Kā izvēlēties metināšanas mašīnu alumīnijam
Pat pieredzējuši metinātāji, pirmo reizi saskaroties ar alumīnija savienojumu ar manuālu loka palīdzību, bieži piedzīvo vilšanos par metinājuma kvalitāti. Ja jums vajadzēja regulāri strādāt ar tik "garastāvokļa" metālu, tad mūsu raksts palīdzēs jums izvēlēties metināšanas mašīnu alumīnijam, kas izveidos augstas kvalitātes stingras šuves.

Alumīnija metināšanas īpašības un grūtības
Lai aizvērtu plaisu motoreļļas vai reduktora kārbā, var būt nepieciešama metināšana no alumīnija. Bieži vien šādā veidā tiek salabots sasaldētais motora dzesēšanas apvalka bloks. Ierīces alumīnija metināšanai ir pieprasītas ķīmiskajā un pārtikas rūpniecībā, konteineru, kolektoru, filtru un citu izstrādājumu ražošanā.
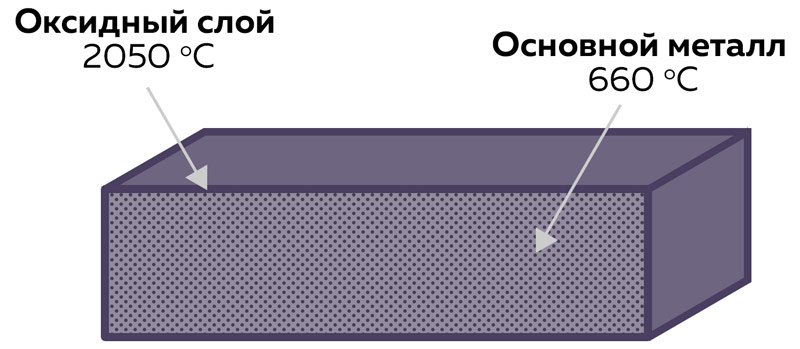
Bet alumīnijs un tā sakausējumi AlMn, AlSi, AlMg ir sliktāk metināti galvenās iezīmes dēļ - ugunsizturīga oksīda slāņa klātbūtnes dēļ uz virsmas. Tā kušanas temperatūra ir 2044 grādi, bet metāls zem tā plūst pēc 660 grādiem. Šī ir galvenā problēma, jo neliels strāvas stiprums nespēj izkausēt ārējo slāni, un pildījuma metāls atrodas uz virsmas. Liela strāva noved pie apdegumiem. Tāpēc alumīnija metināšanas klasiskās tehnoloģijas nav piemērotas.
Starp citām grūtībām darbā ar šo metālu ir šādas:
- Neliela atšķirība starp kušanas punktu un sacietēšanu. Alumīnijs kļūst šķidrs 660 grādos. Bet, ja viņam ļauj atdzist tikai 15-20º C, tad viņš jau sāk kristalizēties. Nepieciešams alumīnija metināšanas aparāts, kas var uzturēt darba strāvu tādā diapazonā, ka var veidoties šuve.
- Paaugstināta siltuma vadītspēja. Siltums caur alumīniju izplatās 5 reizes ātrāk nekā mīkstais tērauds. Metinātā materiāla baseins ātri atdziest, un daļa var ievērojami deformēties lielā platībā, pat no nelielas šuves.
- Krāsas saglabāšana izkausētā formā. Metinot melnos metālus, metinātājam ir viegli kontrolēt metinātā materiāla stāvokli un piegādātā pildvielas daudzumu, jo pretstatā sarkanajiem sārņiem tas kļūst žilbinoši balts. Alumīnijs nemaina krāsu šķidrā veidā, un metinātājam ir grūtāk vizuāli saprast, kā veidojas šuve.
- Paaugstināta saraušanās. Pēc atdzesēšanas nogulsnētie metāla rullīši var ievērojami sagumot, kas veido bedrēs šuvē, un no augšas būs nepieciešama atkārtota segšana.
- Mijiedarbība ar vidi. Saskaroties ar apkārtējo gaisu, alumīnijs iztvaicē ūdeņradi, kas metināšanas struktūrā noved pie lielām porām. Ūdens vai cita šķidruma spiediens neizturēs šādu savienojumu. Metināšanas baseins ir jāaizsargā no ārējām gāzēm.
- Paaugstināta plūstamība. Izkausētā stāvoklī alumīnijs ir līdzīgs ūdenim - šķidro metālu ir grūtāk virzīt ar degli, it īpaši, ja šuvi uztur slīpā plaknē. Tas noved arī pie paātrinātiem apdegumiem.
Iesācēju alumīnija metinātāju pirmās vīles vienmēr ir sliktas. Pakāpeniski problēma tiek atrisināta, apmācot praksē. Bet ārkārtīgi lielu nozīmi spēlē pareiza metināšanas iekārtas izvēle, kas paredzēta alumīnija savienošanai.
