Paano pumili ng isang hinang semiautomatic na aparato para sa bahay at garahe: isang pangkalahatang-ideya ng lahat ng mga parameter at uri ng kagamitan
Ang saklaw ng gastos ng mga aparato ng semiautomatic para sa hinang ay 6000-200000 rubles. Upang maunawaan kung aling mga aparato ng hinang semiautomatic ang mas mahusay na bilhin, kailangan mong malaman ang mga pangunahing mga parameter nito, ang kanilang impluwensya sa kaginhawaan ng gawaing isinagawa at ang kalidad ng seam. Makakatulong ito sa iyo na piliin ang tamang modelo para sa mga tiyak na gawain at hindi bibigyan ng maraming pera para sa hindi nagamit na potensyal.

Nilalaman:
- Ang aparato at prinsipyo ng operasyon ng hinang semiautomatic na aparato
- Paano pumili ng tamang uri ng hinang semiautomatic na aparato
- Ang pagpili ng feed ng wire
- Ang tamang gasolina
- Mahalagang mga parameter kapag pumipili ng isang aparato na hinang semiautomatic
- Ano ang mga tampok ng disenyo ay mahalaga
- Ang pagpili ng isang aparato na hinang semiautomatic depende sa inilaan na mga gawain
Ang aparato at prinsipyo ng operasyon ng hinang semiautomatic na aparato
Ang mga makina ng semiautomatic welding ay higit sa iba pang mga welding machine dahil sa kanilang mataas na produktibo. Hindi tulad ng iba pang mga aparato, ang mga aparato ng semiautomatic ay may built-in na wire unit ng feed, na nagsisilbing tagapuno ng materyal at sa parehong oras bilang isa sa mga contact para sa hindi pag-iwas sa arko.
Dahil dito, posible na lumikha ng tuluy-tuloy na seams na 2-4 m ang haba sa iba't ibang mga posisyon ng spatial. Maginhawa din ito para sa pagmamanipula ng sulo na may layunin na bumubuo ng isang seam, dahil walang nasusunog na elektrod, ang haba ng kung saan ay dapat na palaging mabayaran sa pamamagitan ng pagdadala sa dulo ng mukha nito na mas malapit sa weld pool.
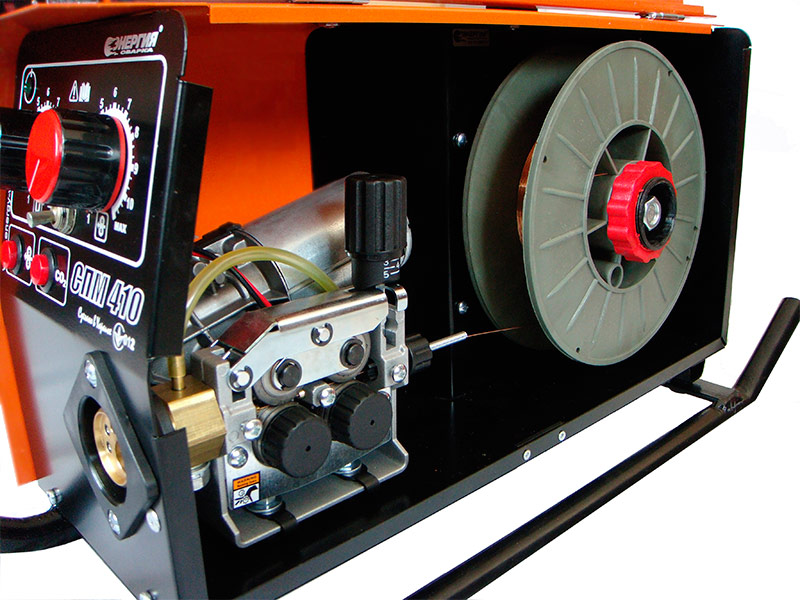
Ang aparato ng semiautomatic ay may kasamang mga sumusunod na bahagi at asembleyo:

1. Gearbox.
2. Inert gas silindro.
3. Reel ng wire ng filler
4. Ang mekanismo ng pagbibigay.
5. Burner na may mga elemento ng contact at control key.
6. Dashboard.
7. Pinagmulan ng kuryente
8. Masikip na manggas na may cable channel, mga wire ng kuryente, panloob na medyas ng gas.
9. Ground cable na may salansan.
Ang hitsura at layout ng mga elemento ng hinang semiautomatic na aparato ay naiiba depende sa klase ng aparato.
Ang prinsipyo ng pagpapatakbo ng hinang semiautomatic na aparato ay upang makakuha ng boltahe ng 220 o 380 V mula sa network at babaan ang bolta hanggang 30-90 V. Sa parehong oras, ang kasalukuyang mapagkukunan ay nagdaragdag ng bilang ng mga amperes sa 120-500 A, na ginagawang madali upang matunaw ang arko na bakal, cast iron, aluminyo at hindi kinakalawang na asero. Hindi tulad ng natutunaw na mga electrodes, ang pamamaraang ito ay hindi umaalis sa slag sa ibabaw ng tahi. Kung ang koneksyon ay ginawa nang tama, pagkatapos ay hindi kinakailangan ang kasunod na machining, ang produkto ay pinapayagan na ipinta pagkatapos ng paglamig.
Upang maisagawa ang prosesong ito, kasangkot ang mga de-koryenteng, mechanical at gas na bahagi ng kagamitan. Ang welder ay may hawak na isang sulo na may isang bibig at nozzle. Sa loob nito, ang mga mekanika na may isang de-koryenteng motor ay pinapakain ang welding wire. Ang bilis ng huli ay nababagay depende sa diameter ng additive, kasalukuyang lakas, at ang kinakailangang kapal ng tahi. Sa pamamagitan ng mga wire sa bibig ng boltahe ng burner ay inilalapat, na ipinapasa sa wire.
Ang pangalawang contact ay konektado sa produkto sa pamamagitan ng isang mass cable na may salansan. Kapag pinindot ng welder ang pindutan ng sulo, ang wire ay nagpapatuloy pasulong, hinawakan ang ibabaw ng bahagi upang ma-welded at mag-excite ng isang electric arc, natutunaw ang wire mismo at ang mga gilid ng kasukasuan. Upang lumikha ng isang tahi, ang burner ay dapat na hinihimok ng maayos o may mga paggalaw ng oscillatory.
Pinoprotektahan ng bahagi ng gas ang tinunaw na metal ng weld pool mula sa pakikipag-ugnay sa nakapalibot na hangin. Kapag ang isang pindutan sa burner ay pinindot, ang balbula ng gas ay awtomatikong naglalabas ng isang hindi gumagalaw na sangkap. Ang nozzle ng sulo ay may isang tubular na hugis, na nagbibigay ng pantay na kanlungan ng welding zone. Kung hindi, ang carbon ay mahihila mula sa tinunaw na metal at ang tahi ay magiging butas at malubhang.
Maaari kang matuto nang higit pa tungkol sa mga alituntunin ng pagtatrabaho sa mga semi-awtomatikong welding machine mula sa video:
Paano pumili ng tamang uri ng hinang semiautomatic na aparato
Kapag nagpapasya kung aling semi-awtomatikong welding machine ang pipiliin upang maisagawa ang trabaho sa bahay o para sa isang maliit na workshop sa isang personal na garahe, kailangan mong isaalang-alang ang mga uri ng kagamitan. Nahahati ito sa tatlong pangkat para sa inilaan nitong layunin, at maaari ring maglaman sa loob ng isa sa ilang mga kasalukuyang mapagkukunan, na nakakaapekto sa kadalian ng pagpapanatili at kadalian ng paggamit.
Mga modelong pang-bahay, semi-propesyonal at propesyonal na mga modelo
Ang mga aparato sa hinang semiautomatic.
Mayroon silang isang maliit na bigat ng hanggang sa 10 kg, kasalukuyang lakas 120-160 A, kapangyarihan 3-5 kW. Bilang isang panuntunan, ang mga ito ay mga simpleng aparato na may isang minimum na mga setting, na konektado sa isang network ng 220 V. Dahil sa mababang lakas, nakakapag-welding sila ng di-makapal na metal na may isang seksyon ng krus na hanggang sa 3-5 mm. Ang kanilang tagal ng pagsasama ay hindi lalampas sa 30%, na nagpapahintulot sa kanila na magtrabaho nang 3 minuto sa labas ng sampung. Ang natitirang oras ay kinakailangan upang palamig ang mga pangunahing sangkap, kung hindi, hahantong ito sa sobrang pag-init. Napili ang yunit para sa maliliit na gawain: paggawa ng isang gate, pag-aayos ng isang bakod, paglikha ng isang greenhouse para sa personal na mga pangangailangan.


