Kako odabrati poluautomatski uređaj za zavarivanje za kuću i garažu: pregled svih parametara i vrsta opreme
Raspon troškova poluautomatskih uređaja za zavarivanje je 6000-200000 rubalja. Da biste razumjeli koji je poluautomatski uređaj za zavarivanje bolje kupiti, morate znati njegove ključne parametre, njihov utjecaj na praktičnost obavljenog posla i kvalitetu šava. To će vam pomoći da odaberete pravi model za određene zadatke i ne date puno novca za neiskorišteni potencijal.

sadržaj:
- Uređaj i princip rada poluautomatskog uređaja za zavarivanje
- Kako odabrati pravu vrstu poluautomatskog uređaja za zavarivanje
- Izbor punjenja žicama
- Pravi zaštitni plin
- Važni parametri pri odabiru poluautomatskog uređaja za zavarivanje
- Koje su karakteristike dizajna važne
- Izbor poluautomatskog uređaja za zavarivanje, ovisno o predviđenim zadacima
Uređaj i princip rada poluautomatskog uređaja za zavarivanje
Poluautomatski strojevi za zavarivanje su superiorni drugim zavarivačkim strojevima zbog svoje visoke produktivnosti. Za razliku od drugih uređaja, poluautomatski uređaji imaju integriranu jedinicu za dovod žice, koja služi kao materijal za punjenje i istovremeno kao jedan od kontakata za paljenje luka.
Zbog toga je moguće stvoriti kontinuirane šavove duljine 2-4 m u različitim prostornim položajima. Ovo je također prikladno za manipuliranje bakljom s ciljem stvaranja šava, jer ne postoji gorljiva elektroda, čija se duljina mora stalno nadoknađivati približavanjem krajnjeg dijela bazenu zavara.
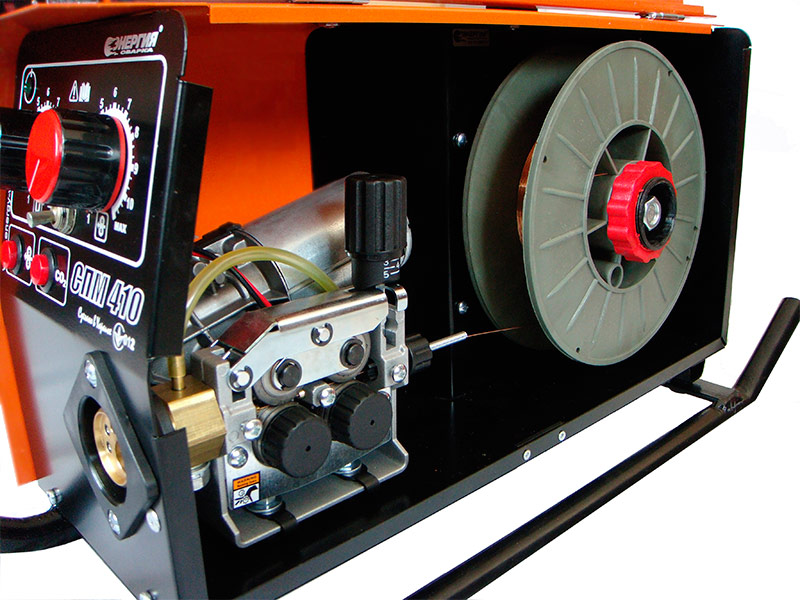
Poluautomatski uređaj uključuje sljedeće dijelove i sklopove:

1. Reduktor.
2. Inertni cilindar za plin.
3. Valjač žice za punjenje
4. Mehanizam davanja.
5. Plamenik s kontaktnim elementima i upravljačkim ključem.
6. Ploča s instrumentima.
7. Izvor napajanja
8. Rukav plamenika s kabelskim kanalom, strujnim žicama, unutarnjim crijevom za plin.
9. Uzemljeni kabel sa stezaljkom.
Izgled i izgled elemenata poluautomatskog uređaja za zavarivanje razlikuju se ovisno o klasi uređaja.
Načelo rada poluautomatskog uređaja za zavarivanje je dobivanje napona od 220 ili 380 V iz mreže i spuštanje volta na 30-90 V. Istovremeno, izvor struje povećava broj ampera na 120-500 A, što olakšava topljenje lučnog čelika, lijevanog željeza, aluminija i nehrđajućeg čelika. Za razliku od topljivih elektroda, ova metoda ne ostavlja šljaku na površini šava. Ako je veza izvedena pravilno, tada nije potrebna naknadna obrada, proizvod se nakon hlađenja može bojiti.
Za provođenje ovog postupka uključeni su električni, mehanički i plinski dijelovi opreme. Zavarivač drži baklju s usnikom i mlaznicom. U njemu mehanika s elektromotorom napaja zavarnu žicu. Brzina potonjeg podešava se ovisno o promjeru aditiva, jačini struje i potrebnoj debljini šava. Kroz žice do usnika napona plamenika primjenjuje se, prelazeći na žicu.
Drugi kontakt je povezan s proizvodom preko kabela za masu sa stezaljkom. Kad zavarivač pritisne gumb baklje, žica se pruža prema naprijed, dodiruje površinu dijela koji se zavari i pobuđuje električni luk, rastopivši žicu i rubove spoja. Da biste stvorili šav, plamenik se mora pokretati glatko ili oscilatornim pokretima.
Plinski dio štiti rastopljeni metal zavarenog bazena od interakcije s okolnim zrakom. Kada se pritisne gumb na plameniku, plinski ventil automatski oslobađa inertnu tvar. Mlaznica baklje ima cevasti oblik, pružajući jednolično utočište zone zavarivanja. U protivnom bi se iz rastaljenog metala izvlačio ugljik, a šav bi bio porozan i propustan.
Više o principima rada s poluautomatskim zavarivačkim strojevima možete saznati iz videa:
Kako odabrati pravu vrstu poluautomatskog uređaja za zavarivanje
Prilikom odlučivanja koji poluautomatski stroj za zavarivanje odabrati za obavljanje poslova kod kuće ili za malu radionicu u osobnoj garaži, morate uzeti u obzir vrste opreme. Podijeljena je u tri skupine, a može sadržavati i jedan od nekoliko izvora struje, što utječe na jednostavnost održavanja i jednostavnost uporabe.
Kućanski, poluprofesionalni i profesionalni modeli
Poluautomatski uređaji za zavarivanje u domaćinstvu.
Imaju malu težinu do 10 kg, jačina struje 120-160 A, snaga 3-5 kW. U pravilu, to su jednostavni uređaji s minimalnim postavkama, povezani na mrežu 220 V. Zbog niske jakosti struje, oni su u mogućnosti zavarivati ne deblji metal s presjekom do 3-5 mm. Njihovo trajanje inkluzije ne prelazi 30%, što im omogućuje da rade 3 od deset. Preostalo vrijeme će trebati za hlađenje ključnih komponenti, inače će doći do pregrijavanja. Jedinica je odabrana za male zadatke: proizvodnju vrata, popravak ograde, stvaranje staklenika za osobne potrebe.


+ Plusevi domaćih poluautomatskih uređaja
- razumna cijena;
- početniku je lako razumjeti funkcije (podešavanje trenutne snage i brzine uvlačenja žice);
- kompaktnost;
- jednostavan popravak i jeftini dijelovi;
- jednostavan prijevoz;
- zahtijevaju minimalno održavanje.

- Slabosti domaćih poluautomatskih uređaja
- mala snaga, koja ograničava debljinu zavarenih strana;
- kratka žica i kabel;
- loša oprema;
- sposobnost kuhanja samo tankom žicom;
- nizak PV od 30% (trajanje uključenja).
Polusprofesionalni poluautomatski uređaji za zavarivanje.
Predstavljaju srednju kategoriju opreme za zavarivanje trenutne snage 180-250 A. Njihova snaga varira od 6-8 kW. PV od 35 do 50% omogućuje vam da ih koristite s malim prekidima za izradu vrata, spremnika i raznih dizajna kod kuće. Debljina prodora metala doseže 10 mm. Uređaji mogu imati jednostavno sučelje ili sadržavati već napredne postavke za modeliranje napona zavarivanja.

+ Profesionalni polu-profesionalni poluautomatski uređaji
- mogućnost da se radi 3-5 sati svaki dan;
- povećana kvaliteta gradnje;
- oprema s kablovima dužine do 3 m;
- poboljšani stupanj zaštite tijela i nadzorne ploče;
- dug radni vijek;
- postavke finijeg načina.
- Važno je poluautomatskih uređaja
- veći trošak;
- težina 10-20 kg, što komplicira prijevoz;
- skupi popravci i komponente.
Profesionalni poluautomatski uređaji za zavarivanje.
To su uređaji u velikom slučaju, koji se ugrađuju trajno ili na kolica s valjcima. Tamo je fiksirana i plinska boca, što olakšava transport. Modeli proizvode do 300-500 A, što vam omogućuje kuhanje metala debljine 20 mm ili više, ali za to je potreban trofazni ulaz od 380 V. Odabrani su za proizvodnju sa stalnim zaposlenjem zbog PV od 60%.

