Argonkaarihitsaus: työn periaate, kuinka valita parhaat koneet
Toisin kuin MMA-menetelmä, argonhitsauksella voidaan luoda tarkempia saumoja, joita ei tarvitse puhdistaa. Jopa tämä menetelmä voi yhdistää jopa kahdeksan metallityyppiä. Artikkelimme auttaa sinua valitsemaan hitsauskoneen argonkaarihitsausta varten, jotta se sopisi tarpeisiisi, ja näyttää luokituksen jo testattuille malleille, joilla on positiiviset arvostelut, sekä hitsaajille, kuten niiden ominaisuuksille.

Tavaroiden valinta tehtiin Internetissä eri lähteisiin julkaistujen arvostelujen, mielipiteiden ja arvioiden perusteella. Kaikki tiedot on otettu avoimista lähteistä. Emme tee yhteistyötä valmistajien ja tavaramerkkien kanssa, emmekä vaadi tiettyjen tuotteiden ostamista. Artikkeli on tarkoitettu vain tiedoksi.
Argonkaarihitsauksen toimintaperiaate
Kansainvälisessä nimityksessä argonkaarimenetelmällä on lyhenne TIG. Sitä käytetään aktiivisesti valmistuksessa ja työpajoissa. Sen kanssa säröillä olevat autoosat kytketään (kampikammioastiat, moottorin jäähdytysyksiköt), kerätään astiat elintarvike- ja kemianteollisuudelle, ruostumattomasta teräksestä valmistetut pyyhekiskot, keräilijät, nesteiden suodattimet jne. Autotallissa tällainen laite voi menestyksekkäästi suorittaa korikorjauksia tai tuottaa pieniä tuotteita.
Argonhitsauksen periaate on metallien kytkeminen sähkökaariin inertin kaasun ympäristössä. Prosessia varten tarvitset virtalähteen, joka alentaa jännitettä ja lisää virrankulutusta. Virta syötetään polttimeen, joka on varustettu volframielektrodilla. Se ei ole kulutusta, joten hitsaajan on helpompi hallita kaarin pituutta, jonka tulisi olla 2-5 mm. Massakaapeli kytkeytyy tuotteeseen.
Koskettamalla volframineulan päätä osaan, innostuu sähkökaari. Ohuet liitokset eivät vaadi sivuttaista värähtelyä - elektrodi kulkee tasaisesti, oikealta vasemmalle saumaviivaa pitkin, nivelpinta on sileä peilinä. Jos osien välillä on rako tai sauman rajoja on tarpeen laajentaa, silloin poltinta johtaessaan hitsaaja aiheuttaa pieniä värähtelyjä sivuilla venyttämällä hitsausaluetta. Tämä myötävaikuttaa pienten vaakojen muodostumiseen.

Argonkaarihitsausprosessi.
Kaaren lämpötila on välillä 2000 - 5000 astetta virran voimakkuudesta riippuen. Tämän avulla metallin reunat sulataan ja yhdistetään ohuella saumalla. Suunnittelun vahvistamiseksi käytetään täyttölankaa, joka hitsaajan toisella kädellä syötetään hitsausaltaan. Joten, voit lisätä telan korkeutta, antaa saumalle hilseilevän muodon ja jopa suorittaa metallin pintakäsittelyn myöhempää työstöä varten (sorvaamalla sorveen, hiomalla).
Inerttiä kaasun argonia käytetään hitsaamaan uima-allas ulkoisesta ympäristöstä. Se syötetään sylinteristä polttimeen ja syrjäyttää normaalin ilman. Tämä eliminoi huokosten muodostumisen hitsausrakenteessa. Liitäntä on tiukka ja kestävä. Samanaikaisesti suojakaasu jäähdyttää volframelektrodia ja keraamista suutinta niin, että ne eivät ylikuumene. Viimeisessä vaiheessa, kun kaari sammuu, argon auttaa jäykistämään sauman.
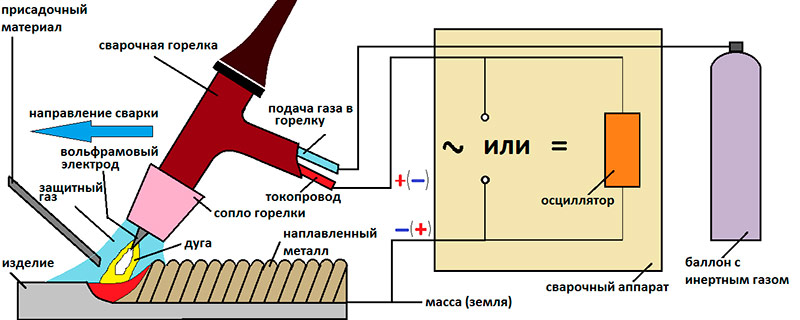
Kaavio argonkaarihitsausprosessista.
TIG-menetelmän etuja ja haittoja
TIG-menetelmällä on selvät edut muihin hitsausmenetelmiin verrattuna, mutta työskentelyllä argonhitsauskoneella on useita haittoja, joihin sinun on varauduttava valittaessa tätä hitsausmenetelmää.