+ Mga pagdaragdag ng mga aparatong pang-lokal na semiautomatic
- makatwirang presyo;
- madali para sa isang nagsisimula na maunawaan ang mga pag-andar (pag-aayos ng kasalukuyang lakas at bilis ng feed ng wire);
- pagiging compactness;
- simpleng pag-aayos at murang mga bahagi;
- madaling transportasyon;
- nangangailangan ng kaunting pagpapanatili.

- Cons ng mga domestic semiautomatic na aparato
- mababang lakas, na naglilimita sa kapal ng mga welded na panig;
- maikling kawad at cable;
- mahirap na kagamitan;
- ang kakayahang magluto lamang ng manipis na kawad;
- mababang PV ng 30% (tagal ng pagsasama).
Semi-propesyonal na mga aparato ng semiautomatic hinang.
Kinakatawan nila ang gitnang kategorya ng kagamitan sa hinang na may kasalukuyang lakas na 180-250 A. Ang kanilang kapangyarihan ay nag-iiba mula sa 6-8 kW. Pinapayagan ka ng PV mula 35 hanggang 50% na magamit mo ang mga ito na may maliit na pagkagambala para sa paggawa ng mga pintuan, lalagyan, at iba't ibang mga disenyo sa bahay. Ang kapal ng pagtagos ng metal ay umabot sa 10 mm. Ang mga aparato ay maaaring magkaroon ng isang simpleng interface o naglalaman ng mga advanced na setting para sa pagmomolde ng boltahe ng pagmomolde.

+ Mga kalamangan ng mga semi-propesyonal na aparato ng semiautomatic
- ang pagkakataon na magtrabaho ng 3-5 oras bawat araw;
- nadagdagan ang kalidad ng pagbuo;
- kagamitan na may mga cable hanggang sa 3 m ang haba;
- pinabuting antas ng proteksyon para sa katawan at dashboard;
- mahabang buhay ng serbisyo;
- mga setting ng mode ng finer.
- Cons semi-awtomatikong semiautomatic na aparato
- mas mataas na gastos;
- bigat ng 10-20 kg, kumplikadong transportasyon;
- mamahaling pag-aayos at mga sangkap.
Propesyonal na mga aparato ng semiautomatic welding.
Ito ang mga aparato sa isang malaking kaso, na kung saan ay naka-install nang permanente o sa isang cart na may mga roller. Ang isang silindro ng gas ay naayos din doon, na nagpapadali sa transportasyon. Ang mga modelo ay gumagawa ng hanggang sa 300-500 A, na nagbibigay-daan sa iyo upang magluto ng mga metal na may kapal na 20 mm o higit pa, ngunit nangangailangan ito ng isang three-phase input ng 380 V. Napili sila para sa produksyon na may patuloy na pagtatrabaho dahil sa PV mula sa 60%.

