Soldadura d’arc d’argó: el principi de treball, com triar, les millors màquines
A diferència del mètode MMA, la soldadura amb argó permet crear costures més precises que no cal netejar. Fins i tot aquest mètode pot connectar fins a vuit tipus de metalls. El nostre article us ajudarà a triar una màquina de soldadura per soldar amb arc argó, de manera que s’adapti a les vostres necessitats i mostrarà la qualificació de models ja provats que tinguin revisions positives, així com de soldadores com les seves característiques.

La selecció de productes es va dur a terme a partir de ressenyes, opinions i valoracions dels usuaris publicats en diversos recursos a Internet. Tota la informació es pren de fonts obertes. No col·laborem amb fabricants i marques comercials i no demanem la compra de determinats productes. L'article és només informatiu.
El principi de funcionament de les soldadures d’arc d’argó
En la designació internacional, el mètode arc-arc té la sigla TIG. S’utilitza activament en fabricació i en tallers. Amb ell es connecten les peces del cotxe esquerdat (dipòsits d’oli, blocs de refrigeració del motor), es recullen contenidors per a la indústria alimentària i química, es posen tovalloles d’acer inoxidable, col·lectors, filtres per a líquids, etc. Al garatge, un dispositiu pot realitzar amb èxit reparacions del cos o produir petites productes
El principi de la soldadura amb argó és connectar metalls amb un arc elèctric en un entorn de gasos inerts. Per al procés, necessiteu una font de corrent que redueixi la tensió i augmenti l’amperació. El corrent es subministra a un cremador equipat amb un elèctrode de tungstè. No és consumible, per la qual cosa és més fàcil que el soldador controli la longitud de l’arc, que ha de ser de 2-5 mm. El cable de massa es connecta al producte.
Tocar l'extrem de l'agulla de tungstè a la part excita un arc elèctric. Les juntes primes no requereixen vibracions laterals: l'elèctrode funciona de manera fluida, de dreta a esquerra al llarg de la línia de costura, la superfície de l'articulació és llisa com un mirall. Si hi ha un buit entre les parts o és necessari ampliar els límits de la costura, aleshores en dirigir la torxa, el soldador fa petites vibracions als costats, estenent la piscina de soldadura. Això contribueix a la formació de petites escales.

Procés de soldadura en arc d’argó.
La temperatura de l’arc oscil·la entre els 2000 i els 5.000 graus, depenent de la força actual. Això permet fondre les vores del metall i connectar-lo amb una costura fina. Per enfortir el disseny, s’utilitza un filferro de farciment, que s’introdueix amb la segona mà del soldador a la piscina de soldadura. Així, podeu augmentar l’alçada del corró, donar a la costura una forma escamosa i, fins i tot, realitzar superfícies metàl·liques per a posterior mecanitzat (ranures sobre un torn, rectificat).
L’argó de gas inert s’utilitza per protegir la piscina de soldadura de l’ambient extern. Es subministra des del cilindre al cremador i desplaça aire normal. Això elimina la formació de porus en l'estructura de soldadura. La connexió és estreta i duradora. En paral·lel, el gas protector refreda l’elèctrode de tungstè i la boquilla de ceràmica perquè no s’escalfi. A l’etapa final, quan s’extingeix l’arc, l’argó ajuda a solidificar la costura.
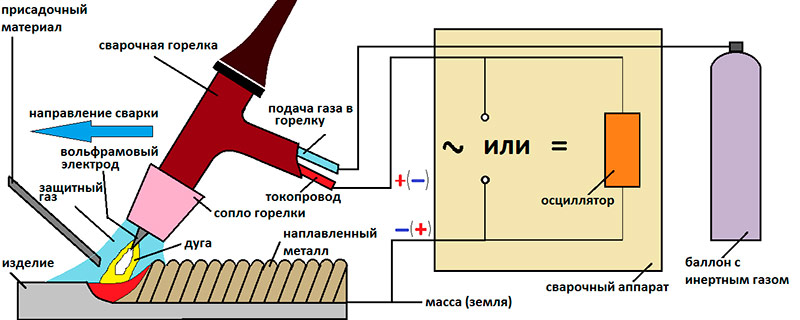
Esquema del procés de soldadura d’arc d’arc.
Pros i contres del mètode TIG
El mètode TIG té clars avantatges respecte a altres mètodes de soldadura, però treballar amb una màquina de soldar amb argons presenta diversos inconvenients que cal estar preparat per triar aquest mètode de soldadura.

