Argon arc sveising: prinsippet om arbeid, hvordan du velger, de beste maskinene
I motsetning til MMA-metoden, med argonsveising kan du lage mer nøyaktige sømmer som ikke trenger å rengjøres. Selv denne metoden kan koble opp til åtte typer metaller. Vår artikkel hjelper deg å velge en sveisemaskin for argon-arc sveising, slik at den passer for dine behov, og vil vise rangering av allerede testede modeller som har positive anmeldelser, så vel som sveisere som deres egenskaper.

Valget av varer ble utført på grunnlag av anmeldelser, meninger og rangeringer av brukere som ble lagt ut på forskjellige ressurser på Internett. All informasjon er hentet fra åpne kilder. Vi samarbeider ikke med produsenter og varemerker og krever ikke kjøp av visse produkter. Artikkelen er kun til informasjonsformål.
Prinsippet for drift av argon arc sveising
I den internasjonale betegnelsen har argon-arc-metoden forkortelsen TIG. Det brukes aktivt i produksjon og i verksteder. Med det er spreke bildeler tilkoblet (veivhus-panner, motorens kjøleenheter), samler containere til mat- og kjemisk industri, håndklestativ av rustfritt stål, samlere, filtre for væsker, osv. I garasjen kan et slikt apparat med hell utføre karosserireparasjoner eller produsere små produkter.
Prinsippet med argonsveising er å forbinde metaller med en elektrisk lysbue i et miljø med inert gass. For prosessen trenger du en strømkilde som senker spenningen og øker strømstyrken. Strøm tilføres til en brenner utstyrt med en wolframelektrode. Den er ikke forbruksvare, så det er lettere for sveiseren å kontrollere lengden på buen, som skal være 2-5 mm. Massekabelen kobles til produktet.
Når du berører enden av volframnålen til delen, blir det en elektrisk lysbue. Tynne skjøter krever ikke sidevibrasjoner - elektroden går jevnt, fra høyre mot venstre langs sømlinjen, skjøteoverflaten er glatt som et speil. Hvis det er et avstand mellom delene, eller det er nødvendig å utvide sømens grenser, når sveiseren fører, gjør sveiseren mindre vibrasjoner på sidene og strekker sveisbassenget. Dette bidrar til dannelsen av små skalaer.

Argon buesveiseprosess.
Temperaturen på buen varierer fra 2000 til 5000 grader, avhengig av strømstyrken. Dette tillater å smelte kantene på metallet og koble det til med en tynn søm. For å styrke designen brukes en påfyllingstråd, som mates av sveisens andre hånd inn i sveisbassenget. Så du kan øke rullehøyden, gi sømmen en skjellende form, og til og med utføre overflatebehandling av metall for påfølgende maskinering (spor på en dreiebenk, sliping).
Argon av inert gass brukes til å beskytte sveisbassenget mot det ytre miljø. Den leveres fra sylinderen til brenneren og fortrenger vanlig luft. Dette eliminerer dannelsen av porene i sveisestrukturen. Tilkoblingen er tett og holdbar. Parallelt kjøler den beskyttende gassen wolframelektroden og den keramiske dysen slik at de ikke overopphetes. På sluttfasen, når buen slukkes, hjelper argon med å stivne sømmen.
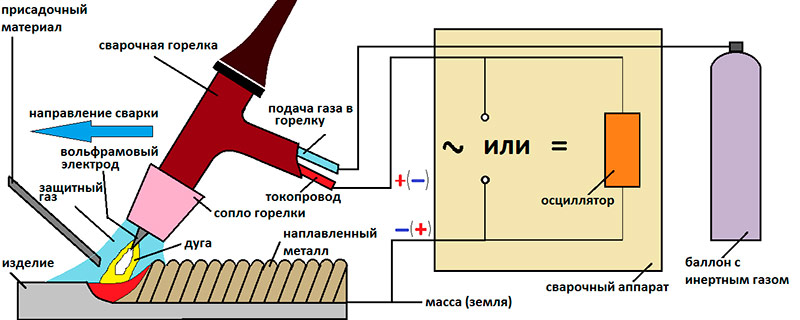
Skjema for argonbuesveiseprosessen.
Fordeler og ulemper med TIG-metoden
TIG-metoden har klare fordeler i forhold til andre sveisemetoder, men å jobbe med en argonsveisemaskin har flere ulemper som du må være forberedt på når du velger denne sveisemetoden.

