Argonsko zavarivanje: princip rada, kako odabrati, najbolji strojevi
Za razliku od MMA metode, argonsko zavarivanje omogućuje vam stvaranje preciznijih šavova koje nije potrebno očistiti. Čak i ova metoda može povezati do osam vrsta metala. Naš članak će vam pomoći odabrati stroj za zavarivanje argonsko-lučnim zavarivanjem, tako da je prikladan za vaše potrebe, te će prikazati ocjenu već ispitanih modela koji imaju pozitivne kritike, kao i zavarivače poput njihovih karakteristika.

Odabir robe izvršen je na temelju recenzija, mišljenja i ocjena korisnika objavljenih na različitim resursima na Internetu. Sve informacije preuzimaju se iz otvorenih izvora. Ne surađujemo s proizvođačima i zaštitnim znakovima i ne pozivamo na kupnju određenih proizvoda. Članak je samo u informativne svrhe.
Princip rada zavarivanja argonskim lukom
U međunarodnoj oznaci, metoda argon-luk ima kraticu TIG. Aktivno se koristi u proizvodnji i u radionicama. S njim su povezani napukli dijelovi automobila (kućišta radilice, jedinice za hlađenje motora), prikupljaju spremnike za prehrambenu i kemijsku industriju, izrađuju se tračnice za ručnike od nehrđajućeg čelika, sakupljači, filteri za tekućine itd. U garaži takav aparat može uspješno izvesti popravak tijela ili proizvesti male proizvodi.
Načelo zavarivanja argona je povezivanje metala s električnim lukom u okruženju inertnog plina. Za postupak vam je potreban izvor struje koji snižava napon i povećava struju. Struja se dovodi do plamenika opremljenog volframovom elektrodom. Nepotrošljiv je, pa je zavarivač lakše kontrolirati duljinu luka, koja bi trebala biti 2-5 mm. Kabel mase povezuje se s proizvodom.
Dodirivanje kraja volframove igle na dio pobuđuje električni luk. Tanki spojevi ne zahtijevaju bočne vibracije - elektroda glatko radi, s desna na lijevo duž linije šava, površina zgloba je glatka poput zrcala. Ako postoji razmak između dijelova ili je potrebno proširiti granice šava, tada prilikom vođenja baklje zavarivač pravi manje vibracije na stranama, protežući bazen zavara. To doprinosi stvaranju malih ljestvica.

Postupak zavarivanja argonskim lukom.
Temperatura luka se kreće od 2000 do 5000 stupnjeva, ovisno o jačini struje. To omogućava rastopiti rubove metala i spojiti ih tankim šavom. Da bi se ojačao dizajn, koristi se žica za punjenje, koju drugu ruku zavarivača ubacuje u zavarivački bazen. Dakle, možete povećati visinu valjka, dati šavu ljuskasti oblik, pa čak i izvršiti obradu metala za naknadnu obradu (urezanje na tokarilici, brušenje).
Inertni plin argon koristi se za zaštitu zavarivanja bazena od vanjskog okruženja. Dovodi se iz cilindra u plamenik i istiskuje obični zrak. Time se eliminira stvaranje pora u strukturi zavara. Veza je čvrsta i izdržljiva. Paralelno, zaštitni plin hladi volframovu elektrodu i keramičku mlaznicu tako da se ne pregrijavaju. U završnoj fazi, kada se luk ugasi, argon pomaže očvrsnuti šav.
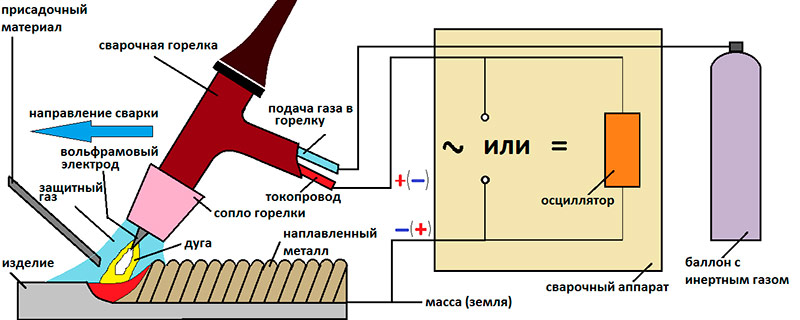
Shema postupka zavarivanja argonskog luka.
Za i protiv TIG metode
TIG metoda ima jasne prednosti u odnosu na druge metode zavarivanja, ali rad sa strojem za zavarivanje argonom ima nekoliko nedostataka na koje morate biti spremni prilikom odabira ove metode zavarivanja.

