การเชื่อมอาร์กอาร์กอน: หลักการทำงานวิธีการเลือกเครื่องที่ดีที่สุด
การเชื่อมอาร์กอนช่วยให้คุณสร้างตะเข็บที่แม่นยำยิ่งขึ้นซึ่งไม่จำเป็นต้องทำความสะอาด แม้แต่วิธีนี้ก็สามารถเชื่อมโลหะได้ถึงแปดชนิด บทความของเราจะช่วยให้คุณเลือกเครื่องเชื่อมสำหรับการเชื่อมอาร์กอนเพื่อให้เหมาะกับความต้องการของคุณและจะแสดงคะแนนของรุ่นที่ผ่านการทดสอบแล้วซึ่งมีความคิดเห็นในเชิงบวก

การเลือกสินค้าดำเนินการบนพื้นฐานของการรีวิวความคิดเห็นและการให้คะแนนของผู้ใช้ที่โพสต์บนแหล่งข้อมูลต่างๆบนอินเทอร์เน็ต ข้อมูลทั้งหมดมาจากแหล่งเปิด เราไม่ร่วมมือกับผู้ผลิตและเครื่องหมายการค้าและไม่เรียกร้องให้ซื้อผลิตภัณฑ์บางอย่าง บทความนี้มีวัตถุประสงค์เพื่อให้ข้อมูลเท่านั้น
หลักการทำงานของการเชื่อมอาร์กอาร์กอน
ในการกำหนดระหว่างประเทศวิธีการอาร์อาร์กอนมีตัวย่อของ TIG มันถูกใช้อย่างแข็งขันในการผลิตและในการประชุมเชิงปฏิบัติการ ด้วยชิ้นส่วนรถยนต์ที่มีรอยร้าวจะเชื่อมต่อ (กระทะเหวี่ยงหน่วยทำความเย็นเครื่องยนต์) เก็บภาชนะสำหรับอุตสาหกรรมอาหารและเคมี, ราวตากผ้าสแตนเลส, สะสม, ตัวกรองสำหรับของเหลว ฯลฯ ในโรงรถเครื่องมือดังกล่าวสามารถดำเนินการซ่อมแซมร่างกายหรือผลิตขนาดเล็กได้ ผลิตภัณฑ์
หลักการเชื่อมอาร์กอนคือการเชื่อมโลหะกับอาร์คไฟฟ้าในสภาพแวดล้อมก๊าซเฉื่อย สำหรับกระบวนการคุณต้องมีแหล่งจ่ายกระแสที่ลดแรงดันและเพิ่มจำนวนแอมแปร์ กระแสไฟฟ้าถูกส่งไปยังเครื่องเขียนที่มีขั้วไฟฟ้าทังสเตน มันไม่สิ้นเปลืองดังนั้นช่างเชื่อมจึงสามารถควบคุมความยาวของส่วนโค้งได้ง่ายกว่าซึ่งควรเป็น 2-5 มม. สายเคเบิลจำนวนมากเชื่อมต่อกับผลิตภัณฑ์
การแตะที่ส่วนปลายของเข็มทังสเตนเพื่อไปยังส่วนที่ทำให้เกิดอาร์คไฟฟ้า ข้อต่อบาง ๆ ไม่ต้องการการสั่นสะเทือนในภายหลัง - อิเล็กโทรดทำงานได้อย่างราบรื่นจากขวาไปซ้ายตามแนวตะเข็บพื้นผิวรอยต่อเรียบเหมือนกระจก หากมีช่องว่างระหว่างชิ้นส่วนหรือมีความจำเป็นต้องขยายขอบเขตของตะเข็บจากนั้นเมื่อนำไฟฉายช่างเชื่อมจะสั่นสะเทือนเล็กน้อยที่ด้านข้างยืดสระเชื่อม สิ่งนี้มีส่วนช่วยในการก่อตัวของเกล็ดขนาดเล็ก