Fordeler med TIG-metoden
- lokal oppvarming eliminerer alvorlig deformasjon av produktet;
- en tynn wolframnål lar deg lage smale, pene sømmer;
- det er mulig å utføre sveising med og uten tilsetningsstoff, som påvirker rullens høyde;
- forbindelsen oppnås uten slaggskorpe på toppen;
- i de fleste tilfeller ikke etterfølgende
- maskinering;
rustfritt stål og ikke-jernholdige metaller kan sveises; - sømmene er tette og tåler høyt trykk;
- ingen metallsprut som fester seg til overflaten.

Ulemper ved TIG-metoden
- tilkoblingshastigheten er dårligere enn MIG;
- brennhette forstyrrer arbeidet på vanskelig tilgjengelige steder;
- keramisk dyse begrenser synligheten av sveisebassenget;
- kvaliteten på sømmen avhenger av brukerens ferdigheter (ta og kok straks, da den ikke fungerer halvautomatisk);
- det er nødvendig å kontinuerlig mate tilsetningsstoffet med andrehånden og kontrollere lengden (når du sveiser blir trådlengden raskt redusert, og lange stykker er upraktiske å holde i hendene,
- når de "går");
- wolframelektroder er dyrere enn belagt;
- merkostnader for argon;
- det er umulig å sveise deler på en gate med høy vind (argon blåses bort og sveisbassenget forblir ubeskyttet).
Hvordan velge utstyr som er nødvendig for arbeidet
Utstyr for argonbuesveising bør velges basert på de kommende oppgavene og volumene deres. Ellers kan du kjøpe en for svak enhet, eller omvendt å betale for mye for potensialet som forblir ubrukt. La oss først snakke om å velge en gjeldende kilde.
Hvordan velge en sveisemaskin for TIG-sveising
En argon-sveisemaskin er en omformer koblet til et 220 eller 380 V-nettverk, som flere ganger konverterer strøm fra vekslende til direkte, og øker frekvensen. Innvendig brukes flere transformatorer, dioderbroer og et nøkkeltavle. Alt dette bidrar til en lav vekt på 4-30 kg og søm av høy kvalitet.
Hvis du trenger en maskin for sveising i en garasje, velger du en modell på 220 V. For produksjon er den optimal til 380 V. En vekt på 4-8 kg er nyttig når du reiser og arbeider i høyder, så vel som med omfangsrike konstruksjoner. Ved stasjonær bruk betyr ikke vekten noe. Vær oppmerksom på følgende parametere og utstyrsmuligheter når du velger en omformer for argonsveising.

