Argona loka metināšana: darba princips, kā izvēlēties, labākās mašīnas
Atšķirībā no MMA metodes, argona metināšana ļauj izveidot precīzākas šuves, kuras nav jātīra. Pat šī metode var savienot līdz astoņiem metālu veidiem. Mūsu raksts palīdzēs jums izvēlēties metināšanas mašīnu argona loka metināšanai, lai tā būtu piemērota jūsu vajadzībām, un parādīs jau pārbaudītu modeļu novērtējumu, kuriem ir pozitīvas atsauksmes, kā arī metinātāju, piemēram, to īpašības.

Preču atlase tika veikta, pamatojoties uz pārskatiem, viedokļiem un lietotāju vērtējumiem, kas ievietoti dažādos resursos internetā. Visa informācija ir iegūta no atklātiem avotiem. Mēs nesadarbojamies ar ražotājiem un preču zīmēm un neaicinām iegādāties noteiktus produktus. Raksts ir paredzēts tikai informatīviem nolūkiem.
Argona loka metināšanas darbības princips
Starptautiskajā apzīmējumā argona loka metodei ir saīsinājums TIG. To aktīvi izmanto ražošanā un darbnīcās. Ar to palīdzību tiek savienotas saplaisājušās automašīnu detaļas (kartera pannas, motora dzesēšanas vienības), savāc konteinerus pārtikas un ķīmiskajai rūpniecībai, tiek izgatavotas nerūsējošā tērauda dvieļu sliedes, savācēji, šķidrumu filtri utt. Garāžā šāds aparāts var veiksmīgi veikt virsbūves remontu vai ražot mazus produkti.
Argona metināšanas princips ir metālu savienošana ar elektrisko loku inertas gāzes vidē. Procesa veikšanai jums ir nepieciešams strāvas avots, kas pazemina spriegumu un palielina strāvas stiprumu. Strāva tiek piegādāta degli, kas aprīkots ar volframa elektrodu. Tas nav patērējams, tāpēc metinātājam ir vieglāk kontrolēt loka garumu, kam jābūt 2-5 mm. Masas kabelis savienojas ar izstrādājumu.
Pieskaroties volframa adatas galam līdz daļai, tas uzbudina elektrisko loku. Plānajiem savienojumiem nav vajadzīgas sānu vibrācijas - elektrods darbojas vienmērīgi, no labās uz kreiso pusi pa šuves līniju, savienojuma virsma ir gluda kā spogulis. Ja starp detaļām ir atstarpe vai ir nepieciešams paplašināt šuves robežas, tad, vadot lāpu, metinātājs sānos veic nelielas vibrācijas, izstiepjot metināšanas metināšanas baseinu. Tas veicina mazu mērogu veidošanos.

Argona loka metināšanas process.
Loka temperatūra svārstās no 2000 līdz 5000 grādiem, atkarībā no strāvas stipruma. Tas ļauj izkausēt metāla malas un savienot to ar plānu šuvi. Lai stiprinātu dizainu, tiek izmantots pildviela, kuru metinātāja otrā puse ievada metināšanas baseinā. Tātad, jūs varat palielināt veltņa augstumu, piešķirt šuvei zvīņainu formu un pat veikt metāla segumu turpmākai apstrādei (rievošana uz virpas, slīpēšana).
Inerces gāzes argons tiek izmantots, lai aizsargātu metināšanas šūniņu no ārējās vides. Tas tiek piegādāts no cilindra uz degli un izspiež parasto gaisu. Tas novērš poru veidošanos metinājuma konstrukcijā. Savienojums ir cieši un izturīgs. Paralēli aizsargājošā gāze atdzesē volframa elektrodu un keramikas sprauslu tā, lai tie nepārkarst. Pēdējā posmā, kad loka dzēšana notiek, argons palīdz sacietēt šuvi.
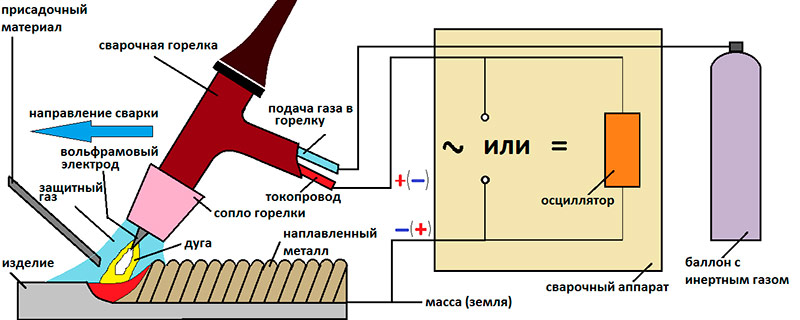
Argona loka metināšanas procesa shēma.
TIG metodes plusi un mīnusi
TIG metodei ir skaidras priekšrocības salīdzinājumā ar citām metināšanas metodēm, taču darbam ar argona metināšanas mašīnu ir vairāki trūkumi, kuriem jums jābūt gatavam, izvēloties šo metināšanas metodi.