TIG-menetelmän edut
- paikallinen lämmitys eliminoi tuotteen vakavat muodonmuutokset;
- ohut volframineula antaa sinun luoda kapeita, siistiä saumoja;
- on mahdollista suorittaa hitsausta lisäaineella tai ilman, mikä vaikuttaa telan korkeuteen;
- yhteys saadaan aikaan ilman kuonakuorta päällä;
- useimmissa tapauksissa ei myöhemmin
- työstö;
ruostumaton teräs ja ei-rautametallit voidaan hitsata; - saumat ovat tiukkoja ja kestävät korkeaa painetta;
- ei metalli roiskeita tarttu pintaan.

TIG-menetelmän haitat
- yhteysnopeus on huonompi kuin MIG;
- polttimen korkki häiritsee työtä vaikeasti tavoitettavissa paikoissa;
- keraaminen suutin rajoittaa hieman hitsausaltaan näkyvyyttä;
- sauman laatu riippuu käyttäjän taidoista (ota ja kokki heti, koska se ei toimi puoliautomaattisesti);
- lisäainetta on syytä syöttää jatkuvasti toisella kädellä ja valvoa sen pituutta (hitsaamalla langan pituus lyhenee nopeasti ja pitkät palat ovat hankalat pitää käsissäsi,
- kun he “kävelevät”);
- volframelektrodit ovat kalliimpia kuin päällystetyt;
- lisäkustannukset argonille;
- osia ei voida hitsata kaduilla, jolla on voimakas tuuli (argonia puhalletaan pois ja hitsausallas pysyy suojaamattomana).
Kuinka valita työhön tarvittavat laitteet
Argonkaarihitsauslaitteet tulisi valita tulevien tehtävien ja niiden määrien perusteella. Muutoin voit ostaa liian heikon yksikön tai päinvastoin maksaa yli käyttämättömän potentiaalin liikaa. Ensin puhutaan nykyisen lähteen valinnasta.
Kuinka valita hitsauskone TIG-hitsaukseen
Argonhitsauslaite on vaihtosuuntaaja, joka on kytketty 220 tai 380 V verkkoon, joka muuntaa useita kertoja virtaa vuorottelevasta tasaiseksi, lisäämällä sen taajuutta. Sisällä käytetään useita muuntajaa, diodisiltoja ja näppäimistöä. Kaikki tämä myötävaikuttaa 4-30 kg: n painoon ja korkealaatuiseen saumaan.
Jos tarvitset koneen autotallissa hitsaamiseksi, valitse sitten 220 V malli. Tuotannossa se on optimaalinen 380 V. Paino 4–8 kg on hyödyllinen, kun matkustat ja työskentelet korkeudessa, samoin kuin isojen rakenteiden kanssa. Paikallaan käytetyllä painolla ei ole merkitystä. Kiinnitä huomiota seuraaviin parametreihin ja laitevaihtoehtoihin, kun valitset invertterin argonhitsausta varten.