Kura mašīna ir vispiemērotākā alumīnija metināšanai
Tā kā tirgū pastāv pārklāti elektrodi ar alumīnija serdi, šķiet, ka lētākais veids šī metāla metināšanai ir manuāla loka metināšana ar invertoru. Bet patiesībā MMA metināšana uz alumīnija ļaus savienot metāla abas puses tikai ar tām virspusē esošajām piedevas pilieniņām.
Izturīga un stingra šuve šeit nedarbosies.Lai izveidotu labu savienojumu, jums būs nepieciešama metināšanas iekārta alumīnija metināšanai ar MIG vai TIG režīmiem. Katram no tiem ir savas īpašības, kuras jāņem vērā, izvēloties.
Izmantojot MIG / MAG metināšanas iekārtas alumīnijam
MIG metināšana ir pusautomātisko ierīču izmantošana, kurās metināšanas stieple tiek nepārtraukti padota caur kanālu tieši lāpā. Otrais kabelis ar skavu ir piestiprināts tieši pie izstrādājuma. Stieples saīsināšana līdz sagataves virsmai noved pie elektriskā loka ierosmes. Paralēli gāze no sprauslas izolē metināšanas baseinu no ārējās vides.


Plusi
- augsts metināšanas ātrums;
- laba redzamība par to, kas notiek metināšanas šuvē;
- metinātāja otrā roka ir brīva, lai atbalstītu sagatavi vai paliktu augstumā;
- Jūs varat izveidot nepārtrauktas garās vīles;
- pēc procesa beigām nav izdedžu garozas.

Mīnusi
- Pašas iekārtas augstās izmaksas. Aizsardzības gāzei (argona un oglekļa dioksīda maisījumam) joprojām ir papildu izmaksas.
- Alumīnija pildviela ir plāna un elastīga, tāpēc tā ļoti staigā, un metinātājam ir grūtāk to vadīt.
- Ja bieži ir nepieciešama melno metālu un alumīnija metināšana ar maiņu ar vienu pusautomātisko ierīci, tad tērauda kanāla nomaiņa lāpā uz teflonu prasa daudz laika.
- Alumīnija pusautomātiskās ierīces šuve ir neviendabīga. Ja tas atrodas sagataves priekšpusē, ir nepieciešama turpmāka mehāniskā noņemšana.
Kādas funkcijas vajadzētu veikt alumīnija pusautomātiskajām ierīcēm?
Alumīniju var savienot nevis ar pusautomātiskām ierīcēm. Metināšanas iekārtām vajadzētu būt šādām funkcijām:
Karsts sākums. Šo funkciju sauc par “karsto startu”, jo tā ļauj jums uzspiest augstas kvalitātes šuvi no savienojuma pirmajiem milimetriem. Lai to izdarītu, uz stieples tiek uzturēts augsts tukšgaitas ātrums (80-90 V), un vispirms strāva tiek piegādāta nedaudz virs galvenā.
Alumīnijam tas ir noderīgi, lai ātri sildītu virsmu un iznīcinātu oksīdu. Sakarā ar šo efektu, šuve sāk veidoties nekavējoties, nelīpjot piedevas veltņus no augšas. Profesionālās ierīcēs varat pielāgot iestatījumu “Karstais sākums”, lai noteiktu, cik karsts tas būs.
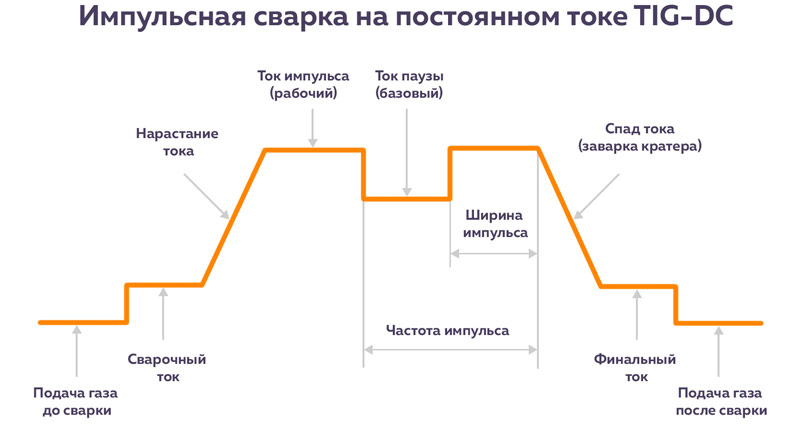
Pulss. Šī funkcija nerada vienmērīgu bāzes strāvu, bet drīzāk veicina tās maiņu. Rezultāts ir amplitūda, kurā strāva palielinās līdz darba impulsam, un pēc tam pauze ar samazinājumu. Maksimālā sprieguma brīdī oksīds kūst, un pauzes laikā tiek nodrošināta klusa pildvielas metāla saplūšana ar minimālu izsmidzināšanas daudzumu.
