Sådan vælges en svejse semiautomatisk enhed til huset og garagen: en oversigt over alle parametre og typer udstyr
Omkostningsområdet for halvautomatiske enheder til svejsning er 6000-200000 rubler. For at forstå, hvilken svejse semiautomatisk enhed er bedre at købe, skal du kende dens nøgleparametre, deres indflydelse på bekvemmeligheden af det udførte arbejde og sømkvaliteten. Dette vil hjælpe dig med at vælge den rigtige model til specifikke opgaver og ikke give en masse penge til uudnyttet potentiale.

Indhold:
- Apparatets og princippet for driften af den svejsende semiautomatiske enhed
- Sådan vælges den rigtige type svejse semiautomatisk enhed
- Valg af trådfoder
- Den rigtige afskærmningsgas
- Vigtige parametre, når du vælger en svejse semiautomatisk enhed
- Hvilke designfunktioner er vigtige
- Valget af et svejse semiautomatisk udstyr afhængigt af de påtænkte opgaver
Apparatets og princippet for driften af den svejsende semiautomatiske enhed
Semiautomatiske svejsemaskiner er overlegne andre svejsemaskiner på grund af deres høje produktivitet. I modsætning til andre enheder har halvautomatiske enheder en integreret trådtilførselsenhed, der tjener som fyldmateriale og på samme tid som en af kontakterne til antændelse af lysbuen.
På grund af dette er det muligt at skabe kontinuerlige sømme, der er 2-4 m lange i forskellige rumlige positioner. Dette er også praktisk til at manipulere lommelygten med det formål at danne en søm, da der ikke er nogen brændende elektrode, hvis længde konstant skal kompenseres ved at bringe dens endeflade nærmere svejsepuljen.
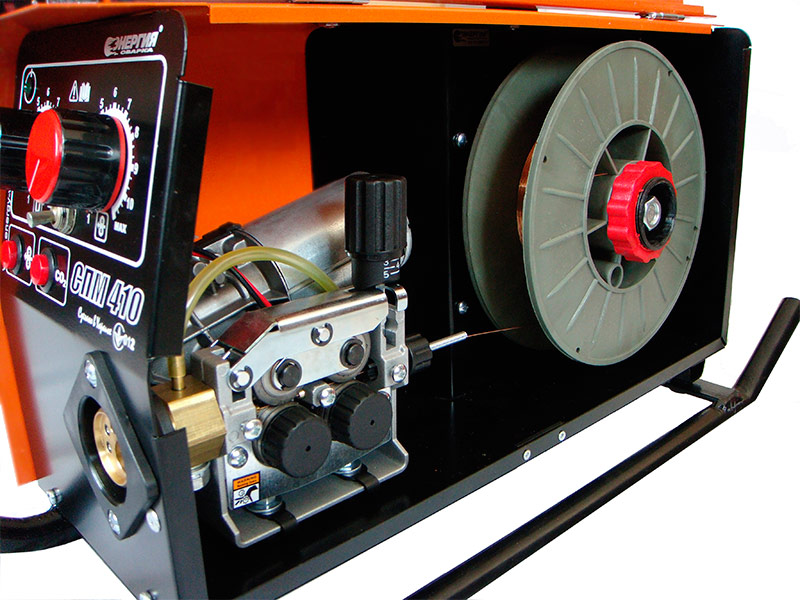
Den halvautomatiske enhed inkluderer følgende dele og samlinger:

