Aling mga metal drills ang pinakamahusay - isang pangkalahatang-ideya ng mga uri at set ng tool
Upang maunawaan kung aling mga drill bits para sa metal ay mas mahusay na makakuha ng isang pangunahing ideya sa kanilang mga uri sa form, materyal ng paggawa, layunin at pamamaraan ng paggawa. Makakatulong ito sa iyo na piliin ang tamang tooling para sa iyong drill o drill press na tutugon sa iyong mga paparating na mga hamon.

Ang pagpili ng mga kalakal ay isinasagawa batay sa mga pagsusuri, opinyon at rating ng mga gumagamit na nai-post sa iba't ibang mga mapagkukunan sa Internet. Ang lahat ng impormasyon ay nakuha mula sa bukas na mga mapagkukunan. Hindi kami nakikipagtulungan sa mga tagagawa at trademark at hindi tumawag para sa pagbili ng ilang mga produkto. Ang artikulo ay para sa mga layuning pang-impormasyon lamang.
Mga iba't-ibang mga drill bits para sa metal at ang kanilang layunin
Ang lahat ng mga drills para sa metal, sa unang tingin, ay pareho. Ngunit sa katotohanan, maraming mga pagkakaiba-iba na naghahati sa tool na ito ng paggupit sa iba't ibang mga kategorya sa ilang mga direksyon. Kung pinili mo ang maling drill, maaari mong mabilis na masira ito, hindi makayanan ang trabaho o masira ang workpiece. Kami ay magsisimulang maunawaan ang lahat ng mga pagkakaiba-iba ng tool.
Iba't ibang mga drill bits sa disenyo
Ang unang bagay na nagpapakilala sa lahat ng mga drill bits para sa metal ay ang kanilang disenyo. Nakasalalay ito sa kung anong gawain ang maaaring gawin sa naturang kagamitan at kung anong uri ng tool ng kuryente na angkop sa kanila. Mayroong apat na uri.
Mga twist drills
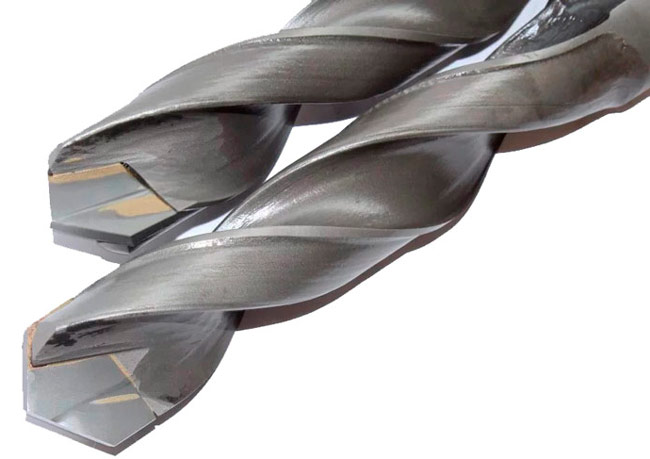
Ang ganitong uri ng drill ay maaaring mula 40 hanggang 400 mm ang haba at mula sa 1 hanggang 50 mm ang diameter. Ang pangunahing pagkakaiba sa disenyo ay isang pantay na lapad sa buong haba, kung saan mayroong isang helical cutting edge at isang baluktot na uka na umaabot sa likod nito upang alisin ang mga chips. Sa nagtatrabaho bahagi, ang mga elemento ng paggupit ay ipinares at matatagpuan sa tapat ng bawat isa.

Spiral drill para sa metal.
Application. Gamit ang naturang kagamitan, maaari mong mag-drill ng isang butas sa pamamagitan ng isang malaking kapal ng metal (nakasalalay lamang ito sa haba ng drill), at magsagawa ng bulag na butas para sa patay. Upang makagawa ng isang butas para sa isang tukoy na diameter, pumili ng isang drill 1 mm na mas maliit kaysa sa nais na halaga - pagkatapos ng pagbabarena, masira ang tool sa mga gilid ng materyal nang kaunti, na lumilikha ng isang sukat na 1 mm na mas malaki kaysa sa ipinahiwatig sa katawan nito.
Mga Hakbang sa Drills
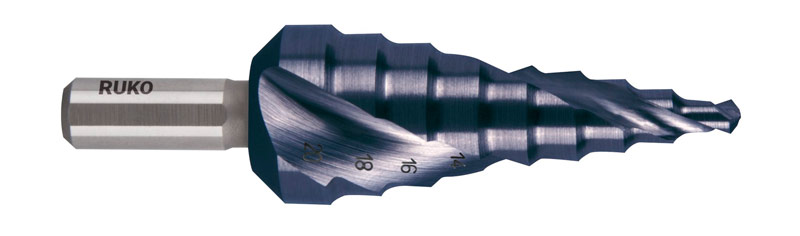
Ang mga hakbang sa pag-drill ay may disenyo ng conical. Ang kanilang paggupit sa gilid ay nagpapalawak sa base, ngunit hindi ito tuloy-tuloy, ngunit magkakasunod. Ang paglipat sa bawat hakbang ay nilagyan ng isang maayos na pagtaas at isang matalim na gilid upang simulan ang pagbabarena mula sa alinman sa mga ito. Ang diameter ay ipinahiwatig sa hakbang. Ang bawat drill ay maaaring magkaroon ng 5 hanggang 10 mga hakbang.

