Argon-Lichtbogenschweißen: das Prinzip der Arbeit, wie man wählt, die besten Maschinen
Anders als bei der MMA-Methode können Sie beim Argonschweißen genauere Nähte erzeugen, die nicht gereinigt werden müssen. Auch diese Methode kann bis zu acht Arten von Metallen verbinden. Unser Artikel hilft Ihnen bei der Auswahl eines Schweißgeräts für das Argon-Lichtbogen-Schweißen, damit es für Ihre Anforderungen geeignet ist, und zeigt die Bewertung bereits getesteter Modelle mit positiven Bewertungen sowie Schweißer, die ihre Eigenschaften mögen.

Die Auswahl der Waren erfolgte auf der Grundlage von Bewertungen, Meinungen und Bewertungen von Nutzern, die auf verschiedenen Ressourcen im Internet veröffentlicht wurden. Alle Informationen stammen aus offenen Quellen. Wir arbeiten nicht mit Herstellern und Marken zusammen und fordern nicht zum Kauf bestimmter Produkte auf. Der Artikel dient nur zu Informationszwecken.
Das Funktionsprinzip des Argon-Lichtbogenschweißens
In der internationalen Bezeichnung hat das Argon-Bogen-Verfahren die Abkürzung TIG. Es wird aktiv in der Fertigung und in Werkstätten eingesetzt. Mit ihm werden gerissene Autoteile verbunden (Kurbelgehäuseschalen, Motorkühlaggregate), Sammelbehälter für die Lebensmittel- und Chemieindustrie, Edelstahlhandtuchhalter, Sammelbehälter, Filter für Flüssigkeiten usw. In der Werkstatt kann ein solches Gerät erfolgreich Karosseriereparaturen durchführen oder Kleinteile herstellen produkte.
Das Prinzip des Argonschweißens besteht darin, Metalle mit einem Lichtbogen in einer Inertgasumgebung zu verbinden. Für den Prozess benötigen Sie eine Stromquelle, die die Spannung senkt und die Stromstärke erhöht. Ein Brenner, der mit einer Wolframelektrode ausgestattet ist, wird mit Strom versorgt. Es ist kein Verbrauchsmaterial, daher kann der Schweißer die Länge des Lichtbogens, die 2 bis 5 mm betragen sollte, leichter steuern. Das Massekabel wird an das Produkt angeschlossen.
Durch Berühren des Teils mit dem Ende der Wolframnadel wird ein Lichtbogen angeregt. Dünne Fugen erfordern keine seitlichen Vibrationen - die Elektrode läuft gleichmäßig von rechts nach links entlang der Nahtlinie, die Fugenoberfläche ist glatt wie ein Spiegel. Wenn zwischen den Teilen ein Spalt vorhanden ist oder die Nahtgrenzen erweitert werden müssen, erzeugt der Schweißer beim Führen des Brenners seitlich geringfügige Vibrationen, wodurch das Schweißbad gedehnt wird. Dies trägt zur Bildung kleiner Schuppen bei.

Argon-Lichtbogenschweißen.
Die Temperatur des Lichtbogens liegt je nach Stromstärke zwischen 2000 und 5000 Grad. Dadurch können die Kanten des Metalls geschmolzen und mit einer dünnen Naht verbunden werden. Zur Verstärkung der Konstruktion wird ein Zusatzdraht verwendet, der mit der zweiten Hand des Schweißers in das Schweißbad eingeführt wird. So können Sie die Höhe der Walze erhöhen, der Naht eine schuppige Form geben und sogar Metalloberflächen für die anschließende Bearbeitung (Einstechen auf einer Drehmaschine, Schleifen) ausführen.
Inertgas Argon schützt das Schweißbad vor äußeren Einflüssen. Es wird vom Zylinder zum Brenner geliefert und verdrängt gewöhnliche Luft. Dadurch wird die Bildung von Poren in der Schweißnahtstruktur vermieden. Die Verbindung ist dicht und langlebig. Parallel dazu kühlt das Schutzgas die Wolframelektrode und die Keramikdüse, damit diese nicht überhitzen. Im Endstadium, wenn der Lichtbogen gelöscht ist, hilft Argon, die Naht zu verfestigen.
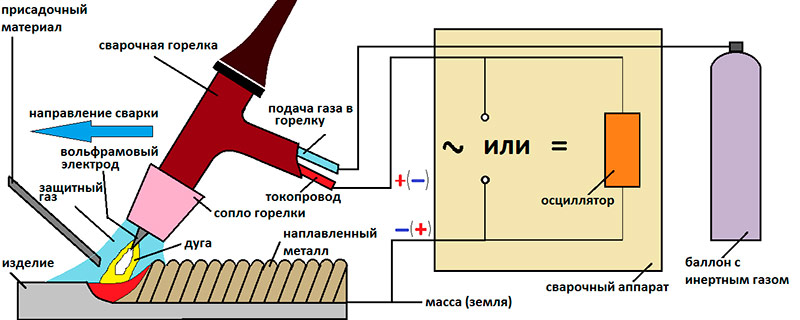
Schema des Argon-Lichtbogenschweißprozesses.
Vor- und Nachteile der WIG-Methode
Das WIG-Verfahren hat deutliche Vorteile gegenüber anderen Schweißverfahren, aber das Arbeiten mit einem Argon-Schweißgerät hat einige Nachteile, auf die Sie bei der Auswahl dieses Schweißverfahrens vorbereitet sein müssen.