1. Reducer.
2. Inert gascylinder.
3. Påfyldetrådspole
4. Givemekanismen.
5. Brænder med kontaktelementer og kontrolnøgle.
6. Instrumentpanelet.
7. Strømkilde
8. Brændermuffe med kabelkanal, strømkabler, intern gasslange.
9. Jordkabel med klemme.
Utseendet og indretningen af elementerne i den svejsende semiautomatiske enhed varierer afhængigt af enhedens klasse.
Princippet for drift af svejsemaskineenheden er at opnå en spænding på 220 eller 380 V fra netværket og sænke spændingen til 30-90 V. Samtidig øger den aktuelle kilde antallet ampere til 120-500 A, hvilket gør det nemt at smelte buestål, støbejern, aluminium og rustfrit stål. I modsætning til smelteelektroder efterlader denne metode ikke slagge på overfladen af sømmen. Hvis forbindelsen er foretaget korrekt, er efterfølgende bearbejdning ikke påkrævet, det lader produktet males efter afkøling.
For at udføre denne proces er de elektriske, mekaniske og gasdele af udstyret involveret. Svejseren holder en lommelygte med et mundstykke og dyse. I den fører mekanik med en elektrisk motor svejsetråden. Sidstnævnte hastighed justeres afhængigt af diameteren på tilsætningsstoffet, strømstyrken og den krævede tykkelse af sømmen. Gennem ledningerne til mundstykket på brænderens spænding påføres, der passerer til ledningen.
Den anden kontakt er tilsluttet produktet via et massekabel med en klemme. Når svejseren trykker på brænderknappen, strækker ledningen sig fremad, berører overfladen på den del, der skal svejses, og ophidser en elektrisk lysbue, hvor selve wiren smelter og forbindelsens kanter. For at skabe en søm skal brænderen køres glat eller med svingende bevægelser.
Gasdelen beskytter det smeltede metal i svejsepuljen mod interaktion med den omgivende luft. Når der trykkes på en knap på brænderen, frigiver gasventilen automatisk et inert stof. Dysen på faklen har en rørform, der giver ensartet beskyttelse af svejsezonen. Ellers ville kulstof blive trukket ud af det smeltede metal, og sømmen ville være porøs og lækkende.
Du kan lære mere om principperne for arbejde med halvautomatiske svejsemaskiner fra videoen:
Sådan vælges den rigtige type svejse semiautomatisk enhed
Når du beslutter, hvilken halvautomatisk svejsemaskine skal vælge at udføre arbejde derhjemme eller til et lille værksted i en personlig garage, skal du overveje hvilke typer udstyr. Det er opdelt i tre grupper til det tilsigtede formål og kan også indeholde en af flere aktuelle kilder, hvilket påvirker let vedligeholdelse og brugervenlighed.
Husholdnings-, semi-professionelle og professionelle modeller
Semi-automatiske enheder til svejsning til husholdninger.
De har en lille vægt på op til 10 kg, strømstyrke 120-160 A, effekt 3-5 kW. Som regel er dette enkle enheder med et minimum af indstillinger forbundet til et 220 V. Netværk På grund af den lave strømstyrke er de i stand til at svejse ikke-tykt metal med et tværsnit på op til 3-5 mm. Deres inkluderingsvarighed overstiger ikke 30%, hvilket giver dem mulighed for at arbejde i 3 minutter ud af ti. Resten af tiden vil det være nødvendigt at afkøle nøglekomponenterne, ellers fører det til overophedning. Enheden vælges til små opgaver: fremstilling af en port, reparation af et hegn, oprettelse af et drivhus til personlige behov.


+ Plusser af indenlandske semiautomatiske enheder
- rimelig pris;
- det er let for en nybegynder at forstå funktionerne (justering af den aktuelle styrke og trådtilførselshastighed);
- kompakthed;
- enkel reparation og billige dele;
- let transport;
- kræver minimal vedligeholdelse.

- Ulemper ved indenlandske semiautomatiske enheder
- lav effekt, som begrænser tykkelsen af de svejste sider;
- kort ledning og kabel;
- dårligt udstyr;
- evnen til kun at tilberede med tynd tråd;
- lav PV på 30% (varighed af inklusion).
Semi-professionel svejsning semiautomatisk udstyr.
De repræsenterer den midterste kategori af svejseudstyr med en strømstyrke på 180-250 A. Deres effekt varierer fra 6-8 kW. PV fra 35 til 50% giver dig mulighed for at bruge dem med små afbrydelser til fremstilling af døre, containere og forskellige designs derhjemme. Tykkelsen af metalets gennemtrængning når 10 mm. Enheder kan have en enkel grænseflade eller indeholde allerede avancerede indstillinger til modellering af svejsespænding.

+ Fordele ved semi-professionelle semiautomatiske enheder
- muligheden for at arbejde 3-5 timer hver dag;
- øget byggekvalitet;
- udstyr med kabler op til 3 m lange;
- forbedret grad af beskyttelse af kroppen og instrumentbrættet;
- lang levetid;
- finere indstillinger.
- Ulemper halvautomatisk halvautomatisk udstyr
- højere omkostninger;
- vægt på 10-20 kg, hvilket komplicerer transporten;
- dyre reparationer og komponenter.
Professionelle halvautomatiske enheder til svejsning.
Dette er enheder i en stor kasse, der installeres permanent eller på en vogn med ruller. Der er også en gascylinder fastgjort der, hvilket letter transport. Modeller producerer op til 300-500 A, hvilket giver dig mulighed for at koge metaller med en tykkelse på 20 mm eller mere, men dette kræver en trefasetilførsel på 380 V. De vælges til produktion med konstant beskæftigelse på grund af PV på 60%.

