Com triar una màquina de soldadura d'alumini
Fins i tot els soldadors amb experiència, que per primera vegada es troben amb l’unió d’alumini de forma manual en arc, sovint experimenten frustració amb la qualitat de les soldadures. Si necessiteu treballar regularment amb un metall tan "de moda", el nostre article us ajudarà a triar una màquina de soldadura d'alumini, que crearà costures ajustades d'alta qualitat.

Característiques i dificultats de les soldadures d'alumini
Es pot necessitar soldadura d'alumini per segellar una fissura a la cassola d'oli del motor o a la caixa de canvis. Sovint es repara el bloc gelat de la jaqueta de refrigeració del motor. Els equips de soldadura d'alumini exigeixen la indústria química i alimentària, la fabricació d'envasos, col·lectors, filtres i altres productes.
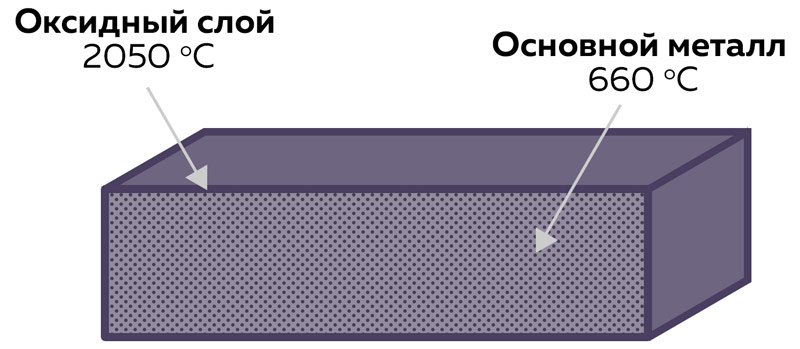
Però l'alumini i els seus aliatges AlMn, AlSi, AlMg estan mal soldats per la característica principal: la presència d'una capa d'òxid refractària a la superfície. El seu punt de fusió és de 2044 graus, mentre que el metall que hi cau després de 660 graus. Aquest és el principal problema, ja que una petita resistència actual no és capaç de fondre la capa exterior i el metall de farciment es troba a la superfície. Un gran corrent produeix cremades. Per tant, les tecnologies clàssiques per a soldadura d'alumini no són adequades.
Entre altres dificultats per treballar amb aquest metall hi ha les següents:
- Petita diferència entre el punt de fusió i la solidificació. L’alumini es torna fluid a 660 graus. Però si es deixa refredar només 15-20 ºC, ja comença a cristal·litzar. Cal un aparell per soldar alumini que pugui mantenir un corrent de treball en aquest rang que es pugui formar una costura.
- Major conductivitat tèrmica. La calor es propaga a l’alumini 5 vegades més ràpid que l’acer suau. La piscina de soldadura es refreda ràpidament i la part pot deformar-se significativament sobre una àrea gran, fins i tot des d'una petita costura.
- Preservació del color en forma fosca. Quan es solden metalls ferrosos, és fàcil que el soldador controli l’estat de la piscina de soldadura i la quantitat de farciment subministrat, ja que es torna blanc enlluernador, a diferència de les escòries vermelles. L’alumini no canvia de color en forma líquida i és més difícil que un soldador entengui visualment com es forma una costura.
- Augment de la contracció. Després de la refrigeració, els rodets metàl·lics dipositats poden caure significativament, cosa que es farà de forats a la costura i es tornarà a tapar de nou.
- Interacció amb l'entorn. Al contacte amb l’aire ambient, l’alumini evapora l’hidrogen, la qual cosa comporta grans porus en l’estructura de soldadura. La pressió de l’aigua o d’altres líquids no suportarà aquesta connexió. Cal protegir la piscina de soldadura dels gasos externs.
- Major fluïdesa. En estat fos, l’alumini és similar a l’aigua: és més difícil dirigir el metall líquid amb un cremador, sobretot quan es manté una costura en un pla inclinat. Això també porta a acceleracions a causa de cremades.
Les primeres costures per als soldadors d'alumini novell sempre són dolentes. Gradualment, el problema es resol mitjançant la formació a la pràctica. Però la primordial importància té l’opció correcta d’una soldadora dissenyada per unir l’alumini.
