Hvordan velge en halvautomatisk sveiseenhet for huset og garasjen: en oversikt over alle parametere og typer utstyr
Kostnadsområdet for halvautomatiske enheter for sveising er 6000-200000 rubler. For å forstå hvilken halveutomatisk sveiseenhet som er bedre å kjøpe, må du kjenne til dens nøkkelparametere, deres innflytelse på bekvemmeligheten av utført arbeid og sømkvaliteten. Dette vil hjelpe deg å velge riktig modell for spesifikke oppgaver og ikke gi mye penger for ubenyttet potensial.

Innhold:
- Enheten og prinsippet for drift av den halveutomatiske sveisenheten
- Hvordan velge riktig type sveise semiautomatisk enhet
- Valg av trådmatning
- Den riktige skjermingsgassen
- Viktige parametere når du velger en halvautomatisk sveiseenhet
- Hvilke designfunksjoner er viktige
- Valget av en halvautomatisk sveiseapparat avhengig av de tiltenkte oppgavene
Enheten og prinsippet for drift av den halveutomatiske sveisenheten
Semiautomatic sveisemaskiner er overlegne andre sveisemaskiner på grunn av deres høye produktivitet. I motsetning til andre enheter har halvautomatiske enheter en integrert trådmaterenhet, som fungerer som fyllmateriale og samtidig som en av kontaktene for antennelse av lysbuen.
På grunn av dette er det mulig å lage kontinuerlige sømmer 2-4 m lange i forskjellige romlige stillinger. Dette er også praktisk for å manipulere brenneren med sikte på å danne en søm, siden det ikke er noen brennende elektrode, hvis lengde kontinuerlig må kompenseres ved å bringe endeflaten nærmere sveisbassenget.
Den halvautomatiske enheten inkluderer følgende deler og sammenstillinger:

1. Redusering.
2. Inert gassflaske.
3. Påfyllingstråd
4. Gi mekanismen.
5. Brenner med kontaktelementer og kontrollnøkkel.
6. Instrumentpanelet.
7. Strømkilde
8. Brennerhylse med kabelkanal, strømledninger, intern gassslange.
9. Jordkabel med klemme.
Utseendet og utformingen av elementene i sveisehalva -omatisk innretning varierer avhengig av enhetens klasse.
Prinsippet for betjening av sveisehalvautomatisk utstyr er å få en spenning på 220 eller 380 V fra nettverket og senke spenningen til 30-90 V. Samtidig øker strømkilden antall ampere til 120-500 A, noe som gjør det enkelt å smelte buestål, støpejern, aluminium og rustfritt stål. I motsetning til smelteelektroder, lar denne metoden ikke slagg på overflaten av sømmen. Hvis tilkoblingen er utført riktig, er det ikke nødvendig med påfølgende maskinering, produktet tillates å males etter avkjøling.
For å utføre denne prosessen er de elektriske, mekaniske og gassdelene til utstyret involvert. Sveiseren holder en lommelykt med munnstykke og dyse. I den mater mekanikk med en elektrisk motor sveisetråden. Hastigheten til sistnevnte justeres avhengig av diameteren på tilsetningsstoffet, strømstyrke og den nødvendige tykkelse på sømmen. Gjennom ledningene til munnstykket til brennerspenningen blir det påført ledningen.
Den andre kontakten er koblet til produktet via en massekabel med en klemme. Når sveiseren trykker på brennerknappen, strekker ledningen seg fremover, berører overflaten på delen som skal sveises og begeistrer en elektrisk lysbue og smelter selve ledningen og kantene på skjøten. For å lage en søm, må brenneren drives jevnt eller med svingende bevegelser.
Gassdelen beskytter smeltet metall i sveisbassenget fra interaksjon med den omgivende luften. Når du trykker på en knapp på brenneren, slipper gassventilen automatisk et inert stoff. Dysen til fakkelen har en rørformet form som gir jevn beskyttelse av sveisesonen. Ellers ville karbon bli trukket ut av det smeltede metallet og sømmen ville være porøs og lekker.
Du kan lære mer om prinsippene for å jobbe med halvautomatiske sveisemaskiner fra videoen:
Hvordan velge riktig type sveise semiautomatisk enhet
Når du bestemmer hvilken halvautomatisk sveisemaskin som skal velge å utføre arbeid hjemme eller for et lite verksted i en personlig garasje, må du ta hensyn til utstyrstypene. Den er delt inn i tre grupper for det tiltenkte formål, og kan også inneholde en av flere strømkilder, noe som påvirker enkel vedlikehold og brukervennlighet.
Husholdning, semi-profesjonelle og profesjonelle modeller
Husholdnings-sveise semiautomatiske enheter.
De har en liten vekt på opptil 10 kg, strømstyrke 120-160 A, effekt 3-5 kW. Som regel er dette enkle enheter med minimum innstillinger, koblet til et 220 V. Nettverk På grunn av den lave strømstyrken kan de sveise ikke-tykt metall med et tverrsnitt på opptil 3-5 mm. Inkluderingsvarigheten deres overstiger ikke 30%, noe som gjør at de kan jobbe i 3 minutter av ti. Resten av tiden vil det være nødvendig å avkjøle nøkkelkomponentene, ellers vil det føre til overoppheting. Enheten er valgt for små oppgaver: å produsere en port, reparere et gjerde, lage et drivhus for personlige behov.