Argon sveiseutstyr og nødvendig utstyr.
Type metall og sveisestrøm
Omformeren gir en likestrøm ved utgangen. Dette tillater utmerket sveising av sorte stål, rustfritt stål, støpejern, kobber og til og med titanlegeringer.
Hvis verkstedet ditt kun fungerer med disse metaller, velger du hvilken som helst argon-enhet med likestrøm.
Men å koble aluminium og dets legeringer med en slik enhet vil ikke fungere. Vanskeligheten er en oksydfilm, som har et smeltepunkt på over 2000 grader, selv om metallet i seg selv blir flytende etter 660 grader. For sveising av aluminium er det nødvendig med en universal AC / DC omformer, som kan skiftes til vekselstrøm. På grunn av dette blir oksid på overflaten lett ødelagt, og basismetallet blir ikke brent fra buens høye temperatur.
Hvis du har en bensinstasjon eller aktivitet tilknyttet aluminiumsbeholdere, kan du se etter et argonapparat med betegnelsen AC / DC.
| Likestrøm | Vekselstrøm |
|---|---|
| Ulike typer stål | aluminium |
| Rustfritt stål | Magnesiumlegeringer |
| Støpejern | - |
| kobber | - |
| Titanlegeringer | - |
Sveisestrømområdet
Det gjeldende styrkeområdet (A) bestemmer hvor tykke arbeidsstykkene skal fungere. Her er både øvre og nedre indikator viktig. Gjennomsnittlig beregnet verdi er 35 A for hver 1 mm metalltykkelse. Hvis du for eksempel sveiser rør og en profil hvis veggseksjon ikke overstiger 2 mm, vil 70. A. Dette være et argonapparat med en maksimal verdi på 160 A som dekker alle sveisebehov for arbeidsstykker med en tykkelse på opptil 4 mm. Når det kreves å koble sammen arbeidsstykker på 5-7 mm med argonsveising, velger du en omformer med maksimalt 200-250 A.
Minimumsverdien som strømmen kan senkes inn på, påvirker evnen til å sveise tynt metall. For eksempel er det argoninnretninger med en lavere terskel på 5 A. Dette er nok til å brygge et tinn med et tverrsnitt på 0,6 mm. Modeller med en lavere hastighet på 20-30 A er ikke i stand til dette.
| Type metall | Metalltykkelse mm | Gjeldende type | Nåværende ¸ A |
|---|---|---|---|
| Stållegeringer | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| aluminium | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Pulsmodus
Å velge et argonapparat med en slik funksjon er nødvendig for enda bedre sveising av tynne metaller. Pulsmodus innebærer vekslende sveisestrøm og pause. Dette reduserer varmeinngangen, eliminerer deformasjonen og forvrengningen av delen fullstendig. Pulsendringsfrekvensen kan justeres, som bestemmer sveisehastigheten. Denne modusen er også etterspurt når aluminium kombineres, siden en høy strøm ødelegger oksidet, og en reduksjon i kraften under en pause forhindrer at uedelt metall blir brent.
Bruksintensitet (varighet av inkludering)
På en annen måte kalles denne parameteren varigheten av inkluderingen og indikeres som en prosentandel. For eksempel, med et 40% PV argonapparat, vil fire av ti minutter fungere. Hvis du bruker den oftere, vil den overopphetes og beskyttelsen vil fungere. Utstyret vil slå seg av med kraft til det er helt avkjølt. Når det er mange forberedende prosesser i arbeid, stripping, skjæring av emner, er en PV på 40% nok. Omformeren vil ha tid til å kjøle seg ned under slike pauser. Hvis sveiseren fungerer kontinuerlig, og alle forberedelsesprosessene blir utført av andre, kreves et mer produktivt apparat med en driftssyklus på 80 eller 100%. Da vil ikke arbeidet være inaktivt.
Men koblingsvarigheten måles med maksimal strøm, så modellen har 300 A med 60% PV, med en reduksjon i sveisestrømmen til 200 A, vil PV være 100%. Så når du bestemmer bruksintensiteten, er det fortsatt verdt å vurdere hvilken driftsstrøm som er nødvendig for hverdagslige oppgaver.
Tilleggsfunksjoner
Argon buesveisemaskiner kan utstyres med noen funksjoner som letter prosessen eller øker sømkvaliteten. Jo bredere utstyrets evner er, jo dyrere er det selvfølgelig, så du bør tenke på hvor mye hver funksjon er nødvendig i et bestemt tilfelle.
Her er de vanligste:
- Gassrensingstid. I apparatet kan du justere tidspunktet for foreløpig og etterrensing med argon. I begynnelsen av prosessen hjelper dette til å fjerne omgivelsesluft fra lysbuen. Til slutt hjelper dette til å krystallisere sveisbassenget og avkjøle elektroden. Jo lenger metallet avkjøles, for eksempel aluminium, jo lengre bør rensingen være (opptil 7 s).
- Høyfrekvent tenning. Enhver omformer kan utstyres med en ventilbrenner slik at de kan utføre TIG-sveising. Men for å begeistre buen, må du berøre spissen av elektroden på produktet som massen er koblet til. I modeller med høyfrekvent tenning brukes en oscillator som stanser en spenning på opptil 10 mm gjennom luftspenning. Dette hjelper deg med å starte sveising uten å berøre, ganske enkelt ved å heve brenneren. Det er færre merker på overflaten av produktet, og elektroden må skjerpes sjeldnere.
- Krater sveising. Dette er en gradvis reduksjon i sveisestrømens amplitude, noe som bidrar til å eliminere et punkt på "låsen" av sømmen. En slik funksjon er viktig når du sveiser rør og containere under vann og annen væske, så vel som når du arbeider med tynne ark på 0,6-1,0 mm.
- Vannkjøling. I enheter for argonsveising kan det installeres en pumpe som pumper frostvæske gjennom kabelkanalen til brenneren. Dette bidrar til akselerert varmefjerning fra keramisk dyse og elektrode, og forlenger tiden for kontinuerlig drift. Funksjonen er nødvendig der høye strømmer på 250-400 A brukes og kontinuerlig drift av utstyret er nødvendig.
Tilleggsutstyr nødvendig for arbeid
For argonbuesveising trenger du i tillegg til strømkilden en kabel med en lommelykt. Oftest kommer det komplett utstyr, men med premiummodeller EWM, Lincoln Electric og andre kan det selges separat.
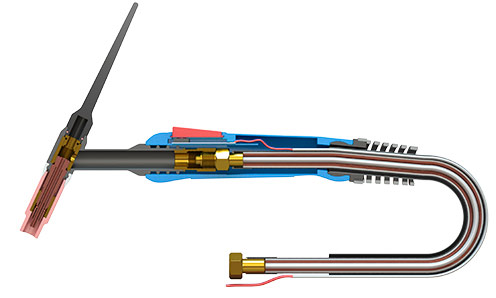
Seksjonsfakkel for argon-arc sveising.
Brennerne er av ventiltypen (gasstilførselen åpnes av ventilen på brenneren) og med knappestyring (å trykke på knappen på brenneren starter gass og strøm). Lengden på hylsen 2-5 m er valgt avhengig av ønsket mobilitet for sveiseren og størrelsen på de sammensatte konstruksjonene.