Vorteile der WIG-Methode
- lokales Erhitzen beseitigt schwerwiegende Verformungen des Produkts;
- Mit einer dünnen Wolframnadel können Sie schmale, saubere Nähte erstellen.
- Es ist möglich, mit und ohne Zusatz zu schweißen, was sich auf die Höhe der Walze auswirkt.
- die Verbindung wird ohne eine Schlackenkruste auf der Oberseite erhalten;
- in den meisten fällen keine folge
- Bearbeitung;
Edelstahl und NE-Metalle können geschweißt werden; - Die Nähte sind eng und halten hohem Druck stand.
- Es haften keine Metallspritzer an der Oberfläche.

Nachteile der WIG-Methode
- Verbindungsgeschwindigkeit ist schlechter als MIG;
- Brennerdeckel stört die Arbeit an schwer zugänglichen Stellen;
- Keramikdüse schränkt die Sichtbarkeit des Schweißbades geringfügig ein;
- Die Qualität der Naht hängt von den Fähigkeiten des Benutzers ab (sofort nehmen und kochen, da dies nicht halbautomatisch funktioniert).
- es ist notwendig, das Additiv ständig mit der zweiten Hand zuzuführen und seine Länge zu kontrollieren (beim Schweißen verringert sich die Drahtlänge schnell und lange Stücke sind unbequem in den Händen zu halten,
- wie sie "gehen");
- Wolframelektroden sind teurer als beschichtet;
- zusätzliche Kosten für Argon;
- Es ist unmöglich, Teile auf einer Straße mit starkem Wind zu schweißen (Argon wird weggeblasen und das Schweißbad bleibt ungeschützt).
Auswahl der für die Arbeit erforderlichen Ausrüstung
Die Ausrüstung für das Argon-Lichtbogenschweißen sollte entsprechend den anstehenden Aufgaben und deren Volumen ausgewählt werden. Andernfalls können Sie ein zu schwaches Gerät kaufen oder umgekehrt das ungenutzte Potenzial überbezahlen. Lassen Sie uns zunächst über die Auswahl einer aktuellen Quelle sprechen.
So wählen Sie ein Schweißgerät zum WIG-Schweißen
Ein Argon-Schweißgerät ist ein Wechselrichter, der an ein 220- oder 380-V-Netz angeschlossen ist und den Strom mehrmals von Wechselstrom in Gleichstrom umwandelt und so seine Frequenz erhöht. Im Inneren kommen mehrere Transformatoren, Diodenbrücken und eine Tastatur zum Einsatz. All dies trägt zu einem geringen Gewicht von 4 bis 30 kg und einer hochwertigen Naht bei.
Wenn Sie eine Maschine zum Schweißen in einer Garage benötigen, wählen Sie ein Modell mit 220 V. Für die Produktion ist es optimal, 380 V. Ein Gewicht von 4-8 kg ist nützlich, wenn Sie auf Reisen sind und in großer Höhe arbeiten, sowie bei voluminösen Strukturen. Im stationären Einsatz spielt das Gewicht keine Rolle. Beachten Sie bei der Auswahl eines Wechselrichters für das Argonschweißen die folgenden Parameter und Ausstattungsoptionen.