Avantatges del Mètode TIG
- la calefacció local elimina una deformació greu del producte;
- una fina agulla de tungstè permet crear costures estretes i netes;
- és possible realitzar soldadures amb i sense additiu, afectant l'alçada del corró;
- la connexió s’obté sense escorça d’escòria a la part superior;
- en la majoria dels casos no posteriors
- mecanitzat;
es poden soldar acer inoxidable i metalls no ferrosos; - les costures són estretes i resisteixen a alta pressió;
- cap espatlla metàl·lica s’enganxi a la superfície.

Contres del mètode TIG
- la velocitat de connexió és inferior a MIG;
- la tapa del cremador interfereix amb el treball en llocs de difícil accés;
- el broquet de ceràmica limita lleugerament la visibilitat de la piscina de soldadura;
- la qualitat de la costura depèn de les habilitats de l’usuari (prendre i cuinar immediatament, ja que no funciona de forma semiautomàtica);
- cal alimentar constantment l’additiu amb la segona mà i controlar-ne la longitud (quan es solda, la longitud del fil es redueix ràpidament, i les peces llargues són inconvenients de mantenir-se a les mans,
- mentre "caminen");
- Els elèctrodes de tungstè són més cars que els recoberts;
- despeses addicionals per argó;
- és impossible soldar parts en un carrer amb grans vents (es bufa argó i la piscina de soldadura queda sense protecció).
Com triar l’equip necessari per al treball
Els equips per a la soldadura d’arc d’argó s’han de seleccionar en funció de les properes tasques i els seus volums. En cas contrari, podeu comprar una unitat massa feble o, a l’inrevés, un sobrepagament pel potencial que encara no s’utilitza. Primer, parlem de triar una font actual.
Com triar una màquina de soldadura per soldadura TIG
Una soldadora d’argó és un inversor connectat a una xarxa de 220 o 380 V, que converteix diverses vegades el corrent d’alternant a directe, augmentant la seva freqüència. A l’interior s’utilitzen diversos transformadors, ponts de díodes i un tauler de claus. Tot això contribueix a un pes baix de 4-30 kg i una costura de gran qualitat.
Si necessiteu una màquina per soldar en un garatge, escolliu un model de 220 V. Per a la producció, és òptim fins a 380 V. Un pes de 4-8 kg és útil quan es viatja i es treballa a altures, així com amb estructures voluminoses. En ús estacionari, el pes no importa. Tingueu atenció en els següents paràmetres i opcions d'equip quan escolliu un inversor per a soldadura d'argó.

