Mitkä ovat hitsauskoneiden tyypit ja niiden sovellukset
Kun joku harkitsee hitsauskoneen ostamista, hän ei ehkä edes epäile, kuinka monta mallia markkinoilla on. Mahdollisuudet metallin paksuuden ja metalliseosten hitsaamiseen riippuvat valituista laitteista. Tämä katsaus näyttää hitsauskoneiden tyypit nykyisten lähteiden ja hitsausmuotojen mukaan, mikä helpottaa tulevaisuuden haasteisiin parhaiten vastaavien tuotteiden valintaa.

Hitsauskoneiden ero lähdetyypin mukaan
Hitsauskoneiden tyyppien ymmärtämiseksi on syytä tietää, että laitteet on jaettu nykyisiin lähteisiin ja suoritettuihin hitsausmenetelmiin. Verkon jännite 220 V ja 6-32 A ei sovellu hitsausprosessiin, joten se on muunnettava. Tätä varten on kehitetty seuraavat vaihtoehdot.
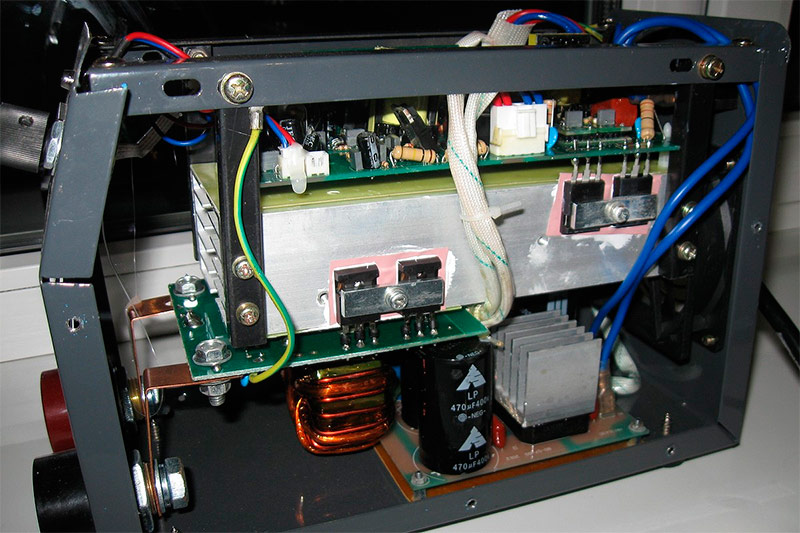
invertterit
Tämä on laite, joka kuluttaa vaihtovirtaa verkosta, jonka taajuus on 50 Hz, ja muuttaa sen vaihtelut 100 kHz: iin. Lisäksi jännite oikaistaan kahdesti. Viime kädessä hitsaus suoritetaan tasavirralla 30-300 A, jännitteellä 50-80 V, mikä myötäilee sileät saumat, syvän tunkeutumisen ja vähentää metallin roiskumista.
Prosessin toteuttamiseksi vaihtosuuntaajapiiri sisältää:
- askelmuuntaja muuntaja;
- tasasuuntauslohko (diodesillat);
- näppäimistö;
- transistorit;
- toinen muuntaja.
Laitteesta tulee kaksi kaapelia, joista toinen on kytketty tuotteeseen ja toinen elektrodipidikkeeseen. Vaihtosuuntaajan etuna on kompakti mitat suhteessa muihin hitsausvirran lähteisiin, kevyt paino 3–6 kg ja hiljainen toiminta (sähkökaarin miellyttävä ruoske).

Hitsausinvertteri.
Itse taajuusmuuttajat jaetaan niissä käytetyn transistorin tyypin mukaan.
Mosfet-invertterit
Tämän tyyppiset hitsaajat ovat yleensä halvempia käyttämällä Mosfet-inverttereitä, joiden suunnittelu on yksinkertaisempaa. Transistorit kehitettiin noin 50 vuotta sitten. Ne ovat luotettavia ja muuntavat virtaa hyvin rautametallien hitsaamiseen. Mutta he painavat enemmän kuin kollegansa. Jopa taajuusmuuttajan normaalia käyttöä varten sähköpiirissä tulisi olla noin 20 tällaista transistoria (180 A -malleille). Tämän tyyppisissä hitsauslaitteissa on suoja ylikuumenemiselta, joka laukaistaan jo 60 asteen saavuttamisen jälkeen, joten malleille on ominaista alhainen PV 30–40%. Vapaa ulkoasu ja suuret osat helpottavat päällikön pääsyä korjauksen aikana.

