Argon lysbuesvejsning: princippet om arbejde, hvordan man vælger, de bedste maskiner
I modsætning til MMA-metoden giver argon-svejsning dig mulighed for at oprette mere nøjagtige sømme, som ikke behøver at rengøres. Selv denne metode kan forbinde op til otte metalltyper. Vores artikel hjælper dig med at vælge en svejsemaskine til argon-arc svejsning, så den passer til dine behov og viser bedømmelsen af allerede testede modeller, der har positive anmeldelser, samt svejsere kan lide deres egenskaber.

Valget af varer blev foretaget på grundlag af anmeldelser, udtalelser og vurderinger af brugere, der blev lagt ud på forskellige ressourcer på Internettet. Al information er hentet fra åbne kilder. Vi samarbejder ikke med producenter og varemærker og kræver ikke køb af visse produkter. Artiklen er kun til informationsformål.
Princippet for drift af argonbuesvejsning
I den internationale betegnelse har argon-arc-metoden forkortelsen TIG. Det bruges aktivt i fremstilling og i værksteder. Med det er revne bildele forbundet (krumtaphus, motorkøleenheder), indsamler containere til fødevare- og kemisk industri, håndklædeskinner i rustfrit stål, samlere, væskefiltre fremstilles osv. I garagen kan et sådant apparat med succes udføre karosserireparationer eller fremstille små produkter.
Princippet med argonsvejsning er at forbinde metaller med en elektrisk lysbue i et inert gasmiljø. Til processen har du brug for en strømkilde, der sænker spænding og øger strømstyrken. Strøm leveres til en brænder udstyret med en wolframelektrode. Det er ikke forbrugsstoffer, så det er lettere for svejseren at kontrollere buens længde, der skal være 2-5 mm. Massekablet sluttes til produktet.
At røre ved enden af wolframnålen til delen begejstrer en elektrisk lysbue. For tynde sømme er tværgående vibrationer ikke påkrævet - elektroden kører jævnt, fra højre til venstre langs sømlinjen, forbindelsesoverfladen er glat som et spejl. Hvis der er et mellemrum mellem delene, eller det er nødvendigt at udvide sømens grænser, når svejderen, før svejsen, fører svejseren mindre vibrationer på siderne og strækker svejsepuljen. Dette bidrager til dannelsen af små skalaer.

Argon lysbuesvejsningsproces.
Buenes temperatur varierer fra 2000 til 5000 grader, afhængigt af strømstyrken. Dette gør det muligt at smelte kanterne på metallet og forbinde det med en tynd søm. For at styrke designet bruges en påfyldningstråd, der føres af svejserens anden hånd ind i svejsepuljen. Så du kan øge rulleens højde, give sømmen en skællende form og endda udføre metaloverflade til efterfølgende bearbejdning (riller på en drejebænk, slibning).
Argon med inert gas bruges til at beskytte svejsepuljen mod det ydre miljø. Den leveres fra cylinderen til brænderen og fortrænger almindelig luft. Dette eliminerer dannelsen af porer i svejsestrukturen. Forbindelsen er tæt og holdbar. Parallelt afkøler den beskyttende gas wolframelektroden og den keramiske dyse, så de ikke overophedes. På det sidste trin, når buen slukkes, hjælper argon med at stivne sømmen.
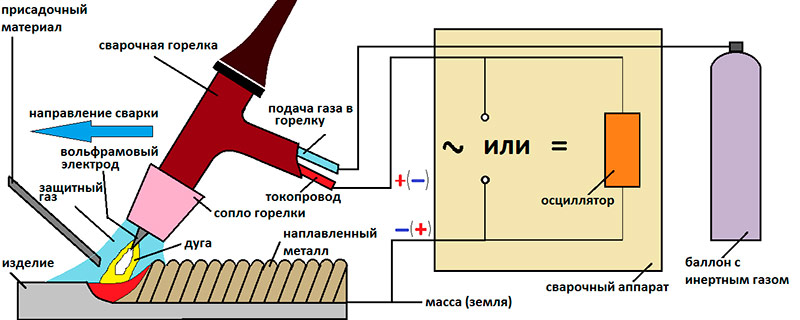
Skema for argonbuesvejsningsprocessen.
Fordele og ulemper ved TIG-metoden
TIG-metoden har klare fordele i forhold til andre svejsemetoder, men at arbejde med en argon-svejsemaskine har flere ulemper, som du skal være forberedt på, når du vælger denne svejsemetode.