Quina màquina s’adapta més a les soldadures d’alumini
Com que els elèctrodes revestits amb nucli d'alumini existeixen al mercat, sembla que la manera més barata de soldar aquest metall és la soldadura manual en arc amb un inversor. Però, en realitat, la soldadura MMA sobre alumini només permetrà connectar les dues cares del metall amb les gotes de l’additiu superposat a la part superior.
Una costura duradora i ajustada no funcionarà aquí.Per a una bona connexió, necessitaràs una màquina de soldar d'alumini amb modes MIG o TIG. Cadascuna d’elles té les seves pròpies característiques, que s’han de tenir en compte a l’hora d’escollir.
Utilitzant màquines de soldadura MIG / MAG per a alumini
La soldadura MIG és l’ús de dispositius semiautomàtics en què el fil de soldadura s’alimenta contínuament pel canal directament a la torxa. El segon cable amb pinça s’adjunta directament al producte. Escurçar el filferro a la superfície de la peça porta a l'excitació d'un arc elèctric. En paral·lel, el gas de la boquilla aïlla la piscina de soldadura de l’entorn extern.


Pros
- alta velocitat de soldadura;
- bona visibilitat del que passa a la piscina de soldadura;
- la segona mà del soldador és lliure de suportar la peça o de mantenir-se a l'alçada;
- Podeu crear costures llargues contínues;
- després del final del procés, no hi ha escorça d'escòria.

Contres
- L’alt cost del propi equip. Encara hi ha costos addicionals per blindar gas (una barreja d’argó i diòxid de carboni).
- El filferro d’alumini és prim i flexible, de manera que és molt “caminant” i és més difícil que el soldador el guidi.
- Si sovint es requereix alternar soldadures de metalls ferrosos i alumini amb un dispositiu semiautomàtic, cal passar molt de temps per canviar el canal d'acer de la torxa al de Teflon.
- La costura d’un dispositiu semiautomàtic d’alumini té una amplada heterogènia. Si es troba a la part frontal de la peça, caldrà un posterior desballrat mecànic.
Quines funcions han de tenir els dispositius semiautomàtics per a l'alumini?
Podeu connectar alumini no mitjançant cap dispositiu semiautomàtic. Els equips de soldadura han de tenir les funcions següents:
Inici calent. Aquesta funció s'anomena "Hot Start", ja que permet imposar una costura d'alta qualitat des dels primers mil·límetres de la connexió. Per a això, es manté una velocitat de ralentí elevada (80-90 V) al filferro, i el corrent es subministra lleugerament per sobre de la principal.
Per a l'alumini, això és útil per escalfar ràpidament la superfície i destruir l'òxid. Degut a aquest efecte, la costura comença a formar-se immediatament, sense enganxar els rodets additius des de dalt. A les màquines professionals, podeu ajustar la configuració del "Hot Start" per determinar la temperatura que farà.
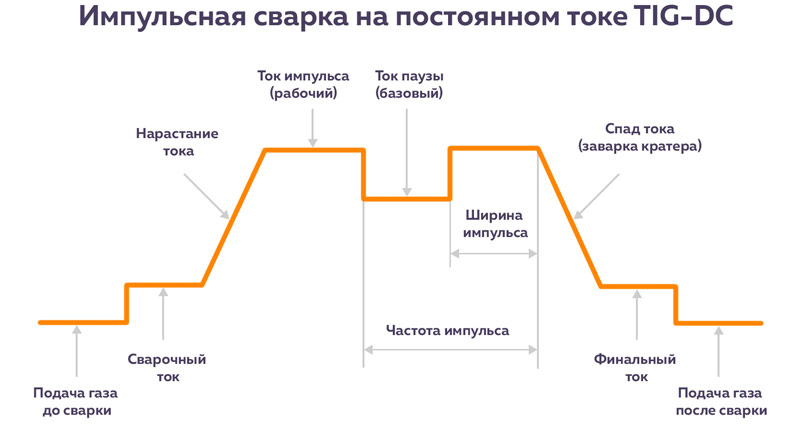
Pols. Aquesta funció no produeix un corrent base uniforme, sinó que contribueix a la seva alternança. El resultat és l'amplitud on el corrent puja fins al pols de treball i, a continuació, una pausa amb un declivi. En el moment de la tensió màxima, l'òxid es fon, i durant el període de pausa, es proporciona una fusió tranquil·la del metall de farciment amb una quantitat mínima de polvorització.
