ריתוך בקשת ארגון: עיקרון העבודה, איך לבחור, המכונות הטובות ביותר
בניגוד לשיטת MMA, ריתוך בארגון מאפשר לך ליצור תפרים מדויקים יותר שאין צורך לנקות אותם. אפילו שיטה זו יכולה לחבר עד שמונה סוגים של מתכות. המאמר שלנו יעזור לכם לבחור מכונת ריתוך לריתוך קשת ארגון, כך שהיא תתאים לצרכים שלכם, ותציג את הדירוג של דגמים שנבדקו כבר עם ביקורות חיוביות, כמו גם רתכים כמו המאפיינים שלהם.

בחירת הסחורה בוצעה על סמך ביקורות, חוות דעת ודירוגים של משתמשים שפורסמו על משאבים שונים באינטרנט. כל המידע נלקח ממקורות פתוחים. איננו משתפים פעולה עם יצרנים וסימני מסחר ואיננו קוראים לרכוש מוצרים מסוימים. המאמר מיועד למטרות מידע בלבד.
עקרון הפעולה של ריתוך בקשת ארגון
בייעוד הבינלאומי, בשיטת הארגון-קשת יש את הקיצור TIG. הוא משמש באופן פעיל בייצור ובסדנאות. בעזרתו מחוברים חלקי רכב סדוקים (מחסניות ארכובה, יחידות קירור למנוע), אוספים מכולות לתעשיית המזון והכימיה, מסילות מגבת מפלדת אל חלד, אספנים, מסננים לנוזלים מיוצרים וכו 'במוסך, מכשיר כזה יכול לבצע בהצלחה תיקוני גוף או לייצר קטנים מוצרים.
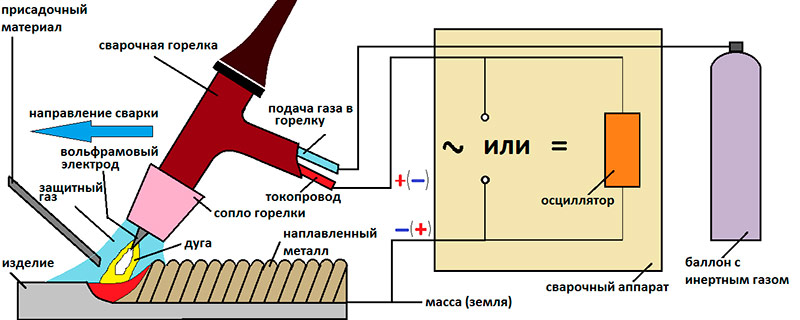
העיקרון של ריתוך ארגון הוא חיבור מתכות לקשת חשמלית בסביבת גז אינרטי. לצורך התהליך אתה זקוק למקור זרם שמוריד מתח ומגביר את הכוח. זרם מסופק למבער המצויד באלקטרודת טונגסטן. הוא אינו מתכלה, ולכן קל יותר לרתך לשלוט באורך הקשת, שאמור להיות 2-5 מ"מ. כבל המיסה מתחבר למוצר.
נגיעה בקצה מחט הטונגסטן לחלק מרגשת קשת חשמלית. מפרקים דקים אינם דורשים רעידות לרוחב - האלקטרודה פועלת בצורה חלקה, מימין לשמאל לאורך קו התפר, משטח המפרק חלק כמראה. אם יש פער בין החלקים או שיש צורך להרחיב את גבולות התפר, אז כאשר מובילים את הלפיד, הרתך מבצע רעידות קלות בצדדים, וממתח את בריכת הריתוך. זה תורם להיווצרות קשקשים קטנים.