+ Fordele ved professionel semiautomatisk udstyr
- høj effekt 11-25 kW;
- let antændelse af lysbuen på grund af tomgang 80-90 V;
- Du kan lave mad i 7-10 timer hver dag;
- mange svejsestrømindstillingsfunktioner for bedre svejsekvalitet;
- universal, da de tillader installation af tråd med forskellige diametre og materialer;
- udstyret med lange kabler.
- Ulemper ved professionel semiautomatisk udstyr
- tung vægt, der påvirker bekvemmeligheden ved transport;
- høje startomkostninger og priser for reparationer;
begrænset tilslutning (kun hvor der er 380 V).
Bestemmes med en svejsende semiautomatisk enhed afhængig af strømkilden
Ud over kategorierne af svejseudstyr er det også opdelt efter type strømkilde, der har en direkte indflydelse på sømkvaliteten og anvendeligheden. Der kan vælges tre typer strømforsyning.
Transformers.
På grund af de store størrelser på spolerne (primær og sekundær) er dimensionerne af det halvautomatiske legeme store. Dette påvirker enhedens masse. Men til vedligeholdelse er sådanne modeller de mest uhøjtidelige. De er også billige at reparere.Da sådanne enheder har et minimum af dele, bryder de mindre ofte ned, og betjening er tilladt under de mest alvorlige forhold (kulde, varme, hyppig transport, støv).
Svejsning finder sted på vekselstrøm, derfor er sømmene udtalt skællende, der kan være indstrømning. Der er en høj andel af metal sprøjt. Den aktuelle justering trinvis, grov. Sådanne anordninger er egnede til stål med lavt kulstofindhold eller aluminium (forudsat at den passende ledning er installeret).
Ensrettere.
Dette udstyr har lignende design, men ud over transformeren er der også en diode-bro inde, der udligger en skiftevis lavspænding. DC-svejsning åbner muligheden for at sammenføje rustfrit stål, støbejern eller bedre svejsninger på almindeligt ”sort” metal.
Deres bue brænder mere stabilt, og sprayen er meget mindre. Men i betragtning af det endnu større antal knudepunkter, der er under reparation, er de mere komplicerede. Og massen af halvautomatiske enheder er større, hvilket komplicerer transporten.
Inverter.
De mest moderne kilder til svejsestrøm, forøgelse af frekvensen med titusinder og derefter konvertering til konstant. En sådan ordning tilvejebringer kompakte udstyrsdimensioner, lavspændingsforbrug fra netværket og store muligheder for svejsematerialer (rustfrit stål, støbejern, carbonmetaller, aluminium). Sømmen af dem ligger flad, næsten ingen spray. Du kan justere spændingen jævnt, og dette reducerer indbrænding.
På grund af det store antal elektronik og interne dele kræver sådant udstyr mere omhyggelig håndtering, følsom over for kulde og støv. Det er den dyreste at reparere. Hvis der opstår spændingsstød i netværket, påvirker dette svejsningskvaliteten.
Valg af trådfoder
Valget af en halvautomatisk svejsemaskine hænger sammen med, hvor langt fra udløbet det er nødvendigt at svejse, og hvor store strukturer der skal fremstilles. Dette påvirkes ikke kun af ledningens længde, men også af muffen på brænderen. Typen af trådtilførselsmekanisme afhænger ofte af sidstnævnte.
Der er tre trådtilførselsmuligheder:
1. skub - har ruller i apparatets krop, skubber ledningen ind i kabelkanalen. Typisk overstiger bøsningens længde ikke 5 m, da tråden kan sidde fast i bøjninger, der afbryder svejsningen.
2. trækker - indebærer tilstedeværelsen af en trækmekanisme i selve brænderen. Dette tillader anvendelse af længere ærmer, men gør brænderen tyngre, hvilket er upraktisk til arbejde i højde eller ansigtsømme.

3. kombineret - har begge ovenstående typer. Længden på kabelkanalen kan nå 10 m, hvilket er praktisk til hurtigt at skifte arbejdsplads på store konstruktioner (tagstænger, et langt drivhus).
Derudover kan den skubber trådtilførselsmekanisme være i et hus med en strømkilde eller i en separat. Den første version giver udstyret mere kompakte dimensioner, men hvis ærmelængden ikke er nok, skal du flytte hele installationen. I lyset af dette er den indbyggede type fodringsmekanisme kun praktisk til et stationært svejseplads i garagen, hvor arbejde med små dele (container, grill, wicket) finder sted.

En skubmekanisme i et hus med en strømkilde.
For større manøvrerbarhed (svejsning af hegn, drivhus, rør) er det bedre at vælge et halvautomatisk udstyr med et separat hus i strømkilden og tilførselsmekanismen. En sådan ordning tillader brugen af udstyr på en stationær måde, placering af delene oven på hinanden, og om nødvendigt tag en spole med en ledning og et drev (vægt op til 6 kg) og bring det tættere på svejsestedet. Sagerne er forbundet med et direkte kabel. Gas tilsluttes direkte til den anden brænder. Der er et bærehåndtag på sagen.