Aparells de soldadura d’argons i equips necessaris.
Tipus de metall i corrent de soldadura
L’inversor emet un corrent directe a la sortida. Això permet una excel·lent soldadura d’acer negre, acer inoxidable, fosa, coure i fins i tot aliatges de titani.
Si el vostre taller només funciona amb aquests metalls, escolliu qualsevol dispositiu d'argon amb un valor de corrent continu.
Però connectar l’alumini i els seus aliatges amb un dispositiu així no funcionarà. La dificultat és una pel·lícula d'òxid, que té un punt de fusió superior als 2000 graus, tot i que el metall en si es torna fluid després de 660 graus. Per a la soldadura d'alumini, cal un inversor universal AC / DC que es pugui canviar a corrent altern. A causa d'això, l'òxid a la superfície es destrueix fàcilment, i el metall base no es crema a causa de l'alta temperatura de l'arc.
Si teniu una estació de servei o activitat associada a contenidors d'alumini, busqueu un aparell amb argó amb la designació AC / DC.
| Corrent directe | Corrent altern |
|---|---|
| Diferents tipus d’acer | Alumini |
| Acer inoxidable | Aliatges de magnesi |
| Ferro colat | - |
| Coure | - |
| Aliatges de titani | - |
Gamma actual de soldadura
El rang de força actual (A) determina la gruixuda de les peces. Aquí, tant els indicadors superior com inferior són importants. El valor mitjà calculat és de 35 A per cada 1 mm de gruix de metall. Per exemple, si soldeu canonades i perfils la secció de la seva paret no excedeixi els 2 mm, n'hi ha prou amb 70 A. Un aparell d'argó amb un valor màxim de 160 A cobrirà qualsevol requisit de soldadura per a peces amb un gruix de fins a 4 mm. Quan es requereixi unir peces de 5-7 mm amb soldadures amb argó, escolliu un inversor amb un màxim de 200-250 A.
El valor mínim al qual es pot baixar el corrent afecta la capacitat de soldar metalls prims. Per exemple, hi ha dispositius d’argó amb un llindar inferior de 5 A. Això és suficient per fer un estany amb una secció de 0,6 mm. No són capaços d'això els models amb una velocitat inferior de 20-30 A.
| Tipus de metall | Gruix de metall mm | Tipus actual | Actual ¸ A |
|---|---|---|---|
| Aliatges d’acer | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| Alumini | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Mode impuls
L’elecció d’un aparell d’argó amb tal funció és necessària per a una soldadura encara millor de metalls prims. El mode de pulsació implica corrent altern de soldadura i pausa. D’aquesta manera es redueix l’entrada de calor, s’elimina completament la deformació i l’ordenació de la peça. Es pot ajustar la freqüència de canvi de pols que determina la velocitat de soldadura. Aquest mode també es demanda quan es combina l’alumini, ja que un corrent elevat destrueix l’òxid i una disminució de potència durant una pausa impedeix que el metall base es cremi.
Intensitat d'ús (durada de la inclusió)
D’una altra manera, aquest paràmetre s’anomena durada de la inclusió i s’indica com a percentatge. Per exemple, amb un aparell d’argó PV al 40%, funcionarà 4 de cada deu minuts. Si l'utilitzeu més sovint, es sobreescalfarà i la protecció funcionarà. L’equip s’apagarà força fins que es refredi completament. Quan hi ha molts processos preparatoris, retallar, tallar els buits, és suficient un PV del 40%. L'inversor tindrà temps per refredar-se durant aquestes pauses. Si el soldador funciona de manera continuada i tots els processos preparatoris són realitzats per altres, cal un aparell més productiu amb un cicle de treball del 80 o 100%. Aleshores, l’obra no serà inactiva.
Però la durada de commutació es mesura al corrent màxim, de manera que el model té 300 A amb un 60% de PV, amb una disminució del corrent de soldadura fins a 200 A, el PV serà del 100%. Així doncs, a l’hora de determinar la intensitat d’ús, convé tenir en compte quina corrent de funcionament es necessita per a les tasques quotidianes.
Funcions addicionals
Les màquines de soldadura d’arc d’argó poden estar equipades amb algunes funcions que faciliten el procés o augmenten la qualitat de la costura. Per descomptat, com més àmplies són les capacitats dels equips, més car és, així que haureu de pensar en quina funció es necessita en un cas concret.
Aquests són els més comuns:
- Temps de purga de gas. A l’aparell, podeu ajustar el temps de la purga prèvia i post-purga amb argó. Al començament del procés, això ajuda a eliminar l’aire ambient de la zona d’excitació d’arc. Al final, això ajuda a cristal·litzar la piscina de soldadura i refredar l’elèctrode. Com més temps es refredi el metall, per exemple l’alumini, més temps hauria de ser la purga (fins a 7 s).
- Encès d'alta freqüència. Qualsevol inversor pot estar equipat amb una torxa de vàlvula perquè pugui realitzar soldadures en TIG. Però per excitar l’arc, cal tocar la punta de l’elèctrode del producte al qual està connectada la massa. En models amb ignició d’alta freqüència s’utilitza un oscil·lador, que punxa una tensió de fins a 10 mm a través de la tensió d’aire. Això ajuda a començar a soldar sense tocar, simplement augmentant la torxa. Hi ha menys marques a la superfície del producte i l’afiliat ha de ser més reduït.
- Soldadura de cràters. Es tracta d’una disminució gradual de l’amplitud del corrent de soldadura, que ajuda a eliminar un punt del “bloqueig” de la costura. Aquesta funció és important per soldar canonades i contenidors sota aigua i altres líquids, així com per treballar amb làmines fines de 0,6-1,0 mm.
- Refredament per aigua. En els dispositius de soldadura amb argó, es pot instal·lar una bomba que bombi el congelat mitjançant el canal del cable fins al cremador. Això contribueix a l'eliminació accelerada de calor de la boquilla i l'elèctrode de ceràmica, perllongant el temps de funcionament continu. Es necessita la funció on s’utilitzen corrents elevats de 250-400 A i es necessita un funcionament continu de l’equip.
Equip addicional necessari per al treball
Per a la soldadura d’arc d’argó, a més de la font actual, necessitareu un cable amb torxa. Molt sovint arriba amb equipament, però amb models premium EWM, Lincoln Electric i altres, es pot vendre per separat.
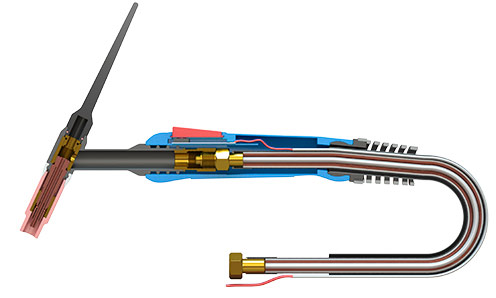
Torxa de secció per soldadura d'arc argó.
Els cremadors són del tipus de vàlvula (l’alimentació de gas l’obre la vàlvula al cremador) i amb control de botó (prement el botó del cremador s’inicia gas i corrent). La longitud de la funda 2-5 m es selecciona en funció de la mobilitat requerida del soldador i de la mida de les estructures muntades.