+ Plusser av innenlandske halvautomatiske enheter
- rimelig pris;
- det er lett for en nybegynner å forstå funksjonene (justere strømstyrken og trådmatehastigheten);
- kompakthet;
- enkel reparasjon og rimelige deler;
- enkel transport;
- krever minimalt med vedlikehold.

- Ulemper med innenlandske halvautomatiske enheter
- lav effekt, som begrenser tykkelsen på de sveisede sidene;
- kort ledning og kabel;
- dårlig utstyr;
- muligheten til å tilberede bare med tynn tråd;
- lav PV på 30% (varighet av inkludering).
Halvprofesjonelle sveise semiautomatiske enheter.
De representerer den midterste kategorien av sveiseutstyr med en strømstyrke på 180-250 A. Kraften deres varierer fra 6-8 kW. PV fra 35 til 50% lar deg bruke dem med små avbrudd for fremstilling av dører, containere og forskjellige design hjemme. Tykkelsen på metallets penetrering når 10 mm. Enheter kan ha et enkelt grensesnitt eller inneholde allerede avanserte innstillinger for modellering av sveisespenning.

+ Fordeler med semi-profesjonelle semiautomatiske enheter
- muligheten til å jobbe 3-5 timer hver dag;
- økt byggekvalitet;
- utstyr med kabler opp til 3 m lange;
- forbedret grad av beskyttelse for kroppen og instrumentbordet;
- lang levetid;
- finere modusinnstillinger.
- Cons halvautomatiske halvautomatiske enheter
- høyere kostnader;
- vekt på 10-20 kg, noe som kompliserer transporten;
- dyre reparasjoner og komponenter.
Profesjonelle halveutomatiske sveiserapparater.
Dette er enheter i et stort tilfelle, som er installert permanent eller på en vogn med ruller. En gassflaske er også festet der, noe som letter transport. Modeller produserer opptil 300-500 A, som lar deg koke metaller med en tykkelse på 20 mm eller mer, men dette krever en trefasetilførsel på 380 V. De er valgt for produksjon med konstant sysselsetting på grunn av PV fra 60%.

+ Fordeler med profesjonelle halvautomatiske enheter
- høy effekt 11-25 kW;
- enkel antennelse av lysbuen på grunn av tomgang 80-90 V;
- Du kan lage mat i 7-10 timer hver dag;
- mange sveisestrømjusteringsfunksjoner for bedre sveisekvalitet;
- universell, da de tillater installasjon av tråd med forskjellige diametre og materialer;
- utstyrt med lange kabler.
- Ulemper med profesjonelle semiautomatiske enheter
- tung vekt, som påvirker transportenes bekvemmeligheter;
- høye startkostnader og priser for reparasjoner;
begrenset tilkobling (bare der det er 380 V).
Bestemmes med en halvautomatisk sveiseapparat avhengig av strømkilden
I tillegg til kategoriene sveiseutstyr, er det også delt inn etter type strømkilde, som har en direkte innvirkning på sømkvaliteten og anvendbarheten. Tre typer strømforsyning er tilgjengelig for valg.
Transformatorer.
På grunn av de store størrelsene på spolene (primær og sekundær), er dimensjonene til den halvautomatiske kroppen store. Dette påvirker massen på enheten. Men for vedlikehold er slike modeller de mest upretensiøse. De er også rimelige å reparere.Siden slike enheter har minimum deler, brytes de mindre ofte og drift er tillatt under de mest alvorlige forholdene (kulde, varme, hyppig transport, støv).
Sveising foregår på vekselstrøm, derfor er sømmene uttalt skjellete, det kan være tilsig. Det er en høy andel metallsprut. Nåværende justering trinnvis, grov. Slike enheter er egnet for stål med lav karbon eller aluminium (forutsatt at den riktige ledningen er installert).
Likerettere.
Dette utstyret har lignende design, men i tillegg til transformatoren er det også en diode-bro inni som utbedrer en vekslende lavspenning. DC-sveising åpner for muligheten for å skjøte sammen rustfritt stål, støpejern eller bedre sveiser på vanlig "svart" metall.
Buen deres brenner mer stabilt, og sprayen er mye mindre. Men med tanke på det enda større antall noder som er i reparasjon, er de mer kompliserte. Og massen av halvautomatiske enheter er større, noe som kompliserer transporten.
Inverter.
De mest moderne kildene til sveisestrøm, øker frekvensen med titalls ganger, og konverterer deretter til konstant. En slik ordning gir dimensjoner av kompakt utstyr, lavspenningsforbruk fra nettverket og store muligheter for sveisematerialer (rustfritt stål, støpejern, karbonmetaller, aluminium). Sømmen av dem ligger flat, nesten ingen spray. Du kan justere spenningen jevnt, og dette reduserer innbrenningen.
På grunn av det store antallet elektronikk og interne deler, krever slikt utstyr mer forsiktig håndtering, følsom for kulde og støv. Det er den dyreste å reparere. Hvis det oppstår spenningsspenninger i nettverket, påvirker dette sveisekvaliteten.
Valg av trådmatning
Valget av en halvautomatisk sveisemaskin er relatert til hvor langt fra utløpet det vil være nødvendig å sveise og hvor store konstruksjoner som skal produseres. Dette påvirkes ikke bare av strømledningen, men også av brenneren. Typen av trådmatningsmekanisme avhenger ofte av sistnevnte.
Det er tre alternativ for trådmating:
1. Push - har ruller i apparathuset, og skyver ledningen inn i kabelkanalen. Lengden på hylsen overstiger vanligvis ikke 5 m, da ledningen kan sitte fast i svinger, som avbryter sveising.
2. trekke - innebærer tilstedeværelse av en trekkmekanisme i selve brenneren. Dette tillater bruk av lengre ermer, men gjør brenneren tyngre, noe som er upraktisk for arbeid i høyden eller ansiktsømmer.