Lommelykt for argonbuesveising av ventiltype.

Lommelykt for argon-arc sveising med trykknappkontroll.
En inert gassflaske er nødvendig for sveising. Hvis du må jobbe med jevne mellomrom, er det nok å kjøpe en 10 liters sylinder, som ikke tar mye plass og er lett å ta i bagasjerommet for tanking. Det samme alternativet er praktisk når du reiser. Med konstant stasjonær aktivitet i verkstedet eller i produksjonen velges en stor 150 liters sylinder.

Inert gassflaske for argonbuesveising.
Sylinderen trenger en reduksjonsanordning med høye og lave trykkmålere, samt en slange som forbinder sylinderen med omformeren. Ved hjelp av en høytrykksmåler overvåker sveiseren resten av gassen, og innstiller argonstrømningshastigheten i brenneren med et lavt trykk.

Trykkmåleredusering og slange.
For sveising er wolframelektroder nødvendig. De kommer med en blå, gylden, rød eller grønn spiss for forskjellige typer metaller. Den mest allsidige er den blå fargen på spissen. Diameteren til elektroden 1,6-4,0 mm velges avhengig av kravene til bredden på sømmen, smeltedybden og maksimal strømstyrke.

Elektroder for argonbuesveising.
Argonsveising kan utføres uten tilsetningsstoff, hvis delene er tett montert sammen, og det ikke er sterk mekanisk belastning på konstruksjonen. I andre tilfeller brukes påfyllingstråd av samme materiale som hovedmetallet som sveises.

Påfyllingstråd for argonbuesveising.
Video. Hva er argonsveising og hvordan velge en enhet for argonbuesveising
De beste argonsveisemaskinene
Etter å ha vurdert kriteriene for valg av utstyr for argonsveising, vil vi gå videre til spesifikke modeller som har fått positive anmeldelser fra sveisere.
Beste DC Argon Arc sveisemaskiner
For å sveise jernholdige metaller, rustfritt stål og kobber, brukes omformere som produserer likestrøm. Her er en rangering av de beste modellene fra denne kategorien.
RESANTA SAI-230 HELL (TIG, MMA)
I første omgang er Resanta SAI-230 inverter. Argonapparatet er i stand til å operere fra et 170-242 V nettverk og produserer en likestrøm på 10-230 A. Ved maksimal ytelse er tiden på 70%, noe som gjør at den ikke bare kan brukes til hjemlige behov. I tillegg til TIG-sveising, støtter utstyret MMA-modus, som det er en bryter på frontpanelet. Dette er praktisk der det kreves skiftende ryddig argonsveising og skjæring med belagte elektroder. Modellen veier 11 kg. En lommelykt og jordkabel leveres. Produsenten gir 2 års garanti på det.