กระบวนการเชื่อมอาร์กอาร์กอน
อุณหภูมิของส่วนโค้งอยู่ในช่วง 2,000 ถึง 5,000 องศาขึ้นอยู่กับความแรงของกระแสไฟฟ้า ทำให้สามารถละลายขอบของโลหะและเชื่อมต่อกับตะเข็บบาง ๆ เพื่อเสริมสร้างการออกแบบใช้ลวดฟิลเลอร์ซึ่งถูกป้อนโดยมือสองของช่างเชื่อมเข้าไปในสระเชื่อม ดังนั้นคุณสามารถเพิ่มความสูงของลูกกลิ้งให้รูปร่างเป็นรอยต่อและแม้แต่ทำพื้นผิวโลหะสำหรับการตัดต่อไป (การเซาะร่องบนเครื่องกลึงการเจียร)
อาร์กอนก๊าซเฉื่อยใช้เพื่อปกป้องสระเชื่อมจากสภาพแวดล้อมภายนอก มันถูกส่งมาจากกระบอกสูบไปยังเครื่องเผาไหม้และแทนที่อากาศธรรมดา สิ่งนี้จะช่วยลดการก่อตัวของรูขุมขนในโครงสร้างรอยเชื่อม การเชื่อมต่อแน่นและทนทาน ในขณะเดียวกันก๊าซป้องกันจะทำให้ขั้วไฟฟ้าทังสเตนและหัวฉีดเซรามิกเย็นลงเพื่อไม่ให้ความร้อนสูงเกินไป ในขั้นตอนสุดท้ายเมื่ออาร์คดับไฟอาร์กอนช่วยให้ตะเข็บแข็งตัว
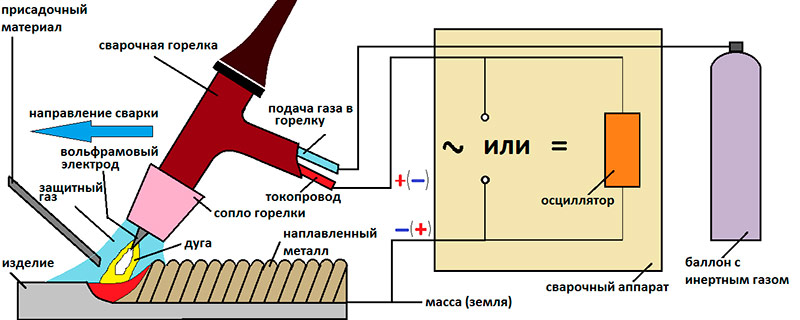
โครงการของกระบวนการเชื่อมอาร์อาร์กอน
ข้อดีและข้อเสียของวิธีการ TIG
วิธี TIG มีข้อดีที่ชัดเจนกว่าวิธีการเชื่อมอื่น ๆ แต่การทำงานกับเครื่องเชื่อมอาร์กอนมีข้อเสียหลายอย่างที่คุณต้องเตรียมเมื่อเลือกวิธีการเชื่อมนี้

ข้อดีของวิธีการ TIG
- ความร้อนในท้องถิ่นช่วยลดการเสียรูปของผลิตภัณฑ์อย่างรุนแรง
- เข็มทังสเตนบางช่วยให้คุณสร้างตะเข็บที่แคบและเรียบร้อย;
- มันเป็นไปได้ที่จะดำเนินการเชื่อมโดยมีและไม่มีสารเติมแต่งส่งผลกระทบต่อความสูงของลูกกลิ้ง;
- การเชื่อมต่อจะได้รับโดยไม่ต้องมีคราบตะกรันอยู่ด้านบน
- ในกรณีส่วนใหญ่จะไม่ตามมาทีหลัง
- เครื่องจักรกล;
สามารถเชื่อมเหล็กกล้าไร้สนิมและโลหะที่ไม่ใช่เหล็ก - ตะเข็บแน่นและทนต่อแรงดันสูง
- ไม่มีโลหะโปรยลงมาที่ผิว

ข้อเสียของวิธีการ TIG
- ความเร็วในการเชื่อมต่อด้อยกว่า MIG;
- ฝาครอบหัวเผาจะรบกวนการทำงานในสถานที่ที่เข้าถึงยาก
- หัวฉีดเซรามิค จำกัด การมองเห็นของสระเชื่อมเล็กน้อย