Fordele ved TIG-metoden
- lokal opvarmning eliminerer alvorlig deformation af produktet;
- en tynd wolframnål giver dig mulighed for at oprette smalle, pæne sømme;
- det er muligt at udføre svejsning med og uden et additiv, der påvirker rullens højde;
- forbindelsen opnås uden en slaggskorpe på toppen;
- i de fleste tilfælde ikke efterfølgende
- bearbejdning;
rustfrit stål og ikke-jernholdige metaller kan svejses; - sømme er stramme og modstår højt tryk;
- ingen metalsprøjtning klæber til overfladen.

Ulemper ved TIG-metoden
- tilslutningshastighed er underordnet MIG;
- brænderhætte forstyrrer arbejdet på steder, der er vanskeligt tilgængelige;
- keramisk dyse begrænser let synligheden af svejsepuljen;
- kvaliteten af sømmen afhænger af brugerens evner (tag og kog straks, da det ikke fungerer halv-automatisk);
- det er nødvendigt konstant at fodre tilsætningsstoffet med brugte hånden og kontrollere dets længde (når svejsning reduceres trådlængden hurtigt, og lange stykker er upraktiske at holde i dine hænder,
- når de ”går”);
- wolframelektroder er dyrere end belagt;
- ekstraomkostninger for argon;
- det er umuligt at svejse dele på en gade med høj vind (argon blæses væk, og svejsepuljen forbliver ubeskyttet).
Hvordan man vælger det nødvendige udstyr til arbejde
Udstyr til argonbuesvejsning skal vælges baseret på de kommende opgaver og deres volumener. Ellers kan du købe en for svag enhed eller omvendt for meget for meget for det potentiale, der forbliver ubrugt. Lad os først tale om at vælge en nuværende kilde.
Sådan vælges en svejsemaskine til TIG-svejsning
En argon-svejsemaskine er en inverter, der er forbundet til et 220 eller 380 V-netværk, som flere gange konverterer strøm fra skiftevis til direkte, hvilket øger dens frekvens. Indvendigt bruges flere transformere, dioderbroer og et nøglekort. Alt dette bidrager til en lav vægt på 4-30 kg og høj kvalitet i sømmen.
Hvis du har brug for en maskine til svejsning i en garage, skal du vælge en model på 220 V. Til produktion er den optimal til 380 V. En vægt på 4-8 kg er nyttig, når du rejser og arbejder i højder samt med omfangsrige strukturer. Ved stationær brug betyder vægten ikke noget. Vær opmærksom på følgende parametre og udstyrsmuligheder, når du vælger en inverter til argonsvejsning.