Pros RESAI SAI-230 HELL (TIG, MMA)
- Høy effekt 230 A for penetrering av 6 mm.
- Skulderrem for bæring.
- Kontaktløs tenning når du bruker en brenner med en oscillator (det er en kontakt for å koble kontrollen fra brenneren);
- Strømmen synker til 10 A for sveising av arkmateriale 0,8 mm.
- Strykejernet tåler de tøffe konstruksjonsforholdene i lang tid.
- Attraktiv pris.
- Pålitelige kontakter.
Ulemper RESAUT SAI-230 HELL (TIG, MMA)
- Det er ingen visning for visuell kontroll av innstillinger.
- Demonter huset for støvblåsing i lang tid.
- Det er ikke noe stivt håndtak for å ordne enheten på plass.
- Når du arbeider i et fuktig rom, forverres transistorer raskt.
- Ut fra vurderingene har ikke sveisere nok kabellengder.
Konklusjon. Denne enheten for argon-arc sveising er kjent for tilstedeværelsen av en andre "vri" for å justere induktansen til buen. Dette lar deg kontrollere gjennomtrengningsdybden og høyden på sveisebeinet. Funksjonen er nyttig for sveising av kritiske strukturer, spesielt hjørne- og teigled.
Svarog REAL TIG 200 W223
Videre i rangeringen er en argon inverter fra Svarog. Enheten er laget i et jernhus og har et display for finjustering av strømstyrken.Kontaktene på frontpanelet er designet for tilkobling av en lommelykt med trykknappkontroll av gass og spenningsforsyning. En egen vippebryter, kan du velge MMA- eller TIG-modus. Omformeren kan fungere fra strømnettet med redusert indikator på 160 V. Justeringsområdet for sveisestrømmen er 10-200 A. På maksimalt er PV-en 60%. Utstyret veier 7 kg og har dimensjoner 42x16x31 cm. Luftkjøling er gitt. Modellen støtter arbeid med elektroder 1,6-3,2 mm i diameter.

Pros Svarog REAL TIG 200 W223
- Det er en digital skjerm for presis innstilling av antall ampere.
- Metallhjørnene på kroppen er dekket med gummi.
- Designet for å koble til en brenner med full knappkontroll.
- Det er et håndtak for å bevege seg på plass.
- Kompakte dimensjoner på 42x16x31 cm forenkler transport og lagring.
- Lav effekt 4,83 kW tillater argonsveising fra en gassgenerator.
- Sikker åpen kretsspenning 56 V.
- Ingen sprut når du sveiser.
Ulemper Svarog REAL TIG 200 W223
- På / av-knappen vises bak, noe som ikke er praktisk for alle sveisere.
- Funksjonene “Hot start” og “Anti-stick” i MMA-modus fungerer ikke i praksis (bare et markedsføringstrekk).
- Det er ingen justering av den foreløpige gasstilførselen.
- Spinkel brenner i utseendet.
Konklusjon. Denne argon-arc-sveisemaskinen utmerker seg ved tilstedeværelsen av rensetid etter gass. Funksjonen er nyttig når du arbeider med støpejern og kobber for å sikre gradvis avkjøling og for å forhindre reaksjon med karbon, som skaper porene. Renseintervallet er justerbart fra 2 til 10 sekunder. Produsenten gir også en 5-års garanti på denne enheten, som brukere liker i anmeldelser.
Quattro Elementi B 225 (TIG, MMA)
Denne kategorien kompletteres av varer fra den italienske produsenten. Argonsveisemaskinen er designet for å koble sammen metaller opp til 6 mm tykke. Den har et arbeidsstrømområde 10-225 A. Når den er koblet til et nettverk, bruker den 7,8 kW. Bruk av elektroder på 1,6-5,0 mm er tillatt. Du kan bytte til MMA-modus, som blir supplert med funksjonene "Anti-stick" og "Hot start". Innkjøringstiden er 80% her, men hvis du reduserer strømstyrken fra 225 til 180 A, blir indikatoren 100%. For strøm, en spenning på 170-260 V.