+ Mga kalamangan ng mga propesyonal na aparato na semiautomatic
- mataas na kapangyarihan 11-25 kW;
- madaling pag-aapoy ng arko dahil sa pag-idle ng 80-90 V;
- Maaari kang magluto ng 7-10 oras bawat araw;
- maraming mga pag-andar ng pagsasaayos ng kasalukuyang para sa mas mahusay na kalidad ng weld;
- unibersal, dahil pinapayagan nila ang pag-install ng wire ng iba't ibang mga diametro at materyales;
- nilagyan ng mahabang mga kable.
- Cons ng mga propesyonal na aparato semiautomatic
- mabigat na timbang, nakakaapekto sa kaginhawaan ng transportasyon;
- mataas na paunang gastos at mga presyo para sa pag-aayos;
limitadong pagkakakonekta (kung saan mayroong 380 V).
Natutukoy sa isang aparato na hinang semiautomatic depende sa pinagmulan ng kuryente
Bilang karagdagan sa mga kategorya ng mga kagamitan sa hinang, nahahati din ito sa uri ng pinagmulan ng kuryente, na may direktang epekto sa kalidad ng seam at ang kakayahang magamit. Tatlong uri ng power supply ang magagamit para sa pagpili.
Mga Transformer
Dahil sa malaking sukat ng coils (pangunahin at pangalawa), malaki ang mga sukat ng semiautomatic body. Naaapektuhan nito ang masa ng aparato. Ngunit para sa pagpapanatili, ang mga naturang modelo ay ang pinaka hindi mapagpanggap. Mura rin sila sa pag-aayos.Yamang ang mga nasabing aparato ay may isang minimum na mga bahagi, mas pinapabagsak ang mga ito at pinapayagan ang operasyon sa mga pinaka-malubhang kondisyon (malamig, init, madalas na transportasyon, alikabok).
Ang welding ay nagaganap sa alternating kasalukuyang, samakatuwid, ang mga seams ay binibigkas na scaly, maaaring mayroong mga pag-agos. Mayroong isang mataas na proporsyon ng metal spatter. Ang kasalukuyang pagsasaayos ay hakbang, magaspang. Ang mga angkop na aparato para sa mga mababang carbon steels o aluminyo (sa kondisyon na naka-install ang naaangkop na wire).
Mga Rectifiers
Ang kagamitan na ito ay katulad sa disenyo, ngunit bilang karagdagan sa transpormer, mayroon ding tulay ng diode na kung saan ay nagwawasto ng isang alternatibong mababang boltahe. Binubuksan ng welding ang posibilidad ng pagsali sa mga hindi kinakalawang na steel, cast iron o mas mahusay na mga weld sa ordinaryong "itim" na metal.
Ang kanilang arko ay mas nasusunog, at ang pag-spray ay mas maliit. Ngunit sa pagtingin ng mas malaking bilang ng mga node sa pag-aayos, mas kumplikado ang mga ito. At ang masa ng mga aparato ng semiautomatic ay mas malaki, na kumplikado ang transportasyon.
Invertor.
Ang pinaka-modernong mapagkukunan ng kasalukuyang welding, pinatataas ang dalas nito sa pamamagitan ng sampu-sampung beses, at pagkatapos ay nagko-convert sa palagi. Ang ganitong pamamaraan ay nagbibigay ng mga compact na sukat ng kagamitan, mababang pagkonsumo ng boltahe mula sa network, at malawak na posibilidad para sa mga materyales sa welding (hindi kinakalawang na asero, cast iron, carbon metal, aluminyo). Ang tahi ng mga ito ay namamalagi flat, halos walang spray. Maaari mong maayos na maayos ang boltahe, at binabawasan nito ang pagkasunog.
Dahil sa malaking bilang ng mga electronics at panloob na bahagi, ang naturang kagamitan ay nangangailangan ng mas maingat na paghawak, sensitibo sa malamig at alikabok. Ito ang pinakamahal na pag-aayos. Kung ang mga surge ng boltahe ay nangyayari sa network, kung gayon nakakaapekto ito sa kalidad ng hinang.
Ang pagpili ng feed ng wire
Ang pagpili ng isang semiautomatic welding machine ay nauugnay sa kung gaano kalayo mula sa outlet kakailanganin itong mag-weld at kung gaano kalaki ang mga istruktura na gagawin. Ito ay apektado hindi lamang sa haba ng cord ng kuryente, kundi pati na rin ng manggas ng burner. Ang uri ng mekanismo ng feed ng wire ay madalas na nakasalalay sa huli.
Mayroong tatlong mga pagpipilian sa feed ng wire:
1. Pagtutulak - ay may mga rollers sa katawan ng patakaran ng pamahalaan, na tinutulak ang wire sa cable channel. Karaniwan, ang haba ng manggas ay hindi lalampas sa 5 m, dahil ang kawad ay maaaring maipit sa mga baluktot, na nakakagambala sa hinang.
2. Paghila - nagpapahiwatig ng pagkakaroon ng isang mekanismo ng paghila sa burner mismo. Pinapayagan nito ang paggamit ng mga mas mahabang manggas, ngunit ginagawang mas mabigat ang burner, na kung saan ay hindi gaanong kasiyahan para sa high-altitude work o facial seams.

3. Pinagsama - magkaroon ng pareho sa mga uri sa itaas. Ang haba ng channel ng cable ay maaaring umabot ng 10 m, na maginhawa para sa mabilis na pagbabago ng lugar ng trabaho sa mga malalaking istruktura (bubong ang mga bubong, isang mahabang greenhouse).
Bilang karagdagan, ang mekanismo ng pagtulak ng wire feed ay maaaring nasa isang pabahay na may isang mapagkukunan ng kuryente o sa isang hiwalay. Ang unang bersyon ay nagbibigay ng higit pang mga compact na sukat ng kagamitan, ngunit kung ang haba ng manggas ay hindi sapat, kakailanganin mong ilipat ang buong pag-install. Sa pananaw nito, ang built-in na uri ng mekanismo ng feed ay maginhawa lamang para sa isang nakatigil na lugar ng hinang sa garahe kung saan nagtrabaho ang mga maliliit na bahagi (lalagyan, barbecue, wicket).

Isang mekanismo ng push sa isang pabahay na may isang mapagkukunan ng kuryente.
Para sa mas higit na kakayahang magamit (welding ng bakod, greenhouse, mga tubo), mas mahusay na pumili ng isang aparato na semiautomatic na may isang hiwalay na pabahay ng mapagkukunan ng kapangyarihan at mekanismo ng feed. Ang ganitong pamamaraan ay nagpapahintulot sa paggamit ng kagamitan sa isang nakatigil na paraan, na inilalagay ang mga bahagi sa tuktok ng bawat isa, at kung kinakailangan, kumuha ng isang coil na may isang wire at isang drive (bigat hanggang 6 kg) at dalhin ito sa lugar ng hinang. Ang mga kaso ay magkakaugnay ng isang live na cable. Ang gas ay nakakonekta nang direkta sa pangalawang yunit ng burner. May isang carry hawakan sa kaso.

