Giống và quy tắc cho việc lựa chọn lưỡi cắt kim cương cho máy mài góc
Đĩa cắt kim cương, hay, như chúng còn được gọi là bánh xe kim cương, có một số lợi thế so với các đối tác mài mòn thông thường. Họ có các chỉ số lớn hơn đáng kể về tài nguyên, cắt giảm độ chính xác và năng suất. Tiếp theo, chúng ta sẽ xem xét cách chọn đĩa kim cương cho máy mài, loại đĩa nào tồn tại và lợi thế của chúng là gì.

Nội dung:
Giới thiệu đĩa cắt kim cương
Bánh xe cắt kim cương không nước được tạo ra lần đầu tiên tại văn phòng thiết kế của công ty Nhật Bản Sankyo Diamond Tools, một bộ phận cấu trúc của Tập đoàn Hitachi.
Nhiều công nghệ đã được sử dụng lần đầu tiên, vì vậy các vòng tròn không đủ tin cậy và nhanh chóng thất bại. Ví dụ, kim cương và bộ phận cắt được gắn chặt vào đế thép bằng phương pháp hàn nhiệt độ cao. Trong quá trình, khi một lực ma sát lớn xảy ra, kim loại bị nung nóng, chất hàn nóng chảy và phần làm việc đơn giản rơi ra. Với nước làm mát, những vòng tròn như vậy hoạt động ít nhiều có thể chịu đựng được, nhưng với ma sát khô, tài nguyên của chúng rất nhỏ.
Thực tế là kim cương không cắt vật liệu, nhưng biến nó thành bụi, lực ma sát lớn đi kèm với sự gia nhiệt nhanh - nhiệt không có thời gian để được loại bỏ dọc theo thân vòng tròn, ngoài ra, mặc dù có sự hiện diện của các khe đặc biệt, vòng tròn bị biến dạng khi bị nung nóng. Những thay đổi về hình dạng là nhỏ và không đe dọa phá hủy, nhưng chúng có ảnh hưởng tiêu cực đến sức mạnh của khớp.

Các kỹ sư của công ty kim cương Sankyo cũng đề xuất các giải pháp khác - thiêu kết phần làm việc và cơ sở dưới áp lực cao. Kết nối như vậy bền hơn và có thể chịu được nhiệt độ cao hơn đáng kể. Do đó, có thể tạo ra các đĩa cứng và phân đoạn có khả năng chịu nhiệt và biến dạng. Công nghệ vẫn được sử dụng.
Giải pháp thứ hai là hàn laser ở cấp độ phân tử. Theo công nghệ này, chỉ những vòng tròn thuộc loại được phân đoạn được sản xuất. Cả hai đĩa gần như giống nhau về sức mạnh và độ tin cậy, mặc dù nhiều chuyên gia tin rằng đĩa làm bằng laser tốt hơn.
Nguyên lý hoạt động của lưỡi cắt kim cương
Hầu hết các lưỡi kim cương được sử dụng trên máy mài góc với tốc độ lên tới 12.000 vòng / phút. Số vòng quay tối đa mà các vòng tròn tốt nhất có thể chịu được là 13.900 vòng / phút, nhưng không có quá nhiều công cụ có thể phát triển chúng khi cắt.
Chỉ có chính viên kim cương tiếp xúc với bề mặt cần xử lý - nó nhô lên trên bề mặt của vành và khi quay, sẽ mài mòn vật liệu thành bụi mịn. Cấu trúc đa lớp của lưỡi cắt đảm bảo sự sẵn sàng liên tục của đĩa cho công việc - những viên kim cương bị mài mòn hoặc bay ra khỏi tổ được thay thế bằng những cái khác nằm trong lớp vành dưới.
Nhiệt dư được loại bỏ qua thân ổ đĩa, tuy nhiên, nó nóng lên đến nhiệt độ đủ cao, đòi hỏi phải tuân thủ các biện pháp phòng ngừa an toàn nhất định để cắt khô.
Tuổi thọ của bánh xe và hiệu quả của nó phụ thuộc vào kích thước của kim cương. Những cái lớn mang lại hiệu quả công việc, nhưng hao mòn nhanh chóng, những cái nhỏ cắt rất chính xác, nhưng chậm hơn, tuổi thọ của chúng dài hơn 25-30% so với một thiết bị có phân số lớn của tinh thể.