- คุณภาพของตะเข็บขึ้นอยู่กับทักษะของผู้ใช้ (ใช้และทำอาหารทันทีเพราะไม่ได้ผลแบบกึ่งอัตโนมัติ)
- มีความจำเป็นต้องให้อาหารเสริมด้วยมือสองอย่างต่อเนื่องและควบคุมความยาวของมัน (เมื่อทำการเชื่อมความยาวของลวดจะลดลงอย่างรวดเร็วและชิ้นส่วนที่ยาวจะไม่สะดวกที่จะถือในมือของคุณ
- ขณะที่พวกเขา“ เดิน”);
- ขั้วไฟฟ้าทังสเตนมีราคาแพงกว่าการเคลือบ;
- ค่าใช้จ่ายเพิ่มเติมสำหรับอาร์กอน
- มันเป็นไปไม่ได้ที่จะเชื่อมชิ้นส่วนบนถนนที่มีลมแรง (อาร์กอนถูกพัดออกและสระเชื่อมยังคงไม่มีการป้องกัน)
วิธีการเลือกอุปกรณ์ที่จำเป็นสำหรับการทำงาน
อุปกรณ์สำหรับการเชื่อมอาร์กอนอาร์คควรได้รับการคัดเลือกตามงานที่จะเกิดขึ้นและปริมาณงาน มิฉะนั้นคุณสามารถซื้อหน่วยที่อ่อนแอเกินไปหรือในทางกลับกันการจ่ายเงินมากเกินไปสำหรับศักยภาพที่ยังไม่ได้ใช้ ก่อนอื่นเรามาพูดถึงการเลือกแหล่งที่มาปัจจุบัน
วิธีการเลือกเครื่องเชื่อมสำหรับการเชื่อม TIG
เครื่องเชื่อมอาร์กอนเป็นอินเวอร์เตอร์ที่เชื่อมต่อกับเครือข่าย 220 หรือ 380 V ซึ่งหลาย ๆ ครั้งจะแปลงกระแสไฟฟ้าจากการสลับเป็นโดยตรงเพิ่มความถี่ของมัน ภายในมีการใช้หม้อแปลงหลายตัวไดโอดบริดจ์และบอร์ดคีย์ ทั้งหมดนี้มีส่วนช่วยให้น้ำหนักต่ำ 4-30 กิโลกรัมและตะเข็บที่มีคุณภาพสูง
หากคุณต้องการเครื่องจักรสำหรับการเชื่อมในโรงรถให้เลือกรุ่น 220 V. สำหรับการผลิตเหมาะสำหรับ 380 โวลต์น้ำหนัก 4-8 กก. มีประโยชน์เมื่อเดินทางและทำงานที่ความสูงเช่นเดียวกับโครงสร้างขนาดใหญ่ ในการใช้งานนิ่งน้ำหนักไม่สำคัญ ให้ความสนใจกับพารามิเตอร์และตัวเลือกอุปกรณ์ต่อไปนี้เมื่อเลือกอินเวอร์เตอร์สำหรับการเชื่อมอาร์กอน

อุปกรณ์เชื่อมอาร์กอนและอุปกรณ์ที่จำเป็น
ประเภทของโลหะและกระแสเชื่อม
อินเวอร์เตอร์จะส่งออกกระแสตรงที่เอาต์พุต ทำให้สามารถเชื่อมเหล็กดำสแตนเลสเหล็กหล่อทองแดงและโลหะผสมไทเทเนียมได้อย่างดีเยี่ยม
หากเวิร์คช็อปของคุณใช้งานได้กับโลหะเหล่านี้ให้เลือกอุปกรณ์อาร์กอนใด ๆ ที่มีค่า DC