Ang mekanismo ng push ay hiwalay sa pabahay ng suplay ng kuryente.
Ang tamang gasolina
Upang matagumpay na magluto ng semiautomatically, kinakailangan na pumili hindi lamang isang mahusay na patakaran ng pamahalaan, kundi pati na rin isang proteksiyon na gas. Ang pamamaraan ng welding na ito ay tinatawag na MIG / MAG dahil kasama nito ang paggamit ng inert o aktibong mixtures.Ang sangkap ay ibinibigay mula sa isang silindro na may isang reducer sa pamamagitan ng hoses sa aparato. Kapag ang pindutan ng burner ay pinindot, ang balbula ay bubukas ang channel at ang mga daloy ng gas ay lumabas sa nozzle. Ang pamumulaklak ng weld pool ay ibubukod ito mula sa mga epekto sa likidong metal ng nakapalibot na hangin.
Para sa mga semi-awtomatikong machine, mayroong maraming mga uri ng gas na napili depende sa mga gawain sa paggawa:
- Carbon dioxide. Ang pinakamurang. Maaari itong maging sa mga cylinders ng iba't ibang mga kapasidad. Ngunit ang mababang gastos ay nakakaapekto sa kalidad ng seam - nakuha ito na may magaspang na mga kaliskis, ang mga splashes ng metal ay lumipad nang napakalakas sa panahon ng pag-welding, naririnig ang pag-crack. Ang ganitong uri ng gas ay angkop para sa manipis na mga plate na 0.8-1.2 mm at hindi tumutugon na mga kasukasuan. Angkop para sa hinang ferrous metal.
- Isang halo ng argon at carbon dioxide. Ang ganitong mga komposisyon ay ginawa sa isang ratio ng 80% / 20% (argon / carbon dioxide) at tinawag na MIX. Marami silang gastos, ngunit nagbibigay ng isang malambot na arko, isang minimum na spray ng metal, isang makinis na makinis na scaly seam. Ang compound ay nangangailangan ng halos walang pagproseso. Ang pagpipiliang ito ay pinili para sa hinang carbon steel at hindi kinakalawang na asero.
- Puro argon. Ang pinakamahal na uri ng gas para sa isang semiautomatic na aparato. Angkop para sa mga haluang metal na haluang metal, aluminyo, titan at tanso (sa kondisyon na naka-install ang isang wire na katulad ng mga materyales na ito).
Ang aparato ng semiautomatic ay maaaring gumana nang walang gas. Para sa mga ito, binili ang isang espesyal na wire na may flux-cored, na may hugis ng tubular. Sa loob nito, isang flux ay inilatag, natutunaw sa ilalim ng pagkilos ng isang arko at pinoprotektahan ang weld pool kasama ang singaw nito. Pagkatapos ng hinang, kinakailangan ang pag-alis ng plake at crust mula sa ibabaw ng weld. Bagaman ang teknolohiyang ito ay lubos na pinapadali ang pag-welding sa mga lugar na mahirap makuha, ang gastos ng naturang wire ay napakataas na hindi ito kumikita para sa mga kondisyon sa domestic (mas mura ito upang bumili ng isang silindro at gearbox).

