deux poignées dures pour le transport.
- Nombreux réglages pour augmenter et fluctuer l'intensité du courant.
- Faible charge sur le réseau 4,5 kW.
- Allumage sans contact de l'électrode.
Inconvénients Aurora PRO INTER TIG 200 AC / DC PULSE
- Pour changer le poids de 20 kg, un effort est nécessaire.
- Il n'est pas toujours facile de trouver une place à placer dans un petit garage
- En mode MMA, la postcombustion ne fonctionne pas.
- Toutes les fonctions supplémentaires ne sont pas affichées sur l'écran - réglage du store.
- Un seul chapeau de brûleur inclus.
- Aucune fonction de brassage de cratère.
Conclusion L'onduleur pour le soudage à l'argon est remarquable par la présence du mode 4T. Cela vous permet d'activer le soudage et de ne pas maintenir le bouton enfoncé sur la torche. Le mode est pratique pour les coutures longues lors du soudage des brides ou de la fabrication des conteneurs. Un autre fabricant fournit un brûleur avec un ensemble de tuyaux de 4 m, ce qui est utile lors de la création de grandes structures. La fonction d'impulsion permet de connecter de fines feuilles d'acier inoxydable et d'aluminium sans déformation.
BRIMA TIG-200P AC / DC
Un autre produit digne d'un fabricant allemand. Le dispositif à argon est assemblé en Chine, mais à en juger par les critiques, il est simple et fiable comme un fusil d'assaut AK-47. L'onduleur génère une intensité de courant de 10-200 A, tout en consommant 5 kW. Convient pour la connexion à un réseau monophasé. La PV au courant maximum atteint 60%. Le modèle professionnel est refroidi par air. Ralenti - 56 V. Il est équipé d'un brûleur avec une électrode en tungstène et un allumage sans contact.

Avantages de BRIMA TIG-200P AC / DC
- Connecteurs pour brûleurs professionnels avec allumage sans contact.
- Poignées robustes.
- Affichage numérique.
- Protection contre les surcharges et les surchauffes.
- Prend en charge deux modes de soudage TIG et MMA.
- Il existe des paramètres pour la formation de l'arc.
- Faible charge sur le réseau de 5 kW.
- Faible bruit.
BRIMA TIG-200P AC / DC
- Le poids de 25 kg rend le transport difficile.
- Grandes tailles 50x35x36 cm.
- Si la protection a fonctionné, elle ne s'allumera pas pendant 30 minutes (tous les travaux s'arrêtent).
- Borne de terre faible - peut brûler après 2 mois d'utilisation active.
- Câble "négatif" de 2 m de long.
Conclusion Cet onduleur dispose de nombreuses options de personnalisation qui seront utiles pour un soudeur professionnel dans un atelier ou un atelier. Le temps de pré-purge du gaz est réglé de 0 à 2 s. Les postgaz peuvent durer de 2 à 10 s. Le soudeur choisit la longueur et la fréquence de l'impulsion. A la fin du soudage, vous pouvez sélectionner une valeur de réduction du courant de 10 A pour éviter une fistule dans le "verrou". Tout cela convient à la production de structures critiques, qui passent ensuite même l'inspection par un détecteur de défauts.
Caractéristiques de soudage de divers métaux
Lors du soudage à l'argon de tout matériau, vous devez apprendre quelques règles. L'écart entre l'électrode et la surface doit être de 2 à 5 mm. Gardez le brûleur à un angle de 45 degrés. Habituellement, il est tenu avec la main droite et le fil d'apport est servi avec la gauche. Ne touchez pas l'extrémité de l'aiguille avec l'additif - l'électrode se salira, l'arc se détériorera, le tungstène peut s'ioniser dans le bain de soudure. L'additif est fourni pour répondre au brûleur. La couture formée doit être laissée derrière et du gaz chaud doit s'échapper vers les côtés encore non connectés de la pièce.
Lors du soudage de certains métaux, il y a des règles supplémentaires qu'un débutant devrait connaître.
Aluminium
Ici, la barrière est un oxyde réfractaire sur le dessus. Pour le détruire, utilisez un courant alternatif de polarité inversée. Cela contribue au chauffage de la surface sans surchauffe de l'électrode. Une tension alternative alterne le processus, empêchant la pièce à fondre excessivement pour former un grillage. La fonction d'impulsion ou la fonction d'impulsion double est particulièrement utile, à partir de laquelle les coutures deviendront encore meilleures.
| L'épaisseur de la pièce, mm | Le diamètre de l'électrode de tungstène, mm | Diamètre de barre, mm | Force actuelle, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
Cuivre
À l'état liquide, il réagit avec l'hydrogène, ce qui entraîne la formation de grands pores. Ici, vous pouvez utiliser du courant continu ou alternatif, mais uniquement avec une polarité inversée. Il est également recommandé d'augmenter le débit d'argon de 1,5 à 2 litres par minute. Dans ce cas, le fil d'apport n'est pas nécessaire, car le métal est fluide et les bords fondent suffisamment pour former un joint solide. Au lieu d'une électrode en tungstène, il vaut la peine d'utiliser une électrode en graphite, également classée comme non consommable.
| Type d'électrode | L'épaisseur de la pièce, mm | Diamètre d'une électrode, mm | Force actuelle, A | Longueur d'arc, mm |
|---|---|---|---|---|
| Graphite | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| Couvert | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titane
Matière active qui réagit avec l'air ambiant. Le soudage est effectué sur une charge d'argon accrue pour protéger le bain de soudure. Contrairement au cuivre et à l'aluminium, le titane a une faible conductivité thermique. Pour assurer une connexion fiable des côtés, les bords de la couture devront être renforcés avec des coutures supplémentaires. Lorsque vous travaillez avec des pièces d'une épaisseur supérieure à 1,5 mm, un fil d'apport en titane est utilisé.
| L'épaisseur de la pièce, mm | Diamètre d'une électrode, mm | Diamètre du fil, mm | Force actuelle, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Maintenant, après avoir étudié les caractéristiques du choix des appareils pour le soudage à l'argon et en tenant compte de la notation des meilleurs modèles, vous pouvez choisir un onduleur pour effectuer vos tâches dans un atelier privé ou en production.