Argonschweißgerät und notwendige Ausrüstung.
Metallart und Schweißstrom
Der Wechselrichter gibt am Ausgang einen Gleichstrom aus. Dies ermöglicht das hervorragende Schweißen von schwarzen Stählen, rostfreiem Stahl, Gusseisen, Kupfer und sogar Titanlegierungen.
Wenn Ihre Werkstatt nur mit diesen Metallen arbeitet, wählen Sie ein Argon-Gerät mit einem Gleichstromwert.
Aber Aluminium und seine Legierungen mit einem solchen Gerät zu verbinden, wird nicht funktionieren. Die Schwierigkeit ist ein Oxidfilm, der einen Schmelzpunkt von mehr als 2000 Grad hat, obwohl das Metall selbst nach 660 Grad flüssig wird. Zum Schweißen von Aluminium wird ein universeller Wechselrichter benötigt, der auf Wechselstrom geschaltet werden kann. Aufgrund dessen wird Oxid auf der Oberfläche leicht zerstört und das Basismetall wird durch die hohe Temperatur des Lichtbogens nicht verbrannt.
Wenn Sie eine Servicestation oder Tätigkeit im Zusammenhang mit Aluminiumbehältern haben, suchen Sie nach einem Argon-Gerät mit der Bezeichnung AC / DC.
| Gleichstrom | Wechselstrom |
|---|---|
| Verschiedene Stähle | Aluminium |
| Edelstahl | Magnesiumlegierungen |
| Gusseisen | - |
| Kupfer | - |
| Titanlegierungen | - |
Schweißstrombereich
Der Stromstärkebereich (A) bestimmt, wie dick die Werkstücke sein werden. Hierbei sind sowohl der obere als auch der untere Indikator wichtig. Der berechnete Durchschnittswert beträgt 35 A pro 1 mm Metalldicke. Wenn Sie beispielsweise Rohre und ein Profil schweißen, dessen Wandquerschnitt 2 mm nicht überschreitet, genügen 70 A. Ein Argonapparat mit einem Maximalwert von 160 A deckt den Schweißbedarf für Werkstücke mit einer Dicke von bis zu 4 mm. Wenn es erforderlich ist, Werkstücke mit einem Durchmesser von 5 bis 7 mm durch Argonschweißen zu verbinden, wählen Sie einen Wechselrichter mit einem Maximum von 200 bis 250 A.
Der Mindestwert, auf den der Strom gesenkt werden kann, beeinflusst die Fähigkeit, dünnes Metall zu schweißen. Beispielsweise gibt es Argonvorrichtungen mit einer unteren Schwelle von 5 A. Dies reicht aus, um eine Dose mit einem Querschnitt von 0,6 mm zu brauen. Modelle mit einer niedrigeren Rate von 20-30 A sind dazu nicht in der Lage.
| Art des Metalls | Metallstärke mm | Aktueller Typ | Strom ¸ A |
|---|---|---|---|
| Stahllegierungen | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| Aluminium | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Pulsmodus
Die Wahl einer Argonapparatur mit einer solchen Funktion ist notwendig, um dünne Metalle noch besser schweißen zu können. Im Impulsmodus werden Schweißstrom und Pause gewechselt. Dies reduziert den Wärmeeintrag und beseitigt Verformungen und Verwerfungen des Teils vollständig. Die Pulswechselfrequenz kann eingestellt werden, die die Schweißgeschwindigkeit bestimmt. Dieser Modus ist auch gefragt, wenn Aluminium kombiniert wird, da ein hoher Strom das Oxid zerstört und ein Leistungsabfall während einer Pause das Verbrennen des Grundmetalls verhindert.
Nutzungsintensität (Einschlussdauer)
Auf andere Weise wird dieser Parameter als Einschlussdauer bezeichnet und als Prozentsatz angegeben. Zum Beispiel funktionieren mit einer 40% PV-Argon-Apparatur 4 von 10 Minuten. Wenn Sie es öfter verwenden, wird es überhitzt und der Schutz funktioniert. Das Gerät wird gewaltsam heruntergefahren, bis es vollständig abgekühlt ist. Wenn viele Vorbereitungsprozesse in Arbeit sind, Abisolieren, Zuschneiden von Rohlingen, dann ist eine PV von 40% ausreichend. In solchen Pausen hat der Wechselrichter Zeit zum Abkühlen. Wenn der Schweißer kontinuierlich arbeitet und alle Vorbereitungsprozesse von anderen ausgeführt werden, ist ein produktiveres Gerät mit einem Arbeitszyklus von 80 oder 100% erforderlich. Dann wird die Arbeit nicht müßig sein.