+ Profesionalni profesionalni poluautomatski uređaji
- velika snaga 11-25 kW;
- lako paljenje luka zbog praznog hoda 80-90 V;
- Možete kuhati 7-10 sati svaki dan;
- mnoge funkcije podešavanja struje zavarivanja za bolju kvalitetu zavarivanja;
- univerzalni, jer omogućuju ugradnju žica raznih promjera i materijala;
- opremljeni dugim kablovima.
- Slabosti profesionalnih poluautomatskih uređaja
- velika težina, što utječe na praktičnost prijevoza;
- visoki početni troškovi i cijene popravka;
ograničena povezanost (samo tamo gdje je 380 V).
Određuje se poluautomatskim uređajem za zavarivanje ovisno o izvoru napajanja
Osim kategorija opreme za zavarivanje dijeli se i prema vrsti izvora napajanja, što ima izravan utjecaj na kvalitetu zavara i mogućnost primjene. Tri su vrste napajanja dostupne za odabir.
Transformatora.
Zbog velikih veličina zavojnica (primarnih i sekundarnih), dimenzije poluautomatskog tijela su velike. To utječe na masu uređaja. Ali za održavanje su takvi modeli najzahtevniji. Oni su i jeftini za popravak.Budući da takvi uređaji imaju najmanje dijelova, oni se razbijaju rjeđe i rad je dopušten u najtežim uvjetima (hladnoća, vrućina, čest transport, prašina).
Zavarivanje se odvija na izmjeničnu struju, dakle, šavovi su izraženi mršavi, može doći do priliva. Visok je udio metalnog prskanja. Trenutna prilagodba je stepenasta, gruba. Takvi su uređaji prikladni za nisko ugljične čelike ili aluminij (pod uvjetom da je ugrađena odgovarajuća žica).
Ispravljači.
Ova je oprema slična u dizajnu, ali osim transformatora, unutra je i diodni most koji ispravlja naizmjenični niski napon. DC zavarivanje otvara mogućnost spajanja nehrđajućih čelika, lijevanog željeza ili bolje zavare na običnom „crnom“ metalu.
Njihov luk gori stabilnije, a sprej je mnogo manji. Ali s obzirom na još veći broj čvorova u popravku, oni su složeniji. I masa poluautomatskih uređaja je veća, što otežava transport.
Pretvarača.
Najmoderniji izvori struje zavarivanja, povećavajući njegovu frekvenciju u desetinama puta, a zatim se pretvaraju u konstantnu. Takva shema pruža kompaktne dimenzije opreme, nisku potrošnju napona od mreže i široke mogućnosti zavarivanja materijala (nehrđajući čelik, lijevano željezo, ugljični metali, aluminij). Šav od njih leži ravan, gotovo da i nema prskanja. Možete podesiti napon bez problema, a to smanjuje izgaranje.
Zbog velikog broja elektronike i unutarnjih dijelova, takva oprema zahtijeva pažljivije rukovanje, osjetljivo na hladnoću i prašinu. Najskuplje je popraviti. Ako se u mreži pojave naponi, onda to utječe na kvalitetu zavarivanja.
Izbor punjenja žicama
Odabir poluautomatskog aparata za zavarivanje povezan je s time koliko je daleko od ispusta potrebno zavarivati i koliko su velike konstrukcije proizvedene. Na to utječe ne samo duljina kabela za napajanje, već i čahura plamenika. Vrsta mehanizma za napajanje žica često ovisi o potonjem.
Postoje tri mogućnosti dodavanja žica:
1. guranje - ima valjke u tijelu uređaja, gurajući žicu u kabelski kanal. Obično duljina rukava ne prelazi 5 m, jer se žica može zaglaviti u zavojima, što prekida zavarivanje.
2. povlačenjem - podrazumijeva prisutnost vučnog mehanizma u samom plameniku. To dopušta upotrebu dužih rukava, ali plamenik postaje teži, što je nezgodno za rad na visinama ili na šavovima lica.

3. kombinirana - imaju obje gore navedene vrste. Duljina kablovskog kanala može doseći 10 m, što je prikladno za brzu promjenu radnog mjesta na velikim konstrukcijama (krovne rešetke, dugi staklenici).
Uz to, mehanizam za puštanje žice za potiskivanje može biti u jednom kućištu s izvorom napajanja ili u zasebnom. Prva verzija daje kompaktnije dimenzije opreme, ali ako duljina rukava nije dovoljna, morat ćete pomaknuti cijelu instalaciju. S obzirom na to, ugrađeni tip mehanizma za dovod je prikladan samo za stacionarno mjesto za zavarivanje u garaži, gdje se odvija rad s malim dijelovima (spremnik, roštilj, šibica).

Potisni mehanizam u kućištu s izvorom napajanja.
Za veću upravljivost (zavarivanje ograde, staklenika, cijevi) bolje je odabrati poluautomatski uređaj s zasebnim kućištem izvora napajanja i mehanizma napajanja. Takav plan dopušta uporabu opreme u stacionarnom načinu, postavljanje dijelova jedan na drugi, a po potrebi uzmite zavojnicu žicom i pogonom (težina do 6 kg) i približite ga mjestu zavarivanja. Kućišta su međusobno povezana kablom uživo. Plin je spojen izravno na drugu jedinicu plamenika. Na kućištu se nalazi ručka za nošenje.

