Kuinka valita hitsauskone alumiinille
Jopa kokeneet hitsaajat, jotka ensimmäistä kertaa kohtaavat alumiinin liittymisen manuaalisesti, tekevät usein turhautumista hitsauslaadun suhteen. Jos jouduit työskentelemään säännöllisesti sellaisen "tunnelmallisen" metallin kanssa, artikkeli auttaa sinua valitsemaan alumiinille hitsauskoneen, joka luo korkealaatuisia tiukkoja saumoja.

Alumiinihitsauksen ominaisuudet ja vaikeudet
Alumiinihitsausta voidaan tarvita halkeaman tiivistämiseksi moottoriöljyastiaan tai vaihdelaatikkoon. Usein moottorin jäähdytysvaipan jäädytetty lohko korjataan tällä tavalla. Alumiinin hitsauslaitteet ovat kysyttyjä kemian- ja elintarviketeollisuudessa, astioiden, keräilijöiden, suodattimien ja muiden tuotteiden valmistuksessa.
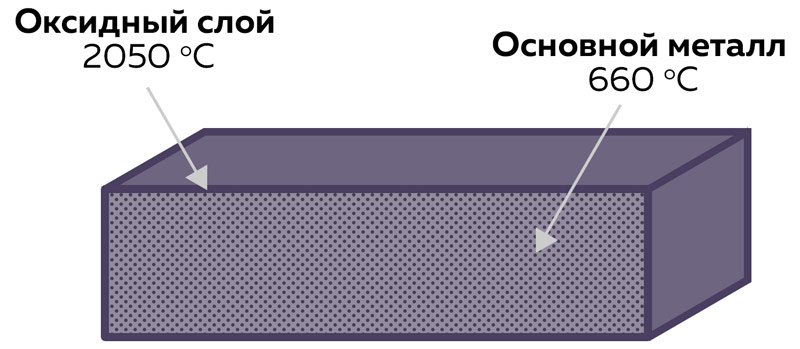
Mutta alumiini ja sen seokset AlMn, AlSi, AlMg hitsataan huonommin pääpiirteiden vuoksi - tulenkestävän oksidikerroksen ollessa pinnalla. Sen sulamislämpötila on 2044 astetta, kun taas sen alla oleva metalli virtaa 660 asteen jälkeen. Tämä on pääongelma, koska pieni virranvoimakkuus ei pysty sulattamaan ulkokerrosta, ja täyteainemetalli on pinnalla. Suuri virta johtaa palovammoihin. Siksi klassiset alumiinihitsaustekniikat eivät sovellu.
Tämän metallin kanssa työskentelyyn liittyvien vaikeuksien joukossa ovat muun muassa seuraavat:
- Pieni ero sulamispisteen ja kiinteytymisen välillä. Alumiinista tulee nestemäistä 660 asteessa. Mutta jos hänen annetaan jäähtyä vain 15 - 20 ºC, niin hän alkaa jo kiteytyä. Alumiinin hitsaamiseen tarvitaan laite, joka pystyy pitämään toimintavirran sellaisella alueella, että sauma voidaan muodostaa.
- Lisääntynyt lämmönjohtavuus. Lämpö leviää alumiinin läpi viisi kertaa nopeammin kuin mieto teräs. Hitsausallas jäähtyy nopeasti ja osa voi vääntyä merkittävästi suurelle alueelle, jopa pienestä saumasta.
- Värin säilyttäminen sulassa muodossa. Rautametallien hitsaamisessa hitsaajan on helppo hallita hitsausaltaan tilaa ja toimitetun täyteaineen määrää, koska se tulee häikäisevän valkoiseksi, toisin kuin punainen kuona. Alumiini ei muuta väriä nestemäisessä muodossa, ja hitsaajan on vaikeampaa nähdä visuaalisesti, kuinka sauma muodostuu.