TIG metodes priekšrocības
- vietējā sildīšana novērš nopietnu produkta deformāciju;
- plāna volframa adata ļauj izveidot šauras, glītas šuves;
- ir iespējams veikt metināšanu ar vai bez piedevām, ietekmējot veltņa augstumu;
- savienojumu iegūst bez izdedžu garozas virsū;
- vairumā gadījumu vairs ne
- apstrāde;
nerūsējošā tērauda un krāsaino metālu var metināt; - šuves ir saspringtas un iztur augstu spiedienu;
- neviena metāla šļakatas nelīp pie virsmas.

TIG metodes mīnusi
- savienojuma ātrums ir mazāks par MIG;
- degļa vāciņš traucē darbu grūti pieejamās vietās;
- keramikas sprausla nedaudz ierobežo metināšanas baseina redzamību;
- šuves kvalitāte ir atkarīga no lietotāja prasmēm (nekavējoties paņemiet un pagatavojiet, jo tas nedarbojas pusautomātiski);
- piedevas pastāvīgi jābaro ar otro roku un jākontrolē tās garums (metinot, stieples garums tiek ātri samazināts, un garus gabalus ir neērti turēt rokās,
- kad viņi “staigā”);
- volframa elektrodi ir dārgāki nekā pārklāti;
- papildu izmaksas par argonu;
- nav iespējams metināt detaļas uz ielas ar lielu vēju (argons tiek izpūsts un metināšanas baseins paliek neaizsargāts).
Kā izvēlēties darbam nepieciešamo aprīkojumu
Iekārtas argona loka metināšanai jāizvēlas, pamatojoties uz gaidāmajiem uzdevumiem un to apjomiem. Pretējā gadījumā jūs varat iegādāties pārāk vāju vienību vai otrādi, lai pārmaksātu par potenciālu, kas paliek neizmantots. Vispirms runāsim par pašreizējā avota izvēli.
Kā izvēlēties metināšanas mašīnu TIG metināšanai
Argona metināšanas iekārta ir invertors, kas savienots ar 220 vai 380 V tīklu, kas vairākas reizes pārveido strāvu no maiņstrāvas uz tiešu, palielinot tā frekvenci. Iekšpusē tiek izmantoti vairāki transformatori, diožu tilti un atslēgu dēlis. Tas viss veicina mazu svaru - 4–30 kg un augstas kvalitātes šuvi.
Ja jums ir nepieciešama mašīna metināšanai garāžā, tad izvēlieties modeli 220 V. Ražošanai tas ir optimāls līdz 380 V. Svars 4–8 kg ir noderīgs, ceļojot un strādājot augstumā, kā arī ar apjomīgām konstrukcijām. Stacionārā stāvoklī svaram nav nozīmes. Izvēloties invertoru argona metināšanai, pievērsiet uzmanību šādiem parametriem un aprīkojuma iespējām.