แต่การเชื่อมต่ออลูมิเนียมและโลหะผสมกับอุปกรณ์ดังกล่าวจะไม่ทำงาน ปัญหาคือฟิล์มออกไซด์ซึ่งมีจุดหลอมเหลวเกิน 2,000 องศาแม้ว่าโลหะเองจะกลายเป็นของเหลวหลังจาก 660 องศา สำหรับการเชื่อมอลูมิเนียมต้องใช้อินเวอร์เตอร์ AC / DC สากลซึ่งสามารถเปลี่ยนเป็นกระแสสลับได้ ด้วยเหตุนี้ออกไซด์บนพื้นผิวจึงถูกทำลายได้ง่ายและโลหะพื้นฐานจะไม่ถูกเผาจากอุณหภูมิสูงของอาร์ค
หากคุณมีสถานีบริการหรือกิจกรรมที่เกี่ยวข้องกับภาชนะอะลูมิเนียมให้มองหาอุปกรณ์อาร์กอนที่มีชื่อ AC / DC
| กระแสตรง | กระแสสลับ |
|---|---|
| เหล็กประเภทต่าง ๆ | อลูมิเนียม |
| เหล็กกล้าไร้สนิม | โลหะผสมแมกนีเซียม |
| เหล็กหล่อ | - |
| ทองแดง | - |
| โลหะผสมไทเทเนียม | - |
เชื่อมช่วงปัจจุบัน
ช่วงความแข็งแรงปัจจุบัน (A) กำหนดความหนาของชิ้นงาน ที่นี่ตัวบ่งชี้ทั้งบนและล่างมีความสำคัญ ค่าที่คำนวณโดยเฉลี่ยคือ 35 A สำหรับความหนาของโลหะ 1 มม. ตัวอย่างเช่นถ้าคุณเชื่อมท่อและโพรไฟล์ที่มีส่วนผนังไม่เกิน 2 มม. แล้ว 70 A. จะพอเพียงอุปกรณ์อาร์กอนที่มีค่าสูงสุด 160 A จะครอบคลุมข้อกำหนดการเชื่อมใด ๆ สำหรับชิ้นงานที่มีความหนาสูงสุด 4 มม. เมื่อต้องการเชื่อมชิ้นงานขนาด 5-7 มม. ด้วยการเชื่อมอาร์กอนให้เลือกอินเวอร์เตอร์ที่มีค่าสูงสุด 200-250 A
ค่าต่ำสุดที่สามารถลดลงในปัจจุบันส่งผลกระทบต่อความสามารถในการเชื่อมโลหะบาง ๆ ตัวอย่างเช่นมีอุปกรณ์อาร์กอนที่มีขีด จำกัด ที่ต่ำกว่า 5 A ซึ่งเพียงพอสำหรับการสร้างดีบุกที่มีพื้นที่หน้าตัด 0.6 มม. โมเดลที่มีอัตราต่ำกว่า 20-30 A จะไม่สามารถทำได้
| ประเภทของโลหะ | ความหนาของโลหะมม | ประเภทปัจจุบัน | ปัจจุบัน¸ A |
|---|---|---|---|
| โลหะผสมเหล็ก | 1,0 | ไฟฟ้ากระแสตรง | 20-40 |
| 1,5 | ไฟฟ้ากระแสตรง | 40-70 | |
| 4,5 | ไฟฟ้ากระแสตรง | 120-140 | |
| อลูมิเนียม | 1-2 | ไฟฟ้ากระแสสลับ | 20-60 |
| 4-6 | ไฟฟ้ากระแสสลับ | 120-180 | |
| 6-10 | ไฟฟ้ากระแสสลับ | 220-230 | |
| 11-15 | ไฟฟ้ากระแสสลับ | 280-360 |
โหมดพัลส์