Skubmekanismen er adskilt fra strømforsyningshuset.
Den rigtige afskærmningsgas
For at kunne tilberede semiautomatisk skal du vælge ikke kun et godt apparat, men også en beskyttelsesgas. Denne svejsemetode kaldes MIG / MAG, fordi den involverer anvendelse af inerte eller aktive blandinger.Stoffet leveres fra en cylinder med en reducer gennem slanger til enheden. Når der trykkes på brænderknappen, åbnes ventilen kanalen, og der strømmer gas ud af dysen. Blæsning af svejsepuljen isolerer den fra virkningen på det flydende metal i den omgivende luft.
For halvautomatiske maskiner er der flere typer gas, der vælges afhængigt af produktionsopgaver:
- Kuldioxid. Den billigste. Det kan være i cylindre med forskellige kapaciteter. Men lave omkostninger påvirker sømkvaliteten - det opnås med grove vægte, metalstænk flyver meget kraftigt under svejsning, knækning høres. Denne type gas er velegnet til tynde plader 0,8-1,2 mm og ikke-responsive samlinger. Velegnet til svejsning af jernholdige metaller.
- En blanding af argon og kuldioxid. Sådanne sammensætninger fremstilles i et forhold på 80% / 20% (argon / carbondioxid) og kaldes MIX. De koster mere, men giver en blød bue, et minimum af metalspray, en glat fint skællende søm. Forbindelsen kræver næsten ingen forarbejdning. Denne mulighed vælges til svejsning af kulstofstål og rustfrit stål.
- Ren argon. Den dyreste type gas til en semiautomatisk enhed. Velegnet til legeret stål, aluminium, titanium og kobber (forudsat at en tråd, der ligner disse materialer, er installeret).
Den halvautomatiske enhed kan arbejde uden gas. Til dette købes en speciel flux-trådtråd, der har en rørform. Inde i den lægges en flux, der smelter under en bues virkning og beskytter svejsepuljen med dens damp. Efter svejsning kræves fjernelse af plaque og skorpe fra svejseoverfladen. Selvom denne teknologi i høj grad forenkler svejsningen på steder, der er vanskelig at nå, er omkostningerne ved en sådan ledning så høje, at det ikke er rentabelt under hjemmeforhold (det er billigere at købe en cylinder og gearkasse).

Vigtige parametre, når du vælger en svejse semiautomatisk enhed
Når vi har lært de typer enheder og mulighederne for at arbejde med gasser, går vi videre til nøgleparametre. For at forstå, hvilken slags halvautomatisk svejseapparat der er bedre at købe til en garage eller et hjemmeværksted, er det værd at forstå fire egenskaber, der påvirker svejsefunktionerne.
Tråddiameter og svejsestrøm
Når du vælger en halvautomatisk svejsning, skal du starte fra tykkelsen af det metal, der svejses. Til auto-kropsdele eller reparation af hus til elektrisk udstyr kræves en lille strømstyrke og en lille ledningsdiameter for at undgå gennembrænding. Hvis du vælger et laveffektapparat, smelter det ikke siderne, men lægger kun det smeltede metal ovenpå, som ikke har en holdekraft. Med en kraftig halvautomatisk enhed, men en lille tråddiameter, smelter sidstnævnte, inden den når de tilsluttede dele.
Her er et eksempel på en tabel til valg af svejsetilstand ved hjælp af en semiautomatisk enhed:
| Metalltykkelse mm | Tråddiameter, mm | Nuværende styrke, A |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 - 30 |
| 1.2-2.0 | 0.8 | 45 - 100 |
| 2.5-4.0 | 1.0-1.2 | 120 - 200 |
| 5.0-8.0 | 1.6 | 150 - 350 |
| 9.0-20.0 | 1.6 | 300 - 500 |