Argonhitsauslaitteet ja tarvittavat laitteet.
Metallityyppi ja hitsausvirta
Taajuusmuuttaja antaa tasavirran lähdössä. Tämä mahdollistaa mustien terästen, ruostumattoman teräksen, valuraudan, kuparin ja jopa titaaniseosten erinomaisen hitsauksen.
Jos työpajasi toimii vain näiden metallien kanssa, valitse mikä tahansa argonlaite, jonka DC-arvo on.
Mutta alumiinin ja sen seosten yhdistäminen tällaiseen laitteeseen ei toimi. Vaikeus on oksidikalvossa, jonka sulamispiste on yli 2000 astetta, vaikka metalli itsessään muuttuu nestemäiseksi 660 asteen jälkeen. Alumiinin hitsaamiseen tarvitaan universaali vaihto- / tasavirta-invertteri, joka voidaan kytkeä vaihtovirtaan. Tästä johtuen pintaan tuleva oksidi tuhoutuu helposti, ja epäjaloa metallia ei palata valokaarin korkeasta lämpötilasta.
Jos sinulla on huoltoasemaa tai alumiinisäiliöihin liittyvää toimintaa, etsi argonlaitetta nimityksellä AC / DC.
| Tasavirta | Vaihtovirta |
|---|---|
| Erityyppiset teräkset | alumiini |
| Ruostumaton teräs | Magnesioseokset |
| Valurauta | - |
| kupari | - |
| Titaaniseokset | - |
Hitsausvirta-alue
Nykyinen lujuusalue (A) määrittää, kuinka paksut työkappaleet toimivat. Tässä sekä ylempi että alempi indikaattori ovat tärkeitä. Keskimääräinen laskettu arvo on 35 A jokaisella metallin paksuuden millimetrillä. Jos esimerkiksi hitsataan putkia ja profiileja, joiden seinämän osuus on enintään 2 mm, riittää 70 A. Argonlaite, jonka enimmäisarvo on 160 A., kattaa kaikki hitsausvaatimukset työkappaleille, joiden paksuus on enintään 4 mm. Kun vaaditaan 5-7 mm: n kappaleiden yhdistämistä argonhitsauksella, valitse invertteri, jonka enimmäisarvo on 200-250 A.
Vähimmäisarvo, johon virta voidaan laskea, vaikuttaa mahdollisuuteen hitsata ohut metalli. Esimerkiksi on argonlaitteita, joiden alaraja on 5 A. Tämä riittää tinan valmistamiseen, jonka poikkileikkaus on 0,6 mm. Mallit, joiden nopeus on alhaisempi kuin 20-30 A, eivät pysty siihen.
| Metallityyppi | Metallin paksuus mm | Nykyinen tyyppi | Nykyinen ¸ A |
|---|---|---|---|
| Teräslejeeringit | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| alumiini | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Pulssitila
Argonlaitteiston valinta, jolla on tällainen funktio, on tarpeen ohutmetallien hitsaamiseksi vielä paremmin. Pulssitilaan kuuluu vuorotteleva hitsausvirta ja tauko. Tämä vähentää lämmöntuotantoa, eliminoi kokonaan osan muodonmuutokset ja kiertymiset. Pulssin muutostaajuutta voidaan säätää, mikä määrää hitsausnopeuden. Tämä tila on kysytty myös alumiinin yhdistämisessä, koska suuri virta tuhoaa oksidin, ja tehon pienentyminen tauon aikana estää epäjaloa metallia palamasta.
Käytön intensiteetti (sisällyttämisen kesto)
Toisella tavalla tätä parametria kutsutaan sisällyttämisen kestoksi ja se ilmoitetaan prosentteina. Esimerkiksi 40% PV-argonlaitteella 4 kymmenestä minuutista toimii. Jos käytät sitä useammin, se ylikuumenee ja suojaus toimii. Laite sammuu pakollisesti, kunnes se on täysin jäähtynyt. Kun työssä on paljon valmisteluprosesseja, hiominen ja leikkaaminen, silloin 40%: n PV-arvo riittää. Taajuusmuuttajalla on aikaa jäähtyä tällaisten taukojen aikana. Jos hitsaaja toimii jatkuvasti ja kaikki valmistelut suorittavat muut, niin tarvitaan tuottavampi laite, jonka PV on 80 tai 100%. Silloin työ ei ole tyhjäkäynnillä.