Argona metināšanas iekārta un nepieciešamais aprīkojums.
Metāla tips un metināšanas strāva
Invertors izejā izvada līdzstrāvu. Tas ļauj izcili metināt melno tēraudu, nerūsējošo tēraudu, čugunu, varu un pat titāna sakausējumus.
Ja jūsu darbnīca darbojas tikai ar šiem metāliem, tad izvēlieties jebkuru argona ierīci ar līdzstrāvas vērtību.
Bet, lai savienotu alumīniju un tā sakausējumus ar šādu ierīci, nedarbosies. Grūtības sagādā oksīda plēve, kuras kušanas temperatūra pārsniedz 2000 grādus, kaut arī pats metāls pēc 660 grādiem kļūst šķidrs. Alumīnija metināšanai ir nepieciešams universāls maiņstrāvas / līdzstrāvas pārveidotājs, kuru var pārslēgt uz maiņstrāvu. Sakarā ar to oksīds uz virsmas tiek viegli iznīcināts, un parastais metāls netiek sadedzināts no loka augstās temperatūras.
Ja jums ir degvielas uzpildes stacija vai darbības, kas saistītas ar alumīnija tvertnēm, meklējiet argona aparātu ar apzīmējumu AC / DC.
| Līdzstrāva | Maiņstrāva |
|---|---|
| Dažādu veidu tēraudi | Alumīnijs |
| Nerūsējošais tērauds | Magnija sakausējumi |
| Čuguns | - |
| Vara | - |
| Titāna sakausējumi | - |
Metināšanas strāvas diapazons
Pašreizējais stiprības diapazons (A) nosaka, cik biezi sagataves darbosies. Šeit ir svarīgi gan augšējie, gan apakšējie rādītāji. Vidējā aprēķinātā vērtība ir 35 A uz katru 1 mm metāla biezuma. Piemēram, ja metināt caurules un profilus, kuru sienas sekcija nepārsniedz 2 mm, tad pietiek ar 70 A. Argona aparāts ar maksimālo vērtību 160 A. segs visas metināšanas prasības sagatavēm ar biezumu līdz 4 mm. Ja nepieciešams savienot 5-7 mm sagataves ar argona metināšanu, tad izvēlieties invertoru ar maksimālo vērtību 200-250 A.
Minimālā vērtība, līdz kurai var samazināt strāvu, ietekmē spēju metināt plānu metālu. Piemēram, ir argona ierīces ar zemāku slieksni 5 A. Tas ir pietiekami, lai brūvētu skārdu ar 0,6 mm šķērsgriezumu. Modeļi ar zemāku ātrumu 20–30 A to nespēj.
| Metāla tips | Metāla biezums mm | Pašreizējais tips | Pašreizējā ¸ A |
|---|---|---|---|
| Tērauda sakausējumi | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| Alumīnijs | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Pulsa režīms
Argona aparāta izvēle ar šādu funkciju ir nepieciešama vēl labākai plānu metālu metināšanai. Impulsa režīms ietver mainīgu metināšanas strāvu un pauzi. Tas samazina siltuma ievadīšanu, pilnībā novērš deformāciju un detaļu deformāciju. Pulsa maiņas frekvenci var pielāgot, kas nosaka metināšanas ātrumu. Šis režīms ir pieprasīts arī tad, ja tiek apvienots alumīnijs, jo liela strāva iznīcina oksīdu, un jaudas samazināšanās pauzes laikā neļauj parasto metālu sadedzināt.
Lietošanas intensitāte (iekļaušanas ilgums)