Prednosti metode TIG
- lokalno zagrijavanje uklanja ozbiljnu deformaciju proizvoda;
- tanka volframova igla omogućuje vam stvaranje uskih, urednih šavova;
- moguće je provesti zavarivanje sa i bez aditiva, što utječe na visinu valjka;
- veza se dobiva bez kore šljake na vrhu;
- u većini slučajeva nema naknadnih
- strojna;
mogu se zavarivati nehrđajući čelik i obojeni metali; - šavovi su uski i podnose visoki pritisak;
- nema metalnog prskanja koji se zalijepio za površinu.

Protiv TIG metode
- brzina veze je niža od MIG;
- kapa plamenika ometa rad na teško dostupnim mjestima;
- keramička mlaznica malo ograničava vidljivost bazena za zavarivanje;
- kvaliteta šava ovisi o vještini korisnika (odmah uzmi i kuhaj, jer se ne radi poluautomatski);
- potrebno je stalno dodavati dodatak drugom rukom i kontrolirati njegovu duljinu (pri zavarivanju duljina žice brzo se smanjuje, a dugi komadi su nezgodni za držanje u rukama,
- dok "hodaju");
- volfram elektrode su skuplje od obloženih;
- dodatni troškovi za argon;
- nemoguće je zavarivati dijelove na ulici s jakim vjetrovima (argon se puše, a bazen za zavarivanje ostaje nezaštićen).
Kako odabrati opremu potrebnu za rad
Oprema za zavarivanje argonskim lukom treba odabrati na temelju nadolazećih zadataka i njihovih količina. U suprotnom, možete kupiti preslabu jedinicu ili obrnuto preplatiti potencijal koji ostaje neiskorišten. Prvo, razgovarajmo o odabiru trenutnog izvora.
Kako odabrati stroj za zavarivanje za TIG zavarivanje
Stroj za zavarivanje argona je pretvarač spojen na mrežu 220 ili 380 V, koji nekoliko puta pretvara struju iz izmjenične u direktnu, povećavajući svoju frekvenciju. Unutar se koristi nekoliko transformatora, diodni mostovi i ploča s ključevima. Sve to doprinosi maloj težini od 4-30 kg i visokokvalitetnom šavu.
Ako vam je potreban stroj za zavarivanje u garaži, tada odaberite model od 220 V. Za proizvodnju je optimalno 380 V. Težina 4-8 kg korisna je tijekom putovanja i rada na visinama, kao i s voluminoznim strukturama. U stacionarnoj uporabi težina nije bitna. Pri odabiru pretvarača za argonsko zavarivanje obratite pažnju na sljedeće parametre i mogućnosti opreme.