3. kombinert - har begge de ovennevnte typene. Lengden på kabelkanalen kan nå 10 m, noe som er praktisk for raskt å endre arbeidsplassen på store konstruksjoner (takstoler, et langt drivhus).
I tillegg kan den skyvende trådmatningsmekanismen være i ett hus med en strømkilde eller i en separat. Den første versjonen gir mer kompakte dimensjoner på utstyret, men hvis ermelengden ikke er nok, må du flytte hele installasjonen. I lys av dette er den innebygde matemekanismen bare praktisk for et stasjonært sveiseplass i garasjen hvor arbeid med små deler (container, grill, wicket) foregår.

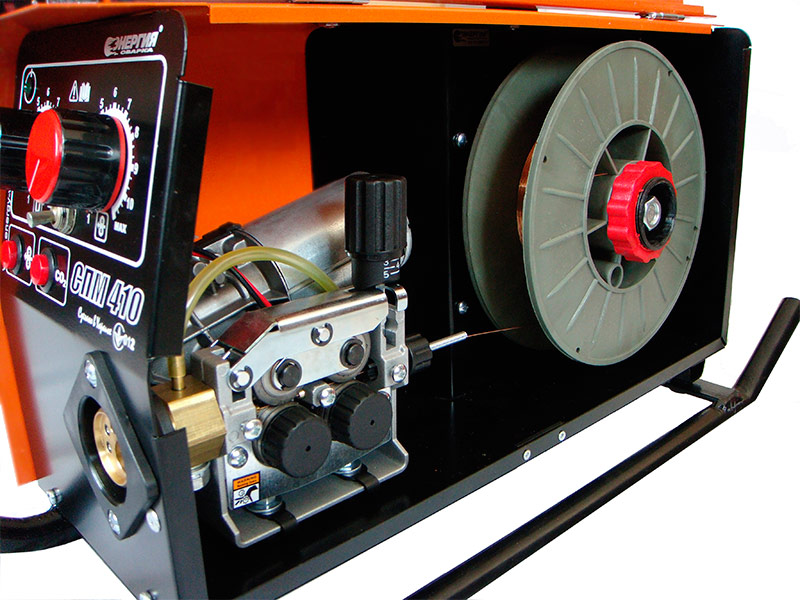
En skyvemekanisme i et hus med strømkilde.
For større manøvrerbarhet (sveising av gjerdet, drivhuset, rør), er det bedre å velge en halvautomatisk enhet med et separat hus i kraftkilden og matemekanismen. En slik ordning tillater bruk av utstyr på en stasjonær måte, plassering av delene oppå hverandre, og om nødvendig ta en spole med en ledning og en driv (vekt opp til 6 kg) og bringe den nærmere sveisestedet. Sakene er koblet sammen med en strømkabel. Gass kobles direkte til den andre brennerenheten. Det er bærehåndtak på saken.