Potisni mehanizam odvojen je od kućišta napajanja.
Pravi zaštitni plin
Za uspješno kuhanje poluautomatski potrebno je odabrati ne samo dobar aparat, već i zaštitni plin. Ova metoda zavarivanja naziva se MIG / MAG jer uključuje upotrebu inertnih ili aktivnih smjesa.Tvar se dovodi iz cilindra s reduktorom kroz crijeva do uređaja. Kada se pritisne tipka plamenika, ventil otvara kanal, a plin izlazi iz mlaznice. Puhanjem bazena za zavarivanje se izolira od utjecaja na tekući metal okolnog zraka.
Za poluautomatske strojeve odabire se nekoliko vrsta plina ovisno o proizvodnim zadacima:
- Ugljični dioksid. Najjeftiniji. Može biti u cilindrima različitog kapaciteta. Ali niski troškovi utječu na kvalitetu šava - dobiva se grubim ljuskama, metalni pljuskovi jako lete tijekom zavarivanja, čuje se pucketanje. Ova vrsta plina pogodna je za tanke ploče od 0,8 do 1,2 mm i za neosjetljive spojeve. Pogodno za zavarivanje obojenih metala.
- Mješavina argona i ugljičnog dioksida. Takvi pripravci proizvode se u omjeru 80% / 20% (argon / ugljični dioksid) i nazivaju se MIX. Oni koštaju više, ali pružaju mekani luk, najmanje metalni sprej, glatki sitno ljuskasti šav. Spoj ne zahtijeva gotovo nikakvu obradu. Ova je opcija odabrana za zavarivanje ugljičnog čelika i nehrđajućeg čelika.
- Čisti argon. Najskuplja vrsta plina za poluautomatski uređaj. Pogodno za legirane čelike, aluminij, titan i bakar (pod uvjetom da se ugradi žica slična tim materijalima).
Poluautomatski uređaj može raditi bez plina. Za to se kupuje posebna žica s fluksom, koja ima cevasti oblik. Unutar nje se polaže fluks, koji se topi pod djelovanjem luka i štiti zavarivanje bazena njegovom parom. Nakon zavarivanja potrebno je uklanjanje plaka i kore s površine zavara. Iako ova tehnologija uvelike pojednostavljuje zavarivanje na teško dostupnim mjestima, cijena takve žice je toliko visoka da nije povoljna za domaće uvjete (jeftinije je kupiti cilindar i mjenjač).

Važni parametri pri odabiru poluautomatskog uređaja za zavarivanje
Naučivši vrste uređaja i mogućnosti rada s plinovima, prijeći ćemo na ključne parametre. Da biste razumjeli kakvu poluautomatsku napravu za zavarivanje je bolje kupiti za garažu ili kućnu radionicu, vrijedno je razumjeti četiri karakteristike koje utječu na sposobnosti zavarivanja.
Promjer žice i struja zavarivanja
Odabir poluautomatskog uređaja za zavarivanje, morate započeti s debljinom zavarivanog metala. Za dijelove karoserije automobila ili popravke kućišta električne opreme potrebna je mala jačina struje i mali promjer žice kako bi se izbjeglo izgaranje. Ako odaberete aparat male snage, on neće rastopiti strane, već će samo staviti rastopljeni metal na vrh, koji neće imati silu zadržavanja. S moćnim poluautomatskim uređajem, ali malog promjera žice, potonji će se rastopiti prije nego što dosegne spojene dijelove.
Ovdje je primjer tablice za odabir načina zavarivanja poluautomatskim uređajem:
| Debljina metala mm | Promjer žice, mm | Trenutna snaga, A |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 - 30 |
| 1.2-2.0 | 0.8 | 45 - 100 |
| 2.5-4.0 | 1.0-1.2 | 120 - 200 |
| 5.0-8.0 | 1.6 | 150 - 350 |
| 9.0-20.0 | 1.6 | 300 - 500 |