Citā veidā šo parametru sauc par iekļaušanas ilgumu un norāda procentos. Piemēram, ar 40% PV argona aparātu darbosies 4 no desmit minūtēm. Ja jūs to izmantojat biežāk, tas pārkarst un aizsardzība darbosies. Iekārtas tiks izslēgtas piespiedu kārtā, līdz tās būs pilnībā atdzisušas. Ja darbā ir daudz sagatavošanās procesu, sagataves noņemšana, izgriešana, tad pietiek ar 40% PV. Šādu paužu laikā invertoram būs laiks atdzist. Ja metinātājs strādā nepārtraukti un visus sagatavošanās procesus veic citi, tad ir nepieciešams produktīvāks aparāts, kura PV ir 80 vai 100%. Tad darbs nebūs dīkstāvē.
Bet pārslēgšanās ilgums tiek mērīts pie maksimālās strāvas, tāpēc modelim ir 300 A ar 60% spriegumu, ar metināšanas strāvas samazināšanos līdz 200 A, spriegums ir 100%. Tātad, nosakot lietošanas intensitāti, joprojām ir vērts padomāt, kāda darba strāva ir nepieciešama ikdienas uzdevumiem.
Papildu funkcijas
Argona loka metināšanas iekārtas var būt aprīkotas ar dažām funkcijām, kas atvieglo procesu vai palielina šuves kvalitāti. Protams, jo plašākas ir aprīkojuma iespējas, jo dārgāks tas ir, tāpēc jums vajadzētu padomāt par to, cik daudz katra funkcija ir nepieciešama konkrētā gadījumā.
Šīs ir visizplatītākās:
- Gāzes attīrīšanas laiks. Aparātā jūs varat pielāgot sākotnējās un pēcskalošanas laiku ar argonu. Procesa sākumā tas palīdz no loka ierosināšanas zonas noņemt apkārtējo gaisu. Galu galā tas palīdz izkristalizēt metinājuma šuvi un atdzesēt elektrodu. Jo ilgāk metāls atdziest, piemēram, alumīnijs, jo ilgāk jāiztīra (līdz 7 s).
- Augstas frekvences aizdedze. Jebkuru invertoru var aprīkot ar vārsta degli, lai tie varētu veikt TIG metināšanu. Bet, lai satrauktu loku, jums jāpieskaras elektroda galam uz izstrādājuma, pie kura ir pievienota masa. Modeļos ar augstfrekvences aizdedzi tiek izmantots oscilators, kas caur gaisa spriegumu caurdur spriegumu līdz 10 mm. Tas palīdz sākt metināšanu, nepieskaroties, vienkārši paceļot lāpu. Uz izstrādājuma virsmas ir mazāk atzīmju, un elektrods ir jāasina retāk.
- Krātera metināšana. Tas ir pakāpenisks metināšanas strāvas amplitūdas samazinājums, kas palīdz novērst punktu uz šuves "bloķēšanas". Šāda funkcija ir svarīga, metinot caurules un tvertnes zem ūdens un citiem šķidrumiem, kā arī strādājot ar plānām 0,6–1,0 mm loksnēm.
- Ūdens dzesēšana. Argonu metināšanas ierīcēs var uzstādīt sūkni, kas antifrīzu caur kabeļa kanālu sūknē uz degli. Tas veicina paātrinātu siltuma noņemšanu no keramikas sprauslas un elektrodu, pagarinot nepārtrauktas darbības laiku. Funkcija ir nepieciešama, ja tiek izmantotas lielas strāvas 250-400 A un nepieciešama nepārtraukta iekārtas darbība.
Darbam nepieciešamais papildu aprīkojums
Argona loka metināšanai papildus pašreizējam avotam jums būs nepieciešams kabelis ar lāpu. Visbiežāk tas nāk komplektā ar aprīkojumu, bet ar premium modeļiem EWM, Lincoln Electric un citiem to var pārdot atsevišķi.
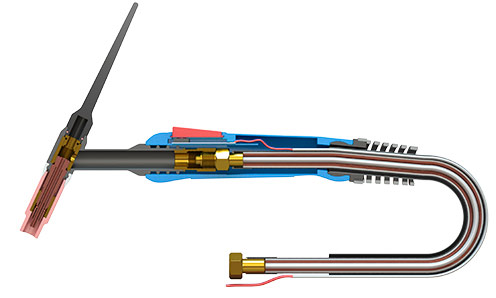
Sekciju kabatas lukturis argona loka metināšanai.
Degļi ir vārsta tipa (gāzes padevi atver vārsts uz degļa) un ar pogas vadību (nospiežot degļa pogu, tiek sākta degviela un strāva). Uzmavas garums 2-5 m tiek izvēlēts atkarībā no metinātāja nepieciešamās mobilitātes un samontēto konstrukciju lieluma.