Profesionālās pusautomātiskās ierīcēs jūs varat pielāgot gan impulsa frekvenci, gan tā garumu, kas ļauj pielāgot metināšanu atkarībā no alumīnija biezuma un sakausējuma veida. Funkcija ir īpaši svarīga plāniem metāliem, lai izvairītos no virsmas pārkaršanas un caurumu veidošanās.
Dable pulss. Divkāršo iepriekšējo efektu. Papildus amplitūdai, kas mainās starp pamatni un galveno strāvu, ir arī svārstīgs pīķa strāvas pieaugums un samazinājums. Šāda funkcija vēl vairāk uzlabo alumīnija metināšanas kvalitāti līdz metāla pilienveida nodošanai. Minimāls siltuma patēriņš novērš sagataves pārkaršanu un tās deformāciju. Šuves ir plānas, bet dziļas, un metināšanas ātrums palielinās.
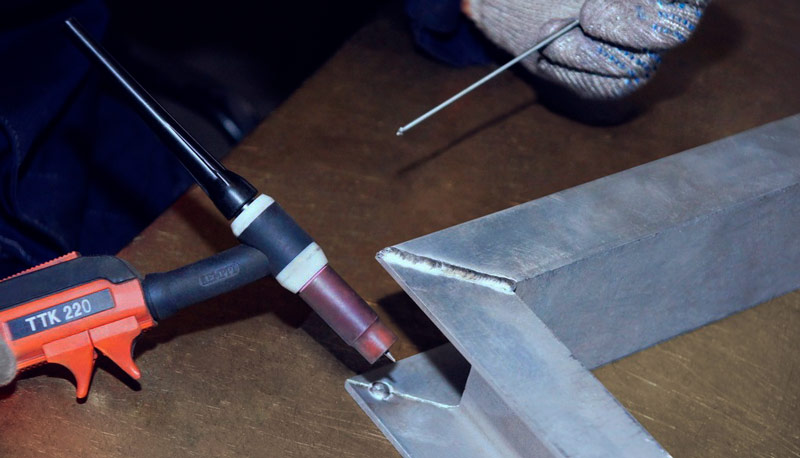
TIG mašīnu izmantošana alumīnija metināšanai
TIG alumīnija metināšanu veic, izmantojot invertoru, kas rada maiņstrāvu.
Metinātājam vienā rokā ir volframa elektrodu deglis. Viņas pieskāriens tās daļas virsmai, kurai ir pievienota masa, noved pie elektriskā loka veidošanās. Volframs neizkausē, tāpēc elektrodu garums nemainās. Alumīnija metināšanai tiek izmantota apaļa stieņa asināšanas forma.
Metinātāja otrajā rokā metināšanas baseinā tiek ievadīts pildviela, lai palielinātu šuves augstumu un sniegtu savienojuma stiprumu. Argona aizsarggāze izplūst no degļa, novēršot saskari ar ārēju gaisu.
TIG priekšrocības alumīnija metināšanā
- šuve ir cieši un stingri;
- nav nepieciešama apstrāde;
- struktūrā nav poru;
- Var izgatavot šauras, 2-3 mm platas šuves.
Cons TIG alumīnija metināšanai
- palielināts līdzekļu patēriņš pildviela un gāze;
- zems metināšanas ātrums;
- augstas aprīkojuma izmaksas;
- var izveidot tikai īsas vīles;
- adata tiek ātri izsmidzināta, un tās forma ir jālabo;
- metinot lokšņu alumīniju 1-2 mm biezumā, ir nepieciešams substrāts, lai novērstu iegremdēšanos sakarsētā metālā.

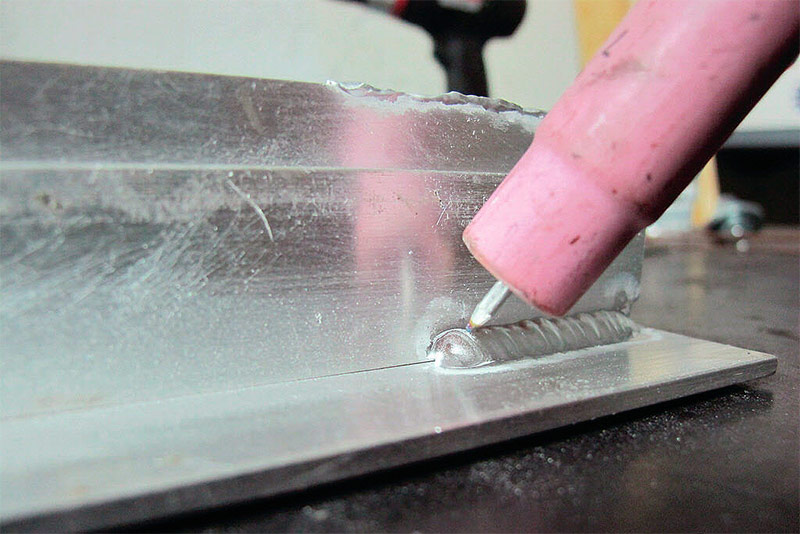
Šuvju kvalitāte, ko var iegūt, metinot alumīniju, izmantojot TIG metināšanu.
