כיצד לבחור מכונת ריתוך לאלומיניום
אפילו רתכים מנוסים, בפעם הראשונה שהם נתקלים בחיבור אלומיניום בצורה קשת ידנית, חווים לעתים קרובות תסכול מאיכות הריתוך. אם היית צריך לעבוד באופן קבוע עם מתכת "מצוברחת" כזו, אז המאמר שלנו יעזור לך לבחור מכונת ריתוך לאלומיניום, שתיצור תפרים הדוקים ואיכותיים.

תכונות וקשיים של ריתוך אלומיניום
יתכן שיהיה צורך בריתוך אלומיניום בכדי לאטום סדק בתבנית שמן המנוע או בתיבת ההילוכים. לעתים קרובות מתקן בדרך זו את הבלוק הקפוא של מקטורן קירור המנוע. מכשירים לריתוך אלומיניום מבוקשים בתעשייה הכימית והמזון, ייצור מכולות, אספנים, פילטרים ומוצרים אחרים.
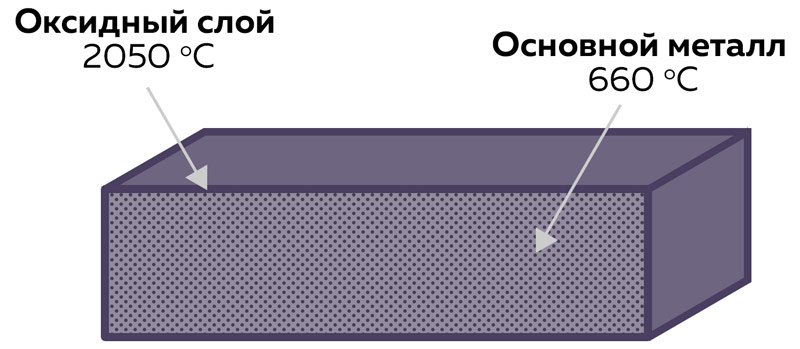
אבל האלומיניום וסגסוגותיו AlMn, AlSi, AlMg מולחמים בצורה גרועה יותר בגלל התכונה העיקרית - נוכחות של שכבת תחמוצת עקשן על פני השטח. נקודת ההתכה שלה היא 2044 מעלות ואילו המתכת שתחתיה זורמת אחרי 660 מעלות. זו הבעיה העיקרית, מכיוון שחוזק זרם קטן אינו מסוגל להמיס את השכבה החיצונית, ומתכת המילוי מונחת על פני השטח. זרם גדול מוביל לכוויות דרך. לכן, טכנולוגיות קלאסיות לריתוך אלומיניום אינן מתאימות.
בין הקשיים האחרים בעבודה עם מתכת זו הם הבאים:
- הבדל קטן בין נקודת התכה להתמצקות. האלומיניום הופך לנוזל ב 660 מעלות. אבל אם מותר לו להתקרר רק 15-20 מעלות צלזיוס, הוא כבר מתחיל להתגבש. נדרש מכשיר ריתוך מאלומיניום שיכול לשמור על זרם עבודה בטווח כזה שיכול להיווצר תפר.
- מוליכות תרמית מוגברת. החום מתפשט דרך אלומיניום פי 5 מהר יותר מפלדה עדינה. בריכת הריתוך מתקררת במהירות, והחלק יכול לעוות באופן משמעותי על שטח גדול, אפילו מתפר קטן.
- שימור צבע בצורה מותכת. בעת ריתוך מתכות שחורות, קל לרתך לשלוט על מצב בריכת הריתוך ועל כמות המילוי המסופק, מכיוון שהוא הופך לבן מסנוור, בניגוד לסיגים אדומים. האלומיניום אינו משנה צבע בצורה נוזלית וקשה יותר עבור הרתך להבין חזותית כיצד נוצר תפר.
- הצטמקות מוגברת. לאחר הקירור, גלילי המתכת שהופקדו יכולים לשקוע משמעותית, מה שיוצר בורות בתפר ונדרש שטח פנים חוזר מלמעלה.
- אינטראקציה עם הסביבה. במגע עם אוויר הסביבה אלומיניום מתאדה מימן, מה שמוביל לנקבוביות גדולות במבנה הריתוך. הלחץ של מים או נוזלים אחרים לא יעמוד בחיבור כזה. יש צורך להגן על בריכת הריתוך מגזים חיצוניים.
- נזילות מוגברת. במצב המותך אלומיניום דומה למים - קשה יותר לכוון מתכת נוזלית עם צורב, במיוחד כששומרים על תפר במישור נוטה. זה מוביל גם למהירות דרך כוויות.
