Kako odabrati stroj za zavarivanje aluminija
Čak i iskusni zavarivači prvi put susreću spajanje aluminija na ručni način luka često susreću frustraciju s kvalitetom zavara. Ako vam je potrebno redovito raditi s takvim "raspoloženim" metalom, onda će vam naš članak odabrati stroj za zavarivanje aluminija, koji će stvoriti visokokvalitetne uske šavove.

Značajke i poteškoće zavarivanja aluminija
Zavarivanje aluminija može biti potrebno za brtvljenje pukotina u posudi za motorno ulje ili posudi mjenjača. Često se zamrznuti blok rashladnog plašta motora popravlja na ovaj način. Uređaji za zavarivanje aluminija potražnje su u kemijskoj i prehrambenoj industriji, proizvodnji spremnika, sakupljača, filtera i drugih proizvoda.
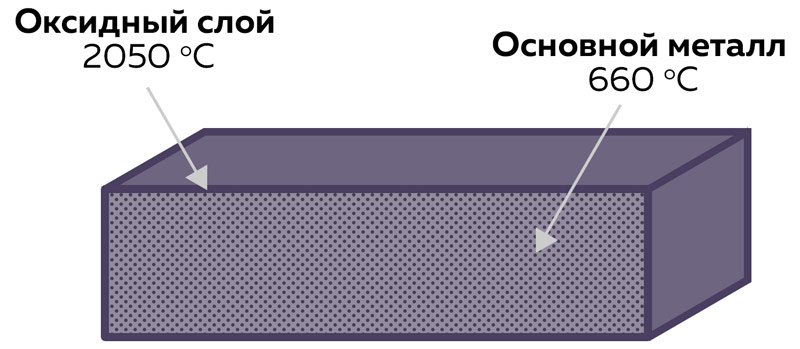
Ali aluminij i njegove legure AlMn, AlSi, AlMg lošije su zavareni zbog glavne karakteristike - prisutnosti vatrostalnog oksidnog sloja na površini. Talište mu je 2044 stupnja, dok metal ispod njega teče nakon 660 stupnjeva. To je glavni problem, jer mala jačina struje nije u stanju da rastopi vanjski sloj, a metal punila leži na površini. Velika struja vodi kroz opekotine. Stoga klasične tehnologije za zavarivanje aluminija nisu prikladne.
Među ostalim poteškoćama u radu s ovim metalom su sljedeće:
- Mala razlika između tališta i skrućivanja. Aluminij postaje fluidan na 660 stupnjeva. Ali ako mu se dozvoli hlađenje samo 15-20 ° C, tada već počinje kristalizirati. Potreban je aparat za zavarivanje aluminija koji može održavati radnu struju u takvom rasponu da se može formirati šav.
- Povećana toplinska vodljivost. Toplina se širi kroz aluminij 5 puta brže od blagog čelika. Bazen za zavarivanje brzo se hladi, a dio se može znatno previjati na velikom području, čak i iz malog šava.
- Očuvanje boje u rastopljenom obliku. Zavarivanjem crnih metala zavarivač je lako kontrolirati stanje bazena za zavarivanje i količinu isporučenog punila, jer postaje sjajno bijela, za razliku od crvene šljake. Aluminij ne mijenja boju u tekućem obliku i zavarivaču je teže vizualno shvatiti kako nastaje šav.
- Povećana skupljanja. Nakon hlađenja, nataloženi metalni valjci mogu se značajno sagnuti, što stvara jame u šavu, a odozdo će biti potrebno ponovno nalijevanje.
- Interakcija s okolinom. Nakon dodira s vanjskim zrakom, aluminij isparava vodik, što dovodi do velikih pora u strukturi zavara. Tlak vode ili druge tekućine neće izdržati takvu vezu. Potrebno je zaštititi bazen zavarivanja od vanjskih plinova.
- Povećana fluidnost. U rastopljenom stanju aluminij je sličan vodi - teže je usmjeriti tekući metal plamenikom, posebno kada održavate šav u nagnutoj ravnini. To dovodi i do ubrzavanja kroz opekline.
Prvi šavovi za početnike aluminijske zavarivače uvijek su loši. Postupno se problem rješava obukom u praksi. No, najveću važnost igra pravilan izbor aparata za zavarivanje dizajniran za spajanje aluminija.