Aparati za zavarivanje argona i potrebna oprema.
Vrsta metala i struja zavarivanja
Pretvarač na istosmjernoj struji daje jednosmernu struju. To omogućava izvrsno zavarivanje crnih čelika, nehrđajućeg čelika, lijevanog željeza, bakra, pa čak i legura titana.
Ako vaša radionica radi samo s tim metalima, odaberite bilo koji argonski uređaj s DC vrijednošću.
Ali povezati aluminij i njegove legure s takvim uređajem neće raditi. Poteškoća je oksidni film koji ima talište veće od 2000 stupnjeva, iako sam metal postaje fluidan nakon 660 stupnjeva. Za zavarivanje aluminija potreban je univerzalni izmjenični izmjenični napon koji se može prebaciti na izmjeničnu struju. Zbog toga se oksid na površini lako uništava, a osnovni metal se ne sagorijeva od visoke temperature luka.
Ako imate benzinsku postaju ili aktivnost povezanu sa aluminijskim spremnicima, potražite argonski aparat s oznakom AC / DC.
| Izravna struja | Naizmjenična struja |
|---|---|
| Različite vrste čelika | aluminijum |
| Nehrđajući čelik | Magnezijeve legure |
| Lijevano željezo | - |
| bakar | - |
| Titanove legure | - |
Raspon struje zavarivanja
Trenutačni raspon čvrstoće (A) određuje koliko će delovi raditi. Ovdje su važni i gornji i donji pokazatelji. Prosječna izračunata vrijednost je 35 A za svaki 1 mm debljine metala. Na primjer, ako zavarivate cijevi i profil čiji presjek zida ne prelazi 2 mm, tada će biti dovoljno A. A. Argonski aparat s maksimalnom vrijednošću od 160 A. pokriti će sve potrebe za zavarivanje izradaka debljine do 4 mm. Kada je potrebno spojiti radne dijelove od 5-7 mm argonskim zavarivanjem, tada odaberite pretvarač s najviše 200-250 A.
Minimalna vrijednost na koju se može spustiti struja utječe na sposobnost zavarivanja tankog metala. Na primjer, postoje uređaji za argon s nižim pragom od 5 A. To je dovoljno za kuhanje kala s presjekom od 0,6 mm. Modeli s nižom brzinom od 20-30 A nisu u mogućnosti za to.
| Vrsta metala | Debljina metala mm | Trenutni tip | Struja ¸ A |
|---|---|---|---|
| Čelične legure | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| aluminijum | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Pulsni način rada
Odabir aparata za argon s takvom funkcijom potreban je za još bolje zavarivanje tankih metala. Impulsni način rada uključuje izmjeničnu struju zavarivanja i stanku. To smanjuje unos topline, potpuno uklanja deformacije i izvijanje dijela. Učestalost promjene impulsa može se podesiti, što određuje brzinu zavarivanja. Ovaj je mod također zahtjevan kada se kombinira aluminij, jer velika struja uništava oksid, a smanjenje snage tijekom stanke sprječava izgaranje osnovnog metala.
Intenzitet uporabe (trajanje uključenja)
Na drugi način, ovaj se parametar naziva trajanje uključenja i prikazuje se u postocima. Na primjer, s 40% PV argonskim aparatom 4 od deset minuta će raditi. Ako ga koristite češće, pregrijat će se i zaštita će raditi. Oprema će se prisilno isključiti dok se u potpunosti ne ohladi. Kada u radu ima puno pripremnih procesa, skidanja, rezanja praznina, tada je dovoljan PV od 40%. Pretvarač će imati vremena za hlađenje tijekom takvih pauza. Ako zavarivač radi kontinuirano, a sve pripremne procese obavljaju drugi, tada je potreban produktivniji aparat s radnim ciklusom od 80 ili 100%. Tada rad neće mirovati.
Ali trajanje prekidača mjeri se maksimalnom strujom, pa model ima 300 A s naponom 60%, uz smanjenje zavarivačke struje na 200 A, napon je 100%. Stoga, pri određivanju intenziteta uporabe, još uvijek vrijedi razmotriti koja je radna struja potrebna za svakodnevne zadatke.
Dodatne funkcije
Strojevi za zavarivanje lučnim argonom mogu biti opremljeni nekim funkcijama koje olakšavaju postupak ili povećavaju kvalitetu šava. Naravno, što su šire mogućnosti opreme, to je skuplja, tako da biste trebali razmisliti koliko je svaka funkcija potrebna u pojedinom slučaju.
Evo najčešćih:
- Vrijeme pročišćavanja plina. U uređaju možete prilagoditi vrijeme preliminarnog i naknadnog čišćenja argonom. Na početku postupka ovo pomaže uklanjanju vanjskog zraka iz zone uzbuđenja luka. Na kraju, to pomaže kristalizirati bazen za zavarivanje i hlađenje elektrode. Što se metal duže hladi, na primjer, aluminij, duže je pročišćavanje (do 7 s).
- Visokofrekventno paljenje. Svaki pretvarač može biti opremljen ventilom za spajanje tako da može izvršiti TIG zavarivanje. Ali da biste pobuđivali luk, morate dodirnuti vrh elektrode na proizvodu na koji je masa spojena. U modelima s visokofrekventnim paljenjem koristi se oscilator koji kroz napon zraka probija napon do 10 mm. To pomaže započeti zavarivanje bez dodira, jednostavno podizanjem baklje. Na površini proizvoda ima manje tragova, a elektroda se mora rjeđe naoštriti.
- Krater zavarivanje. Ovo je postupno smanjenje amplitude struje zavarivanja, što pomaže eliminiranju točke na "zaključavanju" šava. Takva je funkcija važna pri zavarivanju cijevi i spremnika pod vodom i drugim tekućinama, kao i pri radu s tankim listovima od 0,6-1,0 mm.
- Vodeno hlađenje. U uređaje za zavarivanje argona može se postaviti pumpa koja pumpa antifriz kroz kabelski kanal do plamenika. To doprinosi ubrzanom uklanjanju topline iz keramičke mlaznice i elektrode, produžavajući vrijeme kontinuiranog rada. Funkcija je potrebna tamo gdje se koriste velike struje od 250-400 A i potreban je kontinuirani rad opreme.
Dodatna oprema potrebna za rad
Za zavarivanje argonskim lukom, pored trenutnog izvora, trebat će vam kabel s bakrom. Najčešće se isporučuje s opremom, ali s premium modelima EWM, Lincoln Electric i drugima, može se prodavati zasebno.
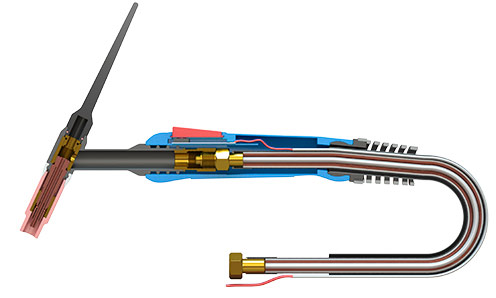
Sekcija baklja za argonsko-lučno zavarivanje.
Gorionici su tipa ventila (dovod plina otvara se ventilom na plameniku) i s upravljanjem tipkama (pritiskom na gumb na plameniku pokreće se plin i struja). Duljina rukava 2-5 m odabire se ovisno o potrebnoj pokretljivosti zavarivača i veličini sastavljenih konstrukcija.