התפרים הראשונים לרתכי אלומיניום מתחילים הם תמיד רעים. בהדרגה, הבעיה נפתרת על ידי הכשרה בתרגול. אך החשיבות העיקרית משחקת על ידי הבחירה הנכונה של מכונת ריתוך המיועדת לחיבור אלומיניום.
איזו מכונה מתאימה ביותר לריתוך אלומיניום
מכיוון שקיימות בשוק אלקטרודות מצופות עם ליבת אלומיניום, נראה כי הדרך הזולה ביותר לרתך מתכת זו היא ריתוך קשת ידני בעזרת מהפך. אך במציאות, ריתוך MMA על אלומיניום יאפשר לכם רק לחבר את שני צידי המתכת עם טיפות התוסף המונחות על גבי.
תפר עמיד ומהודק לא יעבוד כאן.לחיבור טוב תצטרך מכונת ריתוך לריתוך אלומיניום במצבי MIG או TIG. לכל אחד מהם מאפיינים משלו, שיש לקחת בחשבון בבחירתם.
שימוש במכונות ריתוך MIG / MAG לאלומיניום
ריתוך MIG הוא שימוש במכונות חצי אוטומטיות בהן תיל הריתוך מוזן ברציפות דרך התעלה ישירות לפיד. הכבל השני עם הקליפ מחובר ישירות למוצר. קיצור החוט לשטח החומר מוביל לעירור של קשת חשמלית. במקביל, גז מהזרבוב מבודד את בריכת הריתוך מהסביבה החיצונית.


מקצוענים
- מהירות ריתוך גבוהה;
- ראות טובה של המתרחש בבריכת הריתוך;
- ידו השנייה של הרתך חופשית לתמוך בחומר העבודה או להישאר בגובה;
- אתה יכול ליצור תפרים ארוכים רציפים;
- לאחר סיום התהליך אין קרום סיגים.

חסרונות
- העלות הגבוהה של הציוד עצמו. ישנן גם עלויות נוספות להגנה על גז (תערובת של ארגון ופחמן דו חמצני).
- חוט המילוי האלומיניום דק וגמיש, ולכן הוא "הולך" מאוד וקשה יותר לרתך להנחות אותו.
- אם לעיתים קרובות נדרש לבצע ריתוך חלופי של מתכות ברזליות ואלומיניום באמצעות מכשיר חצי חצי-אטומי, אז לוקח הרבה זמן להחליף את תעלת הפלדה בפיד למתקן טפלון.
- התפר ממכשיר חצי אוטומטי על אלומיניום הטרוגני ברוחבו. אם הוא ממוקם בצד הקדמי של החומר, יש צורך בפשטות מכאניות שלאחר מכן.
אילו פונקציות צריכות להיות להתקנים חצי אוטומטיים לאלומיניום?
אתה יכול לחבר אלומיניום לא על ידי מכשירים חצי אוטומטיים. ציוד ריתוך אמור להיות בעל הפונקציות הבאות:
התחלה חמה. פונקציה זו נקראת "התחלה חמה", מכיוון שהיא מאפשרת להניח תפר איכותי מהמורמימטרים הראשונים של החיבור. לשם כך, נשמר קצב סרק גבוה (80-90 וולט) על התיל, והזרם מסופק תחילה מעט מעל הזרם העיקרי.
עבור אלומיניום, זה שימושי לחימום מהיר של פני השטח והרס של תחמוצת. בשל השפעה זו, התפר מתחיל להיווצר מייד, מבלי להדביק את גלילי התוספות מלמעלה. במכונות מקצועיות אתה יכול להתאים את ההגדרה של "התחלה חמה" כדי לקבוע כמה חם יהיה.
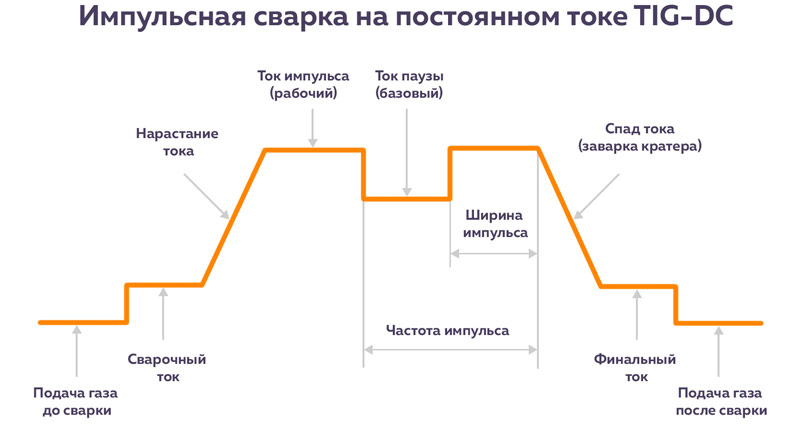
דופק. פונקציה זו אינה מייצרת זרם בסיס אחיד, אלא תורמת לסירוגתה. התוצאה היא המשרעת שבה הזרם עולה לדופק העובד, ואז הפסקה עם ירידה. ברגע מתח השיא, התחמוצת נמסה, ובתקופת ההפסקה, מבטיח היתוך שקט של המתכת המילוי בכמות מינימלית של ריסוס.