תהליך ריתוך קשת בארגון.
הטמפרטורה של הקשת נעה בין 2000 ל 5000 מעלות, תלוי בחוזק הנוכחי. זה מאפשר להמיס את שולי המתכת ולחבר אותה עם תפר דק. כדי לחזק את העיצוב, משתמשים בחוט מילוי אשר מוזן על ידי היד השנייה של הרתך לבריכת הריתוך. אז אתה יכול להגדיל את גובה הגלגל, לתת לתפר צורה קשקשת ואף לבצע חיפויים מתכתיים לעיבוד שבבי לאחר מכן (חריץ על מחרטה, טחינה).
ארגון גז אינרטי משמש להגנה על בריכת הריתוך מהסביבה החיצונית. הוא מסופק מהגליל למבער ומעקה אוויר רגיל. זה מבטל את היווצרות הנקבוביות במבנה הריתוך. החיבור הדוק ועמיד. במקביל, גז המגן מקרר את אלקטרודת הטונגסטן ואת זרבובית הקרמיקה כך שהם לא מתחממים יתר על המידה. בשלב האחרון, עם כיבוי הקשת, ארגון מסייע להתמצקות התפר.
תכנית של תהליך ריתוך קשת בארגון.
היתרונות והחסרונות של שיטת TIG
לשיטת TIG יתרונות ברורים על פני שיטות ריתוך אחרות, אך לעבודה עם מכונת ריתוך ארגונית יש מספר חסרונות שעליך להכין אותם בבחירת שיטת ריתוך זו.

יתרונות שיטת TIG
- חימום מקומי מבטל עיוות חמור במוצר;
- מחט טונגסטן דקה מאפשרת לך ליצור תפרים צרים ומסודרים;
- ניתן לבצע ריתוך עם תוסף ללא ובלי, המשפיע על גובה הגלגל;
- החיבור מתקבל ללא קרום סיגים בחלקו העליון;
- ברוב המקרים לא לאחר מכן
- עיבוד שבבי;
ניתן לרתך נירוסטה ומתכות לא ברזליות; - התפרים הדוקים ועומדים בלחץ גבוה;
- שום ריסוס מתכת לא נדבק לפני השטח.

חסרונות של שיטת TIG
- מהירות החיבור נחותה מ- MIG;
- כובע מבער מפריע לעבודה במקומות שקשה להגיע אליהם;
- זרבובית קרמיקה מגבילה מעט את הנראות של בריכת הריתוך;
- איכות התפר תלויה במיומנויות המשתמש (קח ובשל מייד, מכיוון שהוא לא מסתדר למחצה אוטומטית);
- יש צורך להאכיל כל הזמן את התוסף ביד שנייה ולשלוט על אורכו (בעת הריתוך, אורך החוט מצטמצם במהירות וחלקים ארוכים אינם נוחים להחזיק בידיים שלך,
- כשהם "הולכים");
- אלקטרודות טונגסטן יקרות יותר מצופה;
- עלויות נוספות עבור ארגון;
- אי אפשר לרתך חלקים ברחוב עם רוחות גבוהות (ארגון מפוצץ ובריכת הריתוך נותרה בלתי מוגנת).
כיצד לבחור את הציוד הדרוש לעבודה
יש לבחור ציוד לריתוך קשת בארגון בהתבסס על המשימות הקרובות והנפח שלהם. אחרת, אתה יכול לקנות יחידה חלשה מדי, או להפך לשלם תשלום יתר על הפוטנציאל שנותר ללא שימוש. ראשית, בואו נדבר על בחירת מקור נוכחי.
כיצד לבחור מכונת ריתוך לריתוך TIG
מכונת ריתוך של ארגון היא מהפך המחובר לרשת 220 או 380 וולט, אשר ממירה מספר פעמים זרמים מתחלפים לכיוון, ומגדילה את התדר שלה. בפנים משתמשים במספר שנאים, גשרי דיודה ולוח מקשים. כל זה תורם למשקל נמוך של 4-30 ק"ג ולתפר באיכות גבוהה.
אם אתה זקוק למנגנון לריתוך במוסך, בחר דגם של 220 V. לייצור, זה אופטימלי ל -380 V. משקל של 4-8 ק"ג שימושי לפעילות בחוץ ועבודה בגבהים, כמו גם עם מבנים נפלאים. בשימוש נייח, המשקל לא משנה. שימו לב לפרמטרים ולאפשרויות הציוד הבאים בעת בחירת מהפך לריתוך ארגון.