Die Schaltdauer wird jedoch bei maximalem Strom gemessen, sodass das Modell 300 A mit einer PV von 60% hat, bei einer Abnahme des Schweißstroms auf 200 A beträgt die PV 100%. Bei der Ermittlung der Nutzungsintensität lohnt es sich also noch zu überlegen, welcher Betriebsstrom für alltägliche Aufgaben benötigt wird.
Zusätzliche Funktionen
Argon-Lichtbogenschweißgeräte können mit Funktionen ausgestattet werden, die den Prozess erleichtern oder die Qualität der Naht erhöhen. Natürlich ist es umso teurer, je umfangreicher die Funktionen des Geräts sind. Sie sollten sich also überlegen, wie viel jede Funktion in einem bestimmten Fall benötigt wird.
Hier sind die häufigsten:
- Zeit zum Spülen des Gases. In der Apparatur können Sie die Zeit der Vor- und Nachspülung mit Argon einstellen. Dies hilft zu Beginn des Prozesses, Umgebungsluft aus der Lichtbogenerregungszone zu entfernen. Am Ende hilft dies, das Schweißbad zu kristallisieren und die Elektrode zu kühlen. Je länger das Metall abkühlt, zum Beispiel Aluminium, desto länger sollte die Spülung dauern (bis zu 7 s).
- Hochfrequenzzündung. Jeder Wechselrichter kann mit einem Ventilbrenner ausgestattet werden, damit das WIG-Schweißen durchgeführt werden kann. Um den Lichtbogen anzuregen, müssen Sie jedoch die Elektrodenspitze des Produkts berühren, mit dem die Masse verbunden ist. Bei Modellen mit Hochfrequenzzündung wird ein Oszillator verwendet, der eine Spannung von bis zu 10 mm durch die Luftspannung stanzt. Dies erleichtert das berührungslose Schweißen durch einfaches Anheben des Brenners. Die Oberfläche des Produkts weist weniger Flecken auf und die Elektrode muss seltener geschärft werden.
- Krater schweißen. Dies ist eine allmähliche Abnahme der Amplitude des Schweißstroms, wodurch ein Punkt auf dem "Verschluss" der Naht beseitigt wird. Eine solche Funktion ist wichtig beim Schweißen von Rohren und Behältern unter Wasser und anderen Flüssigkeiten sowie beim Arbeiten mit dünnen Blechen von 0,6 bis 1,0 mm.
- Wasserkühlung. In Geräten zum Argonschweißen kann eine Pumpe eingebaut werden, die Frostschutzmittel durch den Kabelkanal zum Brenner pumpt. Dies trägt zur beschleunigten Wärmeabfuhr von der Keramikdüse und der Elektrode bei und verlängert die Dauer des Dauerbetriebs. Die Funktion wird benötigt, wenn hohe Ströme von 250-400 A verwendet werden und ein kontinuierlicher Betrieb des Geräts erforderlich ist.
Zusätzliche Ausrüstung für die Arbeit erforderlich
Zum Argon-Lichtbogenschweißen benötigen Sie neben der Stromquelle ein Kabel mit einem Brenner. Meistens wird es komplett mit Ausrüstung geliefert, aber bei Premium-Modellen wie EWM, Lincoln Electric und anderen kann es separat verkauft werden.
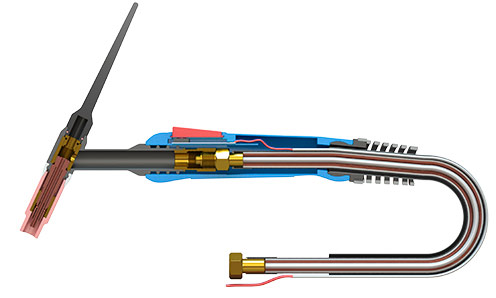
Profilbrenner zum Argon-Lichtbogen-Schweißen.
Die Brenner sind vom Ventiltyp (Gaszufuhr wird durch das Ventil am Brenner geöffnet) und mit Knopfdruck (durch Drücken des Knopfes am Brenner werden Gas und Strom gestartet). Die Länge der Hülse von 2 bis 5 m wird in Abhängigkeit von der erforderlichen Beweglichkeit des Schweißers und der Größe der zusammengesetzten Strukturen ausgewählt.