במכשירים חצי אוטומטיים מקצועיים תוכלו לכוונן הן את תדירות הדופק והן את אורכו, המאפשרים להתאים את הריתוך בהתאם לעובי האלומיניום וסוג הסגסוגת. הפונקציה רלוונטית במיוחד למתכות דקות למניעת התחממות יתר של פני השטח ויצירת חורים דרך.
דופק כפול. מכפיל את האפקט הקודם. בנוסף למשרעת המתחלפת בין הבסיס לזרם הראשי, יש עלייה ונפילה מתנדיים של זרם השיא. פונקציה כזו משפרת עוד יותר את איכות ריתוך האלומיניום עד העברת הטפטוף של מתכת. קלט חום מינימלי מונע התחממות יתר של חומר העבודה ועיוותו. התפרים דקים אך עמוקים, ומהירות הריתוך עולה.
שימוש במכונות TIG לריתוך אלומיניום
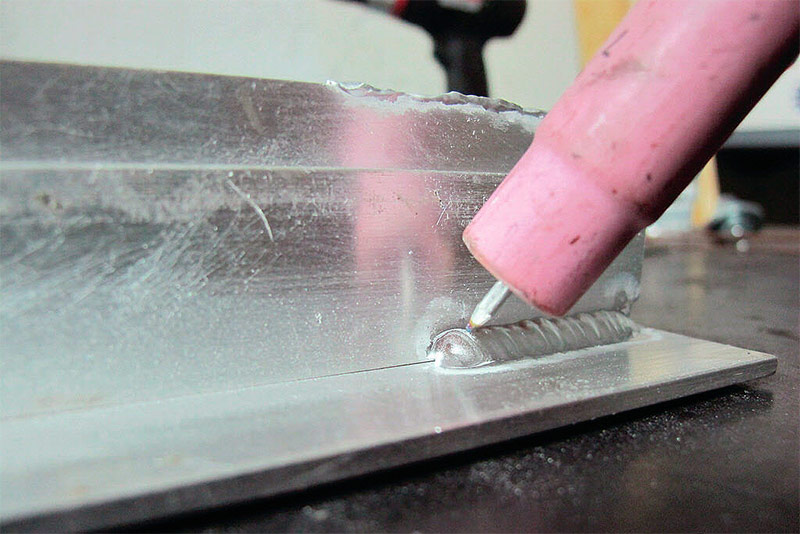
ריתוך TIG של אלומיניום מתבצע באמצעות מהפך המייצר זרם חילופי.
ברתך יש מבער אלקטרודה טונגסטן ביד אחת. המגע שלה על פני החלק שאליו מחוברת המיסה מוביל להיווצרות קשת חשמלית. טונגסטן לא נמס, ולכן אורך האלקטרודה לא משתנה. לריתוך אלומיניום משתמשים בצורה עגולה של חידוד המוט.
ביד השנייה של הרתך מוזנים חוט מילוי לבריכת הריתוך כדי להגדיל את גובה התפר ולתת כוח לחיבור. גז מגן ארגון בורח מהמבער ומונע מגע עם אוויר חיצוני.
יתרונות TIG לריתוך אלומיניום
- התפר צמוד ומהודק;
- אין צורך בעיבוד שבבי;
- אין נקבוביות במבנה;
- ניתן ליצור תפרים צרים ברוחב של 2-3 מ"מ.
חסרונות TIG לריתוך אלומיניום
- צריכה מוגברת של כספים לחוטי מילוי וגז;
- מהירות ריתוך נמוכה;
- עלות גבוהה של ציוד;
- ניתן ליצור רק תפרים קצרים;
- המחט מרוססת במהירות וצריך לתקן את צורתה;
- בעת ריתוך גיליון אלומיניום בעובי של 1-2 מ"מ, יש צורך במצע כדי למנוע שקיעות במתכת המחוממת.