- Lisääntynyt kutistuminen. Jäähdytyksen jälkeen pinnoitetut metallirullat voivat merkittävästi kutistua, mikä muodostaa saumoihin kaivoja, ja ylhäältä on tehtävä uusi pinta.
- Vuorovaikutus ympäristön kanssa. Alumiini haihduttaa kosketuksissa ympäröivän ilman kanssa vetyä, mikä johtaa suuriin huokosiin hitsausrakenteessa. Veden tai muun nesteen paine ei kestä tällaista yhteyttä. Hitsausallas on suojattava ulkoisilta kaasuilta.
- Lisääntynyt juoksevuus. Sulassa alumiini on samanlainen kuin vesi - nestemäistä metallia on vaikeampaa ohjata polttimella, etenkin kun saumaa pidetään kaltevassa tasossa. Tämä johtaa myös kiihtyneisiin palovammoihin.
Aloittelijoiden alumiinihitsauslaitteiden ensimmäiset saumat ovat aina huonoja. Vähitellen ongelma ratkaistaan koulutuksella käytännössä. Mutta ensiarvoisen tärkeää on, että hitsauskone valitaan oikein, mikä on tarkoitettu alumiinin liittämiseen.
Mikä kone sopii parhaiten alumiinihitsaukseen
Koska markkinoilla on alumiinisydämenä päällystettyjä elektrodeja, näyttää siltä, että halvin tapa hitsata tämä metalli on manuaalinen kaarihitsaus invertterillä. Mutta todellisuudessa MMA-hitsaus alumiinilla antaa sinun yhdistää vain metallin molemmat puolet lisäaineen pisaroilla, jotka ovat päällä.
Kestävä ja tiukka sauma ei toimi täällä.Hyvä yhteys edellyttää hitsauslaitetta alumiinin hitsaamiseen MIG- tai TIG-moodilla. Jokaisella niistä on omat ominaisuutensa, jotka tulisi ottaa huomioon valittaessa.
MIG / MAG-hitsauskoneiden käyttö alumiiniin
MIG-hitsaus on puoliautomaattisten laitteiden käyttö, joissa hitsauslankaa syötetään jatkuvasti kanavan kautta suoraan soihtuun. Toinen kaapeli ja pidike kiinnitetään suoraan tuotteeseen. Langan oikosulku työkappaleen pintaan johtaa sähkökaarin herättämiseen. Samanaikaisesti suuttimesta tuleva kaasu eristää hitsausaltaan ulkoisesta ympäristöstä.


makeiset
- korkea hitsausnopeus;
- hyvä näkyvyys hitsaaltaassa tapahtuvaan;
- hitsaajan toinen käsi voi vapaasti tukea työkappaletta tai pysyä korkeudella;
- Voit luoda jatkuvia pitkiä saumoja;
- prosessin päättymisen jälkeen kuonakuorta ei ole.

haittoja
- Itse laitteiston korkeat kustannukset. Suojakaasusta (argonin ja hiilidioksidin seoksesta) on edelleen lisäkustannuksia.
- Alumiinitäytelanka on ohut ja joustava, joten se on hyvin “kävely” ja hitsaajan on vaikeampaa ohjata sitä.
- Jos rautametallien ja alumiinin hitsausta vaaditaan usein vuorotellen yhdellä puoliautomaattisella laitteella, niin polttimen teräskanavan vaihtaminen teflonilaitteeksi vie paljon aikaa.
- Puoliautomaattisen laitteen sauma alumiinilla on heterogeeninen. Jos se sijaitsee työkappaleen etupuolella, tarvitaan seuraava mekaaninen poisto.
Mitä toimintoja alumiinin puoliautomaattisilla laitteilla pitäisi olla?
Voit kytkeä alumiinia ei millään puoliautomaattisella laitteella. Hitsauslaitteilla tulisi olla seuraavat toiminnot:
Kuuma alku. Tätä toimintoa kutsutaan ”Hot Start”, koska sen avulla voit asettaa korkealaatuisen sauman yhteyden ensimmäisistä millimetristä. Tätä varten johdossa ylläpidetään korkeaa tyhjäkäyntinopeutta (80-90 V), ja virta syötetään ensin hieman päävirtaan nähden.
