Paano pumili ng isang welding machine para sa aluminyo
Kahit na nakaranas ng mga welders, sa kauna-unahang pagkakataon na nakatagpo ng aluminyo na sumali sa isang manu-manong paraan ng arko, madalas na nakakaranas ng pagkabigo sa kalidad ng weld. Kung kailangan mong gumana nang regular sa tulad ng "moody" na metal, pagkatapos ay tutulungan ka ng aming artikulo na pumili ng isang welding machine para sa aluminyo, na lilikha ng mga de-kalidad na masikip na seams.

Mga tampok at kahirapan ng aluminyo hinang
Maaaring kailanganin ang hinang na aluminyo upang i-seal ang isang crack sa engine ng langis ng pan o gearbox pan. Kadalasan ang frozen na bloke ng dyaket ng paglamig ng engine ay naayos sa ganitong paraan. Ang mga aparato para sa hinang aluminyo ay hinihingi sa industriya ng kemikal at pagkain, ang paggawa ng mga lalagyan, kolektor, mga filter at iba pang mga produkto.
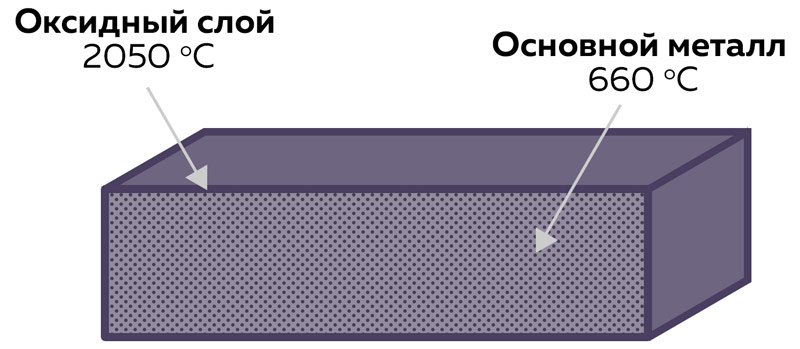
Ngunit ang aluminyo at ang mga haluang metal na AlMn, AlSi, AlMg ay mas masahol na welded dahil sa pangunahing tampok - ang pagkakaroon ng isang refractory na layer ng oxide sa ibabaw. Ang natutunaw na punto nito ay 2044 degree, habang ang metal sa ilalim nito ay dumadaloy pagkatapos ng 660 degree. Ito ang pangunahing problema, dahil ang isang maliit na kasalukuyang lakas ay hindi maaaring matunaw ang panlabas na layer, at ang metal na tagapuno ay namamalagi sa ibabaw. Ang isang malaking kasalukuyang humahantong sa pamamagitan ng mga paso. Samakatuwid, ang mga klasikal na teknolohiya para sa aluminyo hinang ay hindi angkop.
Kabilang sa iba pang mga paghihirap sa pagtatrabaho sa metal na ito ay ang mga sumusunod:
- Maliit na pagkakaiba-iba sa pagitan ng pagkatunaw na punto at solidification. Ang aluminyo ay nagiging likido sa 660 degrees. Ngunit kung pinahihintulutan siyang magpalamig lamang ng 15-20º C, pagkatapos ay nagsisimula na siyang maging crystallize. Kinakailangan ang isang aluminyo ng welding na patakaran ng pamahalaan na maaaring mapanatili ang isang nagtatrabaho kasalukuyang sa isang saklaw na maaaring mabuo ang isang seam.
- Tumaas na thermal conductivity. Ang init ay kumakalat sa pamamagitan ng aluminyo 5 beses nang mas mabilis kaysa sa banayad na bakal. Ang weld pool ay lumalamig nang mabilis, at ang bahagi ay maaaring makabuluhang mag-warp sa isang malaking lugar, kahit na mula sa isang maliit na tahi.