Hakbang drill para sa metal.
Application. Pinapayagan ka ng form na ito na mag-drill ng mga butas ng iba't ibang mga diametro sa metal sheet na may parehong tool, na nakakatipid ng oras sa kapalit ng tooling. Maaari rin silang mag-drill ng isang umiiral na butas sa isang mas malaking lapad, na nagsisimula sa trabaho kaagad mula sa ikatlo o ika-limang yugto. Ngunit dahil sa kono at mababang taas ng bawat hakbang, ang maximum na kapal ng materyal na maaaring drill ay limitado sa 2-3 mm.
Core drill
Ang disenyo na ito ay pinangalanan dahil sa mahusay na pagkakapareho nito sa korona. Ang drill ay guwang sa loob at nilagyan ng maraming ngipin sa dulo.Ang isang linya ng mga baluktot na paggupit na mga gilid ay nagpapatuloy sa mga ito, na maaaring mula 4 hanggang 16, depende sa diameter ng tool.

Core drill para sa metal.
Application. Pinapayagan ka ng ganitong kagamitan na agad na gumawa ng isang butas ng malaking diameter sa metal hanggang sa 50 mm. Upang mag-drill sa una at hindi maliligaw, lalo na sa mga malalaking core drill bits mayroong isang lugar para sa pag-aayos ng isang twist drill o isang matulis na pin na nagbibigay ng pagkakahanay.
Kontra
May isang disenyo ng hugis ng kono, ngunit walang mga hakbang. Ito ay ibinibigay sa maraming mga pagputol ng mga gilid at mga groove sa likod ng mga ito upang alisin ang mga chips. Ngunit ang pagputol na bahagi ay hindi mataas, samakatuwid, posible na gumawa ng mababaw na mga butas na may isang vertical drill hanggang sa 3-5 mm.

Vertical drill para sa metal.
Application. Dahil sa kono, maginhawa para sa kanila na mag-drill para sa mga patay o upang lumikha ng mga butas ng iba't ibang mga diameter sa sheet metal, sa loob ng kanilang mga parameter. Ang isang vertical drill ay angkop din para sa pagdaragdag ng umiiral na diameter ng daanan, parehong bilog at hugis-itlog.
Shank type drills
Upang ayusin ang drill sa tool ng kuryente, mahalaga na ang bahagi ng buntot ng tool at ang pagbubukas ng input sa tugma ng chuck. Kung ang mga parameter ay naiiba, ang pangkabit ay hindi magiging malakas, na maaaring humantong sa pagbasag ng drill, pag-aalis ng sentro o pinsala sa workpiece. Samakatuwid, mahalagang piliin ang uri ng shank na tumutugma sa kartutso. Mayroong tatlong uri.
Diretso na shank
Mayroon itong isang kahit na cylindrical na hugis, ay may isang mas maliit na diameter kaysa sa pagputol ng gilid, upang hindi kumplikado ang pag-ikot kapag nalubog sa materyal. Para sa pag-aayos, ginagamit ang isang kartutso na may tatlong mga petals ng pag-clamping, na nagbibigay ng isang malakas na girth. Ang ganitong uri ay ginagamit sa mga electric drills na may mabilis na pag-clamping at maginoo na mga chuck at maliit na machine ng pagbabarena.

Mag-drill ng isang cylindrical shaft.
Humawak si Hex
Tulad ng ipinahihiwatig ng pangalan, nilagyan ito ng isang hexagonal base, na unti-unting pumasa sa isang silindro na may mga gilid ng pagputol. Ang ganitong uri ng kagamitan ay kapaki-pakinabang sa na hindi kinakailangan na maging karagdagan na naayos sa pamamagitan ng pag-twist ng kartutso - ang pag-install sa isang pagtanggap ng manggas na may mga gantihan na mukha ay nagbibigay-daan sa iyo na matatag na iposisyon ang kagamitan nang walang karagdagang mga pagkilos.