Mahalagang mga parameter kapag pumipili ng isang aparato na hinang semiautomatic
Ang pagkakaroon ng natutunan ang mga uri ng mga aparato at ang mga posibilidad ng pagtatrabaho sa mga gas, tutuloy tayo sa mga pangunahing parameter. Upang maunawaan kung anong uri ng hinang semiautomatic na aparato ang mas mahusay na bilhin para sa isang garahe o isang pagawaan sa bahay, sulit na maunawaan ang apat na mga katangian na nakakaapekto sa mga kakayahan ng welding.
Wire Diameter at Welding Kasalukuyang
Ang pagpili ng isang aparato na hinang semiautomatic, kailangan mong magsimula mula sa kapal ng metal na welded. Para sa mga bahagi ng katawan o pag-aayos ng mga housings ng mga kagamitan sa kuryente, ang isang maliit na kasalukuyang lakas at isang maliit na diameter ng kawad ay kinakailangan upang maiwasan ang mga paso. Kung pipiliin mo ang isang mababang-kapangyarihan na patakaran ng pamahalaan, hindi ito matunaw sa mga panig, ngunit ilalagay lamang ang tinunaw na metal sa tuktok, na hindi magkakaroon ng lakas. Sa pamamagitan ng isang malakas na aparato ng semiautomatic, ngunit isang maliit na diameter ng kawad, ang huli ay matunaw bago maabot ang mga nakakonektang bahagi.
Narito ang isang halimbawa ng talahanayan para sa pagpili ng isang mode na hinang sa pamamagitan ng isang semiautomatic na aparato:
| Kapal ng metal mm | Diameter ng wire, mm | Kasalukuyang lakas, A |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 - 30 |
| 1.2-2.0 | 0.8 | 45 - 100 |
| 2.5-4.0 | 1.0-1.2 | 120 - 200 |
| 5.0-8.0 | 1.6 | 150 - 350 |
| 9.0-20.0 | 1.6 | 300 - 500 |
Samakatuwid, kung ang welding ng mga lalagyan at sheet na bakal na may kapal na hanggang sa 2 mm ay isang priyoridad, ang pinakasimpleng modelo na may kasalukuyang lakas na 150 A at isang coil na may isang wire na may diameter na 0.8 mm ay sapat. Ngunit ang paggawa ng serbesa sa channel na may tulad na aparato ng semiautomatic ay hindi na posible. Kung sa hinaharap kinakailangan upang magluto ng mga metal ng iba't ibang mga kapal, pagkatapos ay mas mahusay na pumili ng isang modelo na may isang malaking saklaw at ang kakayahang mag-install ng wire ng iba't ibang mga diametro.
Bilang karagdagan sa mga amperes, mahalaga rin ang boltahe na walang pag-load, na pinapanatili sa mga live na bahagi sa panahon ng kawalan ng isang arko. Ang tagapagpahiwatig na ito ay nasa hanay ng 30-90 V. Ang mas mataas na halaga, mas madali ang arko ay nasasabik kapag ang kawad ay humipo sa masa. Kung madalas kang magtrabaho sa isang garahe na may mga bahagi na kalawangin, dapat kang pumili ng isang aparato na semiautomatic na may isang idle na bilis ng 80-90 V. Kung ang welding ay isinasagawa lamang sa mga nalinis na ibabaw o bagong metal, kung gayon ang isang modelo na may mga katangian na 30-50 V. ay sapat na.
Boltahe ng Mains
Kapag pumipili ng isang semiautomatic na aparato, mahalaga din na isaalang-alang ang mga parameter ng network. Ang mga modelo ng sambahayan para sa 220 V ay maaaring konektado sa isang malakas na dalhin at lutuin sa patyo ng bahay o garahe. Ngunit ang mga ito ay limitado sa pamamagitan ng isang kasalukuyang limitasyon ng 250 A. Upang magsagawa ng hinang sa isang mas mataas na kasalukuyang, kinakailangan ang isang three-phase input.Kung sa garahe mayroong tulad ng isang pagkakataon para sa koneksyon, pagkatapos ito ay nagkakahalaga ng pag-order ng isang aparato ng semiautomatic para sa 380 V, na mapapalawak ang mga kakayahan nito. Ang pinagsamang uri, na may kakayahang lumipat at nagtatrabaho pareho mula sa 220 at 380 V, ay nabigyang-katwiran lamang sa kaso ng mga aktibidad sa bukid, kapag madalas na kinakailangan upang baguhin ang lugar ng trabaho, at ang mga parameter ng hinaharap na network ay hindi alam.
Ngunit para sa isang pribadong bahay at kubo, nagkakahalaga din na isasaalang-alang ang kakayahang magluto sa ilalim ng pinababang boltahe. Kapag ang kasalukuyang pagbagsak mula 220 hanggang 190 V at sa ibaba, ang ilang mga aparato ay hindi lamang "hilahin", ang arko ay bahagyang sumunog, at ang metal sa weld pool sa halip na likido ay katulad ng luwad. Pagkatapos ay kailangan mong bigyang-pansin ang mga modelo na may isang saklaw ng boltahe ng input na 140-230 o 170-230 V.
Pagkonsumo ng kuryente
Ang pagkonsumo ng kuryente ay nakakaapekto sa pagganap at pag-load ng network. Para sa mga domestic na pangangailangan, mas mahusay na pumili ng semi-awtomatikong machine na may kapasidad na 3-4 kW. Makakatulong ito na hindi masunog ang outlet mula sa sobrang pag-init, ang makina ay hindi kumatok, at ang tagapagpahiwatig ay sapat na upang pakuluan ang sheet metal o isang sulok hanggang sa 3 mm na makapal.
Kung ang garahe ay nagbibigay para sa isang maliit na paggawa ng mga pintuan at pintuan, pagkatapos ay kailangan mo ng isang mas malakas na makina at mga kable. Pagkatapos ay maaari kang pumili ng isang yunit ng 5-6 kW, pagpapalawak ng mga kakayahan ng hinang. Para sa mga pribadong workshop na gumamit ng kagamitan mula sa 7 kW.
Dahil sa tagapagpahiwatig ng kuryente, ito ay nagkakahalaga ng pag-alala na ang halaga ng operating nito ay bahagyang mas mababa kaysa sa natupok. Sa una, kailangan mong magbigay ng isang margin ng 20%, ngunit kung ang bahay ay may madalas na pagbubunot ng network, kung gayon ang margin na ito ay dapat na maging mas malaki.
Ano ang mga tampok ng disenyo ay mahalaga
Bilang karagdagan sa kasalukuyang mga parameter, kailangan mo pa ring malaman ang mga uri ng disenyo ng mga indibidwal na elemento ng kagamitan na nakakaapekto sa kakayahang magamit at gastos ng mga kalakal. Isaalang-alang natin kung paano pumili ng isang aparato ng hinang semiautomatic na isinasaalang-alang ang mga katangian ng sulo, cable channel, interface at mga karagdagang pag-andar.
Uri at haba ng isang welding torch para sa isang semiautomatic na aparato
Ang isang welding torch para sa isang semiautomatic na aparato ay nangyayari ng ilang mga uri. Ang lahat ng mga ito ay may isang karaniwang disenyo na may isang hawakan, isang panimulang key at isang gander. Sa pagtatapos ng huli ay may isang bibig kung saan lumabas ang wire at gas, pati na rin ang isang nozzle para sa pagbuo ng direksyon ng supply ng proteksiyon na sangkap.