Mutta kytkentäaika mitataan maksimivirralla, joten mallissa on 300 A, jännitteellä 60%, hitsausvirran laskiessa 200 A: iin, jännite on 100%. Joten käyttöintensiteettiä määritettäessä on silti syytä pohtia, mitä käyttövirtaa tarvitaan päivittäisiin tehtäviin.
Lisätoiminnot
Argonkaarihitsauskoneet voidaan varustaa joillakin toiminnoilla, jotka helpottavat prosessia tai lisäävät sauman laatua. Tietysti, mitä laajemmat laitteet ovat, sitä kalliimpaa se on, joten sinun tulisi miettiä, kuinka paljon kutakin toimintoa tarvitaan tietyssä tapauksessa.
Tässä ovat yleisimmät:
- Kaasun puhdistusaika. Laitteessa voit säätää esipuhdistuksen ja jälkipuhdistuksen aikaa argonilla. Prosessin alussa tämä auttaa poistamaan ympäröivän ilman kaariviritysvyöhykkeeltä. Loppujen lopuksi tämä auttaa hitsausaltaan kiteytymistä ja elektrodin jäähdyttämistä. Mitä pidempi metalli jäähtyy, esimerkiksi alumiini, sitä pidemmän puhdistuksen tulisi olla (korkeintaan 7 s).
- Suurtaajuinen sytytys. Mikä tahansa invertteri voidaan varustaa venttiilipolttimella, jotta ne voivat suorittaa TIG-hitsauksen. Mutta valokaarin herättämiseksi sinun on koskettava elektrodin kärkeä tuotteessa, johon massa on kytketty. Korkeataajuisella sytytyksellä varustetuissa malleissa käytetään oskillaattoria, joka lävistää jopa 10 mm: n jännitteen ilmajännitteen kautta. Tämä auttaa aloittamaan hitsauksen koskematta koskematta yksinkertaisesti nostamalla taskulaitetta. Tuotteen pinnalla on vähemmän merkkejä, ja elektrodi on teroitettava harvemmin.
- Kraatterin hitsaus. Tämä on hitsausvirran amplitudin asteittainen lasku, joka auttaa poistamaan pisteen sauman "lukossa". Tällainen toiminto on tärkeä hitsaamalla putkia ja astioita veden ja muiden nesteiden alla, samoin kuin työskennellessäsi ohuilla, 0,6 - 1,0 mm levyillä.
- Veden jäähdytys. Argonhitsauslaitteisiin voidaan asentaa pumppu, joka pumppaa jäätymisenestoainetta kaapelikanavan kautta polttimeen. Tämä myötävaikuttaa nopeutettuun lämmönpoistoon keraamisesta suuttimesta ja elektrodista ja pidentää jatkuvan toiminnan aikaa. Toimintoa tarvitaan, kun käytetään suuria virroja 250-400 A ja laitteiden jatkuvaa käyttöä.
Työhön tarvittavat lisävarusteet
Argonkaarihitsaamiseen tarvitset nykyisen lähteen lisäksi kaapelin, jolla on soihtu. Yleensä se toimitetaan varusteena, mutta premium-malleissa EWM, Lincoln Electric ja muissa se voidaan myydä erikseen.
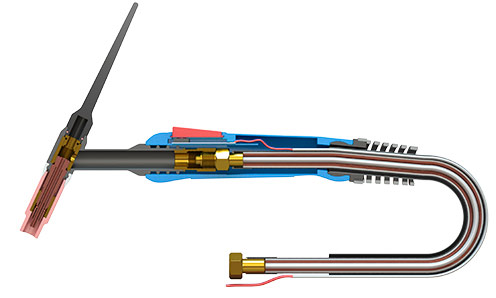
Leikkauspoltin argonkaarihitsausta varten.
Polttimet ovat venttiilityyppisiä (kaasun syöttö avataan polttimen venttiilillä) ja painikkeiden ohjauksella (polttimen painikkeen painaminen käynnistää kaasun ja virran). Holkin pituus 2-5 m valitaan hitsaajan vaadittavan liikkuvuuden ja koottujen rakenteiden koon mukaan.