Hitsausinvertteri Mosfet-transistoreilla.
IGBT-invertterit
Tämä on nykyaikaisempi transistorien sukupolvi, joka asennetaan kalliisiin hitsauslaitteisiin. IGBT: n paino on pienempi kuin analogit, ja niitä vaaditaan jopa 10 yksikköä inverttereissä, joiden kapasiteetti on 180 A. Kaikki tämä myötävaikuttaa vielä pienempiin hitsauslaitteiden mitoihin ja painon alenemiseen. IGBT-transistorin ylikuumeneminen laukeaa 90 asteen jälkeen, mikä pidentää laitteen kokonaisaikaa. Yhtäältä sellaisessa hitsauskoneen piirissä on vähemmän osia, mutta toisaalta ne ovat hyvin pieniä ja on vaikeampaa korvata jotain.
Taajuusmuuttaja, jossa on IGBT-transistorit.
tasasuuntaajat
Muun tyyppisten manuaaliseen hitsaukseen tarkoitettujen hitsauslaitteiden joukosta erottuvat tasasuuntaajat, joille on ominaista suhteellinen halvuus ja kyky luoda korkealaatuisia hitsauksia. Ne kuluttavat verkosta 220 V: n virran ja laskevat sen muuntajan kautta 40–80 V: iin ja lisäävät voiman 200–400 A: iin mallin tehosta riippuen. Lisäksi jännite kulkee diodilohkon läpi ja tasasuuntaataan. Suunnittelu sisältää elementtejä käynnistyksestä ja suojauksesta.
Hitsaus suoritetaan tasavirralla. Laitteet ovat luotettavia ja kestäviä. On olemassa versioita kotitalous- ja teollisuuskäyttöön. Sopii rautametallien ja ei-rautametallien, valuraudan hitsaukseen. Tärkeimmät haitat ovat suuri paino ja suuret mitat. Kun ne ovat kypsennettyinä, muu verkko tuhlautuu huomattavasti, ja muut laitteet eivät ehkä toimi oikein.

Hitsaus tasasuuntaaja.
muuntajat
Halvimmat hitsauslaitteet ovat muuntajat. Ne koostuvat kahdesta käämityksestä: ensisijainen ja toissijainen. Laitteet toimivat magneettisen induktion periaatteella. Käämien välinen etäisyys auttaa lisäämään tai vähentämään virran voimakkuutta. Hitsaus tapahtuu vaihtojännitteellä. Laitteet soveltuvat rautametallien yhdistämiseen. Ne ovat yksinkertaisia ja luotettavia. Tämän tyyppisten laitteiden miinuksista erottuu korkea paino, voimakas hum, korkean metallin roiske ja suuret mitat.

Hitsausmuuntaja.
Hitsauskoneiden tyypit hitsaustyypistä riippuen
Kun olemme pohtineet, millaiset hitsauskoneet ovat virtalähteen tyyppejä, siirrymme eteenpäin niiden lajikkeisiin hitsausmoodien avulla.
Laitteet käsikaarihitsaukseen MMA
Tämän tyyppiset hitsauskoneet perustuvat invertteriin, muuntajaan tai tasasuuntaajaan. Hitsaaja omistaa pidikkeen, johon sulaelektrodi on kiinnitetty. Metallitanko sulkee tuotteen kaarin ja toimii täyteaineena. Ulompi pinnoite sulaessa muodostaa kaasupilven suojaamaan hitsausallasta ulkoisesta ympäristöstä.

Manuaalinen kaarihitsauslaite - MMA.
Sovellus. Tämän tyyppinen hitsaus voi yhdistää rautametalleja. Jos asennat elektrodit ruostumattomalla sauvalla, voit hitsata seosterästä. Mutta työn nopeus on hidas, hyvän yhteyden saamiseksi tarvitaan riittävästi kokemusta, joudut jatkuvasti valvomaan kaarin pituutta, koska elektrodi on pienentynyt.
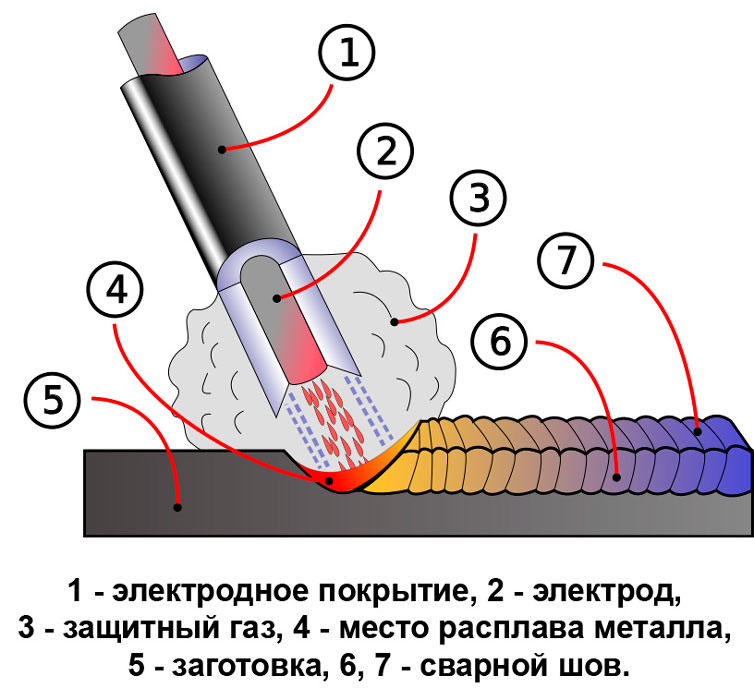
Sähkökaarihitsausprosessin kaavio.
Katso video MMA-hitsauslaitteista:
Puoliautomaattisen MIG / MAG hitsauslaitteet
MIG / MAG-hitsausta kutsutaan puoliautomaatiksi, koska sauma suoritetaan taskulampulla, mutta sisäinen lanka syötetään kelalta tulevalta erikoismekanismista. Toimintaperiaate on samanlainen kuin MMA: n, vain pidikkeen sijaan on kompakti poltin. Metalli on kytketty sähkökaarilla (massakaapeli on kytketty tuotteeseen ja plus plus jää lankaan).