Skyvmekanismen er atskilt fra strømforsyningshuset.
Den riktige skjermingsgassen
For å kunne koke semiautomatisk, er det nødvendig å velge ikke bare et godt apparat, men også en beskyttelsesgass. Denne sveisemetoden kalles MIG / MAG fordi den innebærer bruk av inerte eller aktive blandinger.Stoffet leveres fra en sylinder med en reduksjonsenhet gjennom slanger til enheten. Når du trykker på brennerknappen, åpner ventilen kanalen og det strømmer gass ut av dysen. Å blåse sveisbassenget isolerer det fra effekten på det flytende metallet i den omkringliggende luften.
For halvautomatiske maskiner er det flere typer gass som velges avhengig av produksjonsoppgaver:
- Karbondioksid. Den billigste. Det kan være i sylindere med forskjellige kapasiteter. Men lave kostnader påvirker sømmenes kvalitet - den oppnås med grove vekter, metallsprut flyr veldig sterkt under sveising, knitring høres. Denne typen gass er egnet for tynne plater 0,8-1,2 mm og ikke-responsive skjøter. Egnet for sveising av jernholdige metaller.
- En blanding av argon og karbondioksid. Slike sammensetninger produseres i et forhold på 80% / 20% (argon / karbondioksid) og kalles MIX. De koster mer, men gir en myk bue, et minimum av metallspray, en jevn fin skjellende søm. Forbindelsen krever nesten ingen prosessering. Dette alternativet er valgt for sveising av karbonstål og rustfritt stål.
- Ren argon. Den dyreste typen gass for en halvautomatisk enhet. Passer for legert stål, aluminium, titan og kobber (forutsatt at en ledning som ligner disse materialene er installert).
Den halvautomatiske enheten kan fungere uten gass. For dette kjøpes en spesiell flukskjernetråd, som har en rørform. Inni i den legges en flux, som smelter under virkningen av en bue og beskytter sveisbassenget med sin damp. Etter sveising kreves fjerning av plakk og skorpe fra sveiseoverflaten. Selv om denne teknologien forenkler sveisingen på vanskelig tilgjengelige steder, er kostnadene for en slik ledning så høy at det ikke er lønnsomt for hjemlige forhold (det er billigere å kjøpe en sylinder og girkasse).

Viktige parametere når du velger en halvautomatisk sveiseenhet
Etter å ha lært hvilke typer enheter og mulighetene for å jobbe med gasser, vil vi gå videre til viktige parametere. For å forstå hvilken type halvautomatisk sveiseenhet som er bedre å kjøpe for en garasje eller et hjemmeværende verksted, er det verdt å forstå fire egenskaper som påvirker sveiseevnen.
Ledningsdiameter og sveisestrøm
Velger du en halvautomatisk sveiseenhet, må du ta utgangspunkt i tykkelsen på metallet som sveises. For auto-kroppsdeler eller reparasjon av hus med elektrisk utstyr, er det behov for en liten strømstyrke og en liten ledningsdiameter for å unngå gjennombrenthet. Hvis du velger et lite strømapparat, vil det ikke smelte sidene, men bare legge det smeltede metallet på toppen, som ikke vil ha en holdekraft. Med en kraftig halvautomatisk enhet, men en liten tråddiameter, vil den sistnevnte smelte før den når de tilkoblede delene.
Her er et eksempel på en tabell for å velge en sveisemodus med en halvautomatisk enhet:
| Metalltykkelse mm | Ledningsdiameter, mm | Nåværende styrke, A |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 - 30 |
| 1.2-2.0 | 0.8 | 45 - 100 |
| 2.5-4.0 | 1.0-1.2 | 120 - 200 |
| 5.0-8.0 | 1.6 | 150 - 350 |
| 9.0-20.0 | 1.6 | 300 - 500 |