Argon svejseapparat og nødvendigt udstyr.
Type metal og svejsestrøm
Inverteren udsender en jævn strøm ved udgangen. Dette tillader fremragende svejsning af sorte stål, rustfrit stål, støbejern, kobber og endda titanlegeringer.
Hvis dit værksted kun arbejder med disse metaller, skal du vælge enhver argon-enhed med en DC-værdi.
Men at forbinde aluminium og dets legeringer med en sådan enhed fungerer ikke. Problemet er oxidfilmen, der har et smeltepunkt på over 2000 grader, selvom metallet selv bliver flydende efter 660 grader. Til svejsning af aluminium kræves en universal AC / DC-inverter, der kan skiftes til vekselstrøm. På grund af dette ødelægges oxid på overfladen let, og basismetallet brændes ikke fra buens høje temperatur.
Hvis du har en servicestation eller en aktivitet tilknyttet aluminiumsbeholdere, skal du kigge efter et argonapparat med betegnelsen AC / DC.
| Jævnstrøm | Vekselstrøm |
|---|---|
| Forskellige typer stål | aluminium |
| Rustfrit stål | Magnesiumlegeringer |
| Støbejern | - |
| kobber | - |
| Titanium-legeringer | - |
Svejsestrømområde
Det aktuelle styrkeområde (A) bestemmer, hvor tykke arbejdsemnerne fungerer. Her er både de øverste og nederste indikatorer vigtige. Den gennemsnitlige beregnede værdi er 35 A for hver 1 mm metalltykkelse. For eksempel, hvis du svejser rør og profiler, hvis vægafsnit ikke overstiger 2 mm, vil 70 A. være tilstrækkelig. Et argonapparat med en maksimal værdi på 160 A dækker ethvert svejsebehov for arbejdsemner op til 4 mm tykke. Når det kræves at sammenføje arbejdsemner på 5-7 mm med argonsvejsning, skal du vælge en inverter med et maksimum på 200-250 A.
Den mindste værdi, som strømmen kan sænkes til, påvirker evnen til at svejse tyndt metal. For eksempel er der argonanordninger med en lavere tærskel på 5 A. Dette er nok til at brygge en tin med et tværsnit på 0,6 mm. Modeller med en lavere hastighed på 20-30 A er ikke i stand til dette.
| Type metal | Metalltykkelse mm | Nuværende type | Aktuel ¸ A |
|---|---|---|---|
| Stållegeringer | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| aluminium | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Pulstilstand
Valg af et argonapparat med en sådan funktion er nødvendigt for endnu bedre svejsning af tynde metaller. Pulstilstand involverer skiftende svejse strøm og pause. Dette reducerer varmeindgangen, eliminerer fuldstændigt deformation og vridning af delen. Pulsændringsfrekvensen kan justeres, hvilket bestemmer svejsehastigheden. Denne tilstand er også efterspurgt, når aluminium kombineres, da en høj strøm ødelægger oxidet, og et fald i magten under en pause forhindrer, at basismetallet brændes.
Brugsintensitet (inkluderingens varighed)
På en anden måde kaldes denne parameter varigheden af inkluderingen og angives som en procentdel. For eksempel, med et 40% PV argon-apparat, fungerer 4 ud af ti minutter. Hvis du bruger det oftere, overophedes det, og beskyttelsen fungerer. Udstyret lukkes med magt, indtil det er helt afkølet. Når der er mange forberedende processer i arbejde, stripping, udskæring af emner, er en PV på 40% nok. Omformeren har tid til at køle ned under sådanne pauser. Hvis svejseren fungerer kontinuerligt, og alle forberedende processer udføres af andre, kræves et mere produktivt apparat med en arbejdscyklus på 80 eller 100%. Derefter vil arbejdet ikke være inaktiv.
Men koblingsvarigheden måles ved den maksimale strøm, så modellen har 300 A med en 60% PV, med et fald i svejsestrømmen til 200 A, PV vil være 100%. Så når du bestemmer brugen af intensiteten, er det stadig værd at overveje, hvilken driftsstrøm der er nødvendig til hverdagens opgaver.
Yderligere funktioner
Argon-buesvejsemaskiner kan udstyres med nogle funktioner, der letter processen eller øger sømkvaliteten. Jo bredere udstyrets muligheder er, jo dyrere er det naturligvis, så du skal tænke over, hvor meget hver funktion er nødvendig i et bestemt tilfælde.
Her er de mest almindelige:
- Gasrensningstid. I apparatet kan du justere tidspunktet for indledende og efter udrensning med argon. I begyndelsen af processen hjælper dette med at fjerne omgivende luft fra lysbue-excitationszonen. I sidste ende hjælper dette med at krystallisere svejsepuljen og afkøle elektroden. Jo længere metallet afkøles, for eksempel aluminium, jo længere skal udrensningen være (op til 7 s).
- Højfrekvent tænding. Enhver inverter kan udstyres med en ventilbrænder, så de kan udføre TIG-svejsning. Men for at begejstre buen skal du røre spidsen af elektroden på det produkt, som massen er forbundet til. I modeller med højfrekvent tænding bruges en oscillator, der stanser en spænding på op til 10 mm gennem luftspænding. Dette hjælper med at starte svejsning uden at røre ved blot at hæve brænderen. Der er færre mærker på produktets overflade, og elektroden skal skærpes mindre ofte.
- Krater svejsning. Dette er et gradvist fald i svejsestrømens amplitude, hvilket hjælper med at eliminere et punkt på sømens "lås". En sådan funktion er vigtig, når man svejser rør og containere under vand og andre væsker, samt når man arbejder med tynde lag på 0,6-1,0 mm.
- Vandkøling. I apparater til argonsvejsning kan der installeres en pumpe, der pumper frostvæske gennem kabelkanalen til brænderen. Dette bidrager til den hurtigere fjernelse af varme fra den keramiske dyse og elektrode, hvilket forlænger tiden for kontinuerlig drift. Funktionen er nødvendig, når der bruges høje strømme på 250-400 A, og kontinuerlig drift af udstyret er nødvendigt.
Ekstra udstyr nødvendigt til arbejde
Ved argonbuesvejsning skal du ud over den aktuelle kilde et kabel med en lommelygte. Oftest leveres det udstyr, men med premiummodeller EWM, Lincoln Electric og andre kan det sælges separat.
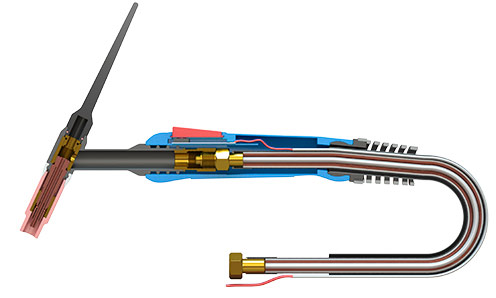
Sektionsbrænder til argonbuesvejsning.
Brændere er af ventiltypen (gasforsyning åbnes af ventilen på brænderen) og med knapstyring (tryk på knappen på brænderen starter gas og strøm). Længden på muffen 2-5 m vælges afhængigt af svejserens krævede mobilitet og størrelsen på de samlede strukturer.