מכשירי ריתוך ארגון וציוד נחוץ.
סוג המתכת וזרם הריתוך
המהפך מפלט זרם ישר ביציאה. זה מאפשר ריתוך מעולה של פלדות שחורות, נירוסטה, ברזל יצוק, נחושת ואפילו סגסוגות טיטניום.
אם הסדנה שלכם עובדת רק עם מתכות אלה, בחרו בכל מכשיר ארגון עם ערך DC.
אבל לחיבור אלומיניום וסגסוגותיו למכשיר כזה לא יעבוד. הקושי הוא סרט תחמוצות, שיש לו נקודת התכה העולה על 2000 מעלות, אם כי המתכת עצמה הופכת לנוזלית לאחר 660 מעלות. לצורך ריתוך אלומיניום, נדרש מהפך AC / DC אוניברסלי, אותו ניתן לעבור לזרם חילופי. בשל כך, תחמוצת השטח נהרסת בקלות, ומתכת הבסיס אינה נשרפת מהטמפרטורה הגבוהה של הקשת.
אם יש לך תחנת שירות או פעילות הקשורה למכלי אלומיניום, חפש מכשיר ארגון עם הכינוי AC / DC.
| זרם ישר | זרם חילופין |
|---|---|
| סוגים שונים של פלדות | אלומיניום |
| נירוסטה | סגסוגות מגנזיום |
| ברזל יצוק | - |
| נחושת | - |
| סגסוגות טיטניום | - |
טווח זרם ריתוך
טווח החוזק הנוכחי (A) קובע עד כמה עובי העבודה יעבדו. כאן, הן המחוונים העליונים והתחתונים חשובים. הערך המחושב הממוצע הוא 35 A לכל 1 מ"מ עובי מתכת. לדוגמה, אם אתה מרותך צינורות ופרופילים שחתך הקיר שלהם אינו עולה על 2 מ"מ, אז יספיקו 70 A. מכשיר ארגון בערך מקסימאלי של 160 A יכסה את כל דרישות הריתוך עבור חלקי עבודה בעובי של עד 4 מ"מ. כאשר נדרש לחבור לחתיכות עבודה של 5-7 מ"מ בעזרת ריתוך ארגון, בחר באיזור מהפך עם מקסימום 200-250 A.
הערך המינימלי אליו ניתן להוריד זרם משפיע על היכולת לרתך מתכת דקה. לדוגמה, ישנם מכשירי ארגון עם סף נמוך יותר של 5 A. זה מספיק כדי לחלוט פח עם חתך רוחב של 0.6 מ"מ. דגמים עם קצב נמוך יותר של 20-30 A אינם מסוגלים לכך.
| סוג המתכת | עובי מתכת מ"מ | סוג נוכחי | נוכחי ¸ |
|---|---|---|---|
| סגסוגות פלדה | 1,0 | די.סי. | 20-40 |
| 1,5 | די.סי. | 40-70 | |
| 4,5 | די.סי. | 120-140 | |
| אלומיניום | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
מצב דופק
בחירת מכשיר ארגון עם פונקציה כזו נחוצה לריתוך טוב יותר אפילו של מתכות דקות. מצב הדופק כולל זרם ריתוך מתחלף והשהייה. זה מקטין את קלט החום, מבטל לחלוטין את העיוות ואת עיוות החלק של החלק. ניתן לכוונן את תדירות שינוי הדופק, שקובעת את מהירות הריתוך. מצב זה מבוקש גם כשמשלבים אלומיניום, מכיוון שזרם גבוה משמיד את התחמוצת, וירידה בכוח בזמן הפסקה מונעת את שרפת המתכת הבסיסית.
עצמת השימוש (משך ההכללה)