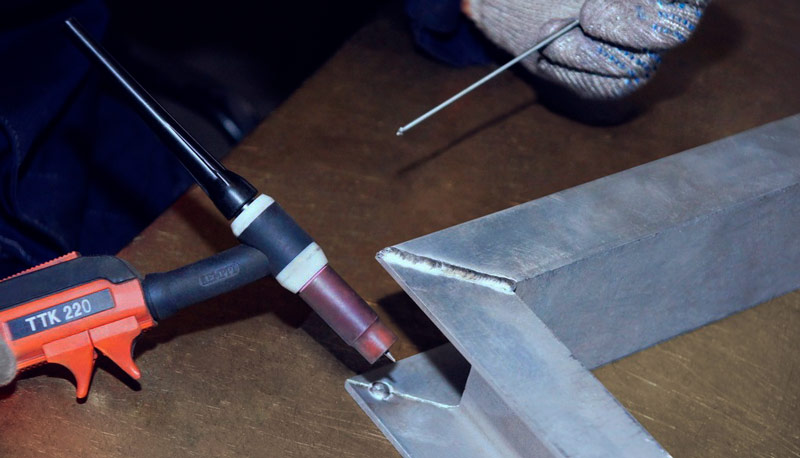
איכות התפרים שניתן להשיג בעת ריתוך אלומיניום באמצעות ריתוך TIG.
אילו פונקציות צריכות להיות ממירי TIG לאלומיניום?
למרות שניתן להצטייד בכל מהפך בפיד לריתוך TIG, ניתן לחבר אלומיניום בשיטת ארגון קשת איכותית רק אם הפונקציות הבאות זמינות:
דופק. זה ממלא את אותו תפקיד כמו במכשיר החצי אוטומטי. מפחית קלט חום ומונע שריפה של חומר נוזלי. מכשירים מקצועיים תומכים בהגדרת גל הדופק. הגל המרובע מעניק חדירה עמוקה ומהירות גבוהה של התהליך. משולש מקל על ריתוך יריעות אלומיניום דקיקות במינימום העברת חום. הגל המעוגל מקל על השליטה בבריכת הריתוך אפילו לחדירה של המפרקים הקריטיים. סינוסואיד נותן קשת רכה עם אחיזה רחבה של בריכת הריתוך, אך לא חדירה עמוקה.
טרום ופרסום דלק. מתחיל למשך 2 שניות טיהור מקדים של גז המגן כדי להעביר את האוויר הסביבה מהמקום בו מתחיל הריתוך. הוא מספק ארגון לאחר שהפריע לקשת למשך 3-10 שניות, ומאפשר לבריכת הריתוך להתגבש כרגיל ללא חמצן.
מעבר לזרם חילופי. ריתוך TIG עם מהפך אפשרי רק בזרם חילופי. לשם כך חובה כי ייעוד המכשיר חייב להיות מסומן AC / DC.
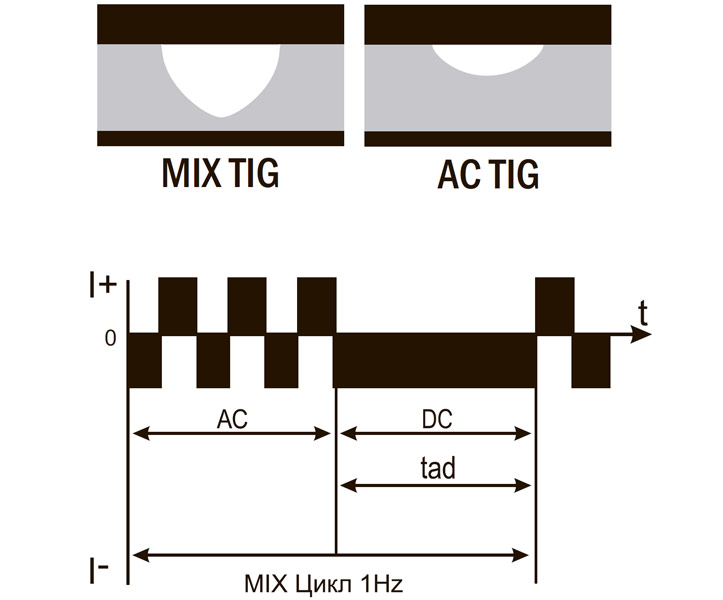
MIX TIG. מצב זה מחליף את ההשפעה על חומר הזרם הישיר והחלופי. ראשית, AC נכנס לפעולה, שהורס את סרט התחמוצות בתדירותו. ואז הוא מוחלף על ידי DC, ומספק חדירה עמוקה עם חלוקה אחידה של מתכת מילוי. פונקציה זו מעשית במיוחד כאשר רוצים לחבר אלומיניום בעובי 2 ו -7 מ"מ זה לזה.
התאמת יתרה. מאפשר לך לקבוע את תדירות השינוי האוטומטי של קוטביות המתח, שאם חיובי מאריך את חיי האלקטרודה של טונגסטן ומגדיל את עומק החדירה, ואם המחוון שלילי הוא מפחית את כניסת החום ומגן מפני כוויות ועיוותים.
לאחר שלמדת את הדרישות למכונות ריתוך מאלומיניום, אתה יכול לבחור בקלות ציוד ריתוך לבית המלאכה, בית המלאכה או המוסך שלך.