Kabatas lukturis vārsta veida argona loka metināšanai.

Lāpa argonu loka metināšanai ar spiedpogas vadību.
Metināšanai ir nepieciešams inerts gāzes balons. Ja jums periodiski jāstrādā, tad pietiek ar 10 litru cilindra iegādi, kas neaizņem daudz vietas un ir ērti paņemams bagāžniekā degvielas uzpildīšanai. Tāda pati iespēja ir praktiska, dodoties ceļojumā. Ar pastāvīgu stacionāro darbību darbnīcā vai ražošanā tiek izvēlēts liels 150 litru cilindrs.

Inerts gāzes balons argona loka metināšanai.
Balonam ir nepieciešams reduktors ar augsta un zema spiediena mērītājiem, kā arī šļūtene, kas savieno cilindru ar invertoru. Izmantojot augstspiediena mērītāju, metinātājs uzrauga atlikušo gāzes daudzumu un ar mazu spiedienu nosaka argona plūsmas ātrumu degli.

Manometra reduktors un šļūtene.
Metināšanai nepieciešami volframa elektrodi. Tie nāk ar zilu, zeltainu, sarkanu vai zaļu galu dažāda veida metāliem. Daudzpusīgākā ir uzgaļa zilā krāsa. Elektrodu diametru 1,6-4,0 mm izvēlas atkarībā no prasībām šuves platumam, kausēšanas dziļumam un maksimālajai strāvas stiprībai.

Elektrodi argona loka metināšanai.
Argonu metināšanu var veikt bez piedevām, ja detaļas ir cieši savienotas kopā un konstrukcijai nav lielas mehāniskās slodzes. Citos gadījumos tiek izmantota tāda paša materiāla pildviela kā galvenajam metināmajam metālam.

Aizpildīšanas stieple argona loka metināšanai.
Video Kas ir argona metināšana un kā izvēlēties ierīci argona loka metināšanai
Labākās argona metināšanas iekārtas
Apsverot argona metināšanas aprīkojuma izvēles kritērijus, mēs vēršamies pie konkrētiem modeļiem, par kuriem metinātāji ir saņēmuši pozitīvas atsauksmes.
Labākās DC argona loka metināšanas iekārtas
Melno metālu, nerūsējošā tērauda un vara metināšanai tiek izmantoti invertori, kas rada līdzstrāvu. Šeit ir labāko kategoriju vērtējums šajā kategorijā.
RESANTA SAI-230 HELL (TIG, MMA)
Pirmajā vietā ir Resanta SAI-230 invertors. Argona aparāts ir spējīgs darboties no 170-242 V tīkla un rada līdzstrāvu 10-230 A. Maksimālā veiktspējā ieslēgšanās laiks ir 70%, kas ļauj to izmantot ne tikai sadzīves vajadzībām. Papildus TIG metināšanai aprīkojums atbalsta MMA režīmu, kuram priekšējā panelī ir slēdzis. Tas ir ērti, ja nepieciešama mainīga argona metināšana un griešana ar pārklātajiem elektrodiem. Modelis sver 11 kg. Tiek piegādāts kabatas lukturītis un zemes kabelis. Ražotājs tam izsniedz 2 gadu garantiju.

Plusi RESAI SAI-230 HELL (TIG, MMA)
- Liela jauda 230 A caurlaidībai 6 mm.
- Plecu siksna nēsāšanai.
- Bezkontakta aizdedze, lietojot degli ar oscilatoru (ir savienotājs vadības savienošanai no degļa);
- Metināšanas lokšņu materiālam strāva nokrītas līdz 10 A - 0,8 mm.
- Dzelzs apvalks ilgstoši iztur skarbos būvniecības apstākļus.
- Pievilcīga cena.
- Uzticami savienotāji.
Mīnusi RESAUT SAI-230 HELL (TIG, MMA)
- Iestatījumu vizuālai kontrolei nav displeja.
- Ilgu laiku demontējiet korpusu putekļu pūšanai.
- Nav stingra roktura, kas pārkārtotu ierīci vietā.
- Strādājot mitrā telpā, tranzistori ātri pasliktinās.
- Spriežot pēc atsauksmēm, metinātājiem nav pietiekami daudz kabeļu garumu.
Secinājums Šī ierīce argona loka metināšanai ir ievērojama, ja ir otrs “vērpjot” loka induktivitātes regulēšanai. Tas ļauj jums kontrolēt metināšanas kājas iespiešanās dziļumu un augstumu. Šī funkcija ir noderīga kritisko konstrukciju, it īpaši stūru un tee savienojumu, metināšanai.
Svarog REAL TIG 200 W223
Tālāk vērtējumā ir argona pārveidotājs no Svarogas. Ierīce ir izgatavota dzelzs apvalkā, un tai ir displejs, lai precīzi pielāgotu strāvas stiprumu.Savienotāji priekšējā panelī ir paredzēti lāpas savienošanai ar gāzes un sprieguma padeves spiedpogas vadību. Atsevišķs pārslēgšanas slēdzis var izvēlēties režīmu MMA vai TIG. Invertoru var darbināt no tīkla, ar samazinātu indikatoru 160 V. Metināšanas strāvas regulēšanas diapazons ir 10-200 A. Maksimālais spriegums ir 60%. Iekārtas svars ir 7 kg, to izmēri ir 42x16x31 cm, tiek nodrošināta gaisa dzesēšana. Modelis atbalsta darbu ar 1,7-3,2 mm diametra elektrodiem.