Ang diameter ng bibig at nozzle ay nag-iiba depende sa mga kondisyon ng hinang. Ang laki ng gander ay maaaring maging mas maikli o mas mahaba, na kung saan ay pinili batay sa kaginhawaan (kadalasang ang mga maliliit na bahagi ay mas madaling mag-welding ng isang maliit na sulo, at ang mga pagmamanipula sa malalaking istruktura ng metal ay praktikal na may isang pinahabang gander).
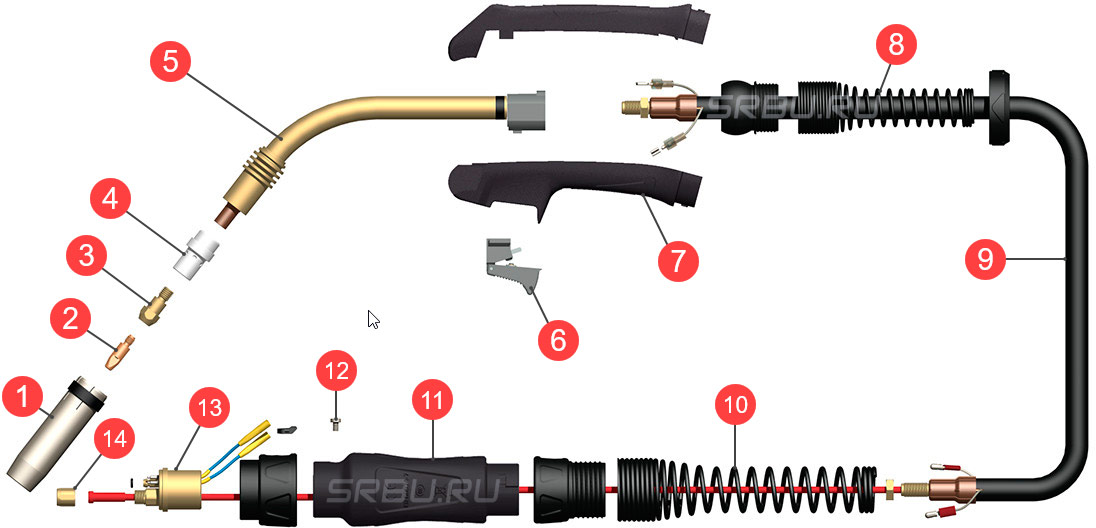
1. Ang nozzle ay conical.
2. Kasalukuyang tip.
3. May hawak ng tip.
4. Tagapamahagi ng gas.
5. Bibig.
6. Button.
7. Humawak.
8. Pagkonekta ng tagsibol
9. Coaxial cable.
10. Pagkonekta ng tagsibol
11. Kahon para sa paglamig ng hangin.
12. Screw.
13. Gitnang kolektor.
14. Nut.
Mga tampok ng mga sulo para sa isang semiautomatic na aparato na kailangang isaalang-alang:
1. Pinakamataas na limitasyong kasalukuyang hinang. Ito ay ipinahiwatig sa mga amperes at maaaring saklaw mula sa 150 hanggang 500 A. Napili ito batay sa mga kakayahan ng aparato. Kung ang pang-itaas na tagapagpahiwatig ng sulo ay mas mababa kaysa sa maximum na kasalukuyang lakas ng semiautomatic na aparato, pagkatapos ay kapag ang welding dito, ang sulo ay mabilis na mapapainit o matunaw.
2. Sulo na may mekanismo ng paghila. Ang aparato ay naglalaman ng isang maliit na bloke na may mga mekanikal na bahagi na kumukuha ng kawad sa nozzle. Pinapayagan ka nitong magsagawa ng welding na malayo sa pinagmulan ng kuryente, ngunit ang karagdagang katawan ay humaharang sa kakayahang makita ng welder at mabilis na nagsusuot ng iyong kamay, samakatuwid ito ay nabigyang-katwiran lamang para sa propesyonal na paggamit sa mga tiyak na kondisyon.
3. Palamig ang likido. Karaniwan, ang karamihan sa mga burner ay dinisenyo upang natural na magbabad ng init mula sa kanilang ibabaw. Ngunit may mga mas produktibong modelo na ang cable ay inilalagay sa isang selyadong medyas. Ang alkohol na Ethyl na may disiplinang tubig ay nagpapalibot dito. Ang likido ay nag-aalis ng labis na init at inililipat ito sa tangke. Para sa pagpapatakbo ng system, ang isang maliit na bomba ay ibinibigay sa pangunahing bahagi ng yunit. Ang disenyo ng burner na ito ay mas mahal, ngunit nagbibigay-daan sa iyo upang magluto ng maraming oras nang sunud-sunod sa mataas na mga alon.
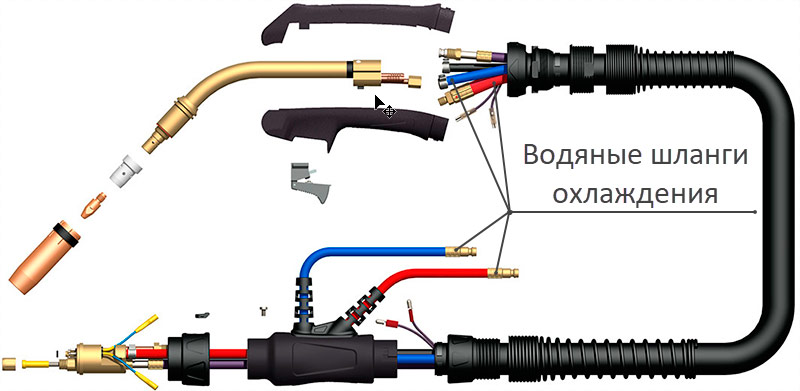
Liquid-cooled burner.
Ang haba ng burner ay tinatawag na laki ng baril kasama ang manggas na nakakabit sa aparato. Mayroong mga sulo mula 2 hanggang 5 m ang haba, 7-10 m ay hindi gaanong pangkaraniwan.Para sa isang bahay at garahe, sa kondisyon na ang maliit na mga istraktura ay welded sa isang mesa o sahig, ang haba ng 2-3 m ay sapat.Kaya ang pagkaantala ng kawad ay magiging minimal. Sa kaso ng paggamit ng isang semiautomatic na aparato para sa mga welding na katawan ng kotse o greenhouses, praktikal na pumili ng isang manggas na 3-5 m na nagsisiguro sa pamamahala ng welder.

Mahalaga ba ang konektor ng burner?
Ang burner ay sumasailalim sa mga impluwensya ng mekanikal at thermal kaysa sa natitirang mga elemento, kaya mas maaga o matunaw o mabibigo, na mangangailangan ng kapalit. Nakalakip ito sa pabahay sa pamamagitan ng isang espesyal na konektor na sabay-sabay na naglalaman ng mekanikal na pangkabit, mga contact para sa pagpasa ng kasalukuyang, isang gas channel na may singsing na goma ng sealing. Ang lakas para sa mga pindutan ay ibinibigay nang hiwalay sa pamamagitan ng isa pang konektor na lumalabas sa manggas.
Ang kadalian ng pagpili ng mga sangkap sa hinaharap ay depende sa uri ng konektor na pinili. Mayroong isang pin, hiwalay (kasalukuyang nagdadala at mga bahagi ng gas ay kasama sa iba't ibang mga socket) at isang konektor ng Euro.
Ang pinakakaraniwan at madaling palitan ay ang huli, kaya't marunong pumili ito. Ngunit kung ang aparato ng semiautomatic ay binili lamang para sa pana-panahong paghuhugas ng bahay (weld isang beses sa isang buwan), pagkatapos ay maaari kang bumili ng isang sulo sa anumang konektor, dahil ang mapagkukunan nito ay tatagal ng maraming taon.

Ang konektor ng Euro para sa pagkonekta sa burner.