בדרך אחרת נקרא פרמטר זה משך ההכללה ומצוין כאחוז. לדוגמה, עם מכשיר ארגון PV של 40%, 4 מתוך עשר דקות יעבדו. אם תשתמש בו בתדירות גבוהה יותר, הוא יחמם יתר על המידה וההגנה תעבוד. הציוד ייכבה בכוח עד שיתקרר לחלוטין. כשיש הרבה תהליכי הכנה בעבודה, הפשטה, חיתוך החסר, אז מספיק PV של 40%. למהפך יהיה זמן להתקרר במהלך הפסקות כאלה. אם הרתך עובד ברציפות, וכל תהליכי ההכנה מתבצעים על ידי אחרים, אז נדרש מכשיר יצרני יותר עם מחזור חובה של 80 או 100%. אז העבודה לא תהיה בטלה.
אך משך המיתוג נמדד בזרם המקסימאלי, כך שלדגם יש 300 A עם PV 60%, עם ירידה בזרם הריתוך ל 200 A, ה- PV יהיה 100%. לכן כשקובעים את עוצמת השימוש, עדיין כדאי לקחת בחשבון איזה זרם הפעלה נחוץ למשימות יומיומיות.
פונקציות נוספות
מכונות ריתוך קשת מסוג Argon יכולות להיות מצוידות בכמה פונקציות המאפשרות את התהליך או מגבירות את איכות התפר. כמובן שככל שהיכולות של הציוד רחבות יותר, כך הוא יקר יותר, ולכן כדאי לחשוב כמה צריך כל פונקציה במקרה מסוים.
להלן הנפוצים ביותר:
- זמן טיהור גז. במנגנון, באפשרותך להתאים את זמן הטריקה הראשונית וההנקה לאחר מכן עם ארגון. בתחילת התהליך זה עוזר בהוצאת אוויר הסביבה מאזור עירור הקשת. בסופו של דבר זה עוזר להתגבש את בריכת הריתוך ולקירור האלקטרודה. ככל שהמתכת מתקררת, למשל אלומיניום, כך הטיהור צריך להיות ארוך יותר (עד 7 שניות).
- הצתה בתדירות גבוהה. כל ציוד מהפך יכול להיות מצויד בפיד שסתום כך שיוכלו לבצע ריתוך TIG. אבל כדי לרגש את הקשת, עליכם לגעת בקצה האלקטרודה במוצר שאליו המסה מחוברת. בדגמים עם הצתה בתדר גבוה משתמשים במתנד המתנדנד למתח מתח של עד 10 מ"מ דרך מתח אוויר. זה עוזר להתחיל לריתוך ללא נגיעה, פשוט על ידי הרמת הלפיד. ישנם פחות סימנים על פני המוצר, ויש לחדד את האלקטרודה לעתים קרובות פחות.
- ריתוך מכתש. זוהי ירידה הדרגתית במשרעת זרם הריתוך, המסייעת לחסל נקודה ב"נעילת "התפר. פונקציה כזו חשובה בעת ריתוך צינורות ומכלים מתחת למים ונוזלים אחרים, כמו גם בעבודה עם יריעות דקות של 0.6-1.0 מ"מ.
- קירור מים. במכשירים לריתוך ארגון, ניתן להתקין משאבה השואבת נוזל לרדיאטור דרך תעלת הכבלים למבער. זה תורם להסרת החום המואצת מהזרבובית והאלקטרודה הקרמית, ומאריך את זמן הפעולה הרצוף. הפונקציה נדרשת במקום שמשתמשים בזרמים גבוהים של 250-400 A ויש צורך בהפעלה רציפה של הציוד.
ציוד נוסף הדרוש לעבודה
לריתוך קשת ארגון, בנוסף למקור הנוכחי, תזדקק לכבל עם לפיד. לרוב זה מגיע עם ציוד, אך עם דגמי הפרימיום EWM, לינקולן אלקטריק ואחרים, ניתן למכור אותו בנפרד.
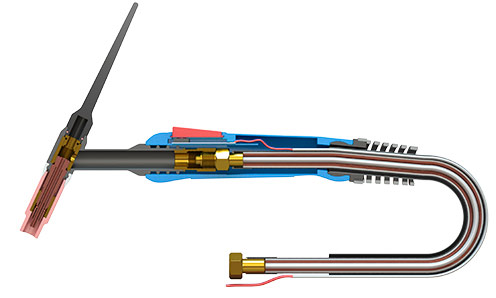
לפיד חתך לריתוך קשת ארגון.
המבערים הם מסוג השסתום (אספקת הגז נפתחת על ידי השסתום על המבער) ובקרת כפתור (לחיצה על הכפתור על המבער מתחילה דלק וזרם). אורך השרוול 2-5 מ 'נבחר בהתאם לניידות הנדרשת של הרתך וגודל המבנים המורכבים.