Pros Svarog REAL TIG 200 W223
- Lai izveidotu precīzu ampēru skaitu, ir digitālais ekrāns.
- Korpusa metāla stūri ir pārklāti ar gumiju.
- Paredzēts, lai savienotu degli ar pilnu pogas vadību.
- Vietā ir rokturis pārvietošanai.
- Kompaktie izmēri 42x16x31 cm vienkāršo pārvadāšanu un uzglabāšanu.
- Neliela jauda 4,83 kW ļauj argonu metināt no gāzes ģeneratora.
- Drošs atvērta ķēdes spriegums 56 V
- Metinot, neplīst.
Mīnusi Svarog REAL TIG 200 W223
- Barošanas poga tiek parādīta aizmugurē, kas nav ērti visiem metinātājiem.
- Funkcijas “Karstais sākums” un “Pretstatu novēršana” MMA režīmā praksē nedarbojas (tikai mārketinga solis).
- Sākotnējā gāzes padeve netiek koriģēta.
- Negaiss deglis pēc izskata.
Secinājums Šī argona loka metināšanas iekārta izceļas ar pēcapstrādes laika regulēšanas klātbūtni. Šī funkcija ir noderīga, strādājot ar čugunu un varu, lai nodrošinātu pakāpenisku atdzišanu un novērstu reakciju ar oglekli, kas rada poras. Tīrīšanas intervāls ir regulējams no 2 līdz 10 sekundēm. Ražotājs šai ierīcei piešķir arī 5 gadu garantiju, kas lietotājiem patīk pārskatos.
Quattro Elementi B 225 (TIG, MMA)
Šo kategoriju aizpilda preces no Itālijas ražotāja. Argona metināšanas iekārta ir paredzēta metālu savienošanai līdz 6 mm biezai. Tā darba strāvas diapazons ir 10–225 A. Pieslēdzot tīklam, tas patērē 7,8 kW. Ir atļauts izmantot 1,6–5,0 mm elektrodus. Jūs varat pārslēgties uz MMA režīmu, ko papildina funkcijas "Pretstapšana" un "Karstais sākums". Ieslēgšanās laiks šeit ir 80%, bet, ja samaziniet strāvas stiprumu no 225 līdz 180 A, tad indikators kļūst par 100%. Jaudai spriegums ir 170–260 V.