Kādas funkcijas vajadzētu būt TIG alumīnija pārveidotājiem?
Lai gan jebkuru invertoru var aprīkot ar kabatas lukturīti TIG metināšanai, alumīniju var savienot ar augstas kvalitātes argona loka metodi tikai tad, ja ir pieejamas šādas funkcijas:
Pulss. Tam ir tāda pati loma kā pusautomātiskajā ierīcē. Samazina siltuma ievadi un novērš šķidruma materiāla izdegšanu. Profesionālās ierīces atbalsta impulsa viļņa iestatīšanu. Kvadrātveida vilnis nodrošina dziļu iespiešanos un lielu procesa ātrumu. Trīsstūrveida ļauj viegli metināt plānas alumīnija loksnes ar minimālu siltuma pārnesi. Noapaļots vilnis ļauj viegli kontrolēt metināšanas šūniņu, lai vienmērīgi iekļūtu kritiskās šuvēs. Sinusoidāls piešķir mīkstu loku ar plašu metinājumu metinājuma saķeri, bet ne dziļu iespiešanos.
Pirms un pēc gāzes. Sāk 2 sekundes sākotnējo ekranēšanas gāzes tīrīšanu, lai apkārtējo gaisu izspiestu no metināšanas sākuma vietas. Tas piegādā argonu pēc loka pārtraukšanas uz 3–10 sekundēm, ļaujot metināmajam baseinam normāli kristalizēties bez skābekļa.
Pārslēgšanās uz maiņstrāvu. TIG metināšana ar invertoru ir iespējama tikai ar maiņstrāvu. Lai to izdarītu, obligāti ierīces apzīmējumam jābūt marķētam ar AC / DC.
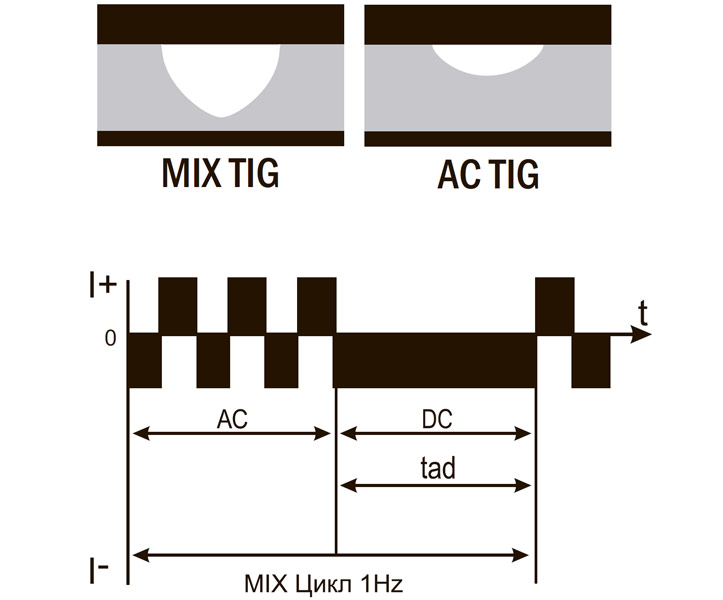
MIX TIG. Šis režīms maina ietekmi uz līdzstrāvas un maiņstrāvas materiālu. Pirmkārt, darbojas AC, kas iznīcina oksīda plēvi pēc tās frekvences. Tad to aizstāj ar līdzstrāvu, nodrošinot dziļu iespiešanos ar vienmērīgu pildvielas metāla sadalījumu. Šī funkcija ir īpaši praktiska, ja vēlaties savā starpā savienot alumīniju ar biezumu 2 un 7 mm.
Bilances pielāgošana. Ļauj iestatīt sprieguma polaritātes automātiskās maiņas biežumu, kas, ja ir pozitīvs, pagarina volframa elektrodu kalpošanas laiku un palielina iespiešanās dziļumu, un, ja indikators ir negatīvs, tas samazina siltuma ievadi un aizsargā pret apdegumiem un deformācijām.
Izpētījis prasības alumīnija metināšanas mašīnām, jūs varat viegli izvēlēties metināšanas aprīkojumu darbnīcai, darbnīcai vai garāžai.