לפיד לריתוך קשת ארגון מסוג שסתום.

לפיד לריתוך בקשת ארגון עם בקרת לחצן.
גליל גז אינרטי נדרש לריתוך. אם אתה צריך לעבוד מדי פעם, אז זה מספיק לקנות צילינדר 10 ליטר, שלא תופס הרבה מקום וקל לקחת את תא המטען לצורך תדלוק. אותה אפשרות היא פרקטית בעת נסיעה בעבודה. עם פעילות נייחת מתמדת בסדנה או בהפקה, נבחר צילינדר 150 ליטר גדול.

צילינדר גז אינרטי לריתוך בקשת ארגון.
הצילינדר זקוק להפחתה עם מדדי לחץ גבוה ונמוך, כמו גם צינור המחבר את הצילינדר למהפך. בעזרת מד לחץ גבוה, הרתך עוקב אחר שארית הגז ובלחץ נמוך קובע את קצב זרימת הארגון במבער.

מפחית מד לחץ וצינור.
לצורך הריתוך יש צורך באלקטרודות טונגסטן. הם מגיעים עם קצה כחול, זהוב, אדום או ירוק לסוגים שונים של מתכות. המגוון ביותר הוא הצבע הכחול של קצה. קוטר האלקטרודה 1.6-4.0 מ"מ נבחר בהתאם לדרישות לרוחב התפר, לעומק ההתכה ולחוזק הזרם המרבי.

אלקטרודות לריתוך קשת ארגון.
ניתן לבצע ריתוך בארגון ללא תוסף, אם החלקים מחוברים זה לזה, ואין עומס מכני חזק על המבנה. במקרים אחרים, משתמשים בחוט מילוי מאותו החומר כמו המתכת העיקרית המרותכת.

חוט מילוי לריתוך קשת ארגון.
וידאו מה זה ריתוך ארגון וכיצד לבחור מכשיר לריתוך קשת ארגון
מכונות הריתוך הטובות ביותר בארגון
לאחר ששקלנו את הקריטריונים לבחירת ציוד לריתוך ארגון, נעבור לדגמים ספציפיים שקיבלו ביקורות חיוביות מריתכים.
מכונות ריתוך קשת ארגון DC הטובות ביותר
כדי לרתך מתכות שחורות, נירוסטה ונחושת, משתמשים בממירים המייצרים זרם ישר. להלן דירוג הדגמים הטובים ביותר מקטגוריה זו.
RESANTA SAI-230 HELL (TIG, MMA)
במקום הראשון נמצא מהפך Resanta SAI-230. מנגנון הארגון מסוגל לפעול מרשת 170-242 וולט ומייצר זרם ישר של 10-230 A. בביצועים מקסימליים, הזמן הוא 70%, המאפשר להשתמש בו לא רק לצרכים ביתיים. בנוסף לריתוך TIG, הציוד תומך במצב MMA, שעבורו יש מתג בלוח הקדמי. זה נוח כשנדרש ריתוך ארגוני מסודר וחיתוך עם אלקטרודות מצופות. הדגם שוקל 11 ק"ג. מסופקים לפיד וכבל קרקע. היצרן מנפיק אחריות לשנתיים.

היתרונות של RESAI SAI-230 HELL (TIG, MMA)
- מתח גבוה 230 A לחדירה של 6 מ"מ.
- רצועת כתף לנשיאה.
- הצתה ללא מגע בעת שימוש במבער עם מתנד (יש מחבר לחיבור שליטה מהמבער);
- הזרם יורד ל 10 A עבור ריתוך חומר גיליון 0.8 מ"מ.
- מעטפת הברזל עומדת בתנאי הבנייה הקשים במשך זמן רב.
- מחיר אטרקטיבי.
- מחברים אמינים.
חסרונות RESAUT SAI-230 HELL (TIG, MMA)
- אין תצוגה לשליטה חזותית בהגדרות.
- יש לפרק את הדירה מפני שאיבה נושבת במשך זמן רב.
- אין שום ידית קשיחה המסדרת את המכשיר במקום מחדש.
- כאשר עובדים בחדר לח, הטרנזיסטורים מתדרדרים במהירות.
- אם לשפוט על פי הביקורות, לרתכים אין מספיק אורך כבלים.
מסקנה מכשיר זה לריתוך קשת ארגון בולט בנוכחות "טוויסט" שני להתאמת השראות הקשת. זה מאפשר לך לשלוט על עומק החדירה וגובה רגל הריתוך. הפונקציה שימושית לריתוך מבנים קריטיים, במיוחד מפרקי פינות ותה.
Svarog REAL TIG 200 W223
בהמשך הדירוג נמצא מהפך ארגון מ- Svarog. המכשיר מיוצר בתיק ברזל ויש לו תצוגה להתאמה נאה של חוזק הזרם.המחברים בלוח הקדמי מיועדים לחיבור לפיד עם בקרת לחצן על אספקת הגז והמתח. מתג מיתוג נפרד, אתה יכול לבחור במצב MMA או TIG. המהפך מסוגל לפעול מחשמל עם אינדיקטור מופחת של 160 V. טווח ההתאמה של זרם הריתוך הוא 10-200 A. לכל היותר, ה- PV הוא 60%. משקלו של הציוד הוא 7 ק"ג ובמידותיו 42x16x31 ס"מ. ניתן לקבל קירור אוויר. הדגם תומך בעבודה עם אלקטרודות בקוטר 1.6-3.2 מ"מ.