Taskulamppu venttiilityypin argonkaarihitsaukseen.

Taskulamppu argonkaarihitsaukseen painonappisäädöllä.
Hitsaamiseen vaaditaan inertti kaasusylinteri. Jos joudut työskentelemään määräajoin, riittää kun ostaa 10 litran sylinteri, joka ei vie paljon tilaa ja on helppo ottaa tavaratilaan tankkausta varten. Sama vaihtoehto on käytännöllinen työmatkalla. Kun työpajassa tai tuotannossa tapahtuu jatkuvaa liikkumista, valitaan suuri 150 litran sylinteri.

Inertti kaasusylinteri argonkaarihitsausta varten.
Sylinteri tarvitsee alennuslaitteen, jolla on korkea ja matala painemittari, sekä letkun, joka yhdistää sylinterin invertteriin. Hitsaaja seuraa korkeaa painemittaria käyttämällä jäljellä olevaa kaasua ja asettaa alhaisella paineella argonin virtausnopeuden polttimessa.

Painemittari ja letku.
Hitsaukseen tarvitaan volframelektrodit. Niissä on sininen, kultainen, punainen tai vihreä kärki erityyppisille metalleille. Monipuolisin on kärjen sininen väri. Elektrodin halkaisija valitaan 1,6 - 4,0 mm sauman leveyttä, sulatussyvyyttä ja enimmäisvirtalujuutta koskevista vaatimuksista riippuen.

Elektrodit argonkaarihitsausta varten.
Argonhitsaus voidaan suorittaa ilman lisäainetta, jos osat on tiukasti kiinnitetty toisiinsa ja rakenteella ei ole voimakasta mekaanista kuormitusta. Muissa tapauksissa käytetään täytelankaa, joka on samasta materiaalista kuin hitsattava päämetalli.

Täytelanka argonkaarihitsaukseen.
Video. Mikä on argonhitsaus ja kuinka valita laite argonkaarihitsausta varten
Parhaat argonhitsauskoneet
Harkittuamme argonhitsauslaitteiden valintakriteerejä siirrymme tiettyihin malleihin, jotka ovat saaneet positiivisia arvosteluja hitsaajilta.
Parhaat DC-argonkaarihitsauskoneet
Rautametallien, ruostumattoman teräksen ja kuparin hitsaamiseen käytetään tasavirtaa tuottavia vaihtosuuntaajia. Tässä on ranking tämän kategorian parhaista malleista.
RESANTA SAI-230 HELL (TIG, MMA)
Ensinnäkin on Resanta SAI-230 -invertteri. Argonlaite pystyy toimimaan 170 - 242 V verkosta ja tuottaa tasavirtaa 10 - 230 A. Suurimmalla mahdollisella suorituskyvyllä, on-time on 70%, mikä sallii sen käytön paitsi kotitalouksien tarpeisiin. TIG-hitsauksen lisäksi laite tukee MMA-tilaa, jonka etupaneelissa on kytkin. Tämä on kätevää, kun vaaditaan vuorottelevaa puhdasta argonhitsausta ja leikkaamista päällystetyillä elektrodeilla. Malli painaa 11 kg. Taskulamppu ja maakaapeli toimitetaan mukana. Valmistaja antaa sille 2 vuoden takuun.

Plussaa RESAI SAI-230 HELL (TIG, MMA)
- Suuri teho 230 A 6 mm: n tunkeutumiseen.
- Olkahihna kantamista varten.
- Kosketusvapaa sytytys, kun käytetään poltinta oskillaattorin kanssa (on liitin ohjauksen kytkemiseen polttimesta);
- Hitsauslevymateriaalin virta laskee arvoon 10 A 0,8 mm.
- Rautakotelo kestää ankaria rakennusolosuhteita pitkään.
- Houkutteleva hinta.
- Luotettavat liittimet.
Haitat RESAUT SAI-230 HELL (TIG, MMA)
- Asetuksia ei voida näyttää visuaalisesti.
- Pura pölynimurin kotelo pitkään.
- Laitteen uudelleenjärjestelyä varten ei ole jäykkää kahvaa.
- Kun työskentelet kosteassa tilassa, transistorit rikkovat nopeasti.
- Arvostelujen perusteella hitsaajilla ei ole tarpeeksi kaapeleita.
Päätelmät. Tämä laite argonkaarihitsausta varten on huomattava toisen "kierteen" läsnä ollessa kaari-induktanssin säätämiseksi. Tämän avulla voit hallita hitsausjalan tunkeutumissyvyyttä ja -korkeutta. Toiminnosta on hyötyä kriittisten rakenteiden, erityisesti nurkka- ja tee-liitosten hitsauksessa.
Svarog REAL TIG 200 W223
Lisäksi arvosanassa on Svarogin argoninvertteri. Laite on valmistettu raudasta, ja siinä on näyttö virran voimakkuuden hienosäätöä varten.Etupaneelin liittimet on suunniteltu polttimen kytkemiseen kaasun ja jännitesyötön painonappisäädöllä. Erillisen kytkimen avulla voit valita MMA- tai TIG-tilan. Taajuusmuuttaja pystyy toimimaan verkosta, jonka indikaattori on pienempi kuin 160 V. Hitsausvirran säätöalue on 10-200 A. Maksimi jännite on 60%. Laite painaa 7 kg ja sen mitat ovat 42x16x31 cm. Ilmajäähdytys on varustettu. Malli tukee työskentelyä halkaisijaltaan 1,6-3,2 mm elektrodien kanssa.