- Pagpapanatili ng kulay sa isang form na tinunaw. Kapag hinangin ang mga ferrous metal, madali para sa welder na kontrolin ang estado ng weld pool at ang dami ng ipinagkaloob ng filler, dahil ito ay nagiging nakasisilaw na puti, kabaligtaran sa pulang slag. Ang aluminyo ay hindi nagbabago ng kulay sa likidong form at mas mahirap para sa isang welder na biswal na maunawaan kung paano nabuo ang isang tahi.
- Tumaas na pag-urong. Matapos ang paglamig, ang mga naideposit na metal rollers ay maaaring makabuluhang sag, na bumubuo ng mga pits sa seam at muling pag-surf ay kinakailangan mula sa itaas.
- Pakikipag-ugnay sa kapaligiran. Sa pakikipag-ugnay sa nakapaligid na hangin, ang aluminyo ay sumingaw ng hydrogen, na humahantong sa malalaking pores sa istraktura ng weld. Ang presyon ng tubig o iba pang likido ay hindi makatiis sa gayong koneksyon. Kinakailangan na protektahan ang weld pool mula sa mga panlabas na gas.
- Tumaas na likido. Sa tinunaw na estado, ang aluminyo ay katulad ng tubig - mas mahirap na idirekta ang likidong metal na may isang burner, lalo na kapag pinapanatili ang isang tahi sa isang hilig na eroplano. Ito rin ang humahantong sa pinabilis sa pamamagitan ng mga paso.
Ang mga unang seams para sa mga bag na aluminyo welders ay palaging masama. Unti-unti, nalulutas ang problema sa pamamagitan ng pagsasanay sa pagsasanay. Ngunit ang pinakamahalagang kahalagahan ay nilalaro ng tamang pagpili ng isang welding machine na idinisenyo para sa pagsali sa aluminyo.
Aling makina ang pinakaangkop para sa aluminyo hinang
Dahil ang mga coated electrodes na may isang aluminyo core ay umiiral sa merkado, tila ang pinakamurang paraan upang mai-weld ang metal na ito ay manu-manong arc welding na may isang inverter. Ngunit sa katotohanan, ang MMA welding sa aluminyo ay magpapahintulot lamang sa iyo na ikonekta ang magkabilang panig ng metal na may mga patak ng additive na superimposed sa tuktok.
Ang isang matibay at mahigpit na tahi ay hindi gagana dito.Para sa isang mahusay na koneksyon, kakailanganin mo ang isang welding machine para sa welding aluminyo na may mga mode ng MIG o TIG. Ang bawat isa sa kanila ay may sariling mga katangian, na dapat isaalang-alang kapag pumipili.
Paggamit ng MIG / MAG welding machine para sa aluminyo
Ang MIG welding ay ang paggamit ng mga semiautomatic na aparato kung saan ang welding wire ay patuloy na pinakain sa pamamagitan ng channel nang diretso sa sulo. Ang pangalawang cable na may clip ay nakadikit nang direkta sa produkto. Ang pagdidikit ng wire sa ibabaw ng workpiece ay humahantong sa paggulo ng isang electric arc. Kaayon, ang gas mula sa nozzle ay naghihiwalay sa weld pool mula sa panlabas na kapaligiran.


Mga kalamangan
- mataas na bilis ng hinang;
- magandang pagpapakita ng nangyayari sa weld pool;
- ang pangalawang kamay ng welder ay libre upang suportahan ang workpiece o upang manatili sa isang taas;
- Maaari kang lumikha ng tuluy-tuloy na mahabang seams;
- pagkatapos ng pagtatapos ng proseso walang slag crust.

Cons
- Ang mataas na gastos ng kagamitan mismo. Mayroong karagdagang mga gastos para sa kalasag na gas (isang halo ng argon at carbon dioxide).
- Ang wire ng aluminyo ng tagapuno ay manipis at nababaluktot, kaya ito ay napaka "paglalakad" at mas mahirap para sa welder na gabayan ito.
- Kung madalas na kinakailangan upang kahalili ang hinang ng mga ferrous na metal at aluminyo na may isang aparato na semiautomatic, pagkatapos ay kakailanganin ng maraming oras upang baguhin ang channel ng bakal sa sulo sa Teflon.