Pros Svarog REAL TIG 200 W223
- יש מסך דיגיטלי להגדרה מדויקת של מספר אמפר.
- פינות המתכת בגוף מכוסות בגומי.
- מיועד לחיבור צורב עם בקרת כפתורים מלאה.
- יש ידית לתנועה במקום.
- מידות קומפקטיות של 42x16x31 ס"מ מפשטות את ההובלה והאחסון.
- הספק נמוך 4.83 קילוואט מאפשר ריתוך ארגון מחולל גז.
- מתח מעגל פתוח בטוח 56 V.
- אין ריסוס בעת הריתוך.
חסרונות Svarog REAL TIG 200 W223
- כפתור ההפעלה מוצג מאחור, שאינו נוח לכל הריתכים.
- הפונקציות "התחלה חמה" ו- "Anti-stick" במצב MMA לא עובדות בפועל (רק מהלך שיווקי).
- אין התאמה של אספקת הגז הראשונית.
- מבער רפה במראה.
מסקנה מכונת ריתוך קשת מסוג ארגון נבדלת על ידי נוכחות התאמת זמן הטיהור לאחר הגז. הפונקציה שימושית בעבודה עם ברזל יצוק ונחושת כדי להבטיח קירור הדרגתי ולמניעת התגובה עם פחמן, היוצר נקבוביות. מרווח הטיהור ניתן לכוונון בין 2 ל 10 שניות. היצרן גם נותן אחריות ל -5 שנים על מכשיר זה, שמשתמשים אוהבים בביקורות.
Quattro Elementi B 225 (TIG, MMA)
קטגוריה זו הושלמה על ידי מוצרים מיצרן איטליה. מכונת הריתוך בארגון נועדה לחבר מתכות בעובי של 6 מ"מ. יש לו טווח זרם עבודה של 10-225 A. כאשר הוא מחובר לרשת, הוא צורך 7.8 קילוואט. השימוש באלקטרודות בגודל 1.6-5.0 מ"מ מותר. אתה יכול לעבור למצב MMA, אשר מתווסף לפונקציות של "Anti-stick" ו- "Start hot". זמן ההפעלה הוא 80% כאן, אך אם מפחיתים את חוזק הזרם מ- 225 ל- 180 A, אז המחוון הופך ל 100%. עבור כוח, מתח של 170-260 V.