En dispositius semiautomàtics professionals, podeu ajustar tant la freqüència de pols com la seva longitud, cosa que permet ajustar la soldadura en funció del gruix de l’alumini i del tipus d’aliatge. La funció és rellevant sobretot per a metalls prims per evitar un sobreescalfament de la superfície i la formació de forats a través.
Dable Pulse. Duplica l’efecte anterior. A més de l'amplitud alternant entre el corrent base i el corrent principal, hi ha un augment i una disminució oscil·latoris del corrent màxim. Aquesta funció millora encara més la qualitat de les soldadures d'alumini fins a la transferència de goteig per metall. L’entrada mínima de calor impedeix sobreescalfar la peça i deformar-la. Les costures són primes però profundes i la velocitat de soldadura augmenta.
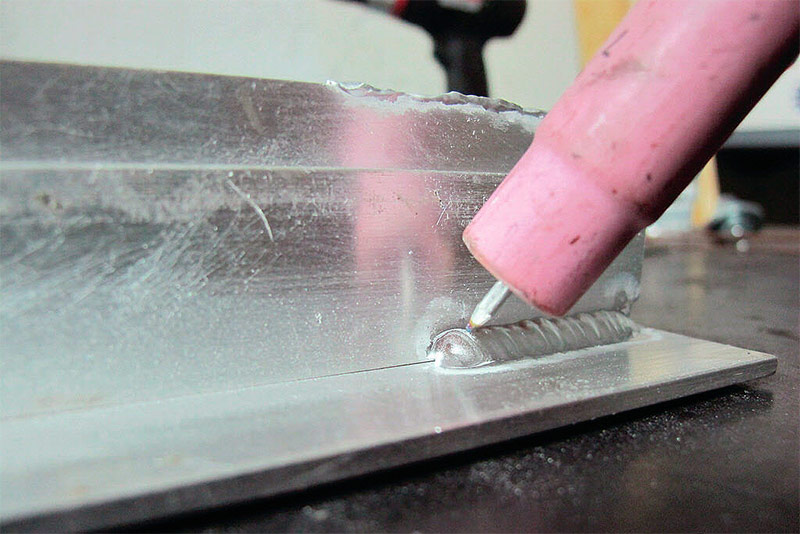
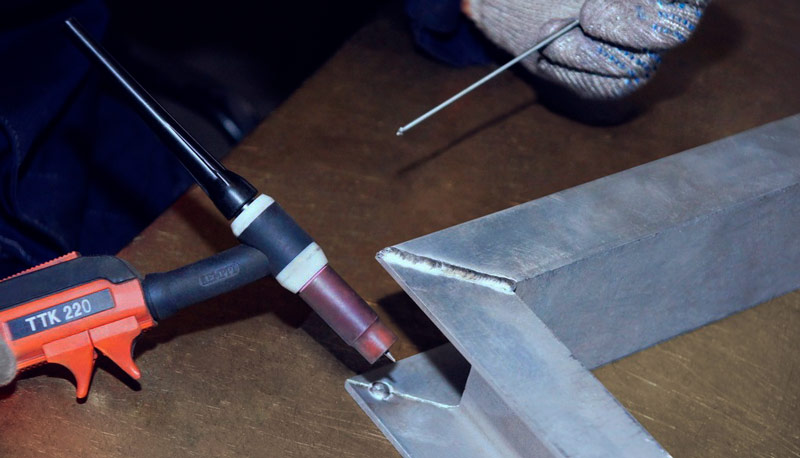
L’ús de màquines TIG per soldar alumini
La soldadura TIG d’alumini es realitza mitjançant un inversor que produeix corrent altern.
Un soldador té un cremador d’elèctrodes de tungstè en una mà. El seu toc a la superfície de la part a la qual es connecta la massa condueix a la formació d'un arc elèctric. El tungstè no es fon, de manera que la longitud de l'elèctrode no canvia. Per soldar alumini, s'utilitza una forma rodona d'esmolar la vareta.
A la segona mà del soldador, un fil de farciment s’introdueix a la piscina de soldadura per augmentar l’alçada de la costura i donar força a la connexió. Els gasos que protegeixen l’argó s’escapen del cremador, evitant el contacte amb l’aire extern.