Derfor, hvis sveising av containere og platestål med en tykkelse på opptil 2 mm er en prioritet, er den enkleste modellen med en strømstyrke på 150 A og en spole med en ledning med en diameter på 0,8 mm nok. Men å brygge kanalen med en slik halvautomatisk enhet er ikke lenger mulig. Hvis det i fremtiden er nødvendig å koke metaller i forskjellige tykkelser, er det bedre å velge en modell med et stort utvalg og muligheten til å installere ledning med forskjellige diametre.
I tillegg til ampere er spenning uten belastning også viktig, som opprettholdes på strømførende deler under fravær av en bue. Denne indikatoren er i området 30-90 V. Jo høyere verdi, jo lettere blir buen opphisset når ledningen berører massen. Hvis du ofte må jobbe i en garasje med rustne deler, bør du velge en halvautomatisk enhet med en tomgangshastighet på 80-90 V. Hvis sveising kun utføres på rensede overflater eller nytt metall, er en modell med egenskaper 30-50 V. nok.
Nettspenning
Når du velger en halvautomatisk enhet, er det også viktig å ta hensyn til nettverksparametrene. Husholdningsmodeller for 220 V kan kobles til en kraftig bære- og matlaging på gårdsplassen til huset eller garasjen. Men de er begrenset av en strømgrense på 250 A. For å utføre sveising med høyere strøm er det nødvendig med en trefaset inngang.Hvis det i en garasje er en slik mulighet for tilkobling, er det verdt å bestille en halvautomatisk enhet for 380 V, som vil utvide mulighetene. Den kombinerte typen, som er i stand til å bytte og jobbe fra både 220 og 380 V, er berettiget bare når det gjelder feltaktiviteter, når det ofte er nødvendig å endre arbeidsplassen, og fremtidige nettverksparametere er ukjente.
Men for et privat hus og hytte er det også verdt å vurdere muligheten for å lage mat under redusert spenning. Når strømmen synker fra 220 til 190 V og lavere, "trekker" noen enheter ganske enkelt ikke, lysbuen brenner knapt, og metallet i sveisbassenget i stedet for væske ligner plastin. Da må du ta hensyn til modeller med et inngangsspenningsområde på 140-230 eller 170-230 V.
Strømforbruk
Strømforbruk påvirker ytelsen og nettverksbelastningen. For innenlandske behov er det bedre å velge halvautomatiske maskiner med en kapasitet på 3-4 kW. Dette vil hjelpe til ikke å brenne stikkontakten fra overoppheting, maskinen vil ikke slå ut, og indikatoren er nok til å koke platemetall eller et hjørne på opptil 3 mm tykt.
Hvis garasjen sørger for en liten produksjon av dører og porter, trenger du en kraftigere maskin og ledninger. Da kan du velge en 5-6 kW enhet, utvide sveisemulighetene. For private verksteder bruk utstyr fra 7 kW.
Gitt strømindikatoren, er det verdt å huske at driftsverdien er litt lavere enn den forbrukte. Til å begynne med må du gi en margin på 20%, men hvis huset har hyppige nettverkstrekk, bør denne marginen være enda større.
Hvilke designfunksjoner er viktige
I tillegg til de gjeldende parametrene, må du fremdeles kjenne til hvilke typer design for individuelle utstyrselementer som påvirker brukervennligheten og kostnaden for varene. La oss vurdere hvordan du velger en sveise semiautomatisk enhet under hensyntagen til egenskapene til lommelykt, kabelkanal, grensesnitt og tilleggsfunksjoner.
Type og lengde på en sveisebrenner for en halvautomatisk enhet
En sveisebrenner for en halvautomatisk enhet skjer flere typer. Alle har en felles design med et håndtak, en startnøkkel og en gander. På slutten av sistnevnte er det et munnstykke som ledningen og gassen kommer ut gjennom, samt et dyse for å danne tilførselsretningen til det beskyttende stoffet.