- Ang seam mula sa isang semiautomatic na aparato sa aluminyo ay heterogenous ang lapad. Kung ito ay matatagpuan sa harap na bahagi ng workpiece, kinakailangan pagkatapos ng mechanical stripping.
Anong mga pag-andar ang dapat magkaroon ng mga semiautomatic na aparato para sa aluminyo?
Maaari mong ikonekta ang aluminyo hindi sa pamamagitan ng anumang mga aparato ng semiautomatic. Ang mga kagamitan sa welding ay dapat magkaroon ng mga sumusunod na function:
Mainit na pagsisimula. Ang pagpapaandar na ito ay tinatawag na "Hot Start", sapagkat pinapayagan ka nitong magpataw ng isang de-kalidad na seam mula sa unang milimetro ng koneksyon. Upang gawin ito, ang isang mataas na idle rate (80-90 V) ay pinananatili sa kawad, at ang kasalukuyang ay unang ibinibigay nang bahagya sa itaas ng pangunahing.
Para sa aluminyo, ito ay kapaki-pakinabang para sa mabilis na pagpainit ng ibabaw at pagkasira ng oxide. Dahil sa epekto na ito, ang seam ay nagsisimula na mabuo kaagad, nang hindi dumikit ang mga additive rollers mula sa itaas. Sa mga propesyonal na aparato, maaari mong ayusin ang setting ng "Hot Start" upang matukoy kung gaano ito magiging init.
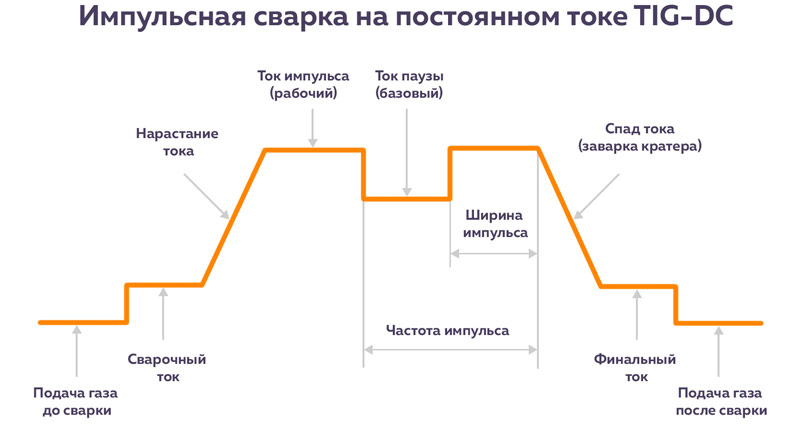
Pulso. Ang pagpapaandar na ito ay hindi gumagawa ng isang base base, ngunit sa halip ay nag-aambag sa pagpapalit nito. Ang resulta ay ang malawak na kung saan ang kasalukuyang tumataas sa nagtatrabaho pulso, at pagkatapos ay isang pag-pause na may isang pagtanggi. Sa sandali ng boltahe ng rurok, natutunaw ang oksiheno, at sa panahon ng pag-pause, ang tahimik na pagsasanib ng metal ng tagapuno na may isang minimum na halaga ng spray ay natiyak.
Sa mga propesyonal na aparato na semiautomatic, maaari mong ayusin ang parehong dalas ng pulso at ang haba nito, na nagbibigay-daan sa iyo upang ayusin ang hinang depende sa kapal ng aluminyo at ang uri ng haluang metal. Ang pag-andar ay may kaugnayan lalo na para sa manipis na mga metal upang maiwasan ang sobrang init ng ibabaw at ang pagbuo ng mga butas.
Dable Pulse. Doble ang nakaraang epekto. Bilang karagdagan sa amplitude na nag-alternate sa pagitan ng base at pangunahing kasalukuyang, mayroong isang oscillatory na pagtaas at pagbaba sa peak kasalukuyang. Ang ganitong pag-andar ay karagdagang nagpapabuti sa kalidad ng hinang na aluminyo hanggang sa pagtulo ng paglipat ng metal. Pinipigilan ng minimal na pag-init ng init ang sobrang pag-init ng workpiece at pag-deforming ito. Ang mga seams ay manipis ngunit malalim, at ang bilis ng hinang ay nagdaragdag.