Koji stroj je najprikladniji za zavarivanje aluminija
Budući da na tržištu postoje obložene elektrode s aluminijskom jezgrom, čini se da je najjeftiniji način zavarivanja ovog metala ručno lučno zavarivanje pomoću pretvarača. Ali u stvarnosti, MMA zavarivanje aluminija samo će vam omogućiti da spojite dvije strane metala s kapljicama aditiva nanesenim na vrhu.
Trajni i uski šav ovdje neće raditi.Za dobru vezu trebat će vam aparat za zavarivanje aluminija s MIG ili TIG načinima. Svaki od njih ima svoje karakteristike, koje valja uzeti u obzir pri odabiru.
Korištenjem MIG / MAG aparata za zavarivanje aluminija
MIG zavarivanje je upotreba poluautomatskih uređaja kod kojih se žica za zavarivanje kontinuirano dovodi kroz kanal izravno u baklju. Drugi kabel s kopčom pričvršćen je izravno na proizvod. Kratak žice na površini radnog predmeta dovodi do uzbuđenja električnog luka. Paralelno, plin iz mlaznice izolira bazen zavarivanja od vanjskog okruženja.


Stvarčice
- visoka brzina zavarivanja;
- dobra preglednost onoga što se događa u zavarivačkom bazenu;
- druga ruka zavarivača može slobodno poduprijeti radni komad ili ostati na visini;
- Možete stvoriti kontinuirane duge šavove;
- nakon završetka postupka nema kore šljake.

kontra
- Visoki troškovi same opreme. Još uvijek postoje dodatni troškovi za zaštitni plin (mješavina argona i ugljičnog dioksida).
- Žica od aluminijskog punila je tanka i fleksibilna, pa jako "hoda" i teže ga je zavarivač.
- Ako se često zahtijeva izmjenično zavarivanje obojenih metala i aluminija jednim poluautomatskim uređajem, tada je potrebno puno vremena da se čelični kanal u baklji promijeni u teflonski.
- Šav poluautomatskog uređaja na aluminijumu je heterogen po širini. Ako se nalazi na prednjoj strani radnog komada, tada je potrebno naknadno mehaničko uklanjanje.
Koje funkcije trebaju imati poluautomatski uređaji za aluminij?
Aluminij možete spojiti ne bilo kojim poluautomatskim uređajima. Oprema za zavarivanje treba imati sljedeće funkcije:
Hot start. Ova se funkcija naziva "Hot Start", jer vam omogućuje da nametnete visokokvalitetni šav od prvih milimetara veze. Da biste to učinili, na žici se održava visoka brzina praznog hoda (80-90 V), a struja se najprije dovodi malo iznad glavne.
Za aluminij je ovo korisno za brzo zagrijavanje površine i uništavanje oksida. Zbog ovog učinka, šav se počinje formirati odmah, bez lijepljenja aditivnih valjaka odozgo. Na profesionalnim uređajima možete prilagoditi postavku "Hot Start" kako biste odredili koliko će biti vruće.
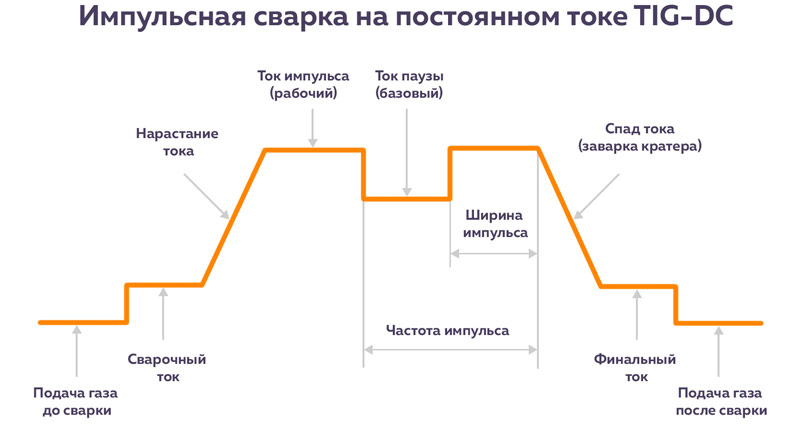
Pulse. Ova funkcija ne proizvodi ravnomjernu struju baze, već pridonosi izmjeni. Rezultat je amplituda gdje struja raste do radnog pulsa, a zatim stanka s padom. U trenutku najvećeg napona, oksid se topi, a za vrijeme stanke osigurava se tiho spajanje metala s minimalnom količinom raspršivanja.