Derfor, hvis svejsning af containere og pladestål med en tykkelse på op til 2 mm er en prioritet, er den enkleste model med en strømstyrke på 150 A og en spole med en tråd med en diameter på 0,8 mm nok. Men at brygge kanalen med en sådan halvautomatisk enhed er ikke længere mulig. Hvis det i fremtiden er nødvendigt at tilberede metaller i forskellige tykkelser, er det bedre at vælge en model med et stort udvalg og muligheden for at installere ledninger med forskellige diametre.
Foruden ampere er spændingen uden belastning også vigtig, som opretholdes på spændende dele under fraværet af en bue. Denne indikator er i området 30-90 V. Jo højere værdi, jo lettere er lysbuen ophidset, når ledningen berører massen. Hvis du ofte skal arbejde i en garage med rustne dele, skal du vælge en halvautomatisk enhed med en tomgangshastighed på 80-90 V. Hvis svejsning kun udføres på rensede overflader eller nyt metal, er en model med egenskaber 30-50 V. nok.
Netspænding
Når du vælger en halvautomatisk enhed, er det også vigtigt at tage højde for netværksparametrene. Husholdningsmodeller til 220 V kan tilsluttes en kraftig bære- og madlavning i gårdspladsen i huset eller garagen. Men de er begrænset af en strømgrænse på 250 A. For at udføre svejsning ved en højere strøm kræves en trefasetilgang.Hvis der i garagen er en sådan mulighed for tilslutning, er det værd at bestille en halvautomatisk enhed til 380 V, som vil udvide dens muligheder. Den kombinerede type, der er i stand til at skifte og arbejde fra både 220 og 380 V, er berettiget kun i tilfælde af feltaktiviteter, når det ofte er nødvendigt at ændre arbejdspladsen, og fremtidige netværksparametre er ukendt.
Men for et privat hus og sommerhus er det også værd at overveje muligheden for at lave mad under reduceret spænding. Når strømmen falder fra 220 til 190 V og derunder, “trækker” nogle enheder simpelthen ikke, buen brænder næppe, og metallet i svejsepuljen i stedet for væske ligner plasticin. Derefter skal du være opmærksom på modeller med et indgangsspændingsområde på 140-230 eller 170-230 V.
Strømforbrug
Strømforbrug påvirker ydelsen og netværksbelastningen. For indenlandske behov er det bedre at vælge halvautomatiske maskiner med en kapacitet på 3-4 kW. Dette hjælper med ikke at brænde stikkontakten fra overophedning, maskinen vil ikke slå ud, og indikatoren er nok til at koge plademateriale eller et hjørne op til 3 mm tykt.
Hvis garagen sørger for en lille produktion af døre og porte, har du brug for en mere kraftfuld maskine og ledninger. Derefter kan du vælge en 5-6 kW enhed ved at udvide svejsefunktionerne. Til private værksteder skal du bruge udstyr fra 7 kW.
I lyset af strømindikatoren er det værd at huske, at dens driftsværdi er lidt lavere end den forbrugte. Til at begynde med skal du angive en margin på 20%, men hvis huset har hyppige tilbagetrækninger på netværket, skal denne margen være endnu større.
Hvilke designfunktioner er vigtige
Ud over de nuværende parametre er du stadig nødt til at kende de typer design af individuelle udstyrselementer, der påvirker varens brugervenlighed og omkostninger. Lad os overveje, hvordan man vælger en svejse semiautomatisk enhed under hensyntagen til egenskaberne for lommelygten, kabelkanalen, interface og yderligere funktioner.
Type og længde af en svejse fakkel til en semiautomatisk enhed
En svejse fakkel til en halvautomatisk enhed forekommer flere typer. Alle har et fælles design med et håndtag, en startnøgle og en gander. I slutningen af sidstnævnte er der et mundstykke, gennem hvilket ledningen og gasen kommer ud, samt et dyse til dannelse af beskyttelsesstoffets forsyningsretning.