Plusi par Quattro Elementi B 225 (TIG, MMA)
- Ir cilpas plecu siksnas piestiprināšanai.
- Divi MMA režīmi un
- Digitāls ekrāns precīzai pašreizējās iestatīšanas iestatīšanai.
- Skārienpogas pārslēgšanas režīmi.
- Metinot lokšņu metālu 0,6–1,0 mm, amplitūdu var samazināt līdz 10.
- Ar strāvas stiprumu 180 A PV ir 100%.
- Ja spriegums pazeminās, ēdiena gatavošana "twosome" darbosies vienalga.
- Visi parametri atbilst deklarētajam.
Mīnusi Quattro Elementi B 225 (TIG, MMA)
- Ķermenī ievelk daudz putekļu.
- Pieejami tikai vārstu degļi.
- Barošanas poga atrodas aizmugurē.
- Jāiegādājas argona deglis - komplektā ietilpst tikai RDS kabelis un turētājs.
Secinājums Kaut arī šis invertors spēj argonu pagatavot tikai ar vārsta lāpu, to ir īpaši viegli pieskarties loka lokam, jo atvērtās ķēdes spriegums ir 85 V. Argona ierīcei tiek piešķirta arī 5,5 kg masa, kas padara to labāk piemērotu nēsāšanai uz pleca liela augstuma darba laikā vai metināšanas laikā. gar garu konstrukciju.
Labākais universālais aparāts DC / AC argona loka metināšanai
Ja jums periodiski jāmetina alumīnijs, tad izvēlieties ierīces ar iespēju pārslēgt līdzstrāvu uz maiņstrāvu. Šādu funkciju nosaukums norāda ar apzīmējumu AC / DC. Šeit ir labākie modeļi šajā kategorijā.
Aurora PRO INTER TIG 200 maiņstrāvas / līdzstrāvas impulss
Šis ir Ķīnas argona aparāts ar augstas kvalitātes montāžu. Modeli darbina vienfāzes tīkls un tas ražo 5-200 A. Tas ir aprīkots ar kabeļiem ar šķērsgriezumu DX50. Atvērtās ķēdes spriegums ir 44 V. Ir gaisa dzesēšana. PV maksimāli sasniedz 60%. Ierīci var darbināt apkārtējā temperatūrā no -20 līdz +50 grādiem.Visas elektroinstalācijas tiek izgatavotas ar izolācijas klasi F. Pēc izvēles var pievienot tālvadības pulti.

Plusi Aurora PRO INTER TIG 200 AC / DC PULSE
- Liels korpuss ar daudziem dzesēšanas caurumiem.
- Augstas kvalitātes montāža.
- Tas labi gatavo nerūsējošo tēraudu un varu.
- Tīkla sprieguma gandrīz nav.
- Pārvadāšanai ir divi cietie rokturi.
- Neskaitāmi iestatījumi strāvas stipruma palielināšanai un svārstībām.
- Zema tīkla slodze - 4,5 kW.
- Bezkontakta elektrodu aizdedze.
Mīnusi Aurora PRO INTER TIG 200 AC / DC PULSE
- Lai mainītu 20 kg svaru, ir jāpieliek pūles.
- Nelielā garāžā ne vienmēr ir viegli atrast vietu, kur izvietot
- MMA režīmā pēcdeglis nedarbojas.
- Visas papildu funkcijas netiek parādītas ekrānā - žalūziju regulēšana.
- Komplektā tikai viens degļa vāciņš.
- Nav krātera brūvēšanas funkcijas.
Secinājums Invertors argona metināšanai ir ievērojams ar 4T režīma klātbūtni. Tas ļauj ieslēgt metināšanu un neturēt nospiestu pogu uz lāpas. Režīms ir praktisks garām šuvēm atloku vai ražošanas konteineru metināšanas laikā. Ražotājs arī nodrošina degli ar 4 m šļūtenes paketi, kas ir noderīga, veidojot lielas konstrukcijas. Pulsa funkcija palīdz savienot plānas nerūsējošā tērauda un alumīnija loksnes bez deformācijas.
BRIMA TIG-200P maiņstrāva / līdzstrāva
Vēl viens cienīgs vācu ražotāja produkts. Argona ierīce ir samontēta Ķīnā, taču, spriežot pēc pārskatiem, tā ir vienkārša un uzticama kā AK-47 šautene. Invertors rada strāvas stiprumu 10-200 A, vienlaikus patērējot 5 kW. Piemērots, lai izveidotu savienojumu ar vienfāzes tīklu. PV pie maksimālās strāvas sasniedz 60%. Profesionālais modelis tiek atdzesēts ar gaisu. Tukšgaita - 56 V. Tas ir aprīkots ar degli ar volframa elektrodu un bezkontakta aizdedzi.