Hex drill bit.
Ang pagbabago ng drill ay isinasagawa nang mabilis, na lalong kapaki-pakinabang kung saan madalas na kinakailangan upang mag-drill ng mga balon ng iba't ibang mga diameters. Ngunit sa paggalaw ng mga paggalaw at kagat ng snap sa materyal, maaari itong mahulog mula sa kartutso, dahil ito ay dinisenyo lamang para sa pasulong na paggalaw at pinipigilan ito mula sa pag-ikot sa axis. Hindi nila magagawang mag-drill ng makapal na metal. Para sa pagiging tugma, ang uri ng shank ay angkop para sa lahat ng mga distornilyador.
Na-tap ang shank
Ang kono-type na shank ay bumababa hanggang sa dulo ng tool. Upang mai-fasten ito sa kartutso, sapat na upang mabilis na magpasok ng isang iglap na may lakas ng kamay. Kung ang drill ay hindi masyadong masikip sa nayon, kung gayon ang kasunod na trabaho at pag-load ay pisilin ito sa isang matatag na pagkakasunud-sunod. Ngunit ang pag-alis nito pabalik ay mas mahirap. Para sa mga ito, ginagamit ang isang kalso, na kung saan ay na-martilyo sa isang espesyal na puwang sa kartutso.
Ang wedge ay kumikilos sa dulo ng mukha ng snap, na kumatok mula sa kanyang upuan. Upang maiwasan ang drill mula sa pag-agaw mula sa pagbagsak, sa kasong ito, maglatag ng isang kahoy na tabla. Ang ganitong uri ng shank ay idinisenyo para sa ilang mga drills, ngunit higit sa lahat ay ginagamit para sa mga machine ng pagbabarena. Kung ang lapad ng kartutso ay masyadong malaki, pagkatapos ay gumamit ng isang intermediate kono sa pagitan nila.

Nag-shank ng tapered drill.
Drills ayon sa paraan ng paggawa
Isang mahalagang pamamaraan ng paggawa ng mga drills, kung saan nakasalalay ang kanilang lakas. Naaapektuhan nito ang buhay ng serbisyo ng kagamitan, pati na rin kung anong mga uri ng bakal na maaari itong maproseso. Mayroong tatlong mga paraan.
Buong
Ginagawa sila sa pamamagitan ng paghahagis, kung saan ang lahat ng mga tampok ng amag ay solid. Ang pamamaraang ito ay gumagawa ng mga spiral at conical drills, crowns at countersinks. Mga namamatay sa pinakakaraniwang uri. Upang lumikha ng isang tool, ang pinakamataas na bilis ng bakal ay kadalasang ginagamit.
Welded
Ang pamamaraang ito ay ginagamit para sa paggawa ng mga drills na idinisenyo para sa paggawa ng mga butas ng malaking diameter (mula sa 20 mm at sa itaas).Dahil ang shank ay hindi kasangkot sa proseso ng pagbabarena at paglilipat ng mas kaunting mga naglo-load kaysa sa pagputol ng gilid, ito ay gawa sa ordinaryong bakal na bakal at hinangin sa gumaganang istraktura. Binabawasan nito ang gastos ng proseso ng paggawa at hindi nakakaapekto sa buhay ng tool.
Sa tip ng karbida
Dito, ang pangunahing bahagi ng drill ay gawa sa mataas na bilis ng bakal, at ang tip ay gawa sa halagang BK8. Ang karbidide insert mas mahusay na tiisin ang nakataas na temperatura kapag pagbabarena na may napakalakas na metal at tinitiyak ang isang mahabang buhay ng tool. Ang tip ay patulis nang isang panig gamit ang espesyal na teknolohiya. Matapos ang pag-iwas nito mula sa paulit-ulit na talasa sa ilang mga drills, pinapayagan itong palitan ito ng bago, habang pinapanatili ang katawan ng tool.
Carbide tipped drills.
Ang pagkakaroon ng isinasaalang-alang ang pangunahing pagkakaiba sa pagitan ng mga drills, magiging mas madali itong pumili ng kagamitan para sa paggawa ng mga pintuan ng metal, gate, bracket para sa mga air conditioner, spot welding o iba pang mga gawain. Mapapansin na ang pinaka-karaniwan ay mga istruktura ng spiral, kaya higit na tatalakayin natin ito sa ibang pagkakataon.
Ano ang ginagawa ng mga metal drills at kung alin ang mas mahusay
Upang pumili ng de-kalidad na drills na maaaring tumagal ng mahabang panahon at mapanatili ang matalas sa kabila ng paulit-ulit na paggamit, mahalagang malaman mula sa kung anong mga uri ng bakal ang isang katulad na tool at kung ano ang pagkakaiba-iba nito. Ang pinakamahusay na metal drills ay gawa sa HSS high-speed steel (karaniwang pagdadaglat) kasama ang pagdaragdag ng isang bilang ng mga impurities. Ang presyo ng instrumento at ang mga pag-aari sa itaas ay nakasalalay sa kanilang uri at dami.
Ang high-speed na bakal ay nailalarawan sa pamamagitan ng mataas na tigas, kakayahang pigilan ang bali at pagpapaubaya ng temperatura dahil sa bilis ng pagbabarena. Ang materyal ay inilalaan ng mga espesyal na dumi, na kung saan ay ipinahiwatig sa pagmamarka.
Halimbawa:
- P - iniulat na ang tungsten ay naroroon sa haluang metal.
- Ang F ay isang tagapagpahiwatig ng pagkakaroon ng vanadium.
- M - nagpapahiwatig ng pagdaragdag ng molibdenum.
Minsan ipinapahiwatig ng mga tagagawa ang uri ng bakal bilang isang espesyal na bentahe ng kanilang mga produkto. Ano ang masasabi sa gayong mga marking? Tingnan natin ang mga tanyag na pagpipilian.
Ang drills ng bakal na HSS-E
5-8% kobalt ay idinagdag sa mataas na bilis ng bakal na ito. Ang teknolohikal na solusyon na ito ay nagpapahintulot sa kanila na mag-drill hindi kinakalawang na steels na may isang makulit na lakas hanggang sa 1200 N / mm2. Idinisenyo para sa lalo na mga binders sa panahon ng pag-init at kumplikadong mga materyales. Sa halip na sulat E, maaari silang magkaroon ng design Co