Diameteren på mundstykket og dysen varierer afhængigt af svejseforholdene. Størrelsen på gander kan være lidt kortere eller længere, hvilket vælges ud fra bekvemmelighed (normalt er små dele lettere at svejse med en lille lommelygte, og manipulationer på store metalkonstruktioner er praktiske med en udvidet gander).
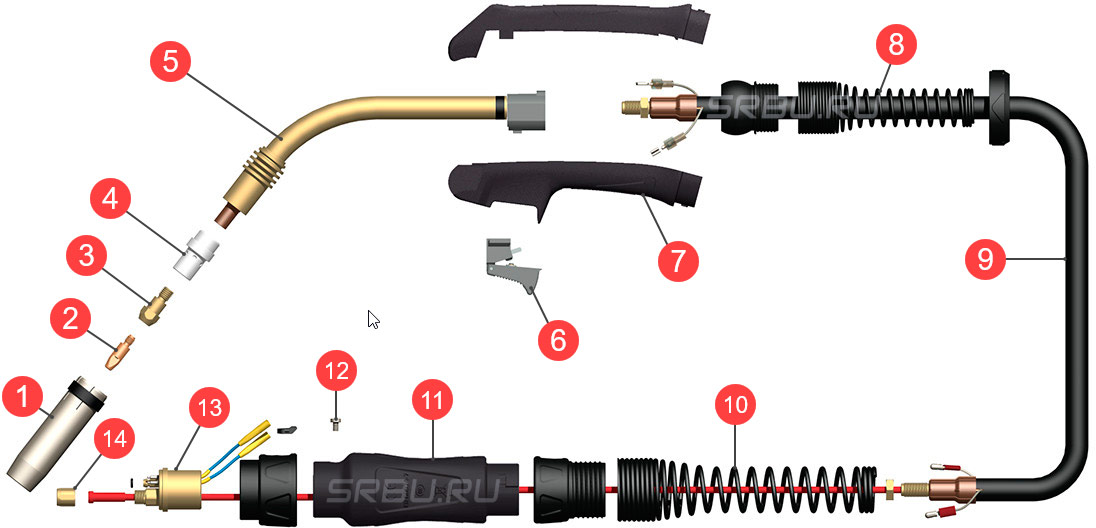
1. Dysen er konisk.
2. Nuværende tip.
3. Tipholder.
4. Gasdistributør.
5. Mundstykke.
6. Knap.
7. Håndtag.
8. Tilslut fjeder
9. Koaksialkabel.
10. Tilslut fjeder
11. Kasse til luftkøling.
12. Skrue.
13. Central samler.
14. Nut.
Funktioner med fakler til en halvautomatisk enhed, der skal overvejes:
1. Maksimal grænse for svejsestrøm. Det er angivet i ampere og kan variere fra 150 til 500 A. Det vælges ud fra enhedens funktioner. Hvis den øverste indikator for faklen er lavere end den maksimale strømstyrke for den semiautomatiske enhed, så når faksen svejses på den, vil faklen hurtigt overophedes eller endda smelte.
2. Fakkel med en trækmekanisme. Enheden indeholder en lille blok med mekaniske dele, der trækker ledningen til dysen. Dette gør det muligt at udføre svejsning langt fra strømkilden, men det ekstra organ blokerer svejseren for synligheden og hurtigt bærer hånden, derfor er det berettiget kun til professionel brug under specifikke forhold.
3. Væske afkølet. Typisk er de fleste brændere designet til at naturligt fordampe varme fra deres overflade. Men der er mere produktive modeller, hvis kabel er lagt i en forseglet slange. Ethylalkohol med disciplineret vand cirkulerer gennem det. Væsken fjerner overskydende varme og overfører den til tanken. Til drift af systemet leveres en lille pumpe i enhedens hoveddel. Dette brænderdesign er dyrere, men giver dig mulighed for at tilberede mange timer i træk ved høje strømme.
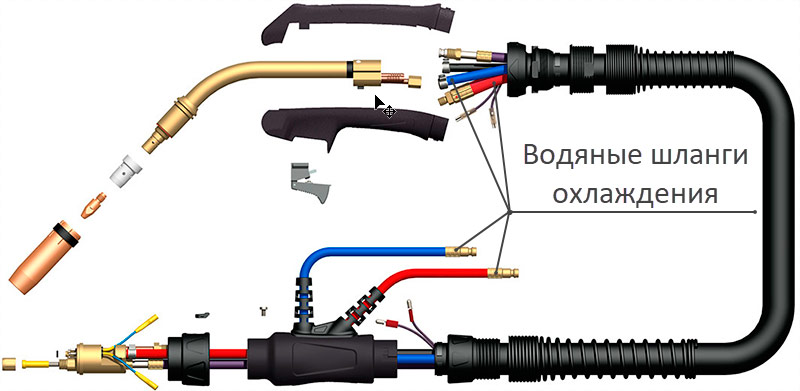
Væskekølet brænder.
Brænderens længde kaldes størrelsen på pistolen sammen med muffen fastgjort til enheden. Der er fakler fra 2 til 5 m i længden, 7-10 m er mindre almindelige. For et hus og en garage, forudsat at små konstruktioner svejses på et bord eller et gulv, er en længde på 2-3 m tilstrækkelig. Så er kabelforsinkelsen minimal. I tilfælde af anvendelse af et halvautomatisk udstyr til svejsning af karosserier eller drivhuse er det praktisk at vælge en 3-5 m bøsning, der sikrer svejserens manøvrerbarhed.