Stoga, ako je zavarivanje spremnika i lima čelika debljine do 2 mm prioritet, najjednostavniji model s trenutnom snagom od 150 A i zavojnica s žicom promjera 0,8 mm. Ali kuhati kanal s takvim poluautomatskim uređajem više nije moguće. Ako je u budućnosti potrebno kuhati metale različitih debljina, onda je bolje odabrati model s velikim rasponom i mogućnošću ugradnje žica različitih promjera.
Uz ampere, važan je i napon bez opterećenja, koji se održava na dijelovima pod naponom tijekom odsutnosti luka. Ovaj pokazatelj je u rasponu od 30-90 V. Što je veća vrijednost, luk je lakše pobuđen kada žica dođe u kontakt s masom. Ako često morate raditi u garaži s zahrđalim dijelovima, tada biste trebali odabrati poluautomatski uređaj s praznim hodom od 80-90 V. Ako se zavarivanje vrši samo na očišćenim površinama ili novom metalu, tada je dovoljan model s karakteristikama od 30-50 V.
Mrežni napon
Prilikom odabira poluautomatskog uređaja važno je uzeti u obzir mrežne parametre. Modeli kućanstava za 220 V mogu se spojiti na snažno nošenje i kuhanje u dvorištu kuće ili garaže. Ali oni su ograničeni ograničenjem struje od 250 A. Za provođenje zavarivanja s većom strujom potreban je trofazni ulaz.Ako u garaži postoji takva prilika za povezivanje, tada je vrijedno naručiti poluautomatski uređaj za 380 V, što će proširiti njegove mogućnosti. Kombinirani tip, sposoban za prebacivanje i rad sa napona 220 i 380 V, opravdan je samo u slučaju terenskih aktivnosti, kada je često potrebno mijenjati radno mjesto, a budući mrežni parametri nisu poznati.
Ali za privatnu kuću i vikendicu, također je vrijedno razmotriti sposobnost kuhanja pod smanjenim naponom. Kad struja padne s 220 na 190 V i niže, neki se uređaji jednostavno ne "povuku", luk jedva gori, a metal u zavarivačkom bazenu umjesto tekućine sličan je plastelinu. Zatim morate obratiti pozornost na modele s rasponom ulaznog napona od 140-230 ili 170-230 V.
Potrošnja energije
Potrošnja energije utječe na performanse i opterećenje mreže. Za kućne potrebe bolje je odabrati poluautomatske strojeve snage 3-4 kW. To će pomoći da se ne izgori utičnica od pregrijavanja, stroj neće kucati, a indikator je dovoljan za kuhanje lima ili kuta debljine 3 mm.
Ako garaža predviđa malu proizvodnju vrata i kapija, tada vam je potreban snažniji stroj i ožičenje. Tada možete odabrati jedinicu snage 5-6 kW, proširujući mogućnosti zavarivanja. Za privatne radionice koristite opremu od 7 kW.
S obzirom na pokazatelj snage, vrijedi zapamtiti da je njegova radna vrijednost nešto niža od potrošnje. U početku vam je potrebno osigurati maržu od 20%, ali ako kuća ima česta odpora u mreži, tada bi ta marža trebala biti još veća.
Koje su karakteristike dizajna važne
Uz trenutne parametre, još uvijek morate znati vrste dizajna pojedinih elemenata opreme koji utječu na upotrebljivost i cijenu robe. Razmotrimo kako odabrati poluautomatski uređaj za zavarivanje uzimajući u obzir karakteristike baklje, kabelskog kanala, sučelja i dodatnih funkcija.
Vrsta i duljina zavarivačke baklje za poluautomatski uređaj
Zavarivačka baklja za poluautomatski uređaj događa se nekoliko vrsta. Svi imaju zajednički dizajn s ručkom, startnim ključem i nosačem. Na kraju potonjeg nalazi se usnik kroz koji izlaze žica i plin, kao i mlaznica za oblikovanje smjera dovoda zaštitne tvari.