Thiết kế đĩa kim cương cắt
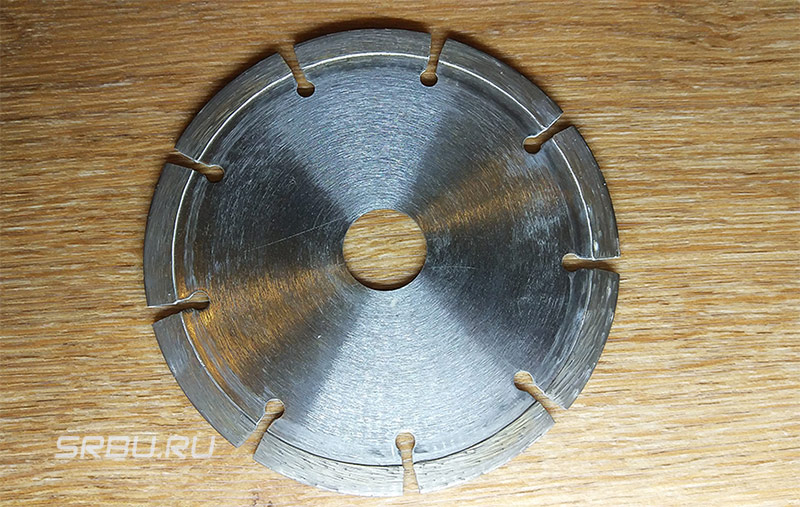
Về mặt cấu trúc, một đĩa kim cương là một vòng tròn bằng thép với một phần cắt và các khe trên toàn bộ khu vực, góp phần tản nhiệt và giảm ứng suất biến dạng.Kim cương được xen kẽ trong suốt vành đĩa. Chúng được chèn vào vành từ hợp kim của niken, kẽm, coban và thiếc. Với tốc độ chuyển động tuyến tính lên tới 80 m / s và lực ma sát cực lớn, việc buộc chặt phải cực kỳ bền, đạt được bằng các công nghệ đặc biệt.
Để đảm bảo giữ phần cắt dưới tải nặng, chúng có thể được cố định bằng phương pháp hàn laser, thiêu kết, phương pháp mạ điện hoặc hàn. Hàn chỉ được sử dụng trên đĩa cắt tia nước.
Tùy thuộc vào phương pháp sửa kim cương, mục đích của đĩa được xác định. Kim cương mạ kẽm được thiết kế để làm việc với các loại đá tự nhiên mềm, được xử lý bằng hàn laser và thiêu kết, đặc biệt là phân đoạn - cho tất cả các loại vật liệu rắn theo cách khô và "ướt".
Các lỗ và khe được đối xứng nghiêm ngặt, và khối lượng kim cương được cân bằng theo các hướng ngược nhau. Điều này giúp loại bỏ rung động và ra khỏi sàn gỗ của đĩa và đảm bảo cắt đồng đều. Nhưng bạn chỉ có thể sử dụng các vòng tròn để cắt khô để thực hiện cắt thẳng - với đường cong, đĩa không chỉ mất kim cương mà còn bị sụp đổ. Loại công cụ này rất nhạy cảm với tải bên.

1. Khe giảm xóc. 2. Lớp cắt. 3. Lỗ hạ cánh. 4. Đĩa thép.
Các loại lưỡi kim cương
Đĩa cắt kim cương có sự khác biệt nhất định trong thiết kế và công nghệ sản xuất.
Các loại lưỡi kim cương theo cấu trúc
Theo cấu trúc, đĩa cắt khô được chia thành:
- rắn chắc;
- phân đoạn
- tuabin;
- phân đoạn turbo.
Lưỡi kim cương rắn. Được trang bị một băng cắt liên tục chạy xung quanh một vòng tròn trong đó kim cương nhân tạo được xen kẽ trong một số hàng. Đối với cắt gốm và các vật liệu khác, trong đó độ chính xác của vết cắt là tham số chính, nên sử dụng các vòng tròn có cạnh chắc chắn.

Lưỡi dao kim cương phân đoạn.Các phần được phân chia được chia bằng cách cắt xuyên tâm thành nhiều phần làm việc có cùng kích thước, chúng có khả năng chịu tải cơ và nhiệt cao hơn và được sử dụng thường xuyên hơn so với phần rắn, mặc dù chúng có phần đắt hơn. Chúng có năng suất cao hơn rắn, nhưng vết cắt sau chúng không quá chính xác. Chúng được sử dụng tốt nhất để cắt thô các kết cấu bê tông.