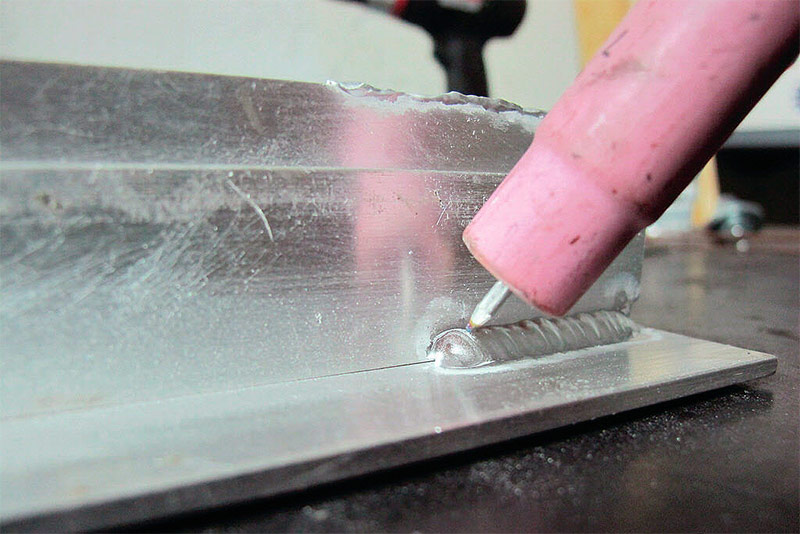
Ang paggamit ng TIG machine para sa welding aluminyo
Ang TIG welding ng aluminyo ay isinasagawa gamit ang isang inverter na gumagawa ng alternating kasalukuyang.
Ang isang welder ay may burner ng tungsten electrode sa isang kamay. Ang kanyang pagpindot sa ibabaw ng bahagi kung saan konektado ang masa ay humahantong sa pagbuo ng isang electric arc. Ang lebel ay hindi natunaw, kaya't ang haba ng elektrod ay hindi nagbabago. Para sa aluminyo ng hinang, ginagamit ang isang pag-ikot na form ng patulis ng baras.
Sa ikalawang kamay ng welder, ang isang filler wire ay pinapakain sa weld pool upang madagdagan ang taas ng seam at bigyan ng lakas sa koneksyon. Ang gas na nagpoprotekta sa Argon ay nakatakas mula sa burner, na pumipigil sa pakikipag-ugnay sa panlabas na hangin.
Mga kalamangan ng TIG para sa aluminyo hinang
- ang tahi ay masikip at mahigpit;
- walang kinakailangang machining;
- walang mga pores sa istraktura;
- ang mga makitid na tahi na 2-3 mm ang lapad ay maaaring gawin.
Cons TIG para sa welding aluminyo
- nadagdagan ang pagkonsumo ng mga pondo para sa filler wire at gas;
- mababang bilis ng hinang;
- mataas na gastos ng kagamitan;
- mga maiikling maikling seams lamang ang maaaring malikha;
- ang karayom ay mabilis na na-spray at ang hugis nito ay kailangang itama;
- kapag ang welding sheet aluminyo 1-2 mm makapal, kinakailangan ang isang substrate upang maiwasan ang mga dips sa pinainitang metal.

Ang kalidad ng mga seams na maaaring makuha kapag hinangin ang aluminyo gamit ang TIG welding.
Anong mga pag-andar ang dapat magkaroon ng TIG inverters para sa aluminyo?