Adaptor ng Euro burner para sa konektor ng euro.
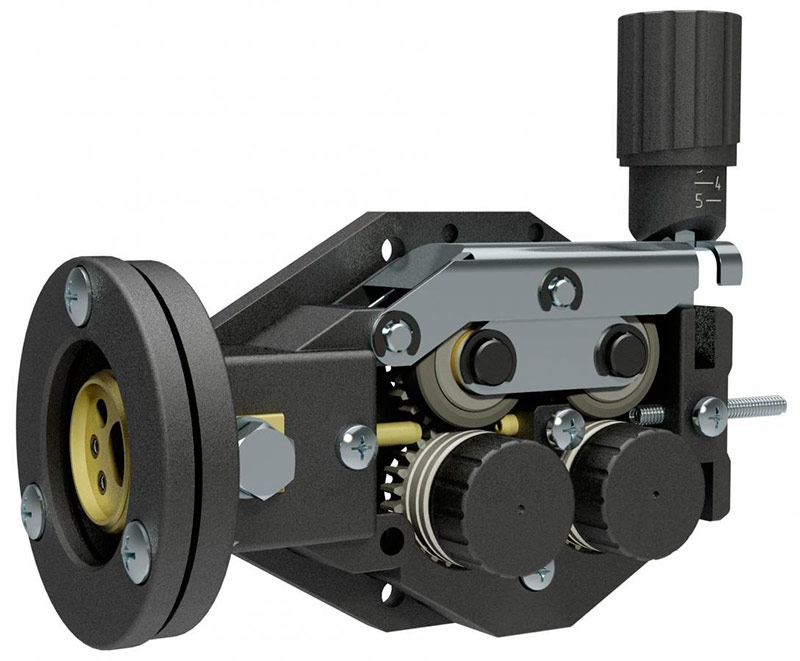
Wire feeder
Natalakay na namin ang mga uri ng mekanismo ng wire feed ayon sa uri at lokasyon, ngunit bukod dito, mahalagang isaalang-alang ang bilang ng mga roller at ang posibilidad na palitan ang mga ito kapag pumipili. Mayroong mga disenyo na may dalawang rollers (clamping at pagmamaneho), na nagbibigay ng isang simpleng supply ng materyal na tagapuno. Ito ay sapat na para sa hinang mga hindi kritikal na istruktura.
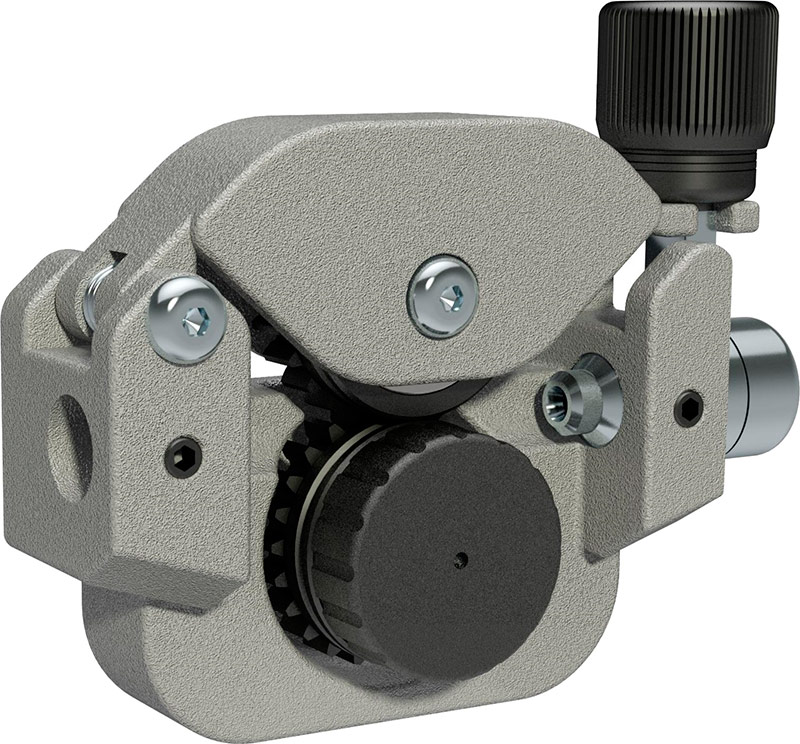
Ang mekanismo ng two-wire wire feed.
Kung sa tulong ng isang semiautomatic na aparato ay binalak na makagawa ng mga kritikal na produkto kung saan ang pagkakapareho ng seam ay mahalaga, kung gayon ang isang mekanismo na may apat na mga roller sa paghahatid ng gear ay magiging kapaki-pakinabang, na nailalarawan sa isang mas matatag na feed at ang kawalan ng mga jerks (kapag ang drum ay na-jam). Ang ganitong uri ng mga copes na mas mahusay sa mga pagliko ng cable channel, na lumilikha ng karagdagang pagtutol, at itinulak ang materyal ng tagapuno sa nozzle nang walang panghihimasok. Ngunit ang mga ganitong modelo ay mas mahal.
Ang mekanismo ng feed ng four-wire wire.
Upang itulak ang kawad, ang mga roller ay binigyan ng mga grooves na naaayon sa diameter ng additive. Sa pamamagitan ng isang makabuluhang pagtaas o pagbaba sa kasalukuyang, ang wire, cable channel, at kasama nila ang mga roller ay nagbago. Ang huli ay dapat alisin mula sa mga axes, kung hindi man ay imposible ang paghango sa iba pang mga mode. Ito ay praktikal na may isang malawak na hanay ng mga kapal ng mga istruktura ng metal. Kung sa hinaharap lamang payat o tanging makapal na asero ang ginagamit, kung gayon ang apparatus na may mga roller ay napili sa una para dito at hindi nangangailangan ng element permutations.
Pagsasaayos ng inductance
Sa ilang mga aparato ng semiautomatic, bilang karagdagan sa regulator ng kasalukuyang lakas, boltahe at bilis ng wire, mayroong isang inductance switch. Ang inductance ay binabawasan ang spatter ng likidong metal at pinatataas ang pagtagos nito sa ugat ng seam. Nakamit ito sa pamamagitan ng pagtaas ng oras ng paghihiwalay ng droplet mula sa dulo ng wire at ang maayos nitong paglipat sa mga pinagsamang gilid. Upang maipatupad ang proseso, kinakailangan ang isang halo ng argon at carbon dioxide.