Brenner zum Argon-Lichtbogenschweißen vom Ventiltyp.

Brenner zum Argon-Lichtbogen-Schweißen mit Druckknopfsteuerung.
Zum Schweißen ist eine Inertgasflasche erforderlich. Wenn Sie in regelmäßigen Abständen arbeiten müssen, ist es ausreichend, einen 10-Liter-Zylinder zu kaufen, der nicht viel Platz beansprucht und den Kofferraum zum Tanken einfach mitzunehmen ist. Die gleiche Option ist praktisch, wenn Sie auf Reisen arbeiten. Bei ständiger stationärer Tätigkeit in der Werkstatt oder in der Produktion wird ein großer 150-Liter-Zylinder gewählt.

Schutzgasflasche zum Argon-Lichtbogenschweißen.
Der Zylinder benötigt einen Druckminderer mit Hoch- und Niederdruckmanometern sowie einen Schlauch, der den Zylinder mit dem Wechselrichter verbindet. Mit einem Hochdruckmanometer überwacht der Schweißer den Rest des Gases und stellt mit einem niedrigen die Argon-Durchflussrate im Brenner ein.

Druckminderer und Schlauch.
Zum Schweißen werden Wolframelektroden benötigt. Sie werden mit einer blauen, goldenen, roten oder grünen Spitze für verschiedene Metallsorten geliefert. Am vielseitigsten ist die blaue Farbe der Spitze. Der Durchmesser der Elektrode von 1,6 bis 4,0 mm wird in Abhängigkeit von den Anforderungen an die Breite der Naht, die Schmelztiefe und die maximale Stromstärke gewählt.

Elektroden für das Argon-Lichtbogenschweißen.
Das Argonschweißen kann ohne Additiv durchgeführt werden, wenn die Teile fest zusammengefügt sind und die Struktur keine starke mechanische Belastung aufweist. In anderen Fällen wird Zusatzdraht aus demselben Material wie das zu schweißende Hauptmetall verwendet.

Zusatzdraht zum Argon-Lichtbogenschweißen.
Video Was ist Argonschweißen und wie wählt man ein Gerät zum Argon-Lichtbogenschweißen aus?
Die besten Argonschweißmaschinen
Nachdem wir die Kriterien für die Auswahl der Ausrüstung für das Argonschweißen berücksichtigt haben, werden wir zu bestimmten Modellen übergehen, die von Schweißern positive Bewertungen erhalten haben.
Beste DC Argon Lichtbogenschweißmaschinen
Zum Schweißen von Eisenmetallen, Edelstahl und Kupfer werden Gleichstrom erzeugende Wechselrichter eingesetzt. Hier ist eine Rangliste der besten Modelle aus dieser Kategorie.
RESANTA SAI-230 HELL (WIG, MMA)
An erster Stelle steht der Wechselrichter Resanta SAI-230. Das Argon-Gerät kann an einem 170-242-V-Netz betrieben werden und erzeugt einen Gleichstrom von 10-230 A. Bei maximalen Raten beträgt die Einschaltdauer 70%, wodurch es nicht nur für den Haushaltsbedarf verwendet werden kann. Zusätzlich zum WIG-Schweißen unterstützt das Gerät den E-Hand-Modus, für den sich ein Schalter an der Vorderseite befindet. Dies ist praktisch, wenn abwechselnd sauberes Argonschweißen und Schneiden mit beschichteten Elektroden erforderlich ist. Modell wiegt 11 kg. Ein Brenner und ein Erdungskabel werden mitgeliefert. Der Hersteller gewährt darauf 2 Jahre Garantie.

RESAI SAI-230 HELL (WIG, MMA)
- Hohe Leistung 230 A für 6 mm Penetration.
- Schultergurt zum Tragen.
- Berührungslose Zündung bei Verwendung eines Brenners mit Oszillator (es gibt einen Anschluss zum Anschließen der Steuerung vom Brenner);
- Beim Schweißen von Blech 0,8 mm sinkt der Strom auf 10 A.
- Das Eisengehäuse hält den harten Baubedingungen lange stand.
- Attraktiver Preis.
- Zuverlässige Steckverbinder.
Nachteile RESAUT SAI-230 HELL (TIG, MMA)
- Es gibt keine Anzeige für die visuelle Kontrolle der Einstellungen.
- Demontieren Sie das Gehäuse für längere Zeit, damit Staub austritt.
- Es gibt keinen starren Griff, um das Gerät an seinem Platz neu anzuordnen.
- Bei der Arbeit in einem feuchten Raum verschlechtern sich die Transistoren schnell.
- Den Bewertungen zufolge haben Schweißer nicht genügend Kabellängen.
Fazit Diese Vorrichtung zum Argon-Lichtbogen-Schweißen zeichnet sich durch eine zweite "Verdrehung" zur Einstellung der Induktivität des Lichtbogens aus. Auf diese Weise können Sie die Eindringtiefe und -höhe des Schweißbeins steuern. Die Funktion eignet sich zum Schweißen kritischer Strukturen, insbesondere von Eck- und T-Verbindungen.
Svarog REAL TIG 200 W223
Weiter in der Wertung ist ein Argon-Wechselrichter von Svarog. Das Gerät ist in einem Eisengehäuse untergebracht und verfügt über ein Display zur Feineinstellung der Stromstärke.Die Anschlüsse an der Vorderseite dienen zum Anschluss eines Brenners mit Druckknopfsteuerung für die Gas- und Spannungsversorgung. Über einen separaten Kippschalter können Sie den MMA- oder WIG-Modus auswählen. Der Wechselrichter kann an einem Stromnetz mit einer reduzierten Anzeige von 160 V betrieben werden. Der Einstellbereich des Schweißstroms beträgt 10 bis 200 A. Die PV beträgt maximal 60%. Das Gerät wiegt 7 kg und hat Abmessungen von 42x16x31 cm. Luftkühlung ist vorgesehen. Das Modell unterstützt das Arbeiten mit Elektroden mit einem Durchmesser von 1,6 bis 3,2 mm.