Fordeler med Quattro Elementi B 225 (TIG, MMA)
- Det er løkker for å feste en skulderrem.
- To MMA-modus og
- Digital skjerm for nøyaktig gjeldende innstilling.
- Berøringsbryter-modus.
- Strømstyrke kan reduseres til 10 for å sveise metallplater 0,6-1,0 mm.
- Med en strømstyrke på 180 A, er PV 100%.
- Hvis spenningen synker, vil matlaging av "tvilling" fungere uansett.
- Alle parametere tilsvarer deklarerte.
Ulemper Quattro Elementi B 225 (TIG, MMA)
- Trekker mye støv inn i kroppen.
- Bare ventilbrennere er tilgjengelige.
- På / av-knappen er plassert på baksiden.
- En argonbrenner må kjøpes - bare kabelen og holderen til RDS er inkludert.
Konklusjon. Selv om denne omformeren bare er i stand til å tilberede argon med en ventilbrenner, er det spesielt lett å berøre buen, siden åpen kretsspenning er 85 V. Argonanordningen er også tildelt en vekt på 5,5 kg, noe som gjør den bedre egnet for å bære på skulderen under arbeid i høyt høyde eller sveising langs en lang konstruksjon.
Det beste universalapparatet for argonbuesveising DC / AC
Hvis du med jevne mellomrom trenger å sveise aluminium, velger du enheter som kan skifte likestrøm til vekselstrøm. En slik funksjon er angitt i navnet med betegnelsen AC / DC. Her er de beste modellene i denne kategorien.
Aurora PRO INTER TIG 200 AC / DC PULSE
Dette er et kinesisk argonapparat med høy kvalitet montering. Modellen er drevet av et enfase nettverk og produserer 5-200 A. Den er utstyrt med kabler med et tverrsnitt DX50. Åpen kretsspenning er 44 V. Det er luftkjøling. PV når maksimalt 60%. Enheten kan betjenes ved en omgivelsestemperatur på -20 til +50 grader.Alle elektriske ledninger er laget av isolasjonsklasse F. Som tillegg kan fjernkontrollen kobles til.

Pros Aurora PRO INTER TIG 200 AC / DC PULSE
- Stort hus med mange kjølehull.
- Montering av høy kvalitet.
- Den koker vel rustfritt stål og kobber.
- Det er nesten ingen nedtrekking av nettspenningen.
- Det er to harde håndtak for transport.
- Tallrike innstillinger for å øke og svinge strømstyrken.
- Lav belastning på nettet 4,5 kW.
- Kontaktløs tenning av elektroden.
Ulemper Aurora PRO INTER TIG 200 AC / DC PULSE
- For å endre vekten på 20 kg, kreves innsats.
- Det er ikke alltid like lett å finne et sted å plassere i en liten garasje
- I MMA-modus fungerer ikke etterbrenneren.
- Alle tilleggsfunksjoner vises ikke på skjermen - blindjustering.
- Bare en brennhette inkludert.
- Ingen kraterbryggingsfunksjon.
Konklusjon. Omformeren for argonsveising er kjent for tilstedeværelsen av 4T-modus. Dette lar deg slå på sveisen og ikke holde knappen trykket på lommelykten. Modusen er praktisk for lange sømmer under sveising av flenser eller produksjon av containere. En annen produsent leverer en brenner med en 4 m slangepakke, noe som er nyttig når du lager store strukturer. Pulsfunksjonen hjelper til med å koble sammen tynne plater av rustfritt stål og aluminium uten å fordreie.
BRIMA TIG-200P AC / DC
Et annet verdig produkt fra en tysk produsent. Argon-enheten er satt sammen i Kina, men etter vurderinger er den enkel og pålitelig som en AK-47-angrepriffel. Omformeren genererer en strømstyrke på 10-200 A, mens den bruker 5 kW. Egnet for tilkobling til et enfase nettverk. PV ved maksimal strøm når 60%. Den profesjonelle modellen er luftkjølt. Tomgang - 56 V. Den er utstyrt med en brenner med wolframelektrode og ikke-kontakt antenning.