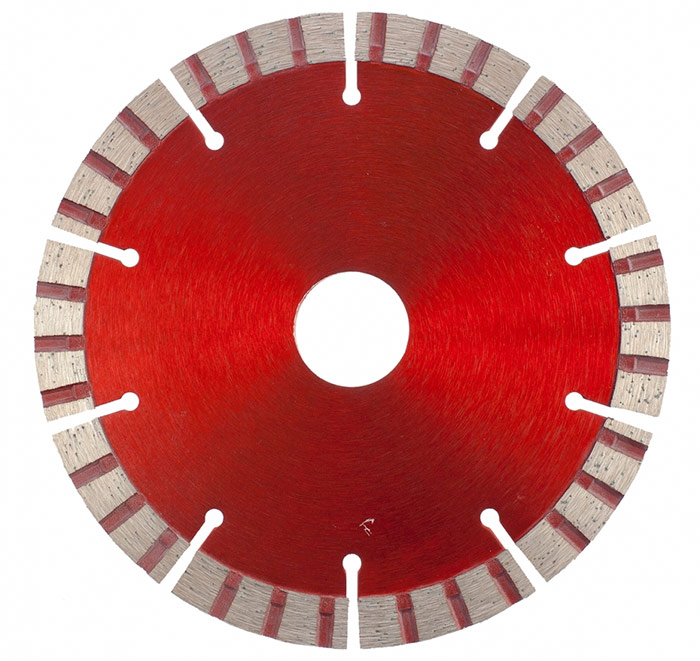
Bánh xe kim cương turbo.Đĩa Turbo được phân biệt bởi sự hiện diện của một rãnh xiên (và không chỉ) ở hai bên của vành. Nó làm tăng nhẹ độ bền cơ học của bánh xe và tăng cường đáng kể cường độ tản nhiệt, cho phép tăng tốc cắt từ 50 đến 100%. Giống như các đĩa được phân đoạn, tuabin phù hợp để cắt nhanh bất kỳ vật liệu khoáng nào với độ cứng rộng - từ đá sa thạch đến bê tông và đá granit.

Lưỡi kim cương phân đoạn Turbo.Thậm chí năng suất cao hơn là các vòng tròn được chia thành các phân khúc với một notch bên sườn turbo turbo. Chúng được đặc trưng bởi hiệu suất cao và tính linh hoạt.
Sự khác biệt về vị trí đĩa của kim cương
Kim cương nhân tạo được cố định trong vành làm việc theo một thứ tự nhất định. Có các vòng tròn với phân bố đồng đều của chúng khi cùng số lượng tinh thể nằm trong bất kỳ đơn vị hoặc phân đoạn có độ dài nào được chọn.
Nhưng có những vòng tròn trong đó kim cương được đặt trong một khoảng thời gian nhất định (cái gọi là bánh sandwich). Chúng có năng suất cao hơn, cung cấp ít nỗ lực hơn cho công cụ, làm mát hiệu quả hơn và thậm chí phân phối nỗ lực.
Lưỡi kim cương để cắt khô và ướt
Theo phương pháp cắt, lưỡi kim cương được chia thành các vòng tròn để cắt khô và ướt. Loại đầu tiên cung cấp các vết cắt chính xác và hoạt động nhiều hơn nữa, nhưng yêu cầu sử dụng các thiết bị hút bụi - khi cắt các hạt vật liệu rắn rất mịn được hình thành gây kích ứng mắt và đường hô hấp. Bánh xe làm mát bằng nước hoạt động với một dòng chất lỏng liên tục liên kết và xả bụi, nhưng chúng không thể luôn luôn được sử dụng. Điều này là do một số phần lớn của hệ thống thủy lực và sự hình thành của võng.
Bánh xe cắt khô có thể được sử dụng trong các máy làm mát bằng nước, nhưng đĩa cắt ướt có thể được sử dụng mà không làm mát - chúng quá nóng và nhanh chóng sụp đổ.
Cách chọn đĩa kim cương cho máy mài
Khi chọn đĩa kim cương, bạn phải chú ý đến loại vật liệu mà đĩa được dự định, kích thước, đường kính hạ cánh và tốc độ quay của đĩa.
Tài liệu để làm việc với
Hầu hết các bánh xe kim cương được thiết kế để làm việc với các vật liệu phi kim loại. Hầu hết chúng thường được sử dụng để cắt bê tông, gốm sứ, thủy tinh, gạch và nhựa đường. Nhưng có một số đĩa được thiết kế để cắt kim loại có độ cứng khác nhau. Khi mua, bạn nên nhớ rằng các loại lưỡi kim cương khác nhau được thiết kế để hoạt động với các vật liệu khác nhau. Có đĩa được thiết kế để làm việc với bê tông, gạch men, đá cẩm thạch, đá granit, đá sa thạch, đá và nhựa đường.
Có một quy tắc nhất định để chọn đĩa - đối với vật liệu mềm, vòng tròn có dây đeo kim cương cứng được chọn và đối với vật liệu cứng có mềm. Điều này được xác định bởi mức độ hao mòn của kim cương nhân tạo nằm trên vành của vòng tròn.
Khi cắt các vật liệu cứng, chúng bị hao mòn nhanh hơn và những cái tiếp theo ra khỏi vị trí của chúng từ một dải cắt khá mềm. Mặt khác, các vật liệu mềm ít ảnh hưởng đến kim cương, nó nên giữ nguyên vị trí của nó càng lâu càng tốt, nó cung cấp một chất rắn trong đó khoáng chất được xen kẽ.
Ngoài ra, kim cương nhân tạo khác nhau được sử dụng cho các vòng tròn khác nhau.
Hai loại kim cương được sản xuất công nghiệp:
- Monocrystalline, đại diện cho một cấu trúc không gian của hình thức chính xác;
- Đa tinh thể, bao gồm một số tinh thể đơn có kích thước nhỏ hơn kết nối chắc chắn với nhau.
Cái trước rất bền và được sử dụng để cắt các vật liệu cứng và kim loại, cái sau có thể bị phá hủy khi tiếp xúc với chúng, do đó chúng được sử dụng trên các công cụ rẻ hơn được thiết kế cho các vật liệu tương đối mềm.