Diameteren på munnstykket og dysen varierer avhengig av sveiseforholdene. Størrelsen på gander kan være litt kortere eller lengre, som velges ut fra bekvemmelighet (vanligvis er små deler lettere å sveise med en liten lommelykt, og manipulasjoner på store metallkonstruksjoner er praktiske med en utvidet gander).
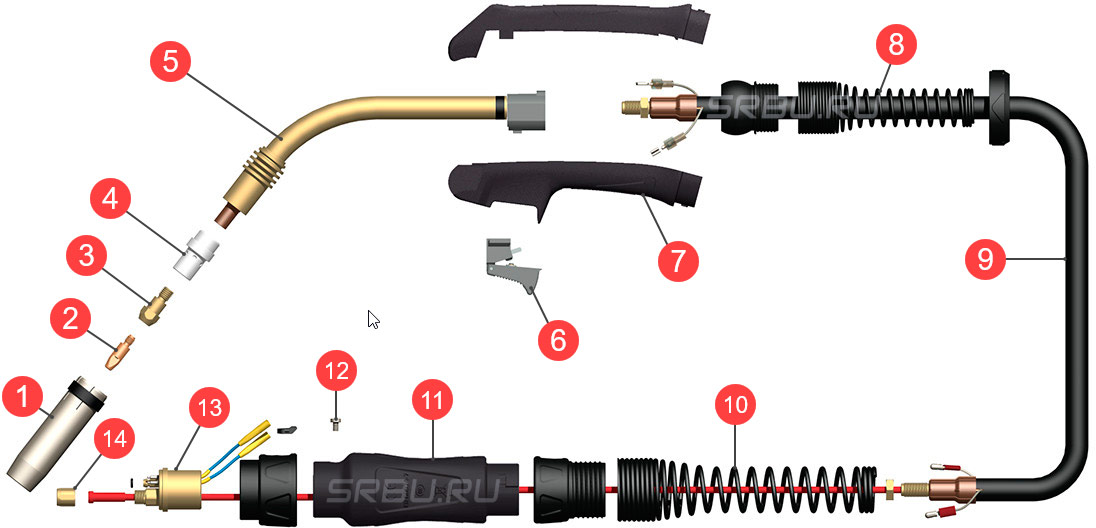
1. Dysen er konisk.
2. Nåværende tips.
3. Tipsholder.
4. Gassfordeler.
5. Munnstykket.
6. Button.
7. Håndtak.
8. Kobler våren
9. Koaksialkabel.
10. Kobler våren
11. Boks for luftkjøling.
12. Skrue.
13. Sentral samler.
14. Mutteren.
Funksjoner av fakler for en halvautomatisk enhet som må vurderes:
1. Maksimal sveisestrømgrense. Det er indikert med ampere og kan variere fra 150 til 500 A. Det er valgt basert på enhetens funksjoner. Hvis den øvre indikatoren på fakkelen er lavere enn den maksimale strømstyrken for den halvautomatiske anordningen, vil fakkelet raskt svekkes over eller til og med smelte når du sveiser på den.
2. Lommelykt med trekkmekanisme. Enheten inneholder en liten blokk med mekaniske deler som trekker ledningen til dysen. Dette lar deg sveise langt fra strømkilden, men den ekstra kroppen blokkerer sveisens synlighet og bærer raskt hånden, derfor er det berettiget bare for profesjonell bruk under spesifikke forhold.
3. Væske avkjølt. Vanligvis er de fleste brennere designet for å fordampe varme fra overflaten naturlig. Men det er mer produktive modeller hvis kabel er lagt i en forseglet slange. Etylalkohol med disiplinert vann sirkulerer gjennom det. Væsken tar bort overflødig varme og overfører den til tanken. For drift av systemet er det gitt en liten pumpe i hoveddelen av enheten. Dette brennerdesignet er dyrere, men lar deg koke mange timer på rad ved høye strømmer.
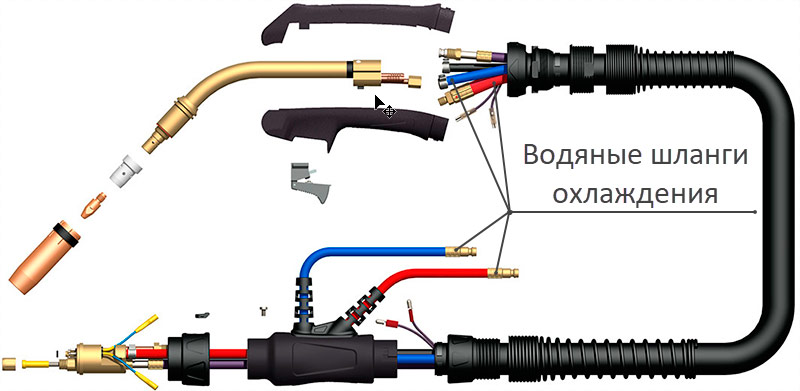
Væskekjølt brenner.
Lengden på brenneren kalles størrelsen på pistolen sammen med hylsen festet til enheten. Det er fakler fra 2 til 5 m i lengde, 7-10 m er mindre vanlige. For et hus og en garasje, forutsatt at små konstruksjoner er sveiset på et bord eller et gulv, er en lengde på 2-3 m tilstrekkelig. Da vil ledningsforsinkelsen være minimal. Når du bruker en halvautomatisk innretning for sveising av karosserier eller drivhus, er det praktisk å velge en 3-5 m hylse som sikrer sveisens manøvrerbarhet.

