Sådan vælges en svejsemaskine til aluminium
Selv erfarne svejsere, der for første gang støder på aluminiumsforbindelse på en manuel bue-måde, oplever ofte frustration over svejsekvaliteten. Hvis du regelmæssigt havde brug for at arbejde med sådan et "humørigt" metal, hjælper vores artikel dig med at vælge en svejsemaskine til aluminium, der skaber høje kvalitet tætte sømme.

Egenskaber og vanskeligheder ved aluminiumsvejsning
Aluminiumsvejsning kan være nødvendigt for at forsegle en revne i motoroliepanden eller gearkassepanden. Ofte repareres den frosne blok i motorens kølekappe på denne måde. Enheder til svejsning af aluminium er efterspurgt i den kemiske industri og fødevareindustrien, fremstilling af containere, opsamlere, filtre og andre produkter.
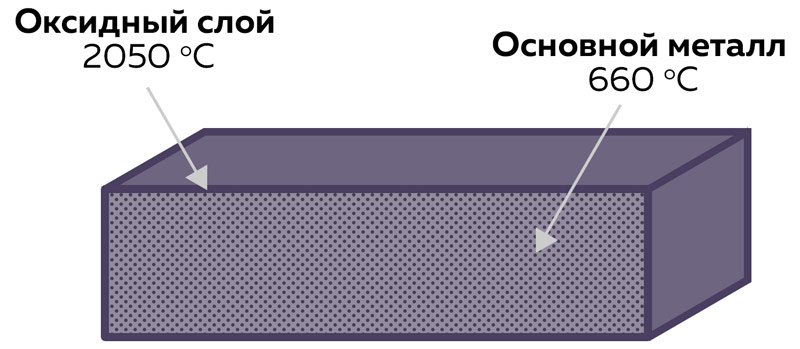
Men aluminium og dets legeringer AlMn, AlSi, AlMg er svejset værre på grund af det vigtigste træk - tilstedeværelsen af et ildfast oxidlag på overfladen. Dets smeltepunkt er 2044 grader, mens metallet under det strømmer efter 660 grader. Dette er hovedproblemet, da en lille strømstyrke ikke er i stand til at smelte det ydre lag, og påfyldningsmetallet ligger på overfladen. En stor strøm fører til gennem forbrændinger. Derfor er klassiske teknologier til svejsning af aluminium ikke egnede.
Blandt andre vanskeligheder med at arbejde med dette metal er følgende:
- Lille forskel mellem smeltepunkt og størkning. Aluminium bliver flydende ved 660 grader. Men hvis han kun får lov til at køle 15-20 ° C, begynder han allerede at krystallisere. Der kræves et aluminiumsvejseapparat, der kan opretholde en arbejdsstrøm i et sådant interval, at der kan dannes en søm.
- Forøget varmeledningsevne. Varmen spreder sig gennem aluminium 5 gange hurtigere end blødt stål. Svejsepuljen afkøles hurtigt, og delen kan ske kraftigt over et stort område, selv fra en lille søm.
- Bevarelse af farve i en smeltet form. Ved svejsning af jernholdige metaller er det nemt for svejseren at kontrollere tilstanden af svejsepuljen og den leverede mængde fyldstof, da det bliver blændende hvidt i modsætning til rød slagge. Aluminium ændrer ikke farve i flydende form, og det er vanskeligere for en svejser at visuelt forstå, hvordan en søm dannes.
- Øget svind. Efter afkøling kan de aflejrede metalvalser falde markant, hvilket danner grove i sømmen og genoverfladebehandling vil være påkrævet ovenfra.
- Interaktion med miljøet. Ved kontakt med den omgivende luft fordamper aluminium brint, hvilket fører til store porer i svejsestrukturen. Vandtrykket eller anden væske kan ikke modstå en sådan forbindelse. Det er nødvendigt at beskytte svejsepuljen mod udvendige gasser.
- Forøget fluiditet. I smeltet tilstand ligner aluminium vand - det er vanskeligere at dirigere flydende metal med en brænder, især når man opretholder en søm i et skråt plan. Dette fører også til accelereret gennem forbrændinger.
De første sømme til svejsere af begyndere aluminium er altid dårlige. Efterhånden løses problemet ved at træne i praksis. Men den største betydning spilles af det rigtige valg af en svejsemaskine designet til sammenføjning af aluminium.