HSS-E steel drill
HSS-TiAIN Steel Drills
Mayroon silang isang tatlong-layer na pag-alis (titanium-aluminum-nitride). Pinatataas nito ang kanilang paglaban sa init sa isang temperatura na 900 degree at pinapayagan silang magamit sa bakal na may lakas na 1100 N / mm2. Naiiba sa nadagdagan ang buhay ng serbisyo na lumampas sa iba pang mga uri ng 5 beses.
HSS-TiAIN steel drill.
Mga Drills ng Bakal HSS-TiN
Ang pagmamarka ay nagpapahiwatig ng pag-spray ng panlabas na layer na may titanium nitride. Nagdaragdag ito ng lakas at pinatataas ang paglaban ng init hanggang sa 600 degree. Angkop para sa paggawa ng mga butas sa cast iron, aluminyo, carbon at haluang metal na bakal na may isang makinis na lakas na 1100 N / mm2.

HSS-TiN na drill ng bakal.
HSS-G Steel Drills
Angkop para sa cast iron at iba't ibang uri ng bakal na may makakapal na lakas na 900 N / mm2. Ang paggupit sa kanila ay lupa gamit ang kubiko boron nitride. Nagbibigay ito ng pagtutol sa radial runout at paglaban sa hadhad. Ang mga drills na gawa sa naturang bakal ay ang pinaka-karaniwan.

Ang drill ng bakal na HSS-G.
HSS-R Steel Drills
Ito ang pinakamabilis na bakal na may hindi bababa sa paglaban. Maaari rin itong ipahiwatig nang walang liham na R, na nangangahulugang maginoo ang paggamot sa init (hardening) at roller rolling. Angkop para sa paggawa ng mga butas sa banayad na mga steel at iron iron.

Ang drill ng bakal na HSS-R.
Carbide drills
Ang ganitong uri ng materyal ay nalalapat lamang sa dulo ng drill. Ito ay dinisenyo para sa napakataas na temperatura ng pagkarga at lumalaban sa pag-abrasion. Ang HHS na ito ay ginagamit para sa mga drills na idinisenyo upang gumana sa mga titanium alloy, heat-resistant steels at hindi kinakalawang na asero.