Vorteile Svarog REAL TIG 200 W223
- Es gibt einen digitalen Bildschirm zur präzisen Einstellung der Amperezahl.
- Die Metallecken des Körpers sind mit Gummi überzogen.
- Entwarf, einen Brenner mit voller Knopfsteuerung anzuschließen.
- Es gibt einen Griff zum Einfahren.
- Die kompakten Abmessungen von 42 x 16 x 31 cm vereinfachen Transport und Lagerung.
- Die geringe Leistung von 4,83 kW ermöglicht das Argonschweißen mit einem Gasgenerator.
- Sichere Leerlaufspannung 56 V.
- Keine Spritzer beim Schweißen.
Nachteile Svarog REAL TIG 200 W223
- Der Netzschalter wird auf der Rückseite angezeigt, was nicht für alle Schweißer geeignet ist.
- Die Funktionen „Hot Start“ und „Anti-Stick“ im MMA-Modus funktionieren in der Praxis nicht (nur ein Marketing-Schritt).
- Es erfolgt keine Anpassung der Vorgasversorgung.
- Fadenscheiniger Brenner.
Fazit Dieses Argon-Lichtbogen-Schweißgerät zeichnet sich durch die Einstellung der Nachgasspülzeit aus. Diese Funktion ist nützlich, wenn mit Gusseisen und Kupfer gearbeitet wird, um eine allmähliche Abkühlung sicherzustellen und die Reaktion mit Kohlenstoff zu verhindern, die Poren erzeugt. Das Spülintervall ist von 2 bis 10 Sekunden einstellbar. Der Hersteller gewährt auf dieses Gerät auch eine Garantie von 5 Jahren.
Quattro Elementi B 225 (WIG, E-Hand)
Diese Kategorie wird durch Waren des italienischen Herstellers ergänzt. Das Argon-Schweißgerät ist zum Verbinden von Metallen mit einer Dicke von bis zu 6 mm ausgelegt. Es hat einen Arbeitsstrombereich von 10-225 A. Bei Anschluss an ein Netzwerk verbraucht es 7,8 kW. Die Verwendung von Elektroden von 1,6-5,0 mm ist zulässig. Sie können in den MMA-Modus wechseln, der durch die Funktionen "Anti-Stick" und "Hot Start" ergänzt wird. Die Einschaltdauer beträgt hier 80%. Wenn Sie jedoch die Stromstärke von 225 auf 180 A reduzieren, wird die Anzeige zu 100%. Für die Stromversorgung wird eine Spannung von 170-260 V benötigt.