Er brænderforbindelsen vigtig?
Brænderen udsættes for mekaniske og termiske påvirkninger mere end resten af elementerne, så før eller senere vil den smelte eller svigte, hvilket kræver udskiftning. Det er fastgjort til huset gennem et specielt stik, der samtidig indeholder mekanisk fastgørelse, kontakter til strømningens passage, en gaskanal med en gummitætningsring. Strømmen til knapperne leveres separat via et andet stik, der forlader bøsningen.
Letheden ved valg af komponenter i fremtiden afhænger af den valgte stikstik. Der er en pin, separat (strømførende dele og gasdele er inkluderet i forskellige stik) og et Euro-stik.
Den mest almindelige og lette at udskifte er sidstnævnte, så det er klogt at vælge det. Men hvis den halvautomatiske enhed kun købes til periodisk svejsning i hjemmet (svejs en gang om måneden), kan du købe en lommelygte med ethvert stik, fordi dens ressource vil vare i mange år.

Euro-stik til tilslutning af brænderen.

Euro-brænderadapter til euro-stik.
Trådføder
Vi har allerede drøftet varianterne af trådtilførselsmekanismen efter type og placering, men udover dette er det vigtigt at overveje antallet af ruller og muligheden for at udskifte dem, når du vælger. Der er design med to ruller (spænding og kørsel), der giver en enkel forsyning med fyldmateriale. Dette er helt nok til svejsning af ikke-kritiske strukturer.
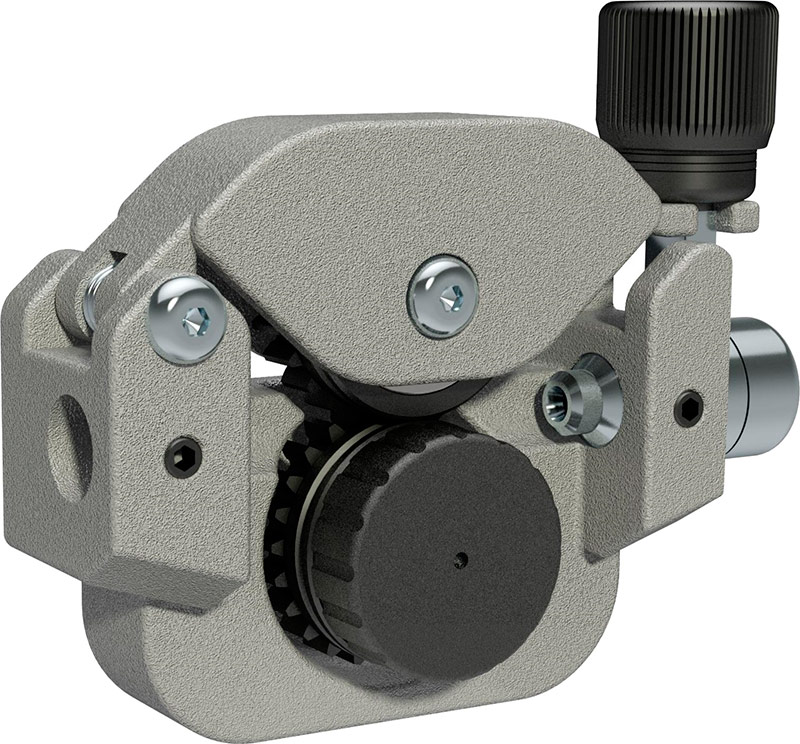
To-tråds trådtilførselsmekanisme.
Hvis det ved hjælp af en semiautomatisk anordning er planlagt at fremstille kritiske produkter, hvor ensartetheden af sømmen er vigtig, vil en mekanisme med fire ruller på gearkassen være nyttig, kendetegnet ved et mere stabilt foder og fraværet af rykk (når tromlen sidder fast). Denne type klarer sig bedre med kabelkanalens dreje og skaber yderligere modstand og skubber fyldmaterialet ind i dysen uden interferens. Men sådanne modeller er dyrere.
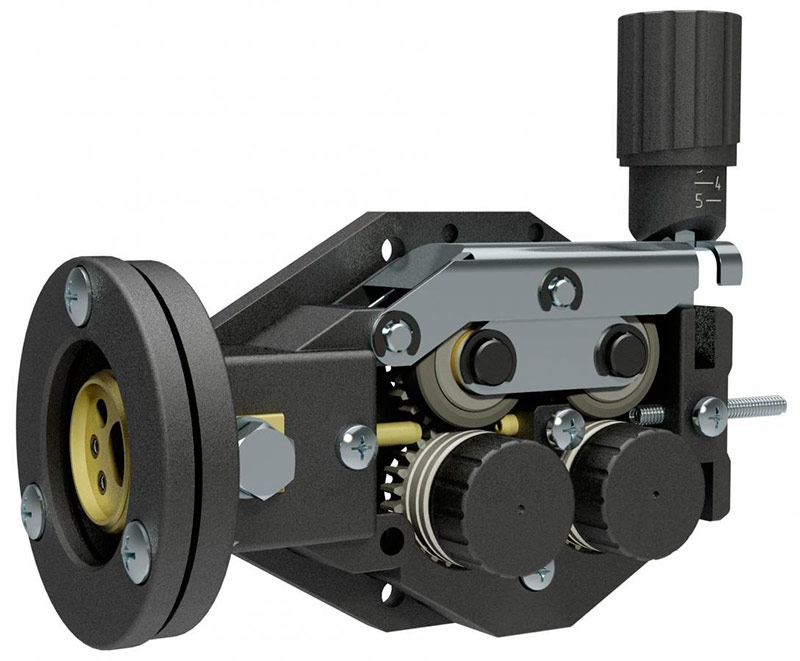
Firetrådsledningsmekanisme.
For at skubbe tråden er ruller forsynet med riller svarende til diameteren af tilsætningsstoffet. Med en betydelig stigning eller fald i strøm ændres ledningen, kabelkanalen og med dem rullerne. Sidstnævnte skal fjernes fra akserne, ellers er svejsning i andre tilstande umulig. Dette er praktisk med en lang række tykkelser af metalstrukturer. Hvis der i fremtiden kun anvendes tyndt eller kun tykt stål, vælges apparatet med ruller oprindeligt til det og behøver ikke elementpermutationer.
Induktansjustering
På nogle halvautomatiske enheder er der foruden regulatoren for strømstyrke, spænding og ledningshastighed en induktansafbryder. Induktans reducerer sprøjten af flydende metal og øger dens penetration i sømroden. Dette opnås ved at øge tiden for adskillelse af dråben fra spidsen af tråden og dens glatte overførsel til de sammenføjede kanter. For at implementere processen kræves en blanding af argon og kuldioxid.