Alumiinille tämä on hyödyllistä pinnan nopealle kuumennukselle ja oksidin tuhoamiselle. Tämän vaikutuksen vuoksi sauma alkaa muodostua välittömästi, tarttumatta lisäaineteloihin ylhäältä. Ammattimaisissa laitteissa voit säätää "Hot Start" -asetusta määrittääksesi kuinka kuuma se on.
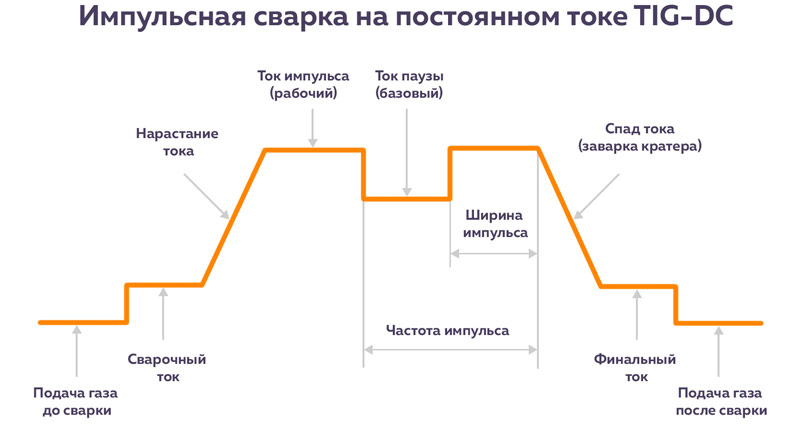
Pulse. Tämä toiminto ei tuota tasaista kantavirtaa, vaan myötävaikuttaa sen vaihtamiseen. Tuloksena on amplitudi, jossa virta nousee työpulssiin, ja sitten tauko laskussa. Huippujännitteen hetkellä oksidi sulaa ja tauon aikana täyteaineen hiljainen sulaminen taataan minimaalisella sumumäärällä.
Ammattimaisissa puoliautomaattisissa laitteissa voit säätää sekä pulssitaajuutta että sen pituutta, mikä antaa sinun säätää hitsausta alumiinin paksuuden ja seoksen tyypin mukaan. Toiminto on tärkeä etenkin ohuille metalleille, jotta vältetään pinnan ylikuumeneminen ja läpivientireikien muodostuminen.
Dable Pulse. Tuplaa edellinen vaikutus. Perus- ja päävirran välillä vuorottelevan amplitudin lisäksi huippuvirrassa on värähtelevä lisäys ja lasku. Tällainen toiminto parantaa edelleen alumiinihitsauksen laatua metallin tippujen siirtoon asti. Minimaalinen lämmönkulutus estää työkappaleen ylikuumenemisen ja sen muodonmuutoksen. Saumat ovat ohuita, mutta syviä ja hitsausnopeus kasvaa.