Vorteile von Quattro Elementi B 225 (TIG, MMA)
- Es gibt Schlaufen zum Anbringen eines Schultergurts.
- Zwei MMA-Modi und
- Digitaler Bildschirm für genaue aktuelle Einstellung.
- Touch-Button-Schaltmodi.
- Die Stromstärke kann auf 10 reduziert werden, um Bleche von 0,6 bis 1,0 mm zu schweißen.
- Bei einer Stromstärke von 180 A beträgt die PV 100%.
- Wenn die Spannung abfällt, funktioniert das Garen zu zweit trotzdem.
- Alle Parameter entsprechen den deklarierten.
Nachteile Quattro Elementi B 225 (WIG, E-Hand)
- Zieht viel Staub in den Körper.
- Es sind nur Ventilbrenner erhältlich.
- Der Netzschalter befindet sich auf der Rückseite.
- Es muss ein Argonbrenner gekauft werden - nur das Kabel und der Halter für das RDS sind enthalten.
Fazit Obwohl dieser Wechselrichter nur mit einem Ventilbrenner Argon kochen kann, ist der Lichtbogen besonders leicht zu berühren, da die Leerlaufspannung 85 V beträgt. Das Argon-Gerät ist außerdem mit einem Gewicht von 5,5 kg ausgestattet, wodurch es besser zum Tragen auf der Schulter bei Arbeiten in großer Höhe oder zum Schweißen geeignet ist entlang einer langen Konstruktion.
Das beste Universalgerät zum Argon-Lichtbogenschweißen DC / AC
Wenn Sie regelmäßig Aluminium schweißen müssen, wählen Sie Geräte mit der Fähigkeit, Gleichstrom auf Wechselstrom umzuschalten. Eine solche Funktion ist im Namen mit der Bezeichnung AC / DC gekennzeichnet. Hier sind die besten Modelle in dieser Kategorie.
Aurora PRO INTER TIG 200 AC / DC-PULS
Dies ist eine chinesische Argonapparatur mit hochwertiger Bestückung. Das Modell wird von einem einphasigen Netz gespeist und produziert 5-200 A. Es ist mit Kabeln mit einem Querschnitt DX50 ausgestattet. Die Leerlaufspannung beträgt 44 V. Es erfolgt eine Luftkühlung. PV erreicht maximal 60%. Das Gerät kann bei einer Umgebungstemperatur von -20 bis +50 Grad betrieben werden.Alle elektrischen Leitungen sind mit der Isolationsklasse F ausgeführt. Optional kann die Fernbedienung angeschlossen werden.

Aurora PRO INTER WIG 200 AC / DC-PULS
- Großes Gehäuse mit zahlreichen Kühllöchern.
- Hochwertige Montage.
- Es kocht gut Edelstahl und Kupfer.
- Es kommt fast zu keinem Spannungsabfall.
- Es gibt zwei harte Griffe für den Transport.
- Zahlreiche Einstellungen zur Erhöhung und Schwankung der Stromstärke.
- Geringe Belastung des Netzes 4,5 kW.
- Berührungslose Zündung der Elektrode.
Nachteile Aurora PRO INTER TIG 200 AC / DC-PULS
- Um das Gewicht von 20 kg zu ändern, ist Aufwand erforderlich.
- Es ist nicht immer einfach, einen Platz in einer kleinen Garage zu finden
- Im MMA-Modus funktioniert der Nachbrenner nicht.
- Auf dem Bildschirm werden nicht alle Zusatzfunktionen angezeigt - Jalousieanpassung.
- Nur ein Brennerdeckel enthalten.
- Keine Kraterbrühfunktion.
Fazit Der Wechselrichter für das Argonschweißen zeichnet sich durch den 4T-Modus aus. Auf diese Weise können Sie das Schweißen einschalten und den Knopf am Brenner nicht gedrückt halten. Der Modus ist praktisch für lange Nähte beim Schweißen von Flanschen oder beim Herstellen von Behältern. Ein anderer Hersteller liefert einen Brenner mit einem 4 m langen Schlauchpaket, das beim Erstellen großer Strukturen nützlich ist. Die Impulsfunktion hilft, dünne Bleche aus Edelstahl und Aluminium zu verbinden, ohne sich zu verziehen.
BRIMA TIG-200P AC / DC
Ein weiteres würdiges Produkt eines deutschen Herstellers. Das Argon-Gerät wurde in China zusammengebaut, aber nach den Bewertungen ist es einfach und zuverlässig wie ein AK-47-Sturmgewehr. Der Wechselrichter erzeugt eine Stromstärke von 10-200 A bei einem Verbrauch von 5 kW. Geeignet zum Anschluss an ein einphasiges Netz. PV bei maximalem Strom erreicht 60%. Das Profimodell ist luftgekühlt. Leerlauf - 56 V. Es ist mit einem Brenner mit Wolframelektrode und berührungsloser Zündung ausgestattet.