Promjer usnika i mlaznica varira ovisno o uvjetima zavarivanja. Veličina nosača može biti malo kraća ili dulja, što se bira na temelju praktičnosti (obično se male dijelove lakše zavarivati malom bakljom, a manipulacije na velikim metalnim konstrukcijama su praktične s produženim nosačem).
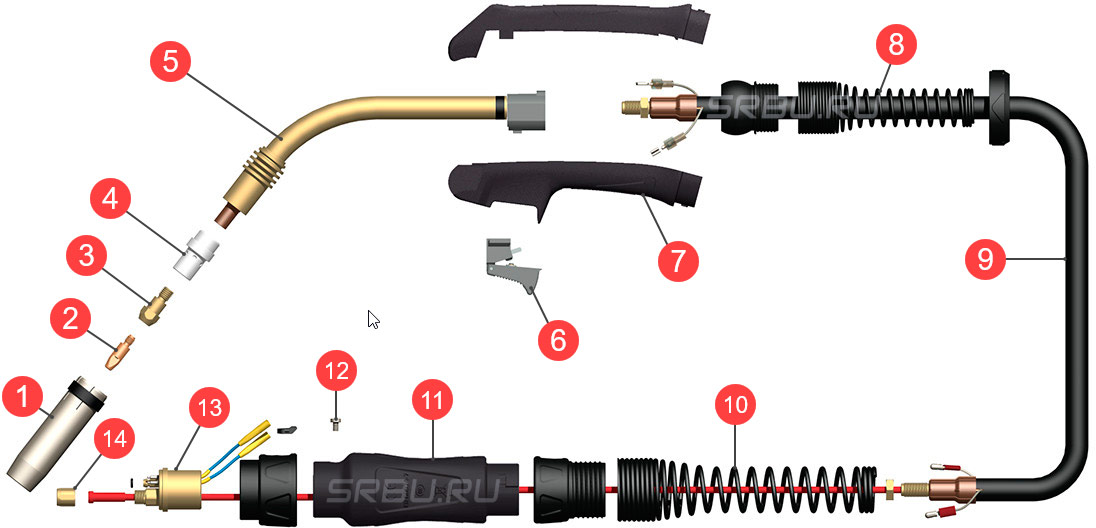
1. Mlaznica je stožastog oblika.
2. Trenutni savjet.
3. Držač savjeta.
4. Distributer plina.
5. Vjesnik.
6. Button.
7. Ručka.
8. Priključna opruga
9. Koaksijalni kabel.
10. Priključna opruga
11. Kutija za hlađenje zraka.
12. Vijak.
13. Središnji kolektor.
14. Matica.
Značajke baklja za poluautomatski uređaj koji se mora uzeti u obzir:
1. Maksimalna granica struje zavarivanja Naznačen je u amperima, a može biti od 150 do 500 A. Odabran je na temelju mogućnosti uređaja. Ako je gornji pokazatelj baklje niži od maksimalne jačine struje poluautomatskog uređaja, tada će se pri zavarivanju na njemu baklja brzo pregrijati ili se čak rastopiti.
2. Gorionik s mehanizmom za vuču. Uređaj sadrži mali blok s mehaničkim dijelovima koji vuku žicu na mlaznicu. To vam omogućuje da obavljate zavarivanje daleko od izvora napajanja, ali dodatno tijelo blokira vidljivost zavarivača i brzo nosi vašu ruku, pa je to opravdano samo za profesionalnu upotrebu u specifičnim uvjetima.
3. Tekućina se hladila. Obično je većina plamenika dizajnirana da prirodno isparava toplinu sa svoje površine. Ali postoje produktivniji modeli čiji je kabel položen u zapečaćeno crijevo. Kroz njega cirkulira etilni alkohol s discipliniranom vodom. Tekućina oduzima suvišnu toplinu i prenosi je u spremnik. Za rad sustava predviđena je mala pumpa u glavnom dijelu jedinice. Ovaj dizajn plamenika je skuplji, ali omogućuje vam kuhanje više sati zaredom pri visokim strujama.
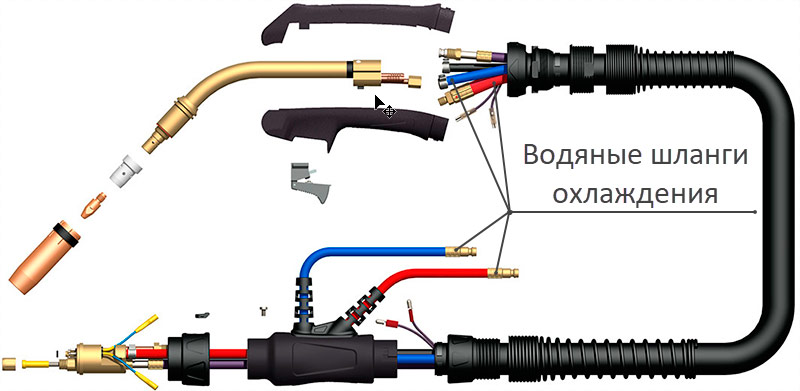
Plamenik s tekućinom.
Duljina plamenika naziva se veličinom pištolja zajedno s rukavom pričvršćenom na uređaj. Postoje baklje duljine od 2 do 5 m, rjeđe su 7-10 m. Za kuću i garažu, pod uvjetom da su male konstrukcije zavarene na stolu ili podu, dovoljna je duljina od 2-3 m. Tada će kašnjenje žica biti minimalno. U slučaju korištenja poluautomatskog uređaja za zavarivanje karoserija automobila ili staklenika, praktično je odabrati rukavac od 3-5 m koji osigurava manevarnost zavarivača.