Kích thước của lưỡi kim cương
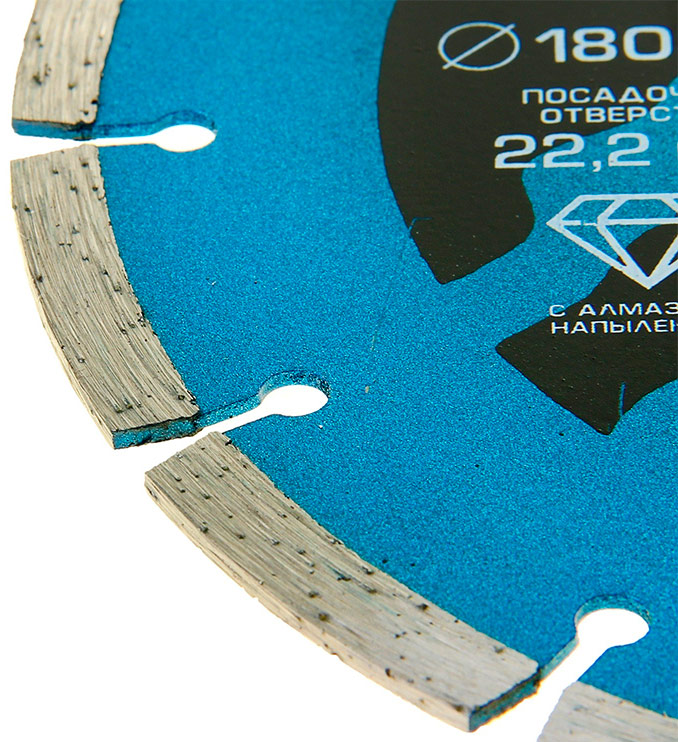
Độ sâu cắt tối đa và, trong một số trường hợp, tốc độ làm việc phụ thuộc vào kích thước của đĩa. Đường kính chính là 115, 125, 180 và 230 mm, tương ứng với các bánh xe mài mòn cho máy mài góc của các loại phổ biến nhất. Khi bán, bạn cũng có thể tìm thấy đĩa kim cương có đường kính 150, 300 và hơn milimet. Đường kính lớn được cài đặt trên các máy cắt mạnh mẽ - máy cắt gas, máy cắt kiểu đứng yên, v.v.
Các lỗ lắp phổ biến nhất cho đĩa có thể là 22,2 mm hoặc 25,4 mm. Chỉ mua một đĩa có kích thước công cụ của bạn được thiết kế.
Không bao giờ cài đặt một đĩa lớn trên một máy mài được thiết kế để hoạt động với một đĩa nhỏ hơn, trước đó đã tháo nắp bảo vệ. Điều này rất nguy hiểm, vì nếu bạn phá hủy một đĩa kim loại, bạn có thể gây ra thiệt hại nghiêm trọng cho sức khỏe của mình. Nếu bạn có những ý tưởng như vậy, thì hãy tìm trên Internet một bức ảnh về hậu quả của việc làm việc với đĩa kim cương mà không có vỏ bảo vệ và bạn sẽ mãi mãi cảm thấy như làm việc mà không được bảo vệ.
Tốc độ quay đĩa
Ngoài ra trên đĩa, tốc độ quay tối đa và tốc độ tuyến tính được chỉ định. Nếu khả năng của công cụ của bạn vượt quá các đặc tính của đĩa, thì bạn không thể đặt nó - lực ly tâm sẽ đơn giản xé nó ra.
Các vấn đề gặp phải trong quá trình và phương pháp giải quyết
1. Như đã đề cập, lưỡi kim cương được thiết kế dành riêng cho các vết cắt thẳng. Tốc độ cắt và lực cấp liệu phải được điều chỉnh để khu vực làm việc không bị quá nóng. Ở nhiệt độ vành trên 700 0Với kim cương nhân tạo, chúng được đồ họa hóa và mất một tỷ lệ đáng kể sức mạnh.
Bạn có thể tăng tài nguyên đĩa một cách đơn giản - định kỳ loại bỏ nó khỏi vết cắt mà không cần tắt động cơ máy mài góc. Luồng khí đi vào làm mát đĩa và làm giảm căng thẳng nhiệt giữa phần trung tâm và khu vực làm việc.
Một cách khác để tăng tuổi thọ của đĩa là không cắt quá sâu trong một lần. Nó là tốt hơn để tuần tự đi dọc theo một quỹ đạo nhiều lần.Điều này sẽ tăng một chút thời gian hoạt động, nhưng tuổi thọ công cụ sẽ trở nên dài gấp đôi.