Carbide drills.
Para sa isang mahabang buhay ng serbisyo at nagtatrabaho sa partikular na mga hard metal mas mahusay na pumili ng HSS-E at HSS-TiAIN drills. Ang HHS-R o isang bahagyang mas mahusay na HSS-G ay sapat upang mag-drill butas sa ordinaryong carbon steel at hindi overpay.
Ano ang maaaring sabihin sa kulay ng drill
Bilang karagdagan sa pagmamarka na nagpapahiwatig ng komposisyon ng bakal at mga impurities, kailangan mong maunawaan kung ano ang sinasabi ng kulay ng drill. Sasabihin nito sa iyo kung anong karagdagang pagproseso ang napasa ng metal at kung paano maaapektuhan ang mga katangian ng kagamitan. Narito ang mga karaniwang kulay.
Kulay grey na bakal
Ito ang pinakasimpleng drills nang walang karagdagang patong. Kung naiwan para sa isang mahabang panahon sa isang mahalumigmig na kapaligiran, pagkatapos ay sila ay kalawang. Sa panahon ng pagbabarena, huwag maglagay ng labis na presyon sa tool, kung hindi, maaaring masira ang baras.

Golden hue
Ang kulay na ito ay nagpapahiwatig ng tumigas. Ang paggamot ay ginagawang mas matibay ang panlabas na bahagi, ngunit pinapataas ang internal fragility. Ang mga drills ay humahawak ng matalas nang mahabang panahon, ngunit may posibilidad na masira. Ang pana-panahong pagpapatigas ay kinakailangan upang mapalawak ang kanilang buhay sa serbisyo.

Gintong maliwanag na kulay
Ang ganitong mga drills ay kaagad na kapansin-pansin sa counter kasama ang kanilang maliwanag na kulay. Ang epekto ay ibinibigay ng paggamot sa ibabaw na may titan. Ang patong ay binabawasan ang pagsusuot mula sa alitan at nag-aambag sa pangmatagalang operasyon. Ang mga drills ay kabilang sa klase ng mataas na lakas at tumayo nang naaayon.

Kulay itim
Ang bakal ay steamed. Isang murang paraan upang madagdagan ang panlabas na lakas at maiwasan ang paglitaw ng internal fragility. Ang mga drills ay humahawak ng mas mahusay na patalim at nagsisilbi nang mas mahaba kaysa sa kulay-abo.

Ang pinakamahusay na mga hanay ng mga drill bits para sa metal
Alam nang lubusan ang lahat ng mga nuances ng mga uri ng tool na ito, mga materyales ng paggawa, disenyo at uri, iminumungkahi namin na isasaalang-alang ang rating ng mga metal drills, na magpapakita ng pinakamahusay na mga modelo na napatunayan ang kanilang mga sarili sa mga gumagamit. Pinagsama ng TOP ang pareho ng mga katangian ng produkto, at isinasaalang-alang ang mga pagsusuri sa customer.
Extreme2 29 Mga PC. DeWALT DT 7926
Ang isang set mula sa isang tagagawa ng Amerikano, na gawa sa mga pasilidad sa produksyon sa Alemanya. Naglalaman agad 29 na mga yunit na may diameter na 1 hanggang 13 mm. Bilang karagdagan sa mga mahahalagang halaga ng 1, 2, 3 mm, mayroong mga intermediate 1.5, 2.5 mm, atbp, na sumasakop sa lahat ng mga pangangailangan kapag nagtatrabaho sa metal at lumilikha ng iba't ibang mga butas. Ang cylindrical shank ay nilagyan ng tatlong mukha na nagpapabuti sa pag-aayos sa kartutso.


+ Pros Extreme2 29 mga PC. DeWALT DT 7926
- Maginhawang kaso ng tatlong-seksyon na may mga pirma para sa bawat drill.
- Mabilis na pagbabarena.
- Mahabang pagpapanatili ng matalas.
- Ang pagmamarka ay nasa itaas ng lugar ng nagtatrabaho, kaya maaari mong palaging basahin kung ano ang ipinahiwatig ng diameter.

- Cons Extreme2 29 mga PC. DeWALT DT 7926
- Kailangan mong maingat na suriin ang mga drills kapag bumibili - kung minsan ay ginamit ang mga naranasan.
- Ang ilang mga drills ay may marka ng HHS, bagaman ang kahon ay nagsasabing HHS-G.
- Ang mga manipis na diametro ay nakakakuha ng sobrang init sa panahon ng operasyon - ang ilan ay kahit pula.
- Kumplikadong patalim, na mahirap iwasto ang iyong sarili.
Konklusyon Ito ay isang mahusay na pagpipilian para sa propesyonal na paggamit na may regular na hindi kinakalawang na asero pagbabarena.
AEG HSS-R (19 mga PC; 2-10 mm)
Ang isang medyo murang hanay ng 19 mga yunit na may diameter na 2 hanggang 10 mm. Ang bakal ay steamed, kaya itim ang drill.