Bagaman ang anumang inverter ay maaaring magamit ng isang sulo para sa TIG welding, posible na ikonekta ang aluminyo na may mataas na kalidad na pamamaraan ng argon-arc lamang kung magagamit ang mga sumusunod na pag-andar:
Pulso. Ito ay gumaganap ng parehong papel tulad ng sa semiautomatic na aparato. Binabawasan ang pag-input ng init at pinipigilan ang burn-out ng likido na materyal. Sinusuportahan ng mga propesyonal na aparato ang pagtatakda ng alon ng pulso. Ang parisukat na alon ay nagbibigay ng malalim na pagtagos at mataas na bilis ng proseso. Ginagawang madali ng Triangular na maghinang ng manipis na mga sheet ng aluminyo na may kaunting paglipat ng init. Ang bilog na alon ay ginagawang madali upang makontrol ang weld pool kahit na ang pagpasok ng mga kritikal na kasukasuan. Ang Sinusoidal ay nagbibigay ng isang malambot na arko na may malawak na paghawak ng weld pool, ngunit hindi malalim na pagtagos.
Pre at mag-post ng gas. Nagsisimula para sa 2 s isang paunang paglilinis ng gasolina upang mawala ang ambient na hangin mula sa punto ng pagsisimula ng hinang. Nagbibigay ito ng argon pagkatapos ng pagambala sa arko ng 3-10 segundo, na pinapayagan ang weld pool na mag-crystallize nang normal nang walang oxygen.
Ang paglipat sa alternating kasalukuyang. Ang TIG welding na may isang inverter ay posible lamang sa alternating kasalukuyang. Upang gawin ito, ipinag-uutos na ang pagtatalaga ng aparato ay dapat na minarkahan ng AC / DC.
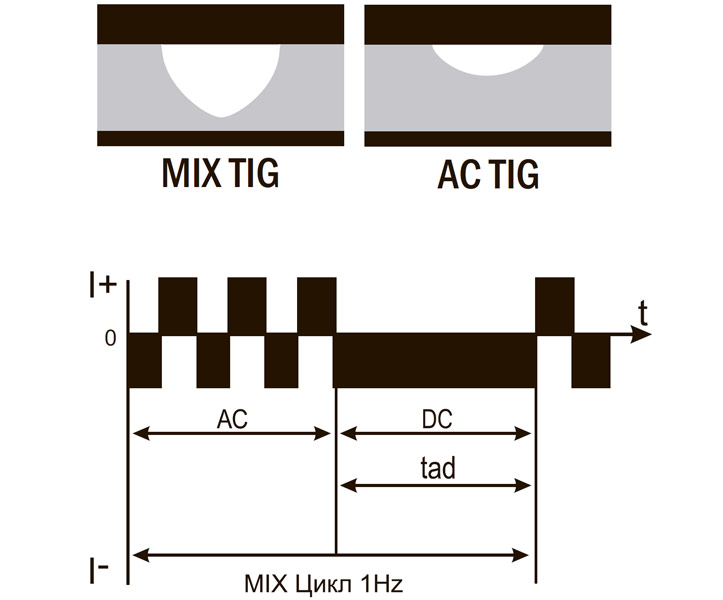
MIX TIG. Ang mode na ito ay humahalili ng epekto sa materyal ng direkta at alternating kasalukuyang. Una, ang AC ay pumasok sa operasyon, na sumisira sa film ng oxide sa dalas nito. Pagkatapos ito ay pinalitan ng DC, na nagbibigay ng malalim na pagtagos ng isang kahit na pamamahagi ng metal na tagapuno. Ang pagpapaandar na ito ay praktikal lalo na kung nais mong ikonekta ang aluminyo na may kapal na 2 at 7 mm sa bawat isa.
Pagsasaayos ng balanse. Pinapayagan kang itakda ang dalas ng awtomatikong pagbabago ng polarity ng boltahe, na, kung positibo, nagpapatagal sa buhay ng tungsten elektrod at pinatataas ang lalim ng pagtagos, at kung negatibo ang tagapagpahiwatig, binabawasan nito ang pag-input ng init at pinoprotektahan laban sa mga pagkasunog at mga deformasyon.
Ang pagkakaroon ng pag-aralan ang mga kinakailangan para sa mga welding machine, maaari mong madaling pumili ng mga kagamitan sa welding para sa iyong pagawaan, pagawaan o garahe.