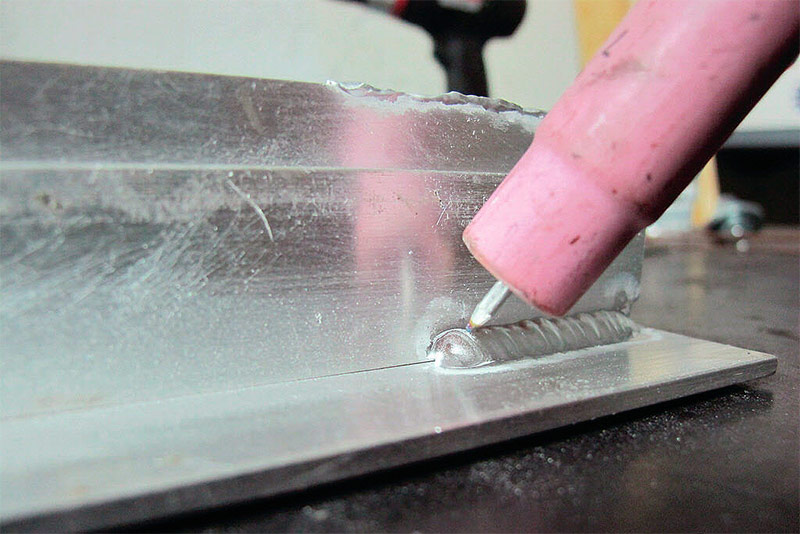
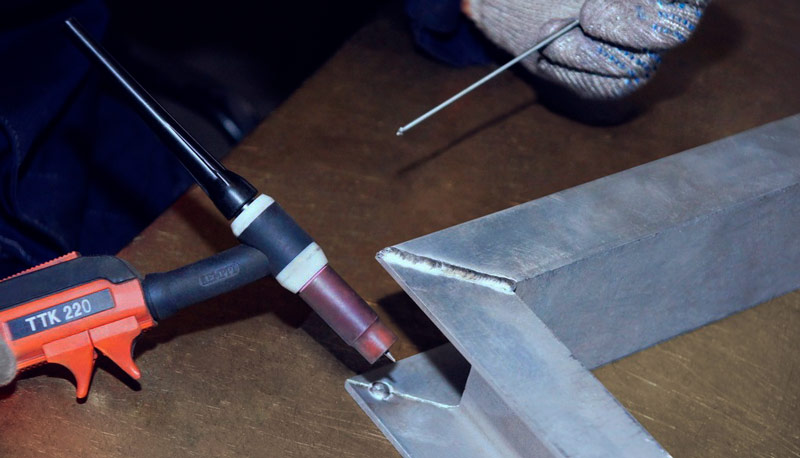
TIG-koneiden käyttö alumiinin hitsaamiseen
Alumiinin TIG-hitsaus suoritetaan vaihtosuuntaajalla, joka tuottaa vaihtovirtaa.
Hitsaajassa on volframelektrodipoltin yhdessä kädessä. Hänen kosketus sen osan pintaan, johon massa on kytketty, johtaa sähkökaarin muodostumiseen. Volframi ei sula, joten elektrodin pituus ei muutu. Alumiinin hitsaamiseen käytetään sauvan teroittamiseen pyöreää muotoa.
Hitsaajan toisessa kädessä hitsausaltaan syötetään täyttölankaa sauman korkeuden lisäämiseksi ja liitoksen lujuuden lisäämiseksi. Argonin suojakaasu karkaa polttimesta estäen kosketusta ulkoisen ilman kanssa.
TIG-edut alumiinihitsauksessa
- sauma on tiukka ja tiukka;
- työstöä ei tarvita;
- rakenteessa ei ole huokosia;
- kapeat saumat, 2-3 mm leveät, voidaan tehdä.
Miinukset TIG alumiinin hitsaamiseen
- lisääntynyt varojen kulutus täyttölankaa ja kaasua varten;
- alhainen hitsausnopeus;
- kalliit laitteet;
- vain lyhyitä saumoja voidaan luoda;
- neula suihkutetaan nopeasti ja sen muoto on korjattava;
- hitsaamalla 1-2 mm paksua alumiinilevyä, tarvitaan substraatti, jotta estetään kuumennetun metallin kastuminen.

Saumojen laatu, joka voidaan saada hitsaamalla alumiinia TIG-hitsauksella.
Mitä toimintoja alumiinin TIG-inverttereillä tulisi olla?