Ito ay nagkakahalaga ng pagbabayad para sa pagpapaandar lamang kung kinakailangan, upang regular na isagawa ang mga kritikal na kasukasuan na nangangailangan ng mga perpektong seams na may malalim na pagtagos. Kung ang mga plano ay kasama ang hinang maginoo na mga istraktura para sa bakuran o pag-aayos ng mga makina, hindi ka dapat lumampas.
Circuit breaker
Kung sa panahon ng operasyon ang overheats ng aparato o isang maikling circuit ay nangyayari sa mga liko ng paikot-ikot na transpormer, kung gayon ang mga bahagi ay maaaring matunaw at magsunog. Para sa mga ito, ang mga aparato ng semiautomatic ay nilagyan ng mga switch na awtomatikong nagpapatakbo sa mga ganitong sitwasyon. Pinoprotektahan nito ang kagamitan, mga kable at mga tao, kung matatagpuan ito sa live na bahagi (nakatayo ito sa istraktura na konektado sa masa).
Kung ang yunit ng welding ay walang ganoong proteksyon, kung gayon ang koneksyon nito ay nangangailangan ng karagdagang pag-install ng isang panlabas na makina at supply ng kuryente lamang pagkatapos nito. Ngunit para sa nakatigil na paggamit sa isang garahe o sa bahay, hindi ito isang problema. Ang mga modelo na nilagyan ng panloob na circuit breaker ay nabibigyang-katwiran lamang sa kaso ng madalas na transportasyon at hinang sa isang bagong lugar sa hindi kilalang mga kondisyon.
Indikasyon ng digital
Ang kagamitan ay maaaring magkaroon ng isang iginuhit na scale at isang manu-manong switch, ang pag-ikot ng kung saan ay nagbibigay ng isang tinatayang ideya ng pagbabago ng halaga ng kasalukuyang welding at bilis ng wire feed. Para sa garahe at ang mga simpleng gawain ng pag-welding ng isang bakod, ito ay sapat na.

Kung nais mong gumawa ng mga koneksyon ng manipis na mga metal (katawan ng kotse) o aluminyo, mas mahusay na pumili ng isang aparato na semiautomatic na may digital na indikasyon na makakatulong upang tumpak na itakda ang nais na mga halaga at tandaan ang mga ito para sa hinaharap. Ang pagsasaayos dito ay isinasagawa sa pamamagitan ng pag-on ng gulong o paggamit ng mga pindutan ng "+" at "-", at ang mga numero ay kumikinang sa scoreboard at malinaw na nakikita sa mga silid na hindi maganda.


Kalidad ng network cable
Ang cable ng mains ay nakakaranas ng makina at thermal stress. Naglalakad sila dito, naghuhulog ng mga bagay, ibagsak ang mga ito. Mula sa naturang operasyon, ang wire ay mabilis na maubos at ilantad ang mga conductor na may boltahe. Kaugnay nito, ipinapayong pumili ng semi-awtomatikong machine na may pagkakabukod ng double cable. Ngunit para sa isang nakatigil na lugar kung saan ang wire ay maayos na inilatag sa ilalim ng pader at sarado (na may isang kahon o board), ang isang layer ng pagkakabukod ay sapat.
Mahalaga ang cross-section ng cable upang matiyak ang paghahatid ng boltahe. Para sa isang aparato na semiautomatic, ang halagang ito ay nagsisimula mula sa 10 mm2. Ang mas malakas na machine ng hinang, mas makapal ang mga cores ng tanso. Para sa 400 Isang mga modelo, ang kapal ng network cable ay maaaring umabot sa 25 mm2.
Pagkakataon sa MMA
Bilang karagdagan sa hinang MIG / MAG, ang ilang mga aparato ng semiautomatic ay may isa pang konektor para sa pagkonekta sa isang maginoo na may hawak at hinang na may isang coated electrode. Ito ay kapaki-pakinabang para sa pagputol ng metal sa mga lugar na mahirap makuha, kung saan hindi ka maaaring mag-crawl ng isang disc mula sa isang gilingan. Ngunit para dito, ang apparatus ay dapat na madagdagan ang kasalukuyang lakas sa 250-300 A. Ang function na ito ay kapaki-pakinabang din para sa hinang malalim sa pipe, kung saan ang kamay ay hindi gumapang at ang gander mula sa sulo ay nawawala, ngunit maaari mong maabot ang isang mahabang elektrod na 40 cm.
Ang pagpili ng isang aparato na hinang semiautomatic depende sa inilaan na mga gawain
Ngayon ay maaari mong pagsamahin ang nakuha na kaalaman at mga pangunahing key ng mga parameter para sa pagpili ng isang welding semiautomatic na aparato para sa mga tiyak na pangangailangan.
HUNDRED, pag-aayos ng katawan ng kotse kasama ang kasunod na paglilinis ng mga seams
Ang isang modelo na may isang wire na 0.8 mm, isang maximum na kasalukuyang 150 A, sa isang solong yunit na may mekanismo ng two-roller feed, ay angkop. Mangangailangan ito ng isang 220 V mains supply, isang haba ng burner ng 2-3 m, isang silindro ng carbon dioxide.

Ang pag-aayos ng mga espesyal na kagamitan, hinang ng mga lalagyan, berdeng bahay, pintuan, pintuan, bakod
Kakailanganin mo ng isang aparato na semiautomatic na may isang wire na may 1.0-1.2 mm, na naglalabas ng hanggang 250 A, ngunit kumokonekta sa isang network ng 220 V. Upang maprotektahan ang weld pool, kailangan mo ng isang halo ng argon at carbon dioxide. Makinis ang mga seams ay makuha gamit ang isang mekanismo ng feed ng apat na mga roller at isang cable channel na 3 m ang haba.

Ang paghawak ng mga frame at iba pang mga istruktura ng metal mula sa mga channel, sulok at pipe ng profile na may kapal ng pader na 10 mm at sa itaas.
Ang isang semiautomatic na aparato na may 380 V, pagkakaroon ng 400 A., ay makayanan ang ganoong gawain.Ang inert gas ay magiging MIX, at mas mahusay na pumili ng isang wire feeder ng isang hiwalay na uri na may haba na sulo ng 5 m.Ito ay gawing simple ang paggalaw sa paligid ng isang malaking istraktura. Ang mga grooves sa mga roller ay dapat na tumutugma sa isang wire diameter na 1.6 mm.

Ang pagpili ng isang aparato ng semiautomatic ay maaaring gawin nang tama, napapailalim sa mga tip sa itaas. Maaaring kinakailangan na muling basahin ang isa o dalawang mga seksyon nang paulit-ulit upang malaman ang isang bagay, ngunit sa huli, ang binili na makina ng hinang ay ganap na matugunan ang mga pangangailangan.
Ang mga pagsusuri sa nakalamina na PARAFLOOR (PARAFLOR) at ang mga katangian ng pagpapatakbo nito
Paano pumili ng isang mobile air conditioner - detalyadong mga tagubilin
Warmica radiator - mga pagsusuri at opinyon sa mga modelo ng aluminyo na Lux at iba pa
Ano ang pagkakaiba sa pagitan ng mga apartment at apartment - isang detalyadong paghahambing