Baklja za zavarivanje argonskim lukom ventila.

Gorionik za argonsko-lučno zavarivanje s upravljanjem gumbom.
Zavarivanje je potrebno pomoću inertnog plinskog cilindra. Ako morate raditi povremeno, dovoljno je kupiti 10-litarski cilindar, koji ne zauzima puno prostora i lako ga je uzeti u prtljažnik kako biste napunili gorivo. Ista je opcija praktična tijekom putovanja. Uz stalnu stacionarnu aktivnost u radionici ili proizvodnji odabire se veliki cilindar od 150 litara.

Inertni plinski cilindar za zavarivanje argonskim lukom.
Cilindru treba reduktor s manometrima visokog i niskog tlaka, kao i crijevo koje povezuje cilindar sa pretvaračem. Upotrebom manometra zavarivač nadzire ostatak plina, a s niskim postavlja protok argona u plameniku.

Reduktor tlaka i crijevo.
Za zavarivanje su potrebne volframove elektrode. Dolaze s plavim, zlatnim, crvenim ili zelenim vrhom za različite vrste metala. Najsvestranija je plava boja vrha. Promjer elektrode 1,6-4,0 mm odabire se ovisno o zahtjevima za širinu šava, dubini taljenja i maksimalnoj jakosti struje.

Elektrode za zavarivanje argonskim lukom.
Argonsko zavarivanje može se izvesti bez dodatka, ako su dijelovi čvrsto povezani, a na konstrukciji nema snažnog mehaničkog opterećenja. U ostalim se slučajevima koristi žica za punjenje iz istog materijala kao i glavni metal koji se zavari.

Žica za punjenje za zavarivanje argonskim lukom.
Video. Što je zavarivanje argona i kako odabrati uređaj za zavarivanje argonskim lukom
Najbolji strojevi za zavarivanje argona
Razmotrivši kriterije za odabir opreme za zavarivanje argonom, okrećemo se konkretnim modelima koji su dobili pozitivne kritike od zavarivača.
Najbolji strojevi za zavarivanje s jednostrukim argonom
Za zavarivanje obojenih metala, nehrđajućeg čelika i bakra koriste se pretvarači koji proizvode istosmjernu struju. Slijedi rangiranje najboljih modela iz ove kategorije.
RESANTA SAI-230 HELL (TIG, MMA)
Na prvom mjestu je pretvarač Resanta SAI-230. Aparat za argon može raditi s mrežom od 170 do 422 V i proizvodi istosmjernu struju od 10-230 A. Vrijeme rada je maksimalno 70%, što mu omogućuje da se ne koristi samo za kućne potrebe. Osim TIG zavarivanja, oprema podržava MMA način rada, za što postoji prekidač na prednjoj ploči. To je prikladno kad je potrebno naizmjenično zavarivanje argona i rezanje obloženim elektrodama. Model teži 11 kg. Dobavlja se baklja i uzemljeni kabel. Proizvođač izdaje 2 godine jamstva na njega.