Na profesionalnim poluautomatskim uređajima možete prilagoditi frekvenciju pulsa i njegovu duljinu, što vam omogućuje podešavanje zavarivanja ovisno o debljini aluminija i vrsti legure. Funkcija je važna posebno za tanke metale kako bi se izbjeglo pregrijavanje površine i stvaranje prolaznih rupa.
Dable Pulse. Ublažava prethodni učinak. Pored amplitude koja izmjenjuje bazu i glavnu struju, dolazi do oscilatornog povećanja i smanjenja vršne struje. Takva funkcija dodatno poboljšava kvalitetu zavarivanja aluminija do prijenosa metala. Minimalni unos topline sprječava pregrijavanje obradaka i njegovo deformiranje. Šavovi su tanki, ali duboki, a brzina zavarivanja se povećava.
Primjena TIG strojeva za zavarivanje aluminija
TIG zavarivanje aluminija vrši se pomoću pretvarača koji proizvodi izmjeničnu struju.
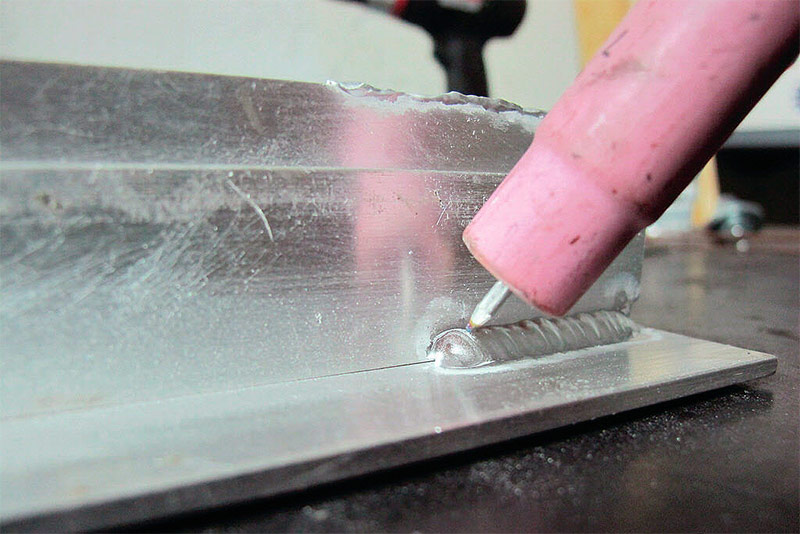
Zavarivač ima u jednoj ruci plamenik s volframovim elektrodama. Njezin dodir na površini dijela na koji je masa spojena dovodi do stvaranja električnog luka. Volfram se ne topi, tako da se duljina elektrode ne mijenja. Za zavarivanje aluminija koristi se okrugli oblik oštrenja šipke.
U drugoj ruci zavarivača, žica za punjenje se ubacuje u bazen za zavarivanje kako bi se povećala visina šava i dala čvrstoća spoju. Plin koji štiti argon izlazi iz plamenika i sprječava kontakt s vanjskim zrakom.
Prednosti TIG-a za zavarivanje aluminija
- šav je tijesan i tijesan;
- nije potrebna obrada;
- u strukturi nema pora;
- mogu se napraviti uski šavovi širine 2-3 mm.
Cons TIG za zavarivanje aluminija
- povećana potrošnja sredstava za žicu i plin za punjenje;
- niska brzina zavarivanja;
- visoki troškovi opreme;
- mogu se stvoriti samo kratki šavovi;
- igla se brzo raspršuje i njegov oblik treba ispraviti;
- pri zavarivanju aluminijskog lima debljine 1-2 mm potrebna je podloga koja sprečava udubljenja u grijani metal.

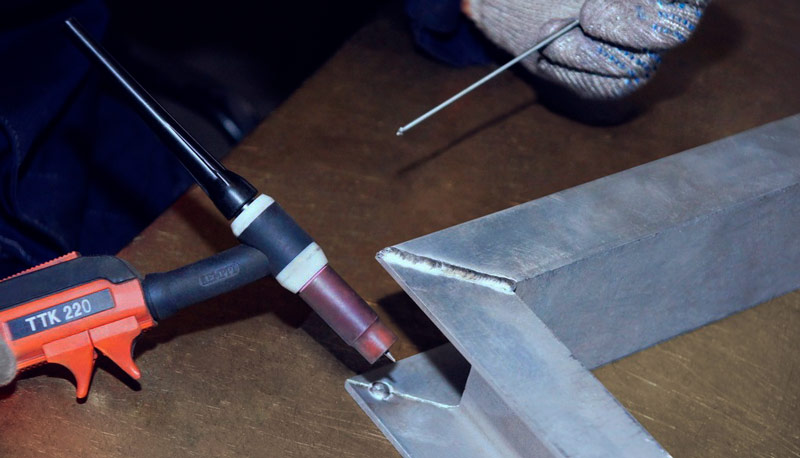
Kvaliteta šavova koji se mogu dobiti zavarivanjem aluminija pomoću TIG zavarivanja.