Er brennerkontakten viktig?
Brenneren blir utsatt for mekanisk og termisk påvirkning mer enn resten av elementene, så før eller siden vil den smelte eller svikte, noe som vil kreve utskifting. Den er festet til huset gjennom en spesiell kontakt som samtidig inneholder mekanisk feste, kontakter for passering av strøm, en gasskanal med en gummitetningsring. Strøm til knappene leveres separat gjennom en annen kontakt som forlater hylsen.
Enkelt valg av komponenter i fremtiden avhenger av hvilken type kontakt som er valgt. Det er en pinne, separate (strømførende deler og gassdeler er inkludert i forskjellige stikkontakter) og en Euro-kontakt.
Det vanligste og enkle å erstatte er sistnevnte, så det er lurt å velge det. Men hvis den halvautomatiske enheten bare er kjøpt for periodisk sveising i hjemmet (sveis en gang i måneden), kan du kjøpe en lommelykt med hvilken som helst kontakt, fordi ressursen vil vare i mange år.

Euro-kontakt for tilkobling av brenneren.

Euro-brenneradapter for euro-kontakt.
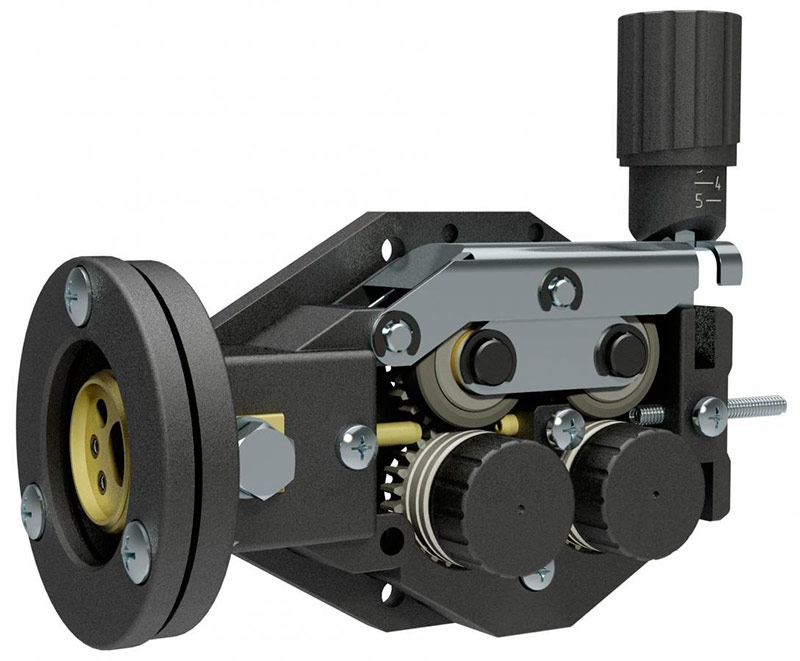
Trådmater
Vi har allerede diskutert variantene av trådfôringsmekanismen etter type og plassering, men utover dette er det viktig å vurdere antall ruller og muligheten for å bytte dem ut når du velger. Det er design med to ruller (klemming og kjøring), som gir en enkel tilførsel av fyllmateriale. Dette er ganske nok for å sveise ikke-kritiske strukturer.
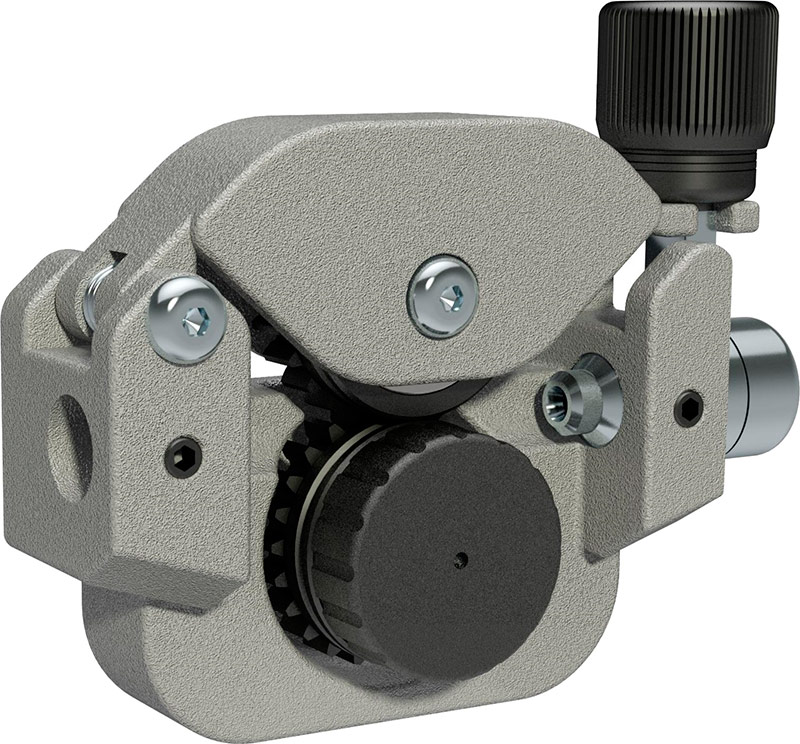
To-tråds tilførselsmekanisme.
Hvis det ved hjelp av en halvautomatisk anordning er planlagt å produsere kritiske produkter der ensartetheten i sømmen er viktig, vil en mekanisme med fire ruller på giroverføringen være nyttig, preget av en mer stabil tilførsel og fravær av rykk (når trommelen sitter fast). Denne typen klarer seg bedre med svingene på kabelkanalen, skaper ekstra motstand og skyver fyllmaterialet inn i dysen uten forstyrrelser. Men slike modeller er dyrere.
Fire-tråds tilførselsmekanisme.
For å skyve ledningen er rullene forsynt med spor som tilsvarer diameteren på tilsetningsstoffet. Med en betydelig økning eller reduksjon i strøm, skiftes ledningen, kabelkanalen og med dem rullene. Det siste må fjernes fra aksene, ellers blir sveising i andre modus umulig. Dette er praktisk med et stort utvalg av tykkelser av metallkonstruksjoner. Hvis det i fremtiden bare brukes tynt eller bare tykt stål, blir apparatet med ruller først valgt for det og trenger ikke elementgjennomtrengelser.
Induktansjustering
På noen halvautomatiske enheter, i tillegg til regulatoren for strømstyrke, spenning og ledningshastighet, er det en induktansbryter. Induktans reduserer sprutet av flytende metall og øker dens gjennomtrenging i sømroten. Dette oppnås ved å øke tiden for separering av dråpen fra spissen av tråden og dens jevn overføring til sammenføyede kanter. For å implementere prosessen er det nødvendig med en blanding av argon og karbondioksid.