Profesionalni RESAI SAI-230 HELL (TIG, MMA)
- Velika snaga 230 A za proboj od 6 mm.
- Naramenica za nošenje.
- Beskontaktno paljenje kada koristite plamenik s oscilatorom (postoji priključak za povezivanje kontrole s plamenikom);
- Struja pada na 10 A za zavarivanje lima od 0,8 mm.
- Kućište od željeza dugo podnosi teške uvjete gradnje.
- Atraktivna cijena.
- Pouzdani priključci.
Protiv RESAUT SAI-230 HELL (TIG, MMA)
- Nema zaslona za vizualnu kontrolu postavki.
- Domovno demontirajte kućište zbog praha.
- Nema krute ručke koja bi mogla preurediti uređaj na mjesto.
- Pri radu u vlažnoj prostoriji, tranzistori se brzo propadaju.
- Sudeći prema recenzijama, zavarivači nemaju dovoljno duljine kabela.
Zaključak. Ovaj uređaj za argonsko-lučno zavarivanje primjetan je postojanjem drugog "zavoja" za podešavanje induktivnosti luka. To vam omogućuje kontrolu dubine prodora i visine zavarene noge. Ova funkcija je korisna za zavarivanje kritičnih konstrukcija, posebno kutnih i vodilica.
Svarog REAL TIG 200 W223
Dalje u ocjeni je inverter argona iz Svaroga. Uređaj je izrađen u željeznom kućištu i ima zaslon za fino podešavanje jakosti struje.Priključci na prednjoj ploči dizajnirani su za povezivanje baklje s tipkovnom kontrolom opskrbe plinom i naponom. Zasebnim prekidačem, možete odabrati MMA ili TIG način. Pretvarač može raditi s mrežom sa smanjenim indikatorom 160 V. Raspon podešavanja struje zavarivanja je 10-200 A. Maksimalni napon je 60%. Oprema teži 7 kg i ima dimenzije 42x16x31 cm. Osigurava se hlađenje zrakom. Model podržava rad s elektrodama promjera 1,6-3,2 mm.

Pros Svarog stvarni TIG 200 W223
- Digitalni je zaslon za precizno podešavanje broja ampera.
- Metalni kutovi tijela prekriveni su gumom.
- Dizajniran za povezivanje plamenika s potpunom kontrolom gumba.
- Na mjestu se nalazi ručka za pomicanje.
- Kompaktne dimenzije 42x16x31 cm pojednostavljuju prijevoz i skladištenje.
- Mala snaga 4,83 kW omogućuje zavarivanje argona iz plinskog generatora.
- Siguran napon u otvorenom krugu 56 V.
- Nema prskanja prilikom zavarivanja.
Kontra Svarog stvarni TIG 200 W223
- Gumb za napajanje prikazan je straga, što nije prikladno za sve zavarivače.
- Funkcije "Hot start" i "Anti-stick" u MMA načinu rada ne funkcioniraju u praksi (samo marketinški potez).
- Nema prilagodbe prethodne opskrbe plinom.
- Lepršav plamenik po izgledu.
Zaključak. Ovaj stroj za zavarivanje argonskim lukom odlikuje se podešavanjem vremena nakon puštanja u plin. Funkcija je korisna kod rada s lijevanim željezom i bakrom kako bi se osiguralo postupno hlađenje i spriječila reakcija s ugljikom, što stvara pore. Interval pročišćavanja može se podesiti od 2 do 10 sekundi. Proizvođač daje i 5-godišnje jamstvo na ovaj uređaj, što korisnici vole u recenzijama.
Quattro Elementi B 225 (TIG, MMA)
Ovu kategoriju upotpunjava roba talijanskog proizvođača. Stroj za zavarivanje argona dizajniran je za povezivanje metala debljine do 6 mm. Ima raspon radne struje od 10-225 A. Kada je spojen na mrežu, troši 7,8 kW. Dopuštena je upotreba elektroda od 1,6-5,0 mm. Možete se prebaciti na MMA način koji je dopunjen funkcijama "Anti-stick" i "Hot start". Vrijeme uključivanja je 80% ovdje, ali ako smanjite trenutnu snagu sa 225 na 180 A, tada indikator postaje 100%. Za snagu, napon od 170-260 V.