Plussaa Svarog REAL TIG 200 W223
- Ampeerien määrän tarkkaan asettamiseen on digitaalinen näyttö.
- Korin metallinurkat peitetään kumilla.
- Suunniteltu yhdistämään poltin täydellä painikkeella.
- Paikalla on kahva liikkumista varten.
- Kompakti koko 42x16x31 cm yksinkertaistaa kuljetusta ja varastointia.
- Pieni teho 4,83 kW mahdollistaa argonhitsauksen kaasugeneraattorista.
- Turvallinen avoin piirijännite 56 V.
- Ei roiskeita hitsaamalla.
Huonot puolet Svarog REAL TIG 200 W223
- Virtapainike näkyy takana, mikä ei ole kätevä kaikille hitsaajille.
- Pikakäynnistys- ja tarttumisenesto-toiminnot MMA-tilassa eivät toimi käytännössä (vain markkinointiliike).
- Alustavaa kaasutoimitusta ei ole muutettu.
- Hieno poltin ulkonäöltään.
Päätelmät. Tämä argonkaarihitsauskone erottuu kaasun puhdistuksen jälkeisen ajan säädöstä. Toiminto on hyödyllinen valuraudan ja kuparin kanssa työskennellessä, jotta voidaan varmistaa asteittainen jäähtyminen ja estää reaktio hiilen kanssa, joka luo huokosia. Huuhteluväli on säädettävissä välillä 2 - 10 sekuntia. Valmistaja antaa laitteelle myös 5 vuoden takuun, jonka käyttäjät pitävät arvosteluista.
Quattro Elementi B 225 (TIG, MMA)
Tätä luokkaa täydentävät italialaisen valmistajan tavarat. Argonhitsauskone on suunniteltu yhdistämään jopa 6 mm paksuja metalleja. Sen toimintavirta-alue on 10 - 225 A. Kun se on kytketty verkkoon, se kuluttaa 7,8 kW. 1,6-5,0 mm: n elektrodien käyttö on sallittua. Voit siirtyä MMA-tilaan, jota täydentävät "tarttumisenesto" ja "kuuma käynnistys" toiminnot. Käynnistysaika on täällä 80%, mutta jos lasket virran voimakkuuden 225: stä 180 A: seen, osoittimesta tulee 100%. Teholle jännite 170-260 V.