Torxa per a soldadura d’arc d’argó tipus vàlvula.

Torxa per a soldadura d'arc argó amb polsador.
Per a la soldadura es necessita un cilindre de gas inert. Si heu de treballar periòdicament, n'hi ha prou amb comprar un cilindre de 10 litres, que no ocupi gaire espai i és fàcil agafar-ne el maleter per reabastir-lo. La mateixa opció és pràctica quan es viatja per feina. Amb una activitat estacionària constant al taller o en la producció, es tria un gran cilindre de 150 litres.

Cilindre de gas inert per a soldadures en arc d’argó.
El cilindre necessita un reductor amb manòmetres d'alta i baixa pressió, així com una mànega que connecti el cilindre a l'inverter. Utilitzant un manòmetre d’alta pressió, el soldador monitoritza la resta de gas i, amb una pressió baixa, estableix el cabal d’argó al cremador.

Reductor i mànega de manometre.
Per a la soldadura, calen elèctrodes de tungstè. Vénen amb una punta blava, daurada, vermella o verda per diferents tipus de metalls. El més versàtil és el color blau de la punta. El diàmetre de l'elèctrode 1,6-4,0 mm es selecciona en funció dels requisits per l'amplada de la costura, la profunditat de fusió i la màxima resistència actual.

Elèctrodes per soldadura d’arc d’argó.
La soldadura amb argó es pot realitzar sense additiu, si les peces estan juntes i si l'estructura no té una forta càrrega mecànica. En altres casos, s’utilitza un fil de farciment del mateix material que el metall principal que s’està soldant.

Fil de farciment per a soldadura d’arc d’argó.
Vídeo Què és la soldadura d’argó i com triar un dispositiu per a la soldadura d’arc d’argó
Les millors màquines de soldadura d’argó
Un cop considerats els criteris per a l'elecció d'equips de soldadura per argó, passarem a models específics que han rebut crítiques positives per part de soldadors.
Les millors màquines de soldadura per arc de CC Argon
Per soldar metalls ferrosos, acer inoxidable i coure, s’utilitzen inversors que produeixen corrent directe. Aquí teniu un rànquing dels millors models d’aquesta categoria.
RESANTA SAI-230 HELL (TIG, MMA)
En primer lloc hi ha l’inversor Resanta SAI-230. L’aparell d’argó és capaç de funcionar des d’una xarxa de 170-242 V i produeix un corrent directe de 10-230 A. A les velocitats màximes, el punt de partida és del 70%, cosa que permet utilitzar-lo no només per a necessitats domèstiques. A més de la soldadura TIG, l’equip és compatible amb el mode MMA, per al qual hi ha un interruptor al panell frontal. Això és convenient on es necessita alternar soldadura i tall de argó amb electrodes recoberts. El model pesa 11 kg. Es proporciona una torxa i un cable de terra. El fabricant li concedeix una garantia de 2 anys.