Brænder til argonbuesvejsning af ventiltype.

Lommelygte til argonbuesvejsning med trykknapkontrol.
Der kræves en inert gascylinder til svejsning. Hvis du skal arbejde med jævne mellemrum, er det nok at købe en 10 liters cylinder, der ikke tager meget plads og er let at tage i bagagerummet til tankning. Den samme mulighed er praktisk, når du rejser arbejde. Med konstant stationær aktivitet på værkstedet eller i produktionen vælges en stor 150 liters cylinder.

Inert gascylinder til argonbuesvejsning.
Cylinderen har brug for en reducer med høj- og lavtryksmålere samt en slange, der forbinder cylinderen med inverteren. Ved hjælp af en højtryksmåler overvåger svejseren resten af gassen og indstiller med en lav argonstrømningshastighed i brænderen.

Trykmålereduktion og slange.
Til svejsning kræves wolframelektroder. De leveres med en blå, gylden, rød eller grøn spids til forskellige typer metaller. Den mest alsidige er spidsens blå farve. Diameteren på elektroden 1,6-4,0 mm vælges afhængigt af kravene til bredden af sømmen, smeltedybden og den maksimale strømstyrke.

Elektroder til argonbuesvejsning.
Argon-svejsning kan udføres uden tilsætningsstof, hvis delene er tæt monteret sammen, og der ikke er nogen stærk mekanisk belastning på strukturen. I andre tilfælde anvendes påfyldningstråd af det samme materiale som det vigtigste metal, der svejses.

Påfyldningstråd til argonbuesvejsning.
Video. Hvad er argonsvejsning, og hvordan man vælger en enhed til argonbuesvejsning
De bedste argonsvejsemaskiner
Når vi har overvejet kriterierne for valg af udstyr til argonsvejsning, henvender vi os til specifikke modeller, der har modtaget positive anmeldelser fra svejsere.
Bedste DC Argon Arc svejsemaskiner
Til svejsning af jernholdige metaller, rustfrit stål og kobber anvendes invertere, der producerer jævnstrøm. Her er en placering af de bedste modeller fra denne kategori.
RESANTA SAI-230 HELL (TIG, MMA)
I første omgang er Resanta SAI-230 inverter. Argonapparatet er i stand til at fungere fra et 170-242 V netværk og producerer en jævn strøm på 10-230 A. Ved maksimale hastigheder er tiden til 70%, hvilket tillader, at det ikke kun bruges til indenlandske behov. Ud over TIG-svejsning understøtter udstyret MMA-tilstand, hvor der er en kontakt på frontpanelet. Dette er praktisk, hvor der kræves skiftevis pæn argonsvejsning og skæring med overtrukne elektroder. Model vejer 11 kg. Der leveres en fakkel og jordkabel. Producenten yder 2 års garanti på det.