Je li priključak plamenika važan?
Plamenik je podložan mehaničkim i toplinskim utjecajima više od ostalih elemenata, pa će se prije ili kasnije rastopiti ili pokvariti, što će zahtijevati zamjenu. Pričvršćen je na kućište kroz poseban priključak koji istovremeno sadrži mehaničko pričvršćivanje, kontakte za prolazak struje, plinski kanal s gumenim brtvenim prstenom. Snaga za gumbe isporučuje se zasebno kroz drugi priključak koji izlazi iz čahure.
Jednostavnost odabira komponenata u budućnosti ovisi o vrsti odabranog priključka. Postoji pin, odvojeni (dijelovi za struju i plin su uključeni u različite utičnice) i Euro konektor.
Najčešća i jednostavna zamjena je potonja, pa ju je pametno odabrati. Ali ako se poluautomatski uređaj kupuje samo za periodično kućno zavarivanje (zavarivajte jednom mjesečno), tada možete kupiti baklju s bilo kojim priključkom, jer će njegov resurs trajati mnogo godina.

Euro priključak za spajanje plamenika.

Euro adapter gorionika za euro konektor.
Ulagač žica
Razne vrste mehanizma za uvlačenje žica prema vrsti i lokaciji već su gore razmotrene, ali uz to je važno prilikom odabira uzeti broj valjaka i mogućnost njihove zamjene. Postoje dizajni s dva valjka (stezanje i pokretanje), koji pružaju jednostavnu opskrbu materijala za punjenje. To je sasvim dovoljno za zavarivanje nekritičnih konstrukcija.
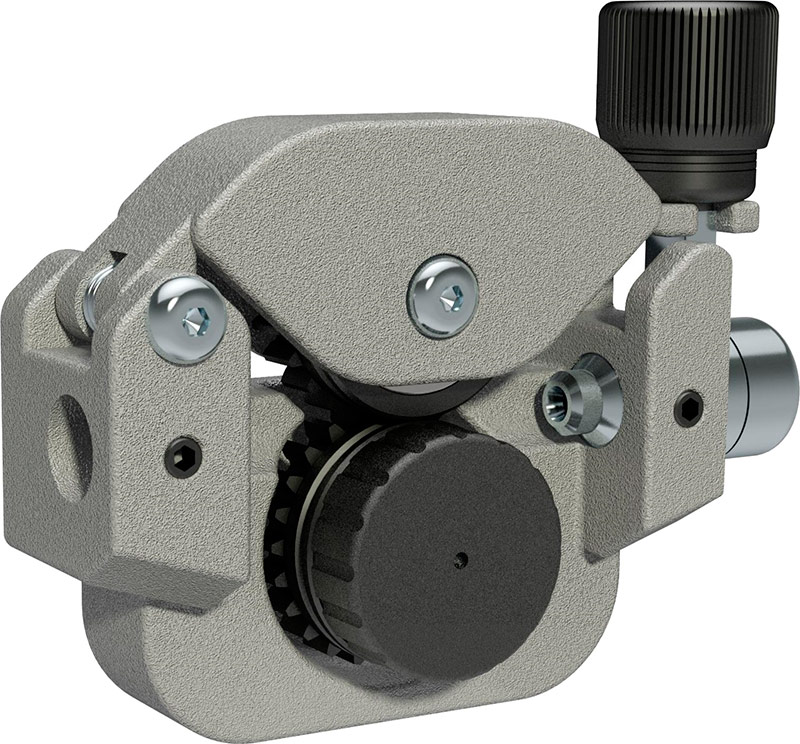
Dvodijelni mehanizam za ulaganje žica.
Ako se uz pomoć poluautomatskog uređaja planira proizvesti kritične proizvode gdje je važna jednolikost šava, tada će biti koristan mehanizam s četiri valjka na prijenosniku zupčanika, karakteriziran stabilnijim punjenjem i odsutnosti trzaja (kada je bubanj zaglavljen). Ova vrsta bolje se nosi s okretima kablovskog kanala, stvarajući dodatni otpor i gura materijal za punjenje u mlaznicu bez smetnji. Ali takvi su modeli skuplji.
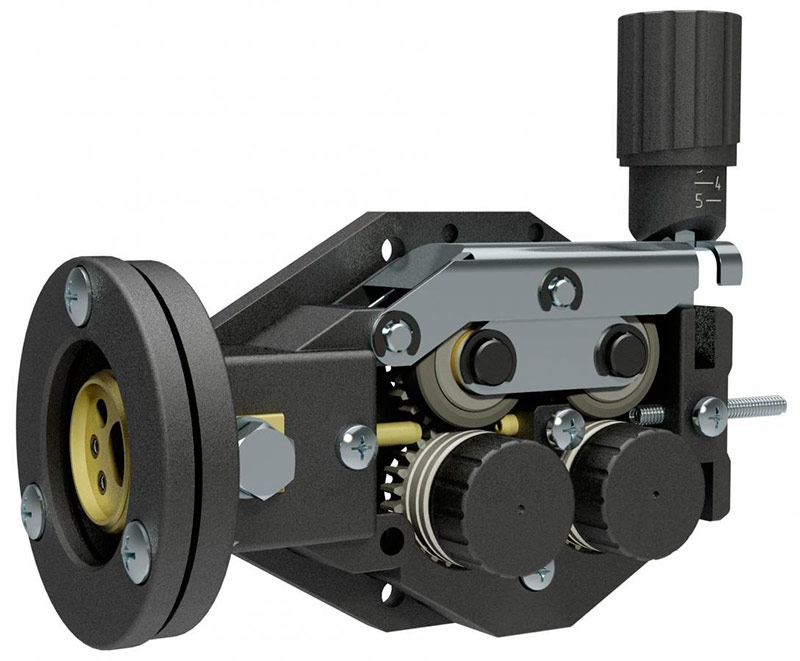
Mehanizam za dovod žice s četiri žice.
Za guranje žice valjci imaju utore koji odgovaraju promjeru aditiva. Uz značajno povećanje ili smanjenje struje, žica, kabelski kanal i s njima valjci se mijenjaju. Potonji se moraju ukloniti s osovina, inače će zavarivanje u drugim modama biti nemoguće. To je praktično s širokim rasponom debljina metalnih konstrukcija. Ako se ubuduće koristi samo tanki ili samo debeli čelik, tada se uređaj s valjcima prvotno bira za njega i ne treba permutacije elemenata.
Podešavanje induktivnosti
Na nekim poluautomatskim uređajima, pored regulatora snage struje, napona i brzine žice, nalazi se prekidač induktivnosti. Induktivnost smanjuje prskanje tekućeg metala i povećava njegov prodor u korijen šava. To se postiže povećanjem vremena odvajanja kapljica od vrha žice i njenim glatkim prijenosom na spojene rubove. Za provođenje postupka potrebna je mješavina argona i ugljičnog dioksida.