Prednosti Quattro Elementi B 225 (TIG, MMA)
- Postoje petlje za pričvršćivanje remena za ramena.
- Dva MMA načina i
- Digitalni zaslon za točno postavljanje struje.
- Načini preklapanja tipki.
- Amperaža se može smanjiti na 10 za zavarivanje lima od 0,6-1,0 mm.
- S trenutnom snagom od 180 A, PV je 100%.
- Ako napon padne, kuhanje "dvoglasnika" ionako će raditi.
- Svi parametri odgovaraju deklariranom.
Protiv Quattro Elementi B 225 (TIG, MMA)
- Povlači puno prašine u tijelo.
- Dostupni su samo gorionici ventila.
- Gumb za napajanje nalazi se na stražnjoj strani.
- Potrebno je nabaviti argonski plamenik - uključeni su samo kabel i držač za RDS.
Zaključak. Iako je ovaj pretvarač sposoban za kuhanje argona samo pomoću baklje sa ventilom, posebno je lako dodirnuti luk, jer napon u otvorenom krugu iznosi 85 V. Uređaj argona dodijeljen je i težini od 5,5 kg, što ga čini pogodnijim za nošenje na ramenu tijekom rada na visokoj visini ili zavarivanja uz dugu konstrukciju.
Najbolji univerzalni aparat za argonsko zavarivanje DC / AC
Ako periodično trebate zavarivati aluminij, odaberite uređaje koji imaju mogućnost prebacivanja istosmjerne na izmjeničnu struju. Takva funkcija je u nazivu označena s nazivom AC / DC. Evo najboljih modela u ovoj kategoriji.
Aurora PRO INTER TIG 200 AC / DC PULSE
Ovo je kineski argonski aparat s visokokvalitetnom montažom. Model se pokreće jednofazna mreža i proizvodi 5-200 A. Opremljen je kablovima s presjekom DX50. Napon otvorenog kruga je 44 V. Postoji hlađenje zrakom. PV maksimalno dostiže 60%. Uređaj može raditi na sobnoj temperaturi od -20 do +50 stupnjeva.Sve električne ožičenje izvedene su sa izolacijskom vrstom F. Po potrebi se daljinski upravljač može spojiti.

Pros Aurora PRO INTER TIG 200 AC / DC PULSE
- Veliko kućište s brojnim rashladnim otvorima.
- Kvalitetna montaža.
- Dobro kuha od nehrđajućeg čelika i bakra.
- Gotovo da nema propadanja mrežnog napona.
- Postoje dvije tvrde ručke za prijevoz.
- Mnogobrojna podešavanja za povećanje i promjenjivu jačinu struje.
- Slabo opterećenje na mreži 4,5 kW.
- Beskontaktno paljenje elektrode.
Ima Aurora PRO INTER TIG 200 AC / DC PULSE
- Za promjenu težine od 20 kg potrebno je napor.
- U maloj garaži nije uvijek lako pronaći mjesto
- U MMA načinu rada, pomoćni plamenik ne radi.
- Sve dodatne funkcije se ne prikazuju na ekranu - slijepo podešavanje.
- Uključena je samo jedna kapa plamenika.
- Nema funkcije kravljenja piva.
Zaključak. Pretvarač za argonsko zavarivanje primjetan je zbog prisutnosti 4T načina. To vam omogućuje da uključite zavarivanje i da ne držite pritisnut gumb na baklji. Način je praktičan za duge šavove tijekom zavarivanja prirubnica ili izrade spremnika. Drugi proizvođač nudi plamenik s paketom crijeva od 4 m, što je korisno kod stvaranja velikih struktura. Funkcija pulsa pomaže povezivanju tankih listova od nehrđajućeg čelika i aluminija bez izvijanja.
BRIMA TIG-200P AC / DC
Još jedan vrijedan proizvod njemačkog proizvođača. Uređaj argon sastavljen je u Kini, ali sudeći po recenzijama, jednostavan je i pouzdan kao jurišna puška AK-47. Pretvarač generira trenutnu snagu od 10-200 A, pritom troši 5 kW. Pogodno za spajanje na jednofaznu mrežu. PV pri maksimalnoj struji doseže 60%. Profesionalni model je zračno hlađen. U praznom hodu - 56 V. Opremljen je plamenikom s volframovom elektrodom i beskontaktnim paljenjem.