Koje funkcije trebaju imati TIG pretvarači za aluminij?
Iako se bilo koji pretvarač može opremiti bakrom za TIG zavarivanje, aluminij je moguće povezati visokokvalitetnom metodom argon-luka samo ako su dostupne sljedeće funkcije:
Pulse. On igra istu ulogu kao u poluautomatskom uređaju. Smanjuje unos topline i sprječava izgaranje tekućeg materijala. Profesionalni uređaji podržavaju podešavanje pulsnog vala. Kvadratni val daje duboku penetraciju i veliku brzinu postupka. Trokut olakšava zavarivanje tankih listova aluminija uz minimalan prijenos topline. Zaobljeni val olakšava kontrolu bazena za zavarivanje radi ravnomjernog prodora kritičnih spojeva. Sinusoidal daje mekani luk sa širokim zahvatom bazena za zavarivanje, ali ne i dubokim prodorom.
Prije i nakon plina. Započinje 2 s preliminarnim čišćenjem zaštitnog plina kako bi se istisnuo okoliš iz točke početka zavarivanja. Opskrbljuje argon nakon prekida luka 3-10 sekundi, omogućujući spremniku zavarivanja da normalno kristalizira bez kisika.
Prebacivanje na izmjeničnu struju. Zavarivanje TIG-om pomoću pretvarača moguće je samo na izmjeničnu struju. Da biste to učinili, obavezno je da oznaka uređaja mora biti označena AC / DC.
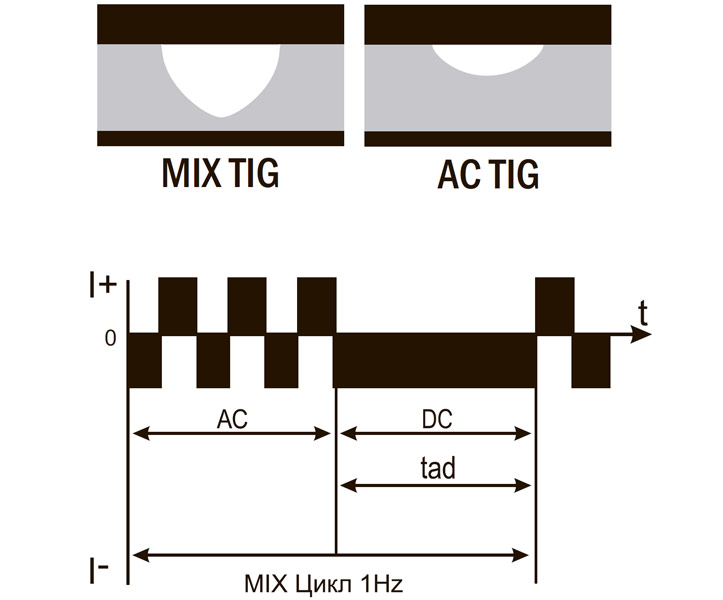
MIX TIG. Ovaj način izmjenjuje učinak na materijal jednosmerne i naizmjenične struje. Prvo, u rad ulazi AC, koji svojom učestalošću uništava oksidni film. Tada ga zamjenjuje DC, pružajući duboku penetraciju s ravnomjernom raspodjelom metala za punjenje. Ova je funkcija posebno praktična kada želite međusobno spojiti aluminij debljine 2 i 7 mm.
Prilagodba ravnoteže. Omogućuje vam postavljanje frekvencije automatske promjene polariteta napona, koja, ako je pozitivna, produljuje život volframove elektrode i povećava dubinu prodiranja, a ako je indikator negativan, smanjuje unos topline i štiti od opekotina i deformacija.
Ispitajući zahtjeve za zavarivanje aluminija, možete jednostavno odabrati opremu za zavarivanje za svoju radionicu, radionicu ili garažu.