Hvilken maskine er bedst egnet til svejsning i aluminium
Da belagte elektroder med en aluminiumskerne findes på markedet, ser det ud til, at den billigste måde at svejse dette metal på er manuel buesvejsning med en inverter. Men i virkeligheden vil MMA-svejsning på aluminium kun give dig mulighed for at forbinde de to sider af metallet med dråberne af tilsætningsstoffet ovenpå.
En holdbar og stram søm fungerer ikke her.For en god forbindelse har du brug for en svejsemaskine til svejsning af aluminium med MIG- eller TIG-tilstande. Hver af dem har sine egne karakteristika, som skal overvejes, når de vælger.
Brug af MIG / MAG svejsemaskiner til aluminium
MIG-svejsning er brugen af halvautomatiske anordninger, hvor svejsetråden kontinuerligt ledes gennem kanalen direkte ind i faklen. Det andet kabel med klip fastgøres direkte til produktet. Kortslutning af tråden til overfladen af emnet fører til ophidselse af en elektrisk bue. Parallelt isolerer gas fra dysen svejsepuljen fra det ydre miljø.


Godbidder
- høj svejsehastighed;
- god synlighed for, hvad der sker i svejsepuljen;
- svejserens anden hånd er fri til at understøtte emnet eller at holde sig i en højde;
- Du kan oprette kontinuerlige lange sømme;
- efter afslutningen af processen er der ingen slaggskorpe.

ulemper
- De høje omkostninger ved selve udstyret. Der er stadig yderligere omkostninger til afskærmning af gas (en blanding af argon og kuldioxid).
- Aluminiums påfyldningstråden er tynd og fleksibel, så den er meget "gå" og det er vanskeligere for svejseren at lede den.
- Hvis det ofte er nødvendigt at skifte svejsning af jernmetaller og aluminium med en halvautomatisk enhed, tager ændringen af stålkanalen i brænderen til Teflon meget tid.
- Sømmen fra en semiautomatisk enhed på aluminium er heterogen i bredden. Hvis det er placeret på forsiden af emnet, er der behov for efterfølgende mekanisk stripping.
Hvilke funktioner skal halvautomatiske enheder til aluminium have?
Du kan tilslutte aluminium ikke med nogen halvautomatiske enheder. Svejseudstyr skal have følgende funktioner:
Varm start. Denne funktion kaldes "Hot Start", fordi den giver dig mulighed for at pålægge en søm af høj kvalitet fra de første millimeter på forbindelsen. For at gøre dette opretholdes en høj tomgangshastighed (80-90 V) på ledningen, og strømmen tilføres først lidt over hovedstrømmen.
For aluminium er dette nyttigt til hurtig opvarmning af overfladen og ødelæggelse af oxidet. På grund af denne virkning begynder sømmen at dannes øjeblikkeligt uden at sætte additivvalserne ovenfra. På professionelle enheder kan du justere indstillingen for "Hot Start" for at bestemme, hvor varm den vil være.
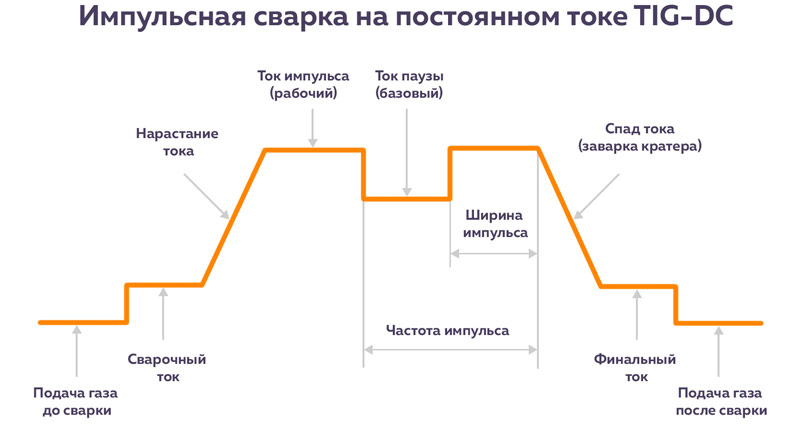
Pulse. Denne funktion producerer ikke en jævn basestrøm, men bidrager snarere til dens skifte. Resultatet er amplituden, hvor strømmen stiger til arbejdsimpulsen, og derefter en pause med et fald. I øjeblikket af spændingsspænding smelter oxiden, og i pauseperioden sikres stille fusion af fyldemetallet med en minimumsmængde spray.