Prednosti BRIMA TIG-200P AC / DC
- Priključci za profesionalne plamenike s beskontaktnim paljenjem.
- Čvrste ručke.
- Digitalni prikaz.
- Zaštita od preopterećenja i pregrijavanja.
- Podržava dva načina zavarivanja TIG i MMA.
- Postoje postavke za formiranje luka.
- Malo opterećenje na mreži od 5 kW.
- Slaba buka.
Protiv BRIMA TIG-200P AC / DC
- Težina 25 kg otežava transport.
- Velike veličine 50x35x36 cm.
- Ako je zaštita radila, neće se uključiti 30 minuta (sva radna zaustavljanja).
- Slabi uzemljeni terminal - može izgorjeti nakon 2 mjeseca aktivne uporabe.
- "Negativni" kabel 2 m.
Zaključak. Ovaj pretvarač ima mnoštvo opcija za prilagodbu koje će profesionalnom zavarivaču biti korisne u radionici ili radionici. Vrijeme predčišćenja plina je postavljeno od 0 do 2 s. Postgas može biti od 2 do 10 s. Zavarivač bira duljinu i frekvenciju pulsa. Na kraju zavarivanja možete odabrati vrijednost za smanjenje struje za 10 A kako biste izbjegli fistulu u "bravi". Sve je to prikladno za proizvodnju kritičnih struktura koje kasnije čak prolaze inspekciju detektorom grešaka.
Značajke zavarivanja različitih metala
Kada argonsko zavarivanje bilo kojeg materijala, morate naučiti nekoliko pravila. Razmak između elektrode i površine treba biti 2-5 mm. Držite plamenik pod kutom od 45 stupnjeva. Obično se drži desnom rukom, a lijevom se služi žica za punjenje. Ne dirajte kraj igle dodatkom - elektroda će se zaprljati, luk će se pokvariti, volfram može ionizirati u bazen za zavarivanje. Aditiv se isporučuje u susret plameniku. Formirani šav treba ostaviti iza, a vrući plin treba otići na još nepovezane strane radnog dijela.
Pri zavarivanju nekih metala postoje dodatna pravila koja bi novi argonder trebao znati.
aluminijum
Ovdje je prepreka vatrostalni oksid na vrhu. Da biste ga uništili, koristite izmjeničnu struju obrnute polarnosti. To doprinosi zagrijavanju površine bez pregrijavanja elektrode. Naizmjenični napon mijenja proces, sprečavajući da se radni komad pretjerano rastopi kako bi nastao izgaranje. Posebno je korisna pulsna funkcija ili funkcija dvostrukog pulsa od koje će šavovi postati još bolji.
| Debljina radnog komada, mm | Promjer volframove elektrode, mm | Promjer šipke, mm | Trenutna snaga, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
bakar
U tekućem stanju reagira s vodikom, što dovodi do stvaranja velikih pora. Ovdje možete koristiti jednosmjernu ili izmjeničnu struju, ali samo s obrnutom polarnošću. Također se preporučuje povećati protok argona s 1,5 na 2 litre u minuti. U ovom slučaju žica za punjenje nije potrebna, budući da je metal tekuć, a rubovi se tope dovoljno da formiraju jak spoj. Umjesto volframove elektrode, vrijedi upotrijebiti grafitnu, također klasificiranu kao potrošnu.
| Vrsta elektrode | Debljina radnog komada, mm | Promjer elektrode, mm | Trenutna snaga, A | Dužina luka, mm |
|---|---|---|---|---|
| grafit | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| pokriven | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
titan
Aktivni materijal koji reagira s vanjskim zrakom. Zavarivanje se provodi na povećanom dovodu argona za zaštitu bazena za zavarivanje. Za razliku od bakra i aluminija, titanijum ima nisku toplinsku vodljivost. Da bi se osigurala pouzdana veza strana, rubovi šava morat će se ojačati dodatnim šavovima. Pri radu s obrađenim komadima debljinama od 1,5 mm koristi se titanijska žica za punjenje.
| Debljina radnog komada, mm | Promjer elektrode, mm | Promjer žice, mm | Trenutna snaga, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Sada, proučavajući značajke odabira uređaja za argonsko-lučno zavarivanje i uzimajući u obzir ocjenu najboljih modela, možete odabrati pretvarač za izvršavanje svojih zadataka u privatnoj radionici ili proizvodnji.