Pros RESAI SAI-230 HELL (TIG, MMA)
- Potència alta 230 A per a la penetració de 6 mm.
- Corretja d’espatlla per portar.
- Encesa sense contacte quan s’utilitza un cremador amb oscil·lador (hi ha un connector per connectar el control del cremador);
- El corrent baixa fins a 10 A per al material de xapa de soldadura 0,8 mm.
- La carcassa de ferro resisteix les dures condicions de construcció durant molt de temps.
- Preu atractiu.
- Connectors fiables.
Contres RESAUT SAI-230 HELL (TIG, MMA)
- No hi ha cap visualització per al control visual de la configuració.
- Desmuntar l’allotjament amb pols que bufa durant molt de temps.
- No hi ha cap mànec rígid per reorganitzar el dispositiu al seu lloc.
- Quan es treballa en una habitació humida, els transistors es deterioren ràpidament.
- A jutjar per les revisions, els soldadors no tenen prou longitud de cable.
Conclusió Aquest dispositiu de soldadura d’arc amb arc es destaca per la presència d’un segon “gir” per ajustar la inductància de l’arc. Això permet controlar la profunditat de penetració i l’alçada de la cama de soldadura. La funció és útil per soldar estructures crítiques, especialment les juntes dels racons i les gambes.
Svarog REAL TIG 200 W223
A la classificació es troba un inversor d'argó de Svarog. El dispositiu està fabricat en una caixa de ferro i té un display per ajustar la resistència actual.Els connectors del plafó frontal estan dissenyats per connectar una torxa amb control polsador de control de gas i tensió. Amb un commutador alternatiu separat, podeu seleccionar el mode MMA o TIG. L'inversor és capaç de funcionar des d'una xarxa elèctrica amb un indicador reduït de 160 V. El rang d'ajust del corrent de soldadura és de 10-200 A. Com a màxim, el PV és del 60%. L'equip pesa 7 kg i té unes dimensions de 42x16x31 cm. Es proporciona refrigeració per aire. El model admet treballar amb elèctrodes d’1,6-3,2 mm de diàmetre.

Pros Svarog REAL TIG 200 W223
- Hi ha una pantalla digital per a la configuració precisa del nombre d’amperes.
- Les cantonades metàl·liques del cos estan cobertes de goma.
- Dissenyat per connectar un cremador amb control de botó complet.
- Hi ha un mànec per desplaçar-se al seu lloc.
- Les dimensions compactes de 42x16x31 cm simplifiquen el transport i l’emmagatzematge.
- La potència baixa de 4,83 kW permet la soldadura d’argó d’un generador de gas.
- Tensió de circuit obert segur 56 V.
- Sense espatllar en soldar.
Cons Svarog REAL TIG 200 W223
- El botó d'engegada es mostra a la part posterior, cosa que no és convenient per a tots els soldadors.
- Les funcions Hot Start i Anti-stick en mode MMA no funcionen a la pràctica (només una operació de màrqueting).
- No s'ajusta el subministrament previ de gas.
- Cremador fluix en aparença.
Conclusió Aquesta màquina de soldar amb arc argó es distingeix per la presència d'ajust del temps de purga després de gas. La funció és útil quan es treballa amb fosa i coure per assegurar un refredament gradual i per evitar la reacció amb carboni, que crea porus. L’interval de purga es pot ajustar de 2 a 10 segons. El fabricant també ofereix una garantia de 5 anys en aquest dispositiu, que els usuaris agraden a les revisions.
Quattro Elementi B 225 (TIG, MMA)
Aquesta categoria es completa amb productes del fabricant italià. La soldadora d’argó està dissenyada per connectar metalls de fins a 6 mm de gruix. Té un rang actual de funcionament de 10-225 A. Quan està connectat a una xarxa, consumeix 7,8 kW. Es permet l’ús d’elèctrodes d’1,6-5,0 mm. Podeu canviar al mode MMA, que es complementa amb les funcions de "Anti-stick" i "Hot start". El temps d’encesa és aquí del 80%, però si reduïu la força actual de 225 a 180 A, l’indicador passa a ser del 100%. Per a potència, una tensió de 170-260 V.