2. Một trong những vấn đề chính gặp phải trong công việc là sự hao mòn nhanh chóng của khu vực làm việc. Trước hết, điều này là do lựa chọn công cụ sai, tốc độ nạp (kẹp) quá cao hoặc tình trạng của máy mài góc. Nếu đập xảy ra trong đó, thì tuổi thọ của đĩa giảm mạnh, trong một số trường hợp, với biên độ rung đặc biệt lớn, nó có thể bị phá hủy, rất nguy hiểm.
Nếu một bên của lưỡi dao mòn bên dưới lưỡi cắt, điều đó có nghĩa là nguồn cấp dữ liệu đã bị vi phạm hoặc lỗi ổ đĩa đã xảy ra tạo ra dòng chảy bên.
3. Khi các phân đoạn trở nên buồn tẻ, cần phải thay thế đĩa - nó không phù hợp với vật liệu này. Nếu đĩa được chọn chính xác, nhưng vẫn có một hình ảnh như vậy - bạn cần làm mát đĩa thường xuyên hơn. Nó quá nóng do tải quá nhiều. Những lý do tương tự dẫn đến sự đổi màu của đế đĩa - một màu hơi xanh xuất hiện trên vòng tròn thép.
4. Nếu vết nứt xuất hiện trên đĩa, thay thế nó ngay lập tức. Các vết nứt đĩa trong trường hợp không tuân thủ vật liệu hoặc công việc quá mạnh. Thông thường, các khuyết tật này xuất hiện sau khi kẹt trong vết cắt, hoặc biến dạng trong quá trình hoạt động. Để tránh sự cố, kiểm tra đĩa trước khi sử dụng và định kỳ trong khi vận hành bằng cách dừng công cụ.
5. Không được phép làm việc với đĩa kim cương nếu máy mài góc hoặc công cụ khác bị lỗi - nhịp bên và hướng tâm, xoay không đều, tăng hoặc giảm không kiểm soát được tốc độ quay. Trong trường hợp này, công cụ phải được trả lại để sửa chữa hoặc mua một cái mới.
Để tăng tuổi thọ của lưỡi kiếm kim cương, bạn cần tuân theo một số quy tắc đơn giản:
- sử dụng các vòng tròn có đường kính lớn, do đó giảm tải cho các tinh thể;
- Máy mài góc hoặc công cụ khác phải được chọn mạnh nhất có thể, điều này đảm bảo sự ổn định của các vòng quay;
- chọn đĩa phù hợp với vật liệu;
- Không vượt quá tốc độ cho phép.
Khi làm việc với lưỡi kim cương, găng tay, kính bảo hộ và mặt nạ được yêu cầu.