היתרונות של קוואטרו אלמנטי B 225 (TIG, MMA)
- ישנם לולאות לחיבור רצועת כתף.
- שני מצבי MMA ו-
- מסך דיגיטלי להגדרת זרם מדויק.
- מצבי מתג לחצן מגע.
- ניתן להפחית את הקצב ל -10 כדי לרתך מתכת גיליון 0.6-1.0 מ"מ.
- עם חוזק זרם של 180 A, ה- PV הוא 100%.
- אם המתח יורד, אז בישול "דו צדדי" יעבוד בכל מקרה.
- כל הפרמטרים תואמים את המוצהר.
חסרונות Quattro Elementi B 225 (TIG, MMA)
- מכניס הרבה אבק לגוף.
- קיימים רק מבערי שסתומים.
- כפתור ההפעלה ממוקם בחלק האחורי.
- יש לרכוש צורב ארגון - רק הכבל ומחזיק ה- RDS כלולים.
מסקנה אומנם מהפך זה מסוגל לבשל ארגון רק עם לפיד שסתום, אך קל במיוחד לגעת בקשת, מכיוון שמתח המעגל הפתוח הוא 85 V. מכשיר הארגון מוקצה גם במשקל של 5.5 ק"ג, מה שהופך אותו מתאים יותר לנשיאה על הכתף במהלך עבודה בגובה או ריתוך. לאורך מבנה ארוך.
המנגנון האוניברסלי הטוב ביותר לריתוך קשת ארקון DC / AC
אם אתה זקוק מעת לעת לרתך אלומיניום, בחר התקנים עם יכולת לעבור זרם ישר לזרם חילופי. פונקציה כזו מסומנת בשם על ידי הכינוי AC / DC. להלן הדגמים הטובים ביותר בקטגוריה זו.
אורורה PRO INTER TIG 200 AC / DC PULSE
זהו מכשיר ארגון סיני עם הרכבה באיכות גבוהה. הדגם מופעל על ידי רשת חד פאזית ומייצר 5-200 A. הוא מצויד בכבלים עם חתך DX50. מתח המעגל הפתוח הוא 44 V. יש קירור אוויר. PV מקסימום מגיע ל 60%. ניתן להפעיל את המכשיר בטמפרטורת הסביבה של -20 עד +50 מעלות.כל החיווט החשמלי מיוצר במעמד בידוד F כאופציה, ניתן לחבר את השלט הרחוק.

יתרונות אורורה PRO INTER TIG 200 AC / DC PULSE
- דיור גדול עם מספר רב של חורי קירור.
- הרכבה באיכות גבוהה.
- זה מבשל היטב נירוסטה ונחושת.
- אין כמעט פירוק של מתח החשמל.
- ישנן שתי ידיות קשות לתחבורה.
- הגדרות רבות להגדלת ותנודות כוח הנוכחי.
- עומס נמוך ברשת 4.5 קילוואט.
- הצתה ללא מגע של האלקטרודה.
חסרונות אורורה PRO INTER TIG 200 AC / DC PULSE
- כדי לשנות את המשקל של 20 ק"ג, נדרש מאמץ.
- לא תמיד קל למצוא מקום למוסך במוסך קטן
- במצב MMA, לאחר הצורב לא עובד.
- כל הפונקציות הנוספות אינן מוצגות על המסך - התאמה עיוורת.
- רק כובע מבער אחד כלול.
- אין פונקצית מבשלת מכתש.
מסקנה מהפך לריתוך ארגון בולט לנוכחות מצב 4T. זה מאפשר לך להפעיל את הריתוך ולא לשמור על הכפתור לחוץ על הלפיד. המצב מעשי לתפרים ארוכים בעת ריתוך אוגנים או ייצור מכולות. יצרן אחר מספק למבער עם חבילת צינור בגודל 4 מ ', דבר שימושי בעת יצירת מבנים גדולים. פונקציית הדופק מסייעת לחיבור יריעות דקות של נירוסטה ואלומיניום ללא עיוות.
BRIMA TIG-200P AC / DC
מוצר ראוי נוסף מיצרן גרמני. מכשיר הארגון מורכב בסין, אך אם לשפוט על פי הביקורות הוא פשוט ואמין כמו רובה סער AK-47. המהפך מייצר חוזק זרם של 10-200 A, תוך צריכת 5 קילוואט. מתאים לחיבור לרשת חד פאזית. PV בזרם מקסימאלי מגיע ל 60%. הדגם המקצועי מקורר אוויר. סרק סרק - 56 V. הוא מצויד במבער עם אלקטרודה טונגסטן והצתה ללא מגע.