การเลือกเครื่องมืออาร์กอนที่มีฟังก์ชั่นดังกล่าวเป็นสิ่งจำเป็นสำหรับการเชื่อมโลหะบาง ๆ ที่ดียิ่งขึ้น โหมดพัลส์เกี่ยวข้องกับกระแสสลับและหยุดชั่วคราว สิ่งนี้จะช่วยลดการป้อนความร้อนกำจัดการเสียรูปและตัวอย่างชิ้นส่วนได้อย่างสมบูรณ์ สามารถเปลี่ยนความถี่พัลส์ได้ซึ่งจะกำหนดความเร็วในการเชื่อม โหมดนี้ยังเป็นที่ต้องการเมื่อมีการรวมอลูมิเนียมเนื่องจากกระแสไฟฟ้าสูงจะทำลายออกไซด์และการลดลงของพลังงานระหว่างการหยุดชั่วขณะจะป้องกันไม่ให้โลหะพื้นฐานถูกเผา
ความเข้มของการใช้งาน (ระยะเวลาของการรวม)
ในอีกทางหนึ่งพารามิเตอร์นี้เรียกว่าระยะเวลาของการรวมและถูกระบุเป็นเปอร์เซ็นต์ ตัวอย่างเช่นด้วยเครื่องมือ PV อาร์กอน 40% 4 จากสิบนาทีจะทำงาน หากคุณใช้งานบ่อยขึ้นจะร้อนมากเกินไปและการป้องกันจะได้ผล อุปกรณ์จะทำการบังคับให้ปิดลงจนกว่าจะเย็นอย่างสมบูรณ์ เมื่อมีกระบวนการเตรียมการจำนวนมากในการทำงานปอกและตัดช่องว่างแล้ว PV 40% ก็เพียงพอ อินเวอร์เตอร์จะมีเวลาที่จะทำให้เย็นลงในช่วงหยุดดังกล่าว หากช่างเชื่อมทำงานอย่างต่อเนื่องและกระบวนการเตรียมการทั้งหมดดำเนินการโดยผู้อื่นต้องใช้เครื่องมือที่มีประสิทธิภาพมากขึ้นด้วย PV 80 หรือ 100% จากนั้นงานจะไม่ว่าง
แต่ระยะเวลาการสลับเปลี่ยนจะวัดที่กระแสสูงสุดดังนั้นโมเดลมี 300 A ที่มีแรงดันไฟฟ้า 60% เมื่อลดการเชื่อมปัจจุบันถึง 200 A แรงดันไฟฟ้าจะเป็น 100% ดังนั้นเมื่อพิจารณาถึงความรุนแรงของการใช้งานมันยังคงคุ้มค่าที่จะพิจารณาว่าต้องใช้กระแสไฟอะไรสำหรับงานประจำวัน
ฟังก์ชั่นเพิ่มเติม
เครื่องเชื่อมอาร์กอนสามารถติดตั้งฟังก์ชั่นบางอย่างที่เอื้อต่อกระบวนการหรือเพิ่มคุณภาพของตะเข็บ แน่นอนว่าความสามารถของอุปกรณ์ในวงกว้างนั้นมีค่าใช้จ่ายสูงกว่าดังนั้นคุณควรคำนึงถึงความจำเป็นในการใช้งานฟังก์ชั่นแต่ละอย่างในแต่ละกรณี
ต่อไปนี้เป็นสิ่งที่พบบ่อยที่สุด:
- เวลาล้างแก๊ส ในเครื่องมือคุณสามารถปรับเวลาของการเตรียมการเบื้องต้นและโพสต์ล้างด้วยอาร์กอน ที่จุดเริ่มต้นของกระบวนการสิ่งนี้ช่วยในการลบอากาศโดยรอบออกจากโซนกระตุ้นการอาร์ค ในท้ายที่สุดสิ่งนี้จะช่วยทำให้เกิดการตกผลึกของสระเชื่อมและทำให้ขั้วไฟฟ้าเย็นลง ยิ่งโลหะเย็นตัวนานขึ้นเช่นอลูมิเนียมความสะอาดที่ควรจะนานขึ้น (7 วินาที)
- จุดระเบิดความถี่สูง อินเวอร์เตอร์ใด ๆ สามารถติดตั้งกับไฟฉายวาล์วเพื่อให้พวกเขาสามารถทำการเชื่อม TIG แต่เพื่อกระตุ้นความโค้งคุณต้องสัมผัสปลายขั้วไฟฟ้าของผลิตภัณฑ์ที่มีมวลเชื่อมต่ออยู่ ในรุ่นที่มีการจุดระเบิดด้วยความถี่สูงจะใช้ออสซิลเลเตอร์ซึ่งเจาะแรงดันไฟฟ้าสูงถึง 10 มม. ผ่านแรงดันอากาศ สิ่งนี้ช่วยในการเริ่มการเชื่อมโดยไม่ต้องสัมผัสเพียงแค่ยกคบเพลิง มีรอยบนผิวหน้าของผลิตภัณฑ์น้อยลงและขั้วไฟฟ้าจะต้องลับให้คมน้อยลง
- การเชื่อมปล่อง นี่คือการลดลงอย่างค่อยเป็นค่อยไปในแอมพลิจูดของกระแสเชื่อมซึ่งช่วยขจัดจุดบน "ล็อค" ของตะเข็บ ฟังก์ชั่นดังกล่าวมีความสำคัญเมื่อเชื่อมท่อและภาชนะบรรจุใต้น้ำและของเหลวอื่น ๆ เช่นเดียวกับเมื่อทำงานกับแผ่นบางขนาด 0.6-1.0 มม.
- น้ำหล่อเย็น ในอุปกรณ์สำหรับการเชื่อมอาร์กอนคุณสามารถติดตั้งเครื่องสูบน้ำที่ปั๊มสารกันการแข็งตัวผ่านช่องเคเบิลเข้าสู่เครื่องเขียน สิ่งนี้มีส่วนช่วยในการกำจัดความร้อนแบบเร่งจากหัวฉีดเซรามิกและอิเล็กโทรดช่วยยืดเวลาในการทำงานอย่างต่อเนื่อง จำเป็นต้องใช้ฟังก์ชั่นที่ใช้กระแสสูง 250-400 A และต้องการการทำงานอย่างต่อเนื่องของอุปกรณ์
อุปกรณ์เพิ่มเติมที่จำเป็นสำหรับการทำงาน
สำหรับการเชื่อมอาร์กอาร์กอนนอกเหนือจากแหล่งจ่ายกระแสคุณจะต้องใช้สายเคเบิลที่มีไฟฉาย ส่วนใหญ่มักจะมาพร้อมกับอุปกรณ์ แต่ด้วยรุ่นพรีเมี่ยม EWM, Lincoln Electric และอื่น ๆ ก็สามารถขายแยกต่างหาก
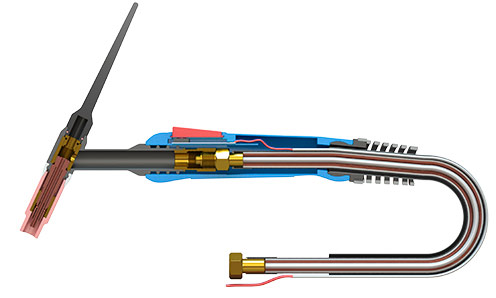
ไฟฉายสำหรับการเชื่อมอาร์กอนอาร์ค
หัวเผาเป็นแบบวาล์ว (ตัวจ่ายแก๊สจะเปิดโดยวาล์วที่หัวเตา) และมีปุ่มควบคุม (กดปุ่มที่หัวเตาเพื่อเริ่มแก๊สและกระแสไฟ) ความยาวของปลอกแขน 2-5 เมตรนั้นถูกเลือกขึ้นอยู่กับความสามารถในการเคลื่อนที่ของช่างเชื่อมและขนาดของโครงสร้างที่ประกอบ