Plussaa Quattro Elementi B 225: stä (TIG, MMA)
- Olkahihnan kiinnittämistä varten on silmukat.
- Kaksi MMA-tilaa ja
- Digitaalinäyttö tarkan nykyisen asetuksen saamiseksi.
- Kosketuspainike kytkintilat.
- Amperassi voidaan vähentää arvoon 10 hitsatakseen ohutlevyä 0,6–1,0 mm.
- Nykyisellä lujuudella 180 A PV on 100%.
- Jos jännite laskee, ruoanlaitto "kaksosomeksi" toimii joka tapauksessa.
- Kaikki parametrit vastaavat ilmoitettua.
Huonot puolet Quattro Elementi B 225 (TIG, MMA)
- Vetää runsaasti pölyä vartaloon.
- Vain venttiilipolttimia on saatavana.
- Virtapainike on takana.
- Argonpoltin on ostettava - mukana tulee vain RDS-kaapeli ja pidike.
Päätelmät. Vaikka tämä taajuusmuuttaja kykenee argonkeittämiseen vain venttiilipolttimella, kaaria on erityisen helppo koskettaa, koska avoimen piirin jännite on 85 V. Argonlaitteen paino on myös 5,5 kg, mikä tekee siitä paremman käytettäväksi olkapäällä korkealla tehtävissä töissä tai hitsaamalla. pitkin pitkää rakennusta.
Paras universaali laite argonkaarihitsaukseen DC / AC
Jos joudut säännöllisesti hitsaamaan alumiinia, valitse laitteet, joilla on mahdollisuus kytkeä tasavirta vaihtovirtaan. Tällainen toiminto on nimetty nimityksellä AC / DC. Tässä ovat tämän kategorian parhaat mallit.
Aurora PRO INTER TIG 200 AC / DC -PULSSI
Tämä on kiinalainen argonlaite, jossa on korkealaatuinen kokoonpano. Malli saa virtansa yksivaiheverkosta ja tuottaa 5-200 A. Se on varustettu kaapeleilla, joiden poikkileikkaus on DX50. Avoimen piirin jännite on 44 V. Ilmajäähdytys tapahtuu. PV saavuttaa korkeintaan 60%. Laitetta voidaan käyttää ympäristön lämpötilassa -20 - +50 astetta.Kaikki sähköjohdot tehdään eristysluokalla F. Kauko-ohjain voidaan kytkeä lisävarusteena.

Plussaa Aurora PRO INTER TIG 200 AC / DC -PULSSI
- Suuri kotelo, jossa lukuisia jäähdytysreikiä.
- Laadukas kokoonpano.
- Se keittää ruostumattoman teräksen ja kuparin hyvin.
- Verkkojännitettä ei ole läheskään poistettu.
- Kuljetuksessa on kaksi kovaa kahvaa.
- Lukuisat asetukset virran voimakkuuden lisäämiseksi ja heilahtelemiseksi.
- Alhainen verkon kuormitus 4,5 kW.
- Elektrodin kontaktiton sytytys.
Miinukset Aurora PRO INTER TIG 200 AC / DC PULSE
- 20 kg: n painon muuttaminen vaatii vaivaa.
- Pieneen autotalliin ei aina ole helppoa löytää paikka sijoittaa
- MMA-tilassa jälkipoltin ei toimi.
- Kaikkia lisätoimintoja ei näytetä ruudulla - sokean säätö.
- Vain yksi polttimen korkki mukana.
- Ei kraatterinvalmistustoimintoa.
Päätelmät. Argonhitsauksen invertteri on merkittävä 4T-tilan ollessa läsnä. Tämän avulla voit kytkeä hitsauksen päälle eikä pidä painiketta painettuna polttimessa. Tila on käytännöllinen pitkille saumoille laippojen tai valmistusastioiden hitsaamisen aikana. Toinen valmistaja toimittaa polttimen 4 metrin letkupaketilla, joka on hyödyllinen luotaessa suuria rakenteita. Pulssitoiminto auttaa yhdistämään ohuet ruostumattoman teräksen ja alumiinin levyt vääntymättä.
BRIMA TIG-200P AC / DC
Toinen saksalaisen valmistajan arvoinen tuote. Argonlaite on koottu Kiinassa, mutta arvostelujen perusteella se on yksinkertainen ja luotettava AK-47 -kiväärinä. Taajuusmuuttaja tuottaa virranvoimakkuuden 10-200 A kuluttaen samalla 5 kW. Soveltuu yhdistämiseen yksivaiheiseen verkkoon. PV maksimivirralla saavuttaa 60%. Ammattimainen malli on jäähdytetty. Tyhjäkäynti - 56 V. Se on varustettu polttimella, joka sisältää volframelektrodin ja kosketuksettoman sytytyksen.