Pros de Quattro Elementi B 225 (TIG, MMA)
- Hi ha llaços per enganxar una bandolera.
- Dos modes MMA i
- Pantalla digital per a la configuració actual actual.
- Modos de commutació del botó tàctil.
- L’amperatge es pot reduir a 10 a xapa de soldadura 0,6-1,0 mm.
- Amb una potència actual de 180 A, el PV és del 100%.
- Si la tensió baixa, llavors la cuina "twosome" funcionarà de totes maneres.
- Tots els paràmetres corresponen al declarat.
Contres Quattro Elementi B 225 (TIG, MMA)
- Arrossega molta pols al cos.
- Només hi ha cremadors de vàlvules disponibles.
- El botó d'engegada està situat a la part posterior.
- Cal adquirir un cremador d'argó; només hi ha inclòs el cable i el suport per al RDS.
Conclusió Tot i que aquest inversor és capaç de cuinar argons només amb una torxa de vàlvula, és especialment fàcil tocar l’arc, ja que la tensió del circuit obert és de 85 V. El dispositiu d’argó també s’assigna amb un pes de 5,5 kg, cosa que el fa més adequat per portar a l’espatlla durant els treballs d’altura o soldadura. al llarg d’una llarga construcció.
El millor aparell universal per a soldadures en arc de corrent continu / corrent continu
Si necessiteu soldar periòdicament alumini, escolliu els dispositius amb la possibilitat de canviar el corrent directe al corrent altern. Aquesta funció s'indica al nom amb la designació AC / DC. Aquests són els millors models d'aquesta categoria.
Aurora PRO INTER TIG 200 AC / DC PULSE
Es tracta d’un aparell d’argó xinès amb un muntatge d’alta qualitat. El model està alimentat per una xarxa monofàsica i produeix 5-200 A. Està equipat amb cables amb secció DX50. La tensió del circuit obert és de 44 V. Hi ha refrigeració d’aire. PV màxim com a màxim arriba al 60%. El dispositiu es pot fer funcionar a una temperatura ambient de -20 a +50º.Tot el cablejat elèctric està fet amb la classe d’aïllament F. Com a opció, es pot connectar el comandament a distància.

Pros Aurora PRO INTER TIG 200 AC / DC PULSE
- Carcassa gran amb nombrosos forats de refrigeració.
- Muntatge d'alta qualitat.
- Cuina bé l’acer inoxidable i el coure.
- Gairebé no hi ha cap desavantatge de la tensió de xarxa.
- Hi ha dues nanses dures per al transport.
- Nombrosos ajustaments per augmentar i fluctuar la força actual.
- Càrrega baixa a la xarxa de 4,5 kW.
- Encesa sense contacte de l’elèctrode.
Cons Aurora PRO INTER TIG 200 AC / DC PULSE
- Per canviar el pes de 20 kg, cal fer un esforç.
- No sempre és fàcil trobar un lloc per col·locar-lo en un petit garatge
- Al mode MMA, el consum posterior no funciona.
- Totes les funcions addicionals no es mostren a l’ajust de persiana.
- Inclou només una tapa del cremador.
- No hi ha funció de l'elaboració del cràter.
Conclusió L’inversor per a soldadura d’argó destaca per la presència del mode 4T. Això permet encendre la soldadura i no mantenir el botó premut a la torxa. El mode és pràctic per a costures llargues durant la soldadura de brides o envasos de fabricació. Un altre fabricant proporciona un cremador amb un paquet de mànega de 4 m, que és útil a l’hora de crear grans estructures. La funció de pols ajuda a connectar làmines fines d'acer inoxidable i alumini sense deformar.
BRIMA TIG-200P AC / DC
Un altre producte digne d’un fabricant alemany. L’aparell d’argó es troba muntat a la Xina, però a jutjar per les revisions, és senzill i fiable com un fusell d’assalt AK-47. L'inversor genera una potència actual de 10-200 A, mentre que consumeix 5 kW. Apte per connectar-se a una xarxa monofàsica. El PV al corrent màxim arriba al 60%. El model professional està refrigerat per aire. En ralentí - 56 V. Està equipat amb un cremador amb un elèctrode de tungstè i encès sense contacte.