På professionelle semiautomatiske enheder kan du justere både pulsfrekvensen og dens længde, hvilket giver dig mulighed for at justere svejsningen afhængigt af tykkelsen på aluminium og typen af legering. Funktionen er særlig relevant for tynde metaller for at undgå overophedning af overfladen og dannelse af gennemgående huller.
Dabelpuls. Fordobler den forrige effekt. Ud over amplituden, der skifter mellem base og hovedstrøm, er der en svingende stigning og fald i spidsstrømmen. En sådan funktion forbedrer kvaliteten af aluminiumsvejsning yderligere op til overførsel af metal. Minimal varmeindgang forhindrer overophedning af emnet og deformerer det. Sømmene er tynde, men dybe, og svejsehastigheden øges.
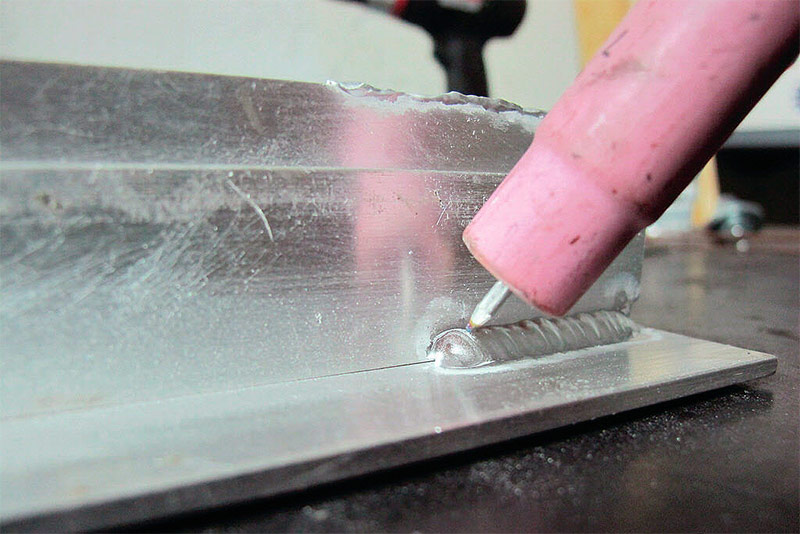
Anvendelse af TIG-maskiner til svejsning af aluminium
TIG-svejsning af aluminium udføres ved hjælp af en inverter, der producerer vekselstrøm.
En svejser har en wolframelektrodebrænder i den ene hånd. Hendes berøring på overfladen af den del, som massen er forbundet til, fører til dannelse af en elektrisk bue. Wolfram smelter ikke, så elektrodenes længde ændres ikke. Til svejsning af aluminium bruges en rund form til slibning af stangen.
I svejserens anden hånd føres en påfyldningstråd ind i svejsepuljen for at øge sømhøjden og give forbindelsen styrke. Argon-afskærmningsgas slipper ud af brænderen og forhindrer kontakt med udvendig luft.
TIG fordele ved aluminiumsvejsning
- sømmen er stram og stram;
- ingen bearbejdning krævet;
- der er ingen porer i strukturen;
- smalle sømme 2-3 mm brede kan fremstilles.
Ulemper TIG til svejsning af aluminium
- øget forbrug af midler til påfyldningstråd og gas;
- lav svejsehastighed;
- høje omkostninger til udstyr;
- kun korte sømme kan oprettes;
- nålen sprøjtes hurtigt, og dens form skal rettes;
- når svejsning af aluminiumsplater, 1-2 mm tyk, kræves et underlag for at forhindre dyp i det opvarmede metal.

Kvaliteten af sømmene, der kan opnås ved svejsning af aluminium ved hjælp af TIG-svejsning.