Fordeler med BRIMA TIG-200P AC / DC
- Koblinger for profesjonelle brennere med ikke-kontakt antenning.
- Tøffe håndtak.
- Digital skjerm.
- Overbelastnings- og overopphetingsbeskyttelse.
- Støtter to sveisemetoder TIG og MMA.
- Det er innstillinger for dannelsen av buen.
- Lav belastning på nettet på 5 kW.
- Lav lyd.
Ulemper BRIMA TIG-200P AC / DC
- Vekt 25 kg gjør transport vanskelig.
- Store størrelser 50x35x36 cm.
- Hvis beskyttelsen har fungert, slås den ikke på på 30 minutter (alt arbeid stopper).
- Svak bakkeklemme - kan brenne ut etter 2 måneders aktiv bruk.
- "Negativ" kabel 2 m lang.
Konklusjon. Denne omformeren har mange tilpasningsmuligheter som vil være nyttige for en profesjonell sveiser på et verksted eller et verksted. Gassforrensingstiden settes fra 0 til 2 s. Postgass kan være fra 2 til 10 s. Sveiseren velger lengden og frekvensen på pulsen. På slutten av sveisingen kan du velge en verdi for å redusere strømmen med 10 A for å unngå en fistel i "låsen". Alt dette er egnet for produksjon av kritiske strukturer, som deretter til og med passerer inspeksjon av en feildetektor.
Funksjoner ved sveising av forskjellige metaller
Når du sveiser argon av noe materiale, må du lære deg noen regler. Avstanden mellom elektroden og overflaten skal være 2-5 mm. Hold brenneren i en vinkel på 45 grader. Vanligvis holdes den med høyre hånd, og påfyllingstråd serveres med venstre. Ikke berør enden av nålen med tilsetningsstoffet - elektroden blir skitten, buen vil forringes, wolfram kan ionisere inn i sveisbassenget. Tilsetningsstoff leveres for å møte brenneren. Formet søm skal etterlates, og varm gass skal slippe ut til arbeidsstykkets fremdeles uforbundne sider.
Når du sveiser noen metaller, er det tilleggsregler som en nybegynner kan vite.
aluminium
Her er barrieren et ildfast oksid på toppen. For å ødelegge det, bruk vekselstrøm med omvendt polaritet. Dette bidrar til oppvarming av overflaten uten overoppheting av elektroden. Vekslende spenning veksler prosessen og forhindrer at emnet smeltes for høyt for å danne en utbrenthet. Pulsfunksjon eller dobbel pulsfunksjon er spesielt nyttig, hvorfra sømmene vil bli enda bedre.
| Arbeidstykkets tykkelse, mm | Wolframelektrodens diameter, mm | Stangdiameter, mm | Nåværende styrke, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
kobber
I flytende tilstand reagerer den med hydrogen, noe som fører til dannelse av store porer. Her kan du bruke likestrøm eller vekselstrøm, men bare med omvendt polaritet. Det anbefales også å øke strømmen av argon fra 1,5 til 2 liter per minutt. I dette tilfellet er det ikke nødvendig med påfyllingstråd, siden metallet er flytende og kantene smelter nok til å danne et sterkt ledd. I stedet for en wolframelektrode er det verdt å bruke en grafitt, også klassifisert som ikke-forbruksvare.
| Type elektrode | Arbeidstykkets tykkelse, mm | Diameter på en elektrode, mm | Nåværende styrke, A | Buelengde, mm |
|---|---|---|---|---|
| grafitt | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| dekket | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titan
Aktivt materiale som reagerer med omgivelsesluft. Sveising utføres på en økt argonfôring for å beskytte sveisbassenget. I motsetning til kobber og aluminium har titan en lav varmeledningsevne. For å sikre en pålitelig tilkobling av sidene, må kantene på sømmen styrkes med ytterligere sømmer. Når du arbeider med arbeidsstykker som er tykkere enn 1,5 mm, brukes en titanpåfyllingstråd.
| Arbeidstykkets tykkelse, mm | Diameter på en elektrode, mm | Ledningsdiameter, mm | Nåværende styrke, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Etter å ha studert funksjonene ved å velge enheter for argon-arc sveising og tatt i betraktning rangeringen av de beste modellene, kan du velge en omformer som skal utføre oppgavene dine i et privat verksted eller i produksjon.