Plussaa BRIMA TIG-200P AC / DC: stä
- Liittimet ammattikäyttöön tarkoitettuihin polttimiin, joissa ei kosketa koskemattomuutta.
- Kovat kahvat.
- Digitaalinen näyttö.
- Ylikuormitus- ja ylikuumenemissuoja.
- Tukee kahta hitsaustapaa TIG ja MMA.
- Kaaren muodostukselle on asetukset.
- Pieni kuorma verkossa 5 kW.
- Matala melu.
Miinukset BRIMA TIG-200P AC / DC
- Paino 25 kg vaikeuttaa kuljetusta.
- Suuret koot 50x35x36 cm.
- Jos suojaus on toiminut, se ei käynnisty 30 minuutin ajan (kaikki työt pysähtyvät).
- Heikko maapääte - voi palaa 2 kuukauden aktiivisen käytön jälkeen.
- "Negatiivinen" kaapeli 2 m pitkä.
Päätelmät. Tällä invertterillä on runsaasti räätälöintivaihtoehtoja, jotka ovat hyödyllisiä ammattimaiselle hitsaajalle työpajassa. Kaasun esipuhdistusaika asetetaan välillä 0 - 2 s. Postkaasu voi olla 2-10 s. Hitsaaja valitsee pulssin pituuden ja taajuuden. Hitsauksen lopussa voit valita arvon virran pienentämiseksi 10 A: lla, jotta vältetään "lukossa" oleva fistuli. Kaikki tämä soveltuu kriittisten rakenteiden tuotantoon, jotka myöhemmin jopa läpäisevät tarkastuksen virheilmaisimella.
Eri metallien hitsauksen ominaisuudet
Minkä tahansa materiaalin argonhitsauksessa sinun on opittava muutama sääntö. Elektrodin ja pinnan välisen raon tulee olla 2-5 mm. Pidä poltin 45 asteen kulmassa. Yleensä sitä pidetään oikealla kädellä ja täyttölankaa tarjoillaan vasemmalla. Älä koske neulan päähän lisäaineella - elektrodi likaantuu, valokaari huononee, volframi voi ionisoida hitsausaltaan. Lisäainetta toimitetaan vastaamaan poltinta. Muodostunut sauma tulee jättää taaksepäin, ja kuuman kaasun tulisi päästä työkappaleen vielä liittämättömille puolille.
Hitsaamalla joitain metalleja, on olemassa lisäsääntöjä, jotka aloittelijan argonderin tulisi tietää.
alumiini
Tässä este on päällä tulenkestävä oksidi. Tuhota se käyttämällä vaihtovirtaan käänteistä napaisuutta. Tämä myötävaikuttaa pinnan kuumenemiseen ilman, että elektrodi ylikuumenee. Vaihtojännite vuorottelee prosessia, estäen työkappaleen sulamisen liiaksi palamisen muodostumiseksi. Pulssitoiminto tai kaksoispulssitoiminto on erityisen hyödyllinen, josta saumoista tulee vielä parempia.
| Työkappaleen paksuus, mm | Volframelektrodin halkaisija, mm | Tankohalkaisija, mm | Virran lujuus, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
kupari
Nestemäisessä tilassa se reagoi vedyn kanssa, mikä johtaa suurten huokosten muodostumiseen. Täällä voit käyttää tasa- tai vaihtovirtaa, mutta vain käänteisnapaisuudella. On myös suositeltavaa lisätä argonin virtausta 1,5: stä 2 litraan minuutissa. Tällöin täyttölankaa ei tarvita, koska metalli on nestemäistä ja reunat sulavat tarpeeksi vahvan liitoksen muodostamiseksi. Volframelektrodin sijasta kannattaa käyttää grafiittielektrodia, joka luokitellaan myös kuluttamattomaksi.
| Elektrodin tyyppi | Työkappaleen paksuus, mm | Elektrodin halkaisija, mm | Virran lujuus, A | Kaaren pituus, mm |
|---|---|---|---|---|
| grafiitti | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| katettu | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titaani
Aktiivinen aine, joka reagoi ilman kanssa. Hitsaus tehdään lisääntyneellä argonisyötöllä hitsausaltaan suojaamiseksi. Toisin kuin kupari ja alumiini, titaanilla on matala lämmönjohtavuus. Sivujen luotettavan liitoksen varmistamiseksi sauman reunat on vahvistettava lisäsaumoilla. Kun työskentelet paksummilla kuin 1,5 mm kappaleilla, käytetään titaanitäytelankaa.
| Työkappaleen paksuus, mm | Elektrodin halkaisija, mm | Langan halkaisija, mm | Virran lujuus, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Nyt tutkittuasi argonkaarihitsauslaitteiden valintaominaisuuksia ja ottaen huomioon parhaimpien mallien arvosanat, voit valita taajuusmuuttajan suorittamaan tehtäviä yksityisessä työpajassa tai tuotannossa.