Avantatges TIG per a les soldadures d'alumini
- la costura és estreta i estreta;
- no cal mecanitzar;
- no hi ha porus en l'estructura;
- Es poden fer costures estretes de 2-3 mm d’amplada.
Cons TIG per soldar alumini
- augment del consum de fons per al fil i del gas;
- velocitat de soldadura baixa;
- elevat cost dels equips;
- només es poden crear costures curtes;
- l’agulla es ruixa ràpidament i cal corregir-ne la forma;
- per soldar xapa d'alumini de 1-2 mm de gruix, es necessita un substrat per evitar caigudes en el metall escalfat.

La qualitat de les costures que es poden obtenir en soldar alumini mitjançant soldadura TIG.
Quines funcions han de tenir els inversors TIG d’alumini?
Tot i que qualsevol inversor pot estar equipat amb una torxa per soldadura TIG, és possible connectar l’alumini amb un mètode d’arc d’argó d’alta qualitat només si hi ha disponibles les funcions següents:
Pols. Té el mateix paper que en el dispositiu semiautomàtic. Redueix l’entrada de calor i evita la crema de material fluid. Els dispositius professionals admeten la configuració de l’ona del pols. L’ona quadrada proporciona una penetració profunda i alta velocitat del procés. Triangular facilita la soldadura de làmines fines d'alumini amb una mínima transferència de calor. L’ona arrodonida facilita el control de la piscina de soldadura per una penetració uniforme d’unes articulacions crítiques. Sinusoidal dóna un arc suau amb una àmplia adherència de la piscina de soldadura, però no de penetració profunda.
Gas pre i post. Comença durant 2 s una purga prèvia del gas de blindatge per tal de desplaçar l’aire ambient des del punt de soldadura. Subministra argó després d’interrompre l’arc durant 3-10 segons, permetent que la piscina de soldadura cristal·litzés normalment sense oxigen.
Canvia a corrent altern. La soldadura TIG amb un inversor només és possible en corrent altern. Per fer-ho, és obligatori que la designació del dispositiu hagi d’estar marcada per AC / DC.
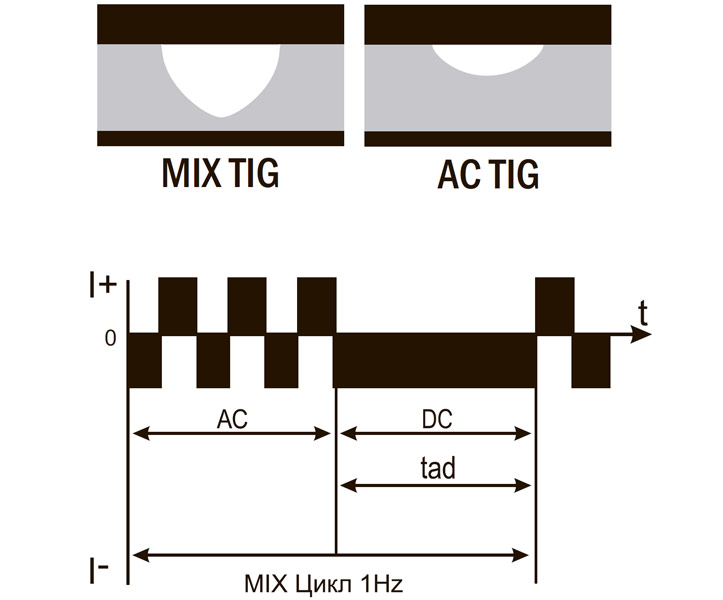
MIX TIG. Aquest mode alterna l'efecte sobre el material de corrent continu i altern. Primer, entra en funcionament l’AC, que destrueix la pel·lícula d’òxid per la seva freqüència. Després es substitueix per corrent continu, proporcionant una penetració profunda amb una distribució uniforme del metall de farciment. Aquesta funció és especialment pràctica quan es vol connectar alumini amb un gruix de 2 i 7 mm entre ells.
Ajust de saldos. Permet establir la freqüència de canvi automàtic de la polaritat de la tensió, que, si és positiva, perllonga la vida de l’elèctrode de tungstè i augmenta la profunditat de penetració, i si l’indicador és negatiu, redueix l’entrada de calor i protegeix de cremades i deformacions.
Després d’haver estudiat els requisits per a les màquines de soldadura d’alumini, podeu seleccionar fàcilment equips de soldadura per al vostre taller, taller o garatge.