Vorteile von BRIMA TIG-200P AC / DC
- Steckverbinder für professionelle Brenner mit berührungsloser Zündung.
- Harte Griffe.
- Digitalanzeige.
- Überlast- und Überhitzungsschutz.
- Unterstützt zwei Schweißmodi: WIG und E-Hand.
- Es gibt Einstellungen für die Bildung des Bogens.
- Geringe Netzlast von 5 kW.
- Geräuscharm.
Nachteile BRIMA TIG-200P AC / DC
- Das Gewicht von 25 kg erschwert den Transport.
- Große Größen 50x35x36 cm.
- Wenn der Schutz funktioniert hat, schaltet er sich 30 Minuten lang nicht ein (alle Arbeiten werden angehalten).
- Schwacher Erdungsanschluss - kann nach 2 Monaten aktiven Gebrauchs durchbrennen.
- "Negatives" Kabel 2 m lang.
Fazit Dieser Wechselrichter verfügt über zahlreiche Anpassungsoptionen, die für professionelle Schweißer in Werkstätten oder Werkstätten nützlich sind. Die Gasvorspülzeit wird von 0 bis 2 s eingestellt. Postgas kann 2 bis 10 s betragen. Der Schweißer wählt die Länge und Frequenz des Impulses. Am Ende des Schweißens können Sie einen Wert für die Reduzierung des Stroms um 10 A auswählen, um eine Fistel im "Schloss" zu vermeiden. All dies ist für die Herstellung kritischer Strukturen geeignet, die anschließend sogar die Inspektion durch einen Fehlerdetektor bestehen.
Eigenschaften des Schweißens verschiedener Metalle
Beim Argonschweißen eines beliebigen Materials müssen Sie einige Regeln lernen. Der Abstand zwischen Elektrode und Oberfläche sollte 2-5 mm betragen. Halten Sie den Brenner in einem Winkel von 45 Grad. Normalerweise wird es mit der rechten Hand gehalten, und der Zusatzdraht wird mit der linken bedient. Berühren Sie das Ende der Nadel nicht mit dem Additiv - die Elektrode wird schmutzig, der Lichtbogen wird schlechter, Wolfram kann in das Schweißbad ionisieren. Additiv wird geliefert, um den Brenner zu treffen. Die geformte Naht sollte zurückbleiben und heißes Gas sollte zu den noch nicht verbundenen Seiten des Werkstücks entweichen.
Beim Schweißen einiger Metalle gibt es zusätzliche Regeln, die ein Anfänger kennen sollte.
Aluminium
Hier ist die Barriere oben ein feuerfestes Oxid. Verwenden Sie zum Zerstören Wechselstrom mit umgekehrter Polarität. Dies trägt zur Erwärmung der Oberfläche bei, ohne die Elektrode zu überhitzen. Wechselspannung wechselt den Prozess und verhindert, dass das Werkstück übermäßig geschmolzen wird, um ein Durchbrennen zu verursachen. Besonders nützlich ist die Puls- oder Doppelpulsfunktion, mit der die Nähte noch besser werden.
| Die Dicke des Werkstücks, mm | Der Durchmesser der Wolframelektrode, mm | Stangendurchmesser, mm | Stromstärke, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
Kupfer
In flüssigem Zustand reagiert es mit Wasserstoff, was zur Bildung großer Poren führt. Hier können Sie Gleich- oder Wechselstrom verwenden, jedoch nur mit umgekehrter Polarität. Es wird auch empfohlen, den Argonfluss von 1,5 auf 2 Liter pro Minute zu erhöhen. In diesem Fall ist kein Zusatzdraht erforderlich, da das Metall flüssig ist und die Kanten genug schmelzen, um eine feste Verbindung zu bilden. Anstelle einer Wolframelektrode lohnt es sich, eine Graphitelektrode zu verwenden, die ebenfalls als nicht verbrauchbar eingestuft wird.
| Art der Elektrode | Die Dicke des Werkstücks, mm | Durchmesser einer Elektrode, mm | Stromstärke, A | Bogenlänge, mm |
|---|---|---|---|---|
| Graphit | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| Bedeckt | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titan
Aktives Material, das mit der Umgebungsluft reagiert. Das Schweißen erfolgt mit einer erhöhten Argonzufuhr, um das Schweißbad zu schützen. Titan hat im Gegensatz zu Kupfer und Aluminium eine geringe Wärmeleitfähigkeit. Um eine zuverlässige Verbindung der Seiten zu gewährleisten, müssen die Kanten der Naht mit zusätzlichen Nähten verstärkt werden. Bei Werkstücken mit einer Dicke von mehr als 1,5 mm wird ein Titanfülldraht verwendet.
| Die Dicke des Werkstücks, mm | Durchmesser einer Elektrode, mm | Drahtdurchmesser, mm | Stromstärke, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Nachdem Sie nun die Auswahl der Geräte für das Argon-Lichtbogen-Schweißen und die Bewertung der besten Modelle geprüft haben, können Sie einen Wechselrichter auswählen, der Ihre Aufgaben in einer privaten Werkstatt oder in der Produktion ausführt.