Det er verdt å betale for denne funksjonen bare hvis nødvendig, regelmessig å utføre kritiske skjøter som krever perfekte sømmer med dyp penetrering. Hvis planene inkluderer sveising av konvensjonelle strukturer for hagen eller reparasjon av maskiner, bør du ikke betale for mye.
Bryter
Hvis enheten under drift overopphetes eller det oppstår en kortslutning i svingene til transformatorviklingen, kan delene smelte og brenne. For dette er halvautomatiske enheter utstyrt med brytere som fungerer automatisk i slike situasjoner. Dette beskytter utstyret, ledningene og menneskene, hvis det er plassert på den strømførende delen (det står på strukturen koblet til massen).
Hvis sveiseenheten ikke har slik beskyttelse, krever tilkoblingen ytterligere installasjon av en ekstern maskin og strømforsyning bare etter den. Men for stasjonær bruk i en garasje eller hjemme, er dette ikke et problem. Modeller utstyrt med en intern bryter er berettiget bare i tilfelle hyppig transport og sveising på et nytt sted under ukjente forhold.
Digital indikasjon
Utstyret kan ha en tegnet skala og en manuell bryter, hvis rotasjon gir en tilnærmet idé om den endrede verdien av sveisestrømmen og trådmatehastigheten. For garasjen og de enkle oppgavene med å sveise et gjerde, er dette nok.

Hvis du vil lage tilkoblinger av tynne metaller (karosseri) eller aluminium, er det bedre å velge en halvautomatisk enhet med digital indikasjon som hjelper deg med å sette de ønskede verdiene nøyaktig og huske dem for fremtiden. Justering av den utføres ved å vri på hjulet eller bruke “+” og “-” knappene, og tallene gløder på resultattavlen og er tydelig synlige i dårlig opplyste rom.


Nettverkskabelkvalitet
Nettkabelen opplever mekanisk og termisk belastning. De går på den, slipper objekter, slipper dem. Fra en slik operasjon vil ledningen raskt slites ut og eksponere lederne med spenning. I lys av dette anbefales det å velge halvautomatiske maskiner med dobbel kabelisolasjon. Men for et stasjonært sted der ledningen er pent lagt under veggen og lukket (med en boks eller brett), er ett lag med isolasjon nok.
Tverrsnittet av kabelen er viktig for å sikre spenningsoverføring. For en halvautomatisk enhet starter denne verdien fra 10 mm2. Jo kraftigere sveisemaskin, jo tykkere bør kobberkjernene være. For 400 A-modeller kan nettverkskabeltykkelsen nå 25 mm2.
MMA mulighet
I tillegg til MIG / MAG-sveising, har noen halvautomatiske enheter en annen kontakt for tilkobling av en konvensjonell holder og sveising med en belagt elektrode. Dette er nyttig for å skjære metall på vanskelig tilgjengelige steder, der du ikke kan krype en plate fra en kvern. Men for dette må apparatet være i stand til å øke strømstyrken til 250-300 A. Denne funksjonen er også nyttig for sveising dypt i røret, der hånden ikke kryper og gander fra brenneren mangler, men du kan nå en lang elektrode på 40 cm.
Valget av en halvautomatisk sveiseapparat avhengig av de tiltenkte oppgavene
Nå kan du kombinere den ervervede kunnskapen og gruppere nøkkelparametere for å velge en halvautomatisk sveiseenhet for spesifikke behov.
HUNDRE, karosserireparasjon med påfølgende rengjøring av sømmer
En modell med en ledning på 0,8 mm, en maksimal strøm på 150 A, i en enkelt enhet med en to-rullers tilførselsmekanisme, er egnet. Det vil kreve en 220 V strømforsyning, en brennelengde på 2-3 m, en karbondioksid sylinder.

Reparasjon av spesialutstyr, sveising av containere, drivhus, dører, porter, gjerder
Du trenger en halvautomatisk enhet med en ledning på 1,0-1,2 mm, som gir ut til 250 A. men kobler til et husholdningsnett på 220 V. For å beskytte sveisbassenget trenger du en blanding av argon og karbondioksid. Det vil oppnås jevnere sømmer med en tilførselsmekanisme på fire ruller og en kabelkanal på 3 m lang.

Sveising av rammer og andre metallkonstruksjoner fra kanaler, hjørner og profilrør med en veggtykkelse på 10 mm og over.
En semiautomatisk enhet med 380 V, med 400 A., vil takle en slik oppgave. Den inerte gassen vil være MIX, og det er bedre å velge en trådmater av en egen type med en lommelykt på 5 m. Dette vil forenkle bevegelsen rundt en stor struktur. Sporene på rullene må tilsvare en tråddiameter på 1,6 mm.

Valget av en halvautomatisk enhet kan gjøres riktig, med forbehold om tipsene ovenfor. Det kan være nødvendig å lese en eller to seksjoner gjentatte ganger for å finne ut av noe, men til slutt vil den kjøpte sveisemaskinen tilfredsstille behovene fullt ut.