Fordele RESAI SAI-230 HELL (TIG, MMA)
- Høj effekt 230 A til 6 mm gennemtrængning.
- Skulderrem til bæring.
- Kontaktløs tænding ved brug af en brænder med en oscillator (der er et stik til tilslutning af styring fra brænderen);
- Strømmen falder til 10 A for svejsning af arkmateriale 0,8 mm.
- Jernkassen tåler hårde konstruktionsbetingelser i lang tid.
- Attraktiv pris.
- Pålidelige stik.
Ulemper RESAUT SAI-230 HELL (TIG, MMA)
- Der er ingen skærm til visuel kontrol af indstillinger.
- Demonter huset for støvblæsning i lang tid.
- Der er ikke noget stift håndtag til at omarrangere enheden på plads.
- Når man arbejder i et fugtigt rum, forringes transistorer hurtigt.
- Efter vurderingerne har svejsere ikke nok kabellængder.
Konklusion. Denne enhed til argonbuesvejsning er kendt for tilstedeværelsen af en anden "twist" til justering af buens induktans. Dette giver dig mulighed for at kontrollere indtrængningsdybden og højden på svejsebenet. Funktionen er nyttig til svejsning af kritiske strukturer, især hjørne og tee-samlinger.
Svarog REAL TIG 200 W223
Længere i klassificeringen er en argon-inverter fra Svarog. Enheden er fremstillet i en jernkasse og har et display til finjustering af strømstyrken.Forbindelserne på frontpanelet er designet til tilslutning af en lommelygte med trykknapstyring af gas og spændingsforsyning. En separat vippekontakt kan du vælge MMA- eller TIG-tilstand. Omformeren er i stand til at fungere fra et lysnettet med en reduceret indikator på 160 V. Justeringsområdet for svejsestrømmen er 10-200 A. Max er PV en 60%. Udstyret vejer 7 kg og har dimensioner 42x16x31 cm. Luftkøling leveres. Modellen understøtter arbejde med elektroder 1,6-3,2 mm i diameter.

Pros Svarog REAL TIG 200 W223
- Der er en digital skærm til præcis indstilling af antallet ampere.
- Metallens hjørner på kroppen er dækket med gummi.
- Designet til at tilslutte en brænder med fuld knapstyring.
- Der er et håndtag til at bevæge sig på plads.
- Kompakte dimensioner på 42x16x31 cm forenkler transport og opbevaring.
- Lav effekt 4,83 kW tillader argonsvejsning fra en gasgenerator.
- Sikker åben kredsløbsspænding 56 V.
- Ingen sprøjt ved svejsning.
Ulemper Svarog REAL TIG 200 W223
- Tænd / sluk-knappen vises bagpå, hvilket ikke er praktisk for alle svejsere.
- Hot Start- og Anti-stick-funktionerne i MMA-tilstand fungerer ikke i praksis (bare et markedsføringstræk).
- Der er ingen justering af den foreløbige gasforsyning.
- Skinnende brænder i udseende.
Konklusion. Denne argon-arc-svejsemaskine er kendetegnet ved tilstedeværelsen af postgas-rensningstidsjustering. Funktionen er nyttig, når man arbejder med støbejern og kobber for at sikre gradvis afkøling og for at forhindre reaktion med kulstof, der skaber porer. Udrensningsintervallet kan justeres fra 2 til 10 sekunder. Producenten giver også en 5-års garanti på denne enhed, som brugere kan lide ved anmeldelser.
Quattro Elementi B 225 (TIG, MMA)
Denne kategori afsluttes af varer fra den italienske producent. Argon-svejsemaskinen er designet til at forbinde metaller op til 6 mm tykke. Den har en arbejdsstrøm på 10-225 A. Når den er tilsluttet et netværk, forbruger den 7,8 kW. Brug af elektroder på 1,6-5,0 mm er tilladt. Du kan skifte til MMA-tilstand, som suppleres med funktionerne "Anti-stick" og "Hot start". Tændtiden er 80% her, men hvis du reducerer strømstyrken fra 225 til 180 A, bliver indikatoren 100%. For strøm, en spænding på 170-260 V.