יתרונות של BRIMA TIG-200P AC / DC
- מחברים למבערים מקצועיים עם הצתה ללא מגע.
- ידיות קשות.
- תצוגה דיגיטלית.
- הגנה מפני עומס יתר ומחמם יתר.
- תומך בשני מצבי ריתוך TIG ו- MMA.
- ישנן הגדרות להיווצרות הקשת.
- עומס נמוך ברשת של 5 קילוואט.
- רעש נמוך.
חסרונות BRIMA TIG-200P AC / DC
- משקל 25 ק"ג מקשה על ההובלה.
- מידות גדולות 50x35x36 ס"מ.
- אם ההגנה פעלה, היא לא תידלק במשך 30 דקות (כל העבודות נפסקות).
- מסוף קרקעי חלש - עלול להישרף לאחר חודשיים של שימוש פעיל.
- כבל "שלילי" באורך 2 מ '.
מסקנה למהפך זה אפשרויות התאמה אישית בשפע אשר יגיעו לשימוש עבור רתך מקצועי בבית מלאכה או בית מלאכה. זמן הטיהור לפני הגז נקבע בין 0 ל 2 שניות. פוסט גז יכול להיות בין 2 ל -10 שניות. הרתך בוחר את אורך הדופק ואת תדירותו. בסיום הריתוך תוכלו לבחור ערך להפחתת זרם ב- 10 A בכדי להימנע מפיסטולה ב"מנעול ". כל זה מתאים לייצור מבנים קריטיים, אשר לאחר מכן אף עוברים בדיקה על ידי גלאי פגמים.
תכונות של ריתוך מתכות שונות
כאשר ריתוך ארגון של חומר כלשהו, אתה צריך ללמוד כמה כללים. המרווח בין האלקטרודה למשטח צריך להיות 2-5 מ"מ. שמור את המבער בזווית של 45 מעלות. בדרך כלל הוא מוחזק ביד ימין, וחוט המילוי מוגש עם השמאל. אל תיגע בקצה המחט עם התוסף - האלקטרודה תתלכלך, הקשת תידרדר, טונגסטן יכולה ליינן לבריכת הריתוך. תוסף מסופק לפגישה עם המבער. יש להשאיר את התפר המעוצב מאחור, וגז חם צריך לברוח לצדדים שעדיין לא קשורים לחומר העבודה.
כשאתה ריתוך מעט מתכות, ישנם כללים נוספים אותם צריך לדעת ארגמן מתחיל.
אלומיניום
כאן המחסום הוא תחמוצת עקשן מלמעלה. כדי להרוס אותו, השתמש בזרם חילופי של קוטביות הפוכה. זה עוזר לחמם את פני השטח מבלי להתחמם יתר על המידה של האלקטרודה. מתח לסירוגין מתחלף בתהליך, ומונע את התכה של חומר העבודה בצורה מוגזמת ליצירת שחיקה. פונקציית הדופק או פונקציית הדופק הכפול מועילה במיוחד, ומתוכה התפרים ישתפרו עוד יותר.
| עובי החומר, מ"מ | קוטר אלקטרודת הטונגסטן, מ"מ | קוטר הבר, מ"מ | חוזק זרם, א |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
נחושת
במצב הנוזל הוא מגיב עם מימן, מה שמוביל להיווצרות נקבוביות גדולות. כאן תוכלו להשתמש בזרם ישר או מתחלף, אך רק עם קוטביות הפוכה. מומלץ גם להגדיל את זרימת הארגון מ -1.5 ל -2 ליטר לדקה. במקרה זה, אין צורך בחוט מילוי, מכיוון שהמתכת נוזלית והקצוות נמסים מספיק כדי ליצור מפרק חזק. במקום אלקטרודת טונגסטן, כדאי להשתמש בגרפיט, המסווג גם כבלתי מתכלה.
| סוג האלקטרודה | עובי החומר, מ"מ | קוטר אלקטרודה, מ"מ | חוזק זרם, א | אורך קשת, מ"מ |
|---|---|---|---|---|
| גרפיט | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| מכוסה | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
טיטניום
חומר פעיל המגיב באוויר הסביבה. הריתוך מתבצע על הזנת ארגון מוגברת להגנה על בריכת הריתוך. שלא כמו נחושת ואלומיניום, לטיטניום מוליכות תרמית נמוכה. כדי להבטיח חיבור אמין של הצדדים, יהיה צורך לחזק את שולי התפר בעזרת תפרים נוספים. בעבודה עם חלקי עבודה עבים יותר מ -1.5 מ"מ, משתמשים בחוט מילוי טיטניום.
| עובי החומר, מ"מ | קוטר אלקטרודה, מ"מ | קוטר החוט, מ"מ | חוזק זרם, א |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
כעת, לאחר שלמדנו את התכונות של בחירת מכשירים לריתוך קשת ארגון ושקלו את הדירוג של הדגמים הטובים ביותר, תוכלו לבחור מהפך שיבצע את המשימות שלכם בבית מלאכה פרטי או בייצור.