Avantatges de BRIMA TIG-200P AC / DC
- Connectors per a cremadors professionals amb encés sense contacte.
- Mànecs durs.
- Pantalla digital
- Protecció contra sobrecàrregues
- Suporta dos modes de soldadura TIG i MMA.
- Hi ha configuracions per a la formació de l'arc.
- Càrrega baixa a la xarxa de 5 kW.
- Soroll baix.
Cons BRIMA TIG-200P AC / DC
- El pes de 25 kg dificulta el transport.
- Mides grans 50x35x36 cm.
- Si la protecció ha funcionat, no s’encendrà durant 30 minuts (s’atura tota la feina).
- Terminal de terra feble: es pot cremar després de dos mesos d'ús actiu.
- Cable "negatiu" de 2 m de longitud.
Conclusió Aquest inversor ofereix àmplies opcions de personalització que seran útils per a un soldador professional en un taller o taller. El temps de pre-purga del gas s'estableix entre 0 i 2 s. Les postgas poden ser de 2 a 10 hores. El soldador tria la longitud i la freqüència del pols. Al final de la soldadura, podeu seleccionar un valor per reduir el corrent en 10 A per evitar una fístula al "pany". Tot això és adequat per a la producció d’estructures crítiques, que posteriorment fins i tot passen a inspeccions d’un detector de defectes.
Característiques de soldar diversos metalls
En soldar argó de qualsevol material, heu d’aprendre unes quantes regles. La distància entre l'elèctrode i la superfície ha de ser de 2-5 mm. Mantingueu el cremador a un angle de 45 graus. Normalment es manté amb la mà dreta i el fil de farciment es serveix amb l’esquerra. No toqueu l’extrem de l’agulla amb l’additiu: l’elèctrode s’embrutirà, l’arc es deteriorarà, el tungstè pot ionitzar-se a la piscina de soldadura. S’ofereix additiu per satisfer el cremador. S'hauria de deixar enrere la costura formada i el gas calent s'hauria d'escapar cap als costats encara desconnectats de la peça.
Quan es solden alguns metalls, hi ha unes regles addicionals que un argonder novell hauria de conèixer.
Alumini
Aquí la barrera és un òxid refractari a la part superior. Per destruir-lo, utilitzeu corrent altern de polaritat inversa. Això contribueix a l'escalfament de la superfície sense sobreescalfament de l'elèctrode. La tensió alternativa alterna el procés, evitant que la peça es fongui excessivament per formar un cremat. És especialment útil la funció de pols o la funció de doble impuls, a partir de la qual les costures encara seran millors.
| El gruix de la peça, mm | El diàmetre de l'elèctrode de tungstè, mm | Diàmetre de barra, mm | Força actual, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
Coure
En estat líquid, reacciona amb l’hidrogen, el que condueix a la formació de grans porus. Aquí podeu utilitzar corrent directe o altern, però només amb polaritat inversa. També es recomana augmentar el flux d’argó d’1,5 a 2 litres per minut. En aquest cas, el fil de farciment no és necessari, ja que el metall és fluid i les vores es fonen prou per formar una junta forta. En lloc d’un elèctrode de tungstè, val la pena utilitzar-ne un de grafit, també classificat com a no consumible.
| Tipus d’elèctrode | El gruix de la peça, mm | Diàmetre d’un elèctrode, mm | Força actual, A | Longitud de l’arc, mm |
|---|---|---|---|---|
| Grafit | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| Cobert | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titani
Material actiu que reacciona amb l’aire ambient. La soldadura es realitza amb un augment d’alimentació d’argó per protegir la piscina de soldadura. A diferència del coure i l’alumini, el titani té una conductivitat tèrmica baixa. Per garantir una connexió fiable dels costats, caldrà reforçar les vores de la costura amb costures addicionals. Quan es treballa amb peces de gruix superior a 1,5 mm, s’utilitza un fil de farciment de titani.
| El gruix de la peça, mm | Diàmetre d’un elèctrode, mm | Diàmetre del filferro, mm | Força actual, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Ara, després d’haver estudiat les característiques de l’elecció de dispositius per a soldadura d’arc amb arc i tenint en compte la qualificació dels millors models, podeu triar un inversor per realitzar les vostres tasques en un taller privat o en producció.