Fordele ved Quattro Elementi B 225 (TIG, MMA)
- Der er løkker til fastgørelse af en skulderrem.
- To MMA-tilstande og
- Digital skærm til nøjagtig strømindstilling.
- Berøringsknapkontakttilstande.
- Strømstyrke kan reduceres til 10 til svejsning af plademetal 0,6-1,0 mm.
- Med en strømstyrke på 180 A er PV 100%.
- Hvis spændingen falder, fungerer madlavning "twosome" alligevel.
- Alle parametre svarer til det deklarerede.
Ulemper Quattro Elementi B 225 (TIG, MMA)
- Trækker meget støv ind i kroppen.
- Kun ventilbrændere er tilgængelige.
- Tænd / sluk-knappen er placeret på bagsiden.
- Der skal købes en argonbrænder - kun kablet og holderen til RDS er inkluderet.
Konklusion. Selvom denne inverter kun er i stand til at tilberede argon med en ventilbrænder, er det især let at røre ved lysbuen, da den åbne kredsløbsspænding er 85 V. Argonapparatet tildeles også en vægt på 5,5 kg, hvilket gør den bedre egnet til at bære på skulderen under arbejde i højde eller svejsning langs en lang konstruktion.
Det bedste universalapparat til argonbuesvejsning DC / AC
Hvis du med jævne mellemrum skal svejse aluminium, skal du vælge enheder med mulighed for at skifte jævnstrøm til vekselstrøm. En sådan funktion er angivet i navnet med betegnelsen AC / DC. Her er de bedste modeller i denne kategori.
Aurora PRO INTER TIG 200 AC / DC PULSE
Dette er et kinesisk argonapparat med samling i høj kvalitet. Modellen drives af et enfaset netværk og producerer 5-200 A. Den er udstyret med kabler med et tværsnit DX50. Den åbne kredsløbsspænding er 44 V. Der er luftkøling. PV når maksimalt 60%. Enheden kan betjenes ved en omgivelsestemperatur på -20 til +50 grader.Alle elektriske ledninger er lavet med isoleringsklasse F. Som ekstraudstyr kan fjernbetjeningen tilsluttes.

Pros Aurora PRO INTER TIG 200 AC / DC PULSE
- Stort hus med adskillige kølehuller.
- Høj kvalitet samling.
- Det koger rustfrit stål og kobber godt.
- Der er næsten ingen nedtrapping af netspændingen.
- Der er to hårde håndtag til transport.
- Talrige indstillinger for at øge og svinge strømstyrken.
- Lav belastning på netværket 4,5 kW.
- Kontaktløs tænding af elektroden.
Ulemper Aurora PRO INTER TIG 200 AC / DC PULSE
- For at ændre vægten på 20 kg kræves en indsats.
- Det er ikke altid nemt at finde et sted at placere i en lille garage
- I MMA-tilstand fungerer efterbrænderen ikke.
- Alle yderligere funktioner vises ikke på skærmen - blind justering.
- Kun en brænderhætte inkluderet.
- Ingen kraterbrygningsfunktion.
Konklusion. Omformeren til argon-svejsning er kendt for tilstedeværelsen af 4T-tilstand. Dette giver dig mulighed for at tænde for svejsningen og ikke holde knappen nede på brænderen. Funktionen er praktisk til lange sømme under svejsning af flanger eller fremstilling af containere. En anden producent leverer en brænder med en 4 m slangepakke, som er nyttig, når man opretter store strukturer. Pulsfunktionen hjælper med at forbinde tynde plader af rustfrit stål og aluminium uden at sno sig.
BRIMA TIG-200P AC / DC
Et andet værdigt produkt fra en tysk producent. Argon-enheden er samlet i Kina, men vurderet efter anmeldelserne er den enkel og pålidelig som en AK-47-angrebsgevær. Inverteren genererer en strømstyrke på 10-200 A, mens den bruger 5 kW. Velegnet til forbindelse til et enfaset netværk. PV ved maksimal strøm når 60%. Den professionelle model er luftkølet. Tomgang - 56 V. Den er udstyret med en brænder med en wolframelektrode og antikontakt uden kontakt.