Vaikka mikä tahansa invertteri voidaan varustaa taskulampulla TIG-hitsausta varten, on mahdollista kytkeä alumiini korkealaatuisella argonkaarimenetelmällä vain, jos seuraavat toiminnot ovat käytettävissä:
Pulse. Sillä on sama rooli kuin puoliautomaattisessa laitteessa. Vähentää lämmöntuotantoa ja estää nestemäisen materiaalin palamisen. Ammattikäyttöön tarkoitetut laitteet tukevat pulssiaallon asettamista. Neliöaalto antaa syvän tunkeutumisen ja nopean prosessin. Kolmionmuotoinen on helppo hitsata ohuita alumiinilevyjä minimaalisella lämmönsiirrolla. Pyöristetty aalto helpottaa hitsausaltaan hallintaa kriittisten liitosten tasaisen tunkeutumisen varalta. Sinimuotoinen antaa pehmeän kaarin, jolla on laaja ote hitsausallasta, mutta ei syvää tunkeutumista.
Esitäytä ja postita kaasu. Aloittaa 2 sekunnin suojakaasun alustavan puhdistuksen, jotta ympäröivä ilma syrjäytetään hitsauksen alkamispisteestä. Se toimittaa argonia sen jälkeen, kun kaari on keskeytetty 3-10 sekunniksi, jolloin hitsausallas kiteytyy normaalisti ilman happea.
Vaihtaminen vaihtovirtaan. TIG-hitsaus taajuusmuuttajalla on mahdollista vain vaihtovirralla. Tätä varten on pakollista, että laitteen nimikkeessä on oltava merkintä AC / DC.
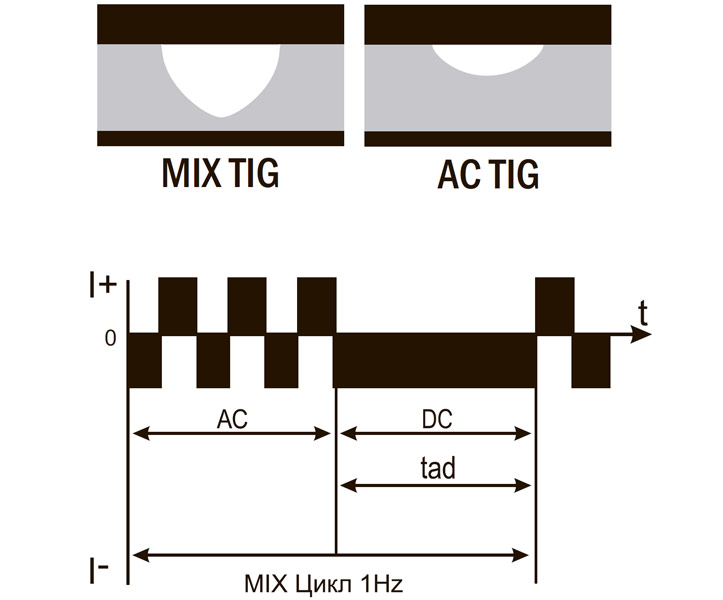
MIX TIG. Tämä tila vuorottelee vaikutuksen tasa- ja vaihtovirran materiaaliin. Ensin, AC tulee toimintaan, joka tuhoaa oksidikalvon taajuudellaan. Sitten se korvataan tasavirralla, mikä antaa syvän tunkeutumisen tasaisen täytemetallisen jakauman kanssa. Tämä toiminto on erityisen käytännöllinen, kun haluat kytkeä 2 ja 7 mm paksun alumiinin toisiinsa.
Tasapainon säätö. Voit asettaa jännitteen napaisuuden automaattisen muutoksen taajuuden, mikä, jos positiivinen, pidentää volframelektrodin käyttöikää ja lisää tunkeutumissyvyyttä. Jos indikaattori on negatiivinen, se vähentää lämmöntuotantoa ja suojaa palovammoilta ja muodonmuutoksilta.
Tutkittuaan alumiinihitsauskoneiden vaatimuksia, voit helposti valita hitsauslaitteita työpajaasi, työpajaasi tai autotalliisi.