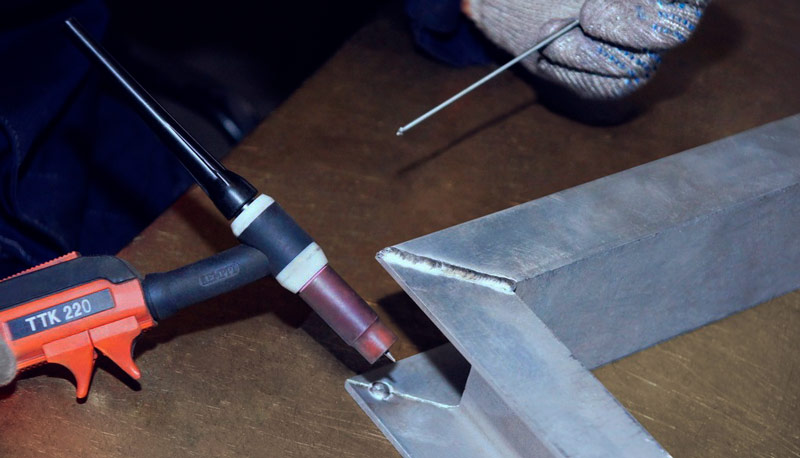
Hvilke funktioner skal TIG-invertere for aluminium have?
Selvom enhver inverter kan udstyres med en lommelygte til TIG-svejsning, er det kun muligt at tilslutte aluminium med en argonbue-metode af høj kvalitet, hvis følgende funktioner er tilgængelige:
Pulse. Det spiller den samme rolle som i den halvautomatiske enhed. Reducerer varmeindgangen og forhindrer udbrænding af flydende materiale. Professionelle enheder understøtter indstilling af pulsbølgen. Den firkantede bølge giver dyb penetrering og høj hastighed i processen. Trekantet gør det let at svejse tynde plader af aluminium med minimal varmeoverførsel. Den afrundede bølge gør det nemt at styre svejsepuljen for jævn gennemtrængning af kritiske samlinger. Sinusformet giver en blød bue med et bredt greb i svejsepuljen, men ikke dyb penetrering.
Før og send gas. Starter i 2 sekunder en foreløbig udrensning af afskærmningsgassen for at forskyde den omgivende luft fra punktet for svejsestart. Den leverer argon efter afbrydelse af lysbuen i 3-10 sekunder, så svejsepuljen kan krystallisere normalt uden ilt.
Skift til vekselstrøm. TIG-svejsning med en inverter er kun mulig på vekselstrøm. For at gøre dette er det obligatorisk, at enhedens betegnelse skal være mærket AC / DC.
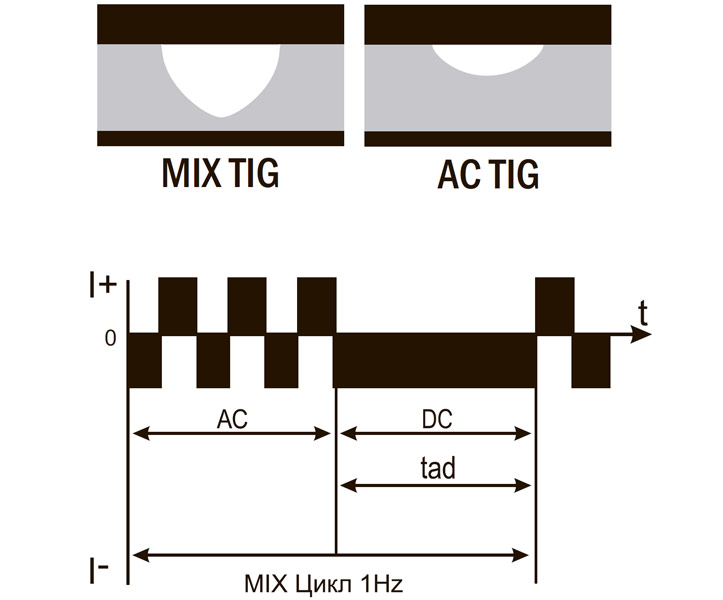
MIX TIG. Denne tilstand veksler effekten på materialet med jævnstrøm og vekselstrøm. Først kommer AC i drift, hvilket ødelægger oxidfilmen ved dens hyppighed. Derefter erstattes det af DC, hvilket giver dyb gennemtrængning med en jævn fordeling af filler metal. Denne funktion er især praktisk, når du vil forbinde aluminium med en tykkelse på 2 og 7 mm til hinanden.
Balancejustering. Lader dig indstille frekvensen for den automatiske ændring af spændingspolaritet, som, hvis den er positiv, forlænger volframelektrodens levetid og øger gennemtrængningsdybden, og hvis indikatoren er negativ, reducerer den varmeindgangen og beskytter mod forbrændinger og deformationer.
Når du har undersøgt kravene til aluminiumsvejsemaskiner, kan du nemt vælge svejseudstyr til dit værksted, værksted eller garage.