Fordele ved BRIMA TIG-200P AC / DC
- Stik til professionelle brændere med ikke-kontakt antændelse.
- Hårdt håndtag.
- Digital skærm.
- Overbelastning og overophedning beskyttelse.
- Understøtter to svejsningstilstande TIG og MMA.
- Der er indstillinger for dannelse af lysbuen.
- Lav belastning på netværket på 5 kW.
- Lav støj.
Ulemper BRIMA TIG-200P AC / DC
- Vægt 25 kg gør transport vanskelig.
- Store størrelser 50x35x36 cm.
- Hvis beskyttelsen har fungeret, tændes den ikke i 30 minutter (alt arbejde stopper).
- Svag jordterminal - kan brænde ud efter 2 måneders aktiv brug.
- "Negativt" kabel 2 m langt.
Konklusion. Denne inverter har rigelig tilpasningsmuligheder, der er nyttige for en professionel svejser i et værksted eller værksted. Gasforudrensningstiden indstilles fra 0 til 2 s. Postgas kan være fra 2 til 10 s. Svejseren vælger længden og frekvensen af pulsen. I slutningen af svejsningen kan du vælge en værdi til reduktion af strømstyrken med 10 A for at undgå en fistel i "låsen". Alt dette er velegnet til produktion af kritiske strukturer, der efterfølgende endda passerer inspektion af en fejldetektor.
Funktioner ved svejsning af forskellige metaller
Når argon svejsning af noget materiale, skal du lære et par regler. Afstanden mellem elektroden og overfladen skal være 2-5 mm. Hold brænderen i en vinkel på 45 grader. Normalt holdes den med højre hånd, og påfyldningstråd serveres med venstre. Rør ikke ved enden af nålen med tilsætningsstoffet - elektroden bliver snavset, lysbuen forringes, wolfram kan ioniseres i svejsepuljen. Tilsætningsstof leveres til at imødekomme brænderen. Den formede søm skal efterlades, og varm gas skal slippe ud til de endnu ikke forbundne sider af emnet.
Når man svejser nogle metaller, er der yderligere regler, som en begynderarrangør skal kende.
aluminium
Her er barrieren et ildfast oxid på toppen. For at ødelægge det skal du bruge vekselstrøm med omvendt polaritet. Dette bidrager til opvarmning af overfladen uden overophedning af elektroden. Vekslende spænding veksler processen og forhindrer, at emnet bliver smeltet for meget for at danne en udbrændthed. Pulsfunktionen eller dobbeltpulsfunktionen er især nyttig, hvorfra sømmene bliver endnu bedre.
| Arbejdsstykkets tykkelse, mm | Wolframelektrodens diameter, mm | Stangdiameter, mm | Nuværende styrke, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
kobber
I flydende tilstand reagerer det med brint, hvilket fører til dannelse af store porer. Her kan du bruge jævn- eller vekselstrøm, men kun med omvendt polaritet. Det anbefales også at øge strømmen af argon fra 1,5 til 2 liter pr. Minut. I dette tilfælde er påfyldningstråd ikke påkrævet, da metallet er flydende og kanterne smelter nok til at danne en stærk samling. I stedet for en wolframelektrode er det værd at bruge en grafit, også klassificeret som ikke-forbrugsstoffer.
| Type elektrode | Arbejdsstykkets tykkelse, mm | Diameter af en elektrode, mm | Nuværende styrke, A | Buelængde, mm |
|---|---|---|---|---|
| grafit | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| dækket | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titan
Aktivt materiale, der reagerer med den omgivende luft. Svejsning udføres på et forøget argonfoder for at beskytte svejsepuljen. I modsætning til kobber og aluminium har titan en lav varmeledningsevne. For at sikre en pålidelig forbindelse af siderne skal kanterne på sømmen styrkes med yderligere sømme. Når man arbejder med arbejdsemner, der er tykkere end 1,5 mm, bruges en titanpåfyldningstråd.
| Arbejdsstykkets tykkelse, mm | Diameter af en elektrode, mm | Tråddiameter, mm | Nuværende styrke, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Efter at have undersøgt funktionerne ved at vælge enheder til argon-arc svejsning og overveje vurderingen af de bedste modeller, kan du vælge en inverter til at udføre dine opgaver i et privat værksted eller i produktion.