Plusi no BRIMA TIG-200P maiņstrāvas / līdzstrāvas
- Savienotāji profesionāliem degļiem ar bezkontakta aizdedzi.
- Spēcīgi rokturi.
- Digitālais displejs.
- Aizsardzība pret pārslodzi un pārkaršanu.
- Atbalsta divus TIG un MMA metināšanas veidus.
- Ir iestatījumi loka veidošanai.
- Zema tīkla noslodze - 5 kW.
- Zems troksnis.
Mīnusi BRIMA TIG-200P AC / DC
- Svars 25 kg apgrūtina pārvadāšanu.
- Lieli izmēri 50x35x36 cm.
- Ja aizsardzība ir darbojusies, tā neieslēdzas 30 minūtes (visi darbi apstājas).
- Vāja zemes spaile - var izdegt pēc 2 aktīvas lietošanas mēnešiem.
- "Negatīvs" kabelis 2 m garš.
Secinājums Šim invertoram ir plašas pielāgošanas iespējas, kas ir noderīgas profesionālam metinātājam darbnīcā vai darbnīcā. Gāzes priekšattīrīšanas laiks tiek iestatīts no 0 līdz 2 s. Postgas var būt no 2 līdz 10 s. Metinātājs izvēlas impulsa garumu un frekvenci. Metināšanas beigās jūs varat izvēlēties vērtību strāvas samazināšanai par 10 A, lai izvairītos no fistulas "slēdzenē". Tas viss ir piemērots kritisku konstrukciju ražošanai, kuras vēlāk pat nokārto pārbaudi ar trūkumu detektoru.
Dažādu metālu metināšanas iezīmes
Metinot metālu no jebkura materiāla, jums jāapgūst daži noteikumi. Atstarpei starp elektrodu un virsmu jābūt 2–5 mm. Uzturiet degli 45 grādu leņķī. Parasti tas tiek turēts ar labo roku, un pildījuma stieple tiek pasniegta ar kreiso. Neaiztieciet adatas galu ar piedevu - elektrods tiks netīrs, loka darbība pasliktināsies, volframs var jonizēt metināšanas šuvē. Lai piepildītu degli, tiek piegādāta piedeva. Veidots šuve jāatstāj aiz muguras, un karstā gāze jāizplūst uz joprojām nesavienotajām sagataves pusēm.
Metinot dažus metālus, pastāv papildu noteikumi, kas jāzina iesācēju argonatoram.
Alumīnijs
Šeit barjera ir ugunsizturīgs oksīds virsū. Lai to iznīcinātu, izmantojiet apgrieztas polaritātes maiņstrāvu. Tas veicina virsmas sildīšanu bez elektrodu pārkaršanas. Maiņstrāva maina procesu, novēršot sagataves pārmērīgu kausēšanu, veidojot izdegšanu. Īpaši noderīga ir impulsa vai dubultā impulsa funkcija, no kuras vīles kļūs vēl labākas.
| Sagataves biezums, mm | Volframa elektrodu diametrs, mm | Stieņa diametrs, mm | Strāvas stiprums, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
Vara
Šķidrā stāvoklī tas reaģē ar ūdeņradi, kas noved pie lielu poru veidošanās. Šeit jūs varat izmantot tiešu vai maiņstrāvu, bet tikai ar apgrieztu polaritāti. Ieteicams arī palielināt argona plūsmu no 1,5 līdz 2 litriem minūtē. Šajā gadījumā pildviela nav nepieciešama, jo metāls ir šķidrs un malas izkausē pietiekami, lai veidotu stipru savienojumu. Volframa elektrodu vietā ir vērts izmantot grafītu, ko arī klasificē kā nelietojamu.
| Elektrodu tips | Sagataves biezums, mm | Elektrodu diametrs, mm | Strāvas stiprums, A | Loka garums, mm |
|---|---|---|---|---|
| Grafīts | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| Pārklāts | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titāns
Aktīvs materiāls, kas reaģē ar apkārtējo gaisu. Metināšanas baseina aizsardzībai metināšana tiek veikta ar paaugstinātu argona padevi. Atšķirībā no vara un alumīnija, titānam ir zema siltuma vadītspēja. Lai nodrošinātu uzticamu sānu savienojumu, šuves malas būs jānostiprina ar papildu šuvēm. Strādājot ar sagatavēm, kas ir biezākas par 1,5 mm, tiek izmantota titāna pildviela.
| Sagataves biezums, mm | Elektrodu diametrs, mm | Stieples diametrs, mm | Strāvas stiprums, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Tagad, izpētījis argona loka metināšanas ierīču izvēles iespējas un ņemot vērā labāko modeļu vērtējumu, varat izvēlēties invertoru, lai veiktu savus uzdevumus privātā darbnīcā vai ražošanā.