+ I-pros ang HSS-R (19 mga PC; 2-10 mm) AEG
- Maginhawang kaso sa mga naka-sign sign at isang solidong upuan para sa bawat elemento.
- Kahit na ang Soviet steel ay drill.
- Ang paghina ay maayos na pinananatili sa kabila ng madalas na paggamit.
- Ang kahon ay may isang pagsasara ng pangalawang kompartimento para sa maliliit na bagay.
- Cons HSS-R (19 mga PC; 2-10 mm) AEG
- Ang diameter ng 10 mm ay may isang malaking anggulo ng pag-atake, kaya kinakailangan ang paunang pagbabarena na may isang mas maliit na drill, kung hindi, maaari mong mag-aksaya ng oras o masira ang kagamitan.
- Hindi ka maaaring maglagay ng labis na presyon sa kanila at ilihis ang drill sa gilid, dahil masira sila.
- Walang 11-13 mm diameter para sa pagpasok ng mga kandado at iba pang katulad na mga gawa.
Konklusyon Ito ang pinakamahusay na pagpipilian para sa paggamit ng bahay, upang hindi bumili ng nasabing mga set bawat taon. Ito ay tatagal ng mahabang panahon at ang mga tip ay hindi kinakailangang patalas nang madalas.
Metabo (1-13 mm; HSS-G)
Ang mga produkto ng isang tagagawa ng Aleman na naglalaman ng 25 piraso sa isang hanay. Nagtatampok ito ng isang metal na kaso at maginhawang pagkuha ng mga drills. Nagawa gamit ang paggiling upang madagdagan ang lakas ng gilid.

+ Metabo Pluses (1-13 mm; HSS-G)
- Ang lahat ng mga kinakailangang diameter ay mula 1 hanggang 13 mm.
- Mga mahahalagang halaga ng 1.4, 2.5, 3.5, 4.5, mm makakatulong upang lumikha ng tumpak na mga butas nang walang backlash.
- Ang kaso ng iron ay hindi humihiwalay mula sa hindi sinasadyang pagbagsak.
- Ang gilid ay hindi nag-init.
- Walang matalo sa panahon ng pag-ikot.
- Cons Metabo (1-13 mm; HSS-G)
- Dahan-dahang mag-drill.
- Mahina na hawakan ang kaso.
- Minsan ang paggupit ng gilid ay kumalas, ngunit ang paulit-ulit na pag-iwas ay tumutulong upang maibalik ang kahusayan.
Konklusyon Ang isang mahusay na pagpipilian para sa konstruksiyon at gawaing bahay. Ang set na ito ay sapat para sa maraming mga taon, kaya ito ay magiging isang kumikitang pamumuhunan.
Bosch Robust Line 10 mga PC. (1-10 mm; HSS-CO)
Disenteng set mula sa tagagawa ng Aleman. Sa paggawa ng high-speed na bakal na may pagdaragdag ng kobalt, na ginagawang ang mga ito ang pinaka matibay sa rating.

+ Pluses Bosch Robust Line 10 mga PC. (1-10 mm; HSS-CO)
- Angkop para sa pagbabarena sa lahat ng mga uri ng mga metal.
- Napakahabang buhay.
- Matulis ang pabrika.
- Ang isang drill mula sa isang set na may diameter na 7 mm ay mabilis na makapasa sa isang channel na may kapal na 12 mm at isang disk mula sa isang pabilog na lagari - sinuri ng mga gumagamit.
- Matapos makumpleto ang 100 butas, mukhang bago.
- Cons Bosch Robust Line 10 mga PC. (1-10 mm; HSS-CO)
- Walang mga pansamantalang halaga.
- 10 yunit lamang bawat set.
- Hindi posible na mag-drill ng mga butas na higit sa 10 mm ang lapad.
- Inirerekomenda ng tagagawa ang isang espesyal na pampadulas para sa pagtatrabaho sa mga drills na ito, na mahirap matagpuan sa pagbebenta.
Konklusyon Ito ang pinakamahusay na pagpipilian para sa mga propesyonal na aktibidad na may madalas na pagbabarena ng hindi kinakalawang na asero na may isang makinis na lakas ng 1200 N / mm2.