Puoliautomaattisen hitsauksen laite - MIG / MAG.
Sovellus.Lisäaineen jatkuvan arkistoinnin ansiosta voit luoda pitkiä, siistiä saumoja. Hitsausallas ei sisällä kuonaa, joten hitsaajan on parempi hallita sitä. Ympäristöstä suojaa kaasua, joka sylinteristä toimitetaan polttimen suuttimen kautta. Tämäntyyppinen hitsaus on nopeaa ja antaa sinun yhdistää metallia, jonka paksuus on 0,6 - 20,0 mm. Asennetun johtimen tyypistä riippuen on mahdollista hitsata rautametalli, ruostumaton teräs ja alumiini. Mutta vaaditaan sylinterin kantaminen. Jopa tuulen ja kadun työt, hitsausallas tulee puolustuskyvyttömäksi (toimitettu kaasu puhalletaan pois).
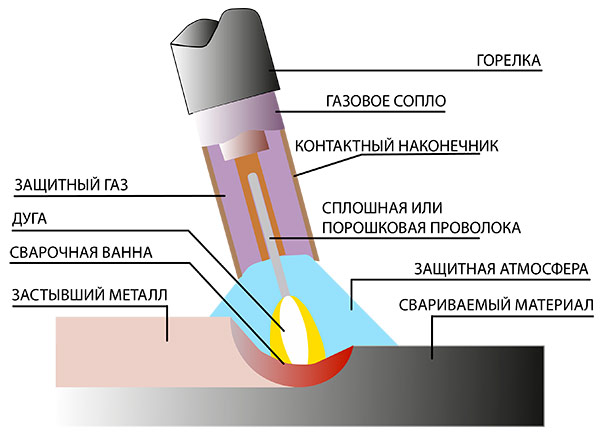
Puoliautomaattisen hitsausprosessin kaavio.
Katso video MIG / MAG puoliautomaattisista hitsauslaitteista:
TIG-argonkaarihitsauskoneet
TIG-hitsauksen suorittavat invertterit. Siellä on myös sähkökaari, mutta se palaa tuotteen ja kulumattoman volframielektrodin välillä. Jälkimmäinen tapahtuu halkaisijaltaan 1,6-3,2 mm ja jauhetaan terävän kartion muodossa. Tämän avulla voit luoda kapeat saumat. Liitännät voidaan tehdä sekä vain sulatettujen reunojen kustannuksella että hitsaajan vapaan käden toimittaman lisäaineen avulla. Hitsausallas on suojattu argonilla, puhallettu polttimen suuttimesta.