Det er værd at betale for denne funktion kun om nødvendigt regelmæssigt udføre kritiske samlinger, der kræver perfekte sømme med dyb penetrering. Hvis planerne inkluderer svejsning af konventionelle strukturer til gården eller reparation af maskiner, bør du ikke betale for meget.
Afbryder
Hvis enheden overophedes under drift, eller der opstår en kortslutning i omdrejningen af transformatoren, kan delene smelte og brænde. Til dette er halvautomatiske enheder udstyret med afbrydere, der fungerer automatisk i sådanne situationer. Dette beskytter udstyr, ledninger og mennesker, hvis det er placeret på den levende del (det står på strukturen, der er forbundet med massen).
Hvis svejseenheden ikke har en sådan beskyttelse, kræver dens tilslutning yderligere installation af en ekstern maskine og strømforsyning først efter den. Men til stationær brug i en garage eller derhjemme er dette ikke et problem. Modeller udstyret med en intern afbryder er kun berettiget i tilfælde af hyppig transport og svejsning på et nyt sted under ukendte forhold.
Digital indikation
Udstyret kan have en tegnet skala og en manuel afbryder, hvis rotation giver en omtrentlig idé af den ændrede værdi af svejsestrømmen og trådtilførselshastigheden. For garagen og de enkle opgaver med svejsning af et hegn er dette nok.

Hvis du vil oprette forbindelser af tynde metaller (karosseri) eller aluminium, er det bedre at vælge en halvautomatisk enhed med digital indikation, der hjælper med at nøjagtigt indstille de ønskede værdier og huske dem for fremtiden. Justeringen udføres ved at dreje på hjulet eller bruge “+” og “-” knapperne, og numrene gløder på resultattavlen og er tydeligt synlige i dårligt oplyste rum.


Netværkskablets kvalitet
Netkablet oplever mekanisk og termisk belastning. De går på det, taber genstande, taber dem. Fra en sådan operation slides ledningen hurtigt og udsættes for lederne med spænding. I lyset af dette anbefales det at vælge halvautomatiske maskiner med dobbelt kabelisolering. Men til et stationært sted, hvor ledningen er pænt lagt under væggen og lukket (med en kasse eller bord), er et lag isolering nok.
Kablets tværsnit er vigtigt for at sikre spændingstransmission. For en semiautomatisk enhed starter denne værdi fra 10 mm2. Jo kraftigere svejsemaskinen er, jo tykkere skal kobberkerne være. For 400 A-modeller kan netværkskablets tykkelse nå 25 mm2.
MMA mulighed
Ud over MIG / MAG-svejsning har nogle halvautomatiske enheder et andet stik til tilslutning af en konventionel holder og svejsning med en belagt elektrode. Dette er nyttigt til at skære metal på steder, der er vanskelige at nå, hvor du ikke kan krybe en disk fra en slibemaskine. Men til dette skal apparatet være i stand til at øge strømstyrken til 250-300 A. Denne funktion er også nyttig til svejsning dybt i røret, hvor hånden ikke kryber og gander fra brænderen mangler, men du kan nå en lang elektrode på 40 cm.
Valget af et svejse semiautomatisk udstyr afhængigt af de påtænkte opgaver
Nu kan du kombinere den erhvervede viden og gruppere nøgleparametre til valg af en semiautomatisk svejsningsenhed til specifikke behov.
HUNDRE, bilkarosserireparation med efterfølgende rengøring af sømme
En model med en ledning på 0,8 mm, en maksimal strøm på 150 A, i en enkelt enhed med en to-rullers tilførselsmekanisme, er egnet. Det kræver en 220 V netforsyning, en brænderlængde på 2-3 m, en carbondioxidcylinder.

Reparation af specialudstyr, svejsning af containere, drivhuse, døre, porte, hegn
Du har brug for en semiautomatisk enhed med en ledning på 1,0-1,2 mm, der udsteder op til 250 A. men tilsluttes et husholdningsnetværk på 220 V. For at beskytte svejsepuljen har du brug for en blanding af argon og kuldioxid. Glattere sømme opnås med en tilførselsmekanisme på fire ruller og en kabelkanal 3 m lang.

Svejsning af rammer og andre metalkonstruktioner fra kanaler, hjørner og profilrør med en vægtykkelse på 10 mm og derover.
En semiautomatisk enhed med 380 V, der har 400 A., vil klare denne opgave. Den inerte gas vil være MIX, og det er bedre at vælge en trådføder af en separat type med en lommelygtslængde på 5 m. Dette vil forenkle bevægelsen omkring en stor struktur. Rillerne på rullerne skal svare til en tråddiameter på 1,6 mm.

Valget af en semiautomatisk enhed kan gøres korrekt under forbehold af ovenstående tip. Det kan være nødvendigt at læse en eller to sektioner gentagne gange for at finde ud af noget, men til sidst vil den købte svejsemaskine fuldt ud imødekomme behovene.
Anmeldelser af laminatet PARAFLOOR (PARAFLOR) og dets operationelle egenskaber
Hvordan man vælger et mobilt klimaanlæg - detaljerede instruktioner
Warmica-radiatorer - anmeldelser og udtalelser om aluminiumsmodeller Lux m.fl.
Hvad er forskellen mellem lejligheder og lejligheder - en detaljeret sammenligning