Vrijedno je platiti ovu funkciju samo ako je potrebno, redovito izvoditi kritične spojeve koji zahtijevaju savršene šavove s dubokom penetracijom. Ako planovi uključuju zavarivanje konvencionalnih konstrukcija za dvorište ili popravak automobila, tada ne biste trebali preplaćivati.
Prekidač sklopa
Ako se tijekom rada uređaj pregrijava ili dođe do kratkog spoja u navojima namota transformatora, dijelovi se mogu rastopiti i izgorjeti. Za to su poluautomatski uređaji opremljeni prekidačima koji u takvim situacijama djeluju automatski. To štiti opremu, ožičenje i osobu ako se nalazi na dijelu uživo (stoji na konstrukciji spojenoj sa zemljom).
Ako jedinica za zavarivanje nema takvu zaštitu, tada njegova veza zahtijeva dodatnu ugradnju vanjskog stroja i napajanje tek nakon njega. No, za stacionarnu uporabu u garaži ili kod kuće, to nije problem. Modeli opremljeni unutarnjim prekidačem opravdani su samo u slučaju učestalog transporta i zavarivanja na novom mjestu u nepoznatim uvjetima.
Digitalna indikacija
Oprema može imati ucrtanu vagu i ručni prekidač, čija rotacija daje približnu predstavu o promjenjivoj vrijednosti zavarivačke struje i brzini dovoda žice. Za garažu i jednostavne zadatke zavarivanja ograde, ovo je dovoljno.

Ako želite spojiti tanke metale (karoserija automobila) ili aluminij, bolje je odabrati poluautomatski uređaj s digitalnom indikacijom koji će pomoći da točno postavite željene vrijednosti i zapamtite ih za budućnost. Podešavanje na njemu vrši se okretanjem kotača ili korištenjem gumba "+" i "-", a brojevi svjetlucaju na tablici i jasno su vidljivi u slabo osvijetljenim prostorijama.


Kvaliteta mrežnog kabela
Mrežni kabel doživljava mehanički i toplinski stres. Hodaju po njemu, bacaju predmete, bacaju ih. Od takve operacije žica će se brzo istrošiti i izložiti vodičima napon. S obzirom na to, preporučljivo je odabrati poluautomatske strojeve s dvostrukom izolacijom kabela. Ali za stacionarno mjesto gdje je žica uredno položena ispod zida i zatvorena (s kutijom ili pločom), dovoljan je jedan sloj izolacije.
Presjek kabela važan je kako bi se osigurao prijenos napona. Za poluautomatski uređaj ta vrijednost počinje od 10 mm2, Što je moćniji stroj za zavarivanje, deblje bi trebale biti bakrene jezgre. Za modele 400 A, debljina mrežnog kabela može doseći 25 mm2.
MMA prilika
Uz MIG / MAG zavarivanje, neki poluautomatski uređaji imaju još jedan priključak za spajanje konvencionalnog držača i zavarivanje s obloženom elektrodom. Ovo je korisno za rezanje metala na teško dostupnim mjestima, gdje ne možete izvući disk s brusilice. Ali za to bi uređaj trebao biti u stanju povećati snagu struje na 250-300 A. Ova je funkcija korisna i za zavarivanje duboko u cijevi, gdje ruka ne puze i nedostaje žlijeb iz baklje, ali možete doseći dugačku elektrodu od 40 cm.
Izbor poluautomatskog uređaja za zavarivanje, ovisno o predviđenim zadacima
Sada možete kombinirati stečena znanja i grupirati ključne parametre za odabir poluautomatskog uređaja za zavarivanje za posebne potrebe.
STANAK, popravak karoserije automobila s naknadnim čišćenjem šavova
Prikladan je model s žicom od 0,8 mm, maksimalne struje 150 A, u jednoj jedinici s mehanizmom za dovod s dva valjka. Trebat će mu napajanje od 220 V, duljina plamenika 2-3 m, boca s ugljičnim dioksidom.

Popravak specijalne opreme, zavarivanje spremnika, staklenika, vrata, kapija, ograde
Trebat će vam poluautomatski uređaj s žicom od 1,0-1,2 mm, snage do 250 A, ali povezivanje s mrežom za domaćinstvo 220 V. Da biste zaštitili zavareni bazen, potrebna vam je mješavina argona i ugljičnog dioksida. Lakši šavovi bit će postignuti mehanizmom za dovod četiri valjka i kablovskim kanalom dužine 3 m.

Zavarivanje okvira i drugih metalnih konstrukcija iz kanala, uglova i profilne cijevi debljine stijenke od 10 mm i više.
Poluautomatski uređaj s 380 V, snage 400 A, nosit će se s tim zadatkom. Inertni plin će biti MIX, a bolje je odabrati dovod žice zasebnog tipa s duljinom baklje od 5 m. To će pojednostaviti kretanje oko velike strukture. Žljebovi na valjcima moraju odgovarati promjeru žice od 1,6 mm.

Izbor poluautomatskog uređaja može se izvršiti ispravno, u skladu s gornjim savjetima. Možda će biti potrebno ponovno pročitati jedan ili dva odjeljka više puta kako biste nešto shvatili, ali na kraju će kupljeni aparat za zavarivanje u potpunosti zadovoljiti potrebe.