Argonkaarihitsauskone.
Sovellus. Tasavirtatyössä on mahdollista hitsata rautametalleja ja ruostumatonta terästä. On olemassa erityyppisiä hitsauskoneita, joissa on AC / DC-toiminto ja jotka on suunniteltu alumiinin hitsaamiseen. Tällaisilla laitteilla on mahdollista keittää erittäin huolellisesti ja taloudellisesti, mutta menetelmän nopeus on huomattavasti huonompi kuin puoliautomaattinen laite.
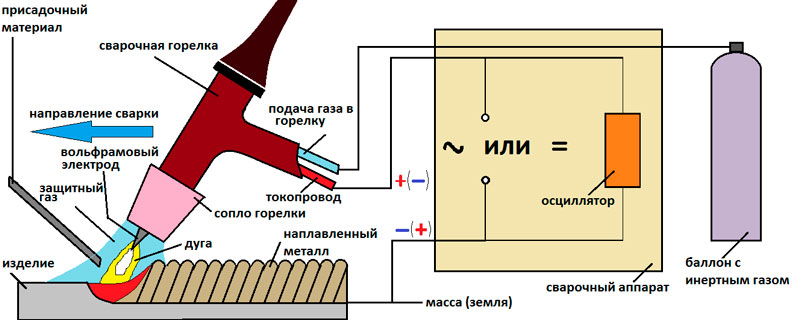
Kaavio argonkaarihitsausprosessista.
Katso video argonkaarihitsauksen hitsauslaitteista:
Yleishitsauskoneet
Hitsauslaitteiden yleismallit yhdistävät useita hitsaustapoja kerralla.
Tässä ovat nykyiset vaihtoehdot:
- MMA + MIG. Malli kykenee keittämään päällystetyillä elektrodeilla ja rummulta syötetyllä langalla. Ensimmäisessä tapauksessa se on käytännöllinen sähköhitsausleikkauksessa ja toisessa ohutlevyosien sarjatuotannossa tai korin korjauksessa.
- MIG + TIG. Puoliautomaattinen laite, jolla on mahdollisuus kiinnittää argonpoltin. Mahdollistaa ompelemisen nopeasti ruostumattomasta teräksestä ja rautametallista MIG-moodilla sekä yhdistää alumiinia vaihtamalla TIG-tilaan.
- MMA + TIG. Invertteri hitsaamiseen tavanomaisilla elektrodeilla ja volframitankoilla. Käytännöllinen rautametallien ja ei-rautametallien vuorotteluhitsauksessa, kun nopeaa nopeutta ei vaadita.
- 3 in 1. Monipuoliset koneet, jotka voivat hitsata MMA-, TIG- ja MIG-tilassa. Tätä varten etupaneelissa on useita pistorasioita vastaavien polttimien kytkemiseksi. Tällaiset laitteet hankitaan monipuolisimpiin tehtäviin.

Pistehitsauskoneet
Pistehitsauskoneet on saatavana malleina, joissa on pihdit kaksipuolista hitsausta varten tai aseella ja kääntövasara yksipuolista hitsausta varten. Ensimmäisiä käytetään ohutlevyrakenteiden (laatikot, ovet, portit, portit) kokoamiseen.

Laite pistehitsausta varten molemmin puolin.
Toisia käytetään korin korjaamiseen, kun joudutaan hitsaamaan tasoon ilman pääsyä takapuolelle. On olemassa kannettavia kannettavia malleja, joiden paino on jopa 16 kg, ja kiinteitä vastushitsauslaitteita. Hitsatun metallin paksuus vaihtelee välillä 3 - 9 mm.

Yksipuolinen pistehitsauslaite.
Plasmahitsauskoneet
Tämäntyyppiset laitteet käyttävät sähkökaaria, joka palaa katodin ja anodin välisessä suuttimessa. Sen kautta paineilma johdetaan kompressorista, joka muodostaa plasman. Massan sulkeminen tuotteelle antaa mahdollisuuden siirtää kaaria ja tehdä siitä ei velvollisuus, vaan leikkauskaari. Jos käytät täyttölankaa, tämä menetelmä sopii osien hitsaamiseen.

Laitteet plasmahitsaukseen.
Katso video plasmoresisista:
Kaasuhitsauskone
Laitteella tarkoitetaan asetyleenigeneraattoria, joka tuottaa kaasua vuorovaikutuksessa karbidin kanssa veteen. Lisäksi kytketään sylinteri, jolla on happi, joka tukee palamista ja edistää liekin lämpötilan kehitystä jopa 3000 asteeseen saakka. Mutta viime aikoina käytetään yleensä laitteita, mutta vain kahta sylinteriä (asetyleeni + happi tai propaani + happi). Sitten hitsaamiseksi jää vain ostaa taskulamppu ja kaksi holkkia.
Liekki lämmittää metallin reunat, ja täytelanka täyttää hitsausaltaan ja lisää sauman korkeutta.

Laitteet kaasuhitsaukseen.
Sovellus. Tämä menetelmä sopii putkien ja säiliöiden hitsaamiseen, joiden seinämän paksuus on enintään 4 mm. Kaasuhitsaus ei tarvitse sähköä ja se voidaan suorittaa kentällä, mutta hitsausnopeus on erittäin pieni ja tuotteen muodonmuutos todennäköisyys kuumennuksesta on suuri.
Kun ymmärretään hitsauslaitetyyppien eroa nykyisen lähteen ja hitsausmenetelmän mukaan, voit valita laitteita erityisiin tehtäviin, olivatko ne hitsaamalla osia autotallissa, korin korjaus tai sarjojen tuotteita tuotettaessa työpajassa.