หัวเชื่อมสำหรับเชื่อมอาร์กอนของวาล์วชนิด

คบเพลิงสำหรับการเชื่อมอาร์กอนอาร์คพร้อมปุ่มควบคุมแบบกด
ต้องใช้ถังก๊าซเฉื่อยสำหรับการเชื่อม หากคุณต้องทำงานเป็นระยะก็เพียงพอที่จะซื้อถังขนาด 10 ลิตรซึ่งไม่ใช้พื้นที่มากและง่ายต่อการเก็บไว้ในท้ายรถเพื่อเติมเชื้อเพลิง ตัวเลือกเดียวกันนี้ใช้งานได้จริงเมื่อเดินทางไปทำงาน ด้วยกิจกรรมที่ไม่หยุดนิ่งในการประชุมเชิงปฏิบัติการหรือในการผลิตจะมีการเลือกถังขนาดใหญ่ 150 ลิตร

ถังแก๊สเฉื่อยสำหรับการเชื่อมอาร์กอาร์กอน
กระบอกสูบต้องการตัวลดที่มีเกจความดันสูงและต่ำเช่นเดียวกับท่อที่เชื่อมต่อกระบอกกับอินเวอร์เตอร์ เมื่อใช้เกจวัดความดันสูงเครื่องเชื่อมจะตรวจสอบส่วนที่เหลือของก๊าซและเมื่อมีค่าต่ำจะกำหนดอัตราการไหลของอาร์กอนในหัวเผา

มาตรวัดความดันลดและท่อ
สำหรับการเชื่อมต้องมีขั้วไฟฟ้าทังสเตน พวกเขามาพร้อมกับปลายน้ำเงินทองแดงหรือเขียวสำหรับโลหะประเภทต่าง ๆ เอนกประสงค์มากที่สุดคือสีน้ำเงินของปลาย เส้นผ่านศูนย์กลางของอิเล็กโทรด 1.6-4.0 มม. ถูกเลือกขึ้นอยู่กับข้อกำหนดสำหรับความกว้างของตะเข็บความลึกของการหลอมและความแข็งแรงของกระแสไฟฟ้าสูงสุด

ขั้วไฟฟ้าสำหรับการเชื่อมอาร์กอนอาร์ค
การเชื่อมอาร์กอนสามารถดำเนินการได้โดยไม่ต้องมีสารเติมแต่งถ้าชิ้นส่วนติดตั้งแน่นเข้าด้วยกันและไม่มีโครงสร้างเชิงกลที่แข็งแรง ในกรณีอื่น ๆ จะใช้ลวดฟิลเลอร์ของวัสดุเดียวกันกับโลหะหลักที่ถูกเชื่อม

ลวดฟิลเลอร์สำหรับการเชื่อมอาร์กอนอาร์ค
วีดีโอ การเชื่อมอาร์กอนคืออะไรและวิธีการเลือกอุปกรณ์สำหรับการเชื่อมอาร์กอน
เครื่องเชื่อมอาร์กอนที่ดีที่สุด
เมื่อพิจารณาถึงเกณฑ์ในการเลือกอุปกรณ์สำหรับการเชื่อมอาร์กอนเราจะไปยังรุ่นเฉพาะที่ได้รับการชื่นชมจากช่างเชื่อม
สุดยอดเครื่องเชื่อมอาร์กอน DC
เพื่อเชื่อมโลหะเหล็กสแตนเลสและทองแดงอินเวอร์เตอร์ที่ผลิตกระแสตรง นี่คือการจัดอันดับของรุ่นที่ดีที่สุดจากหมวดนี้
RESANTA SAI-230 นรก (TIG, MMA)
ที่แรกก็คืออินเวอร์เตอร์ Resanta SAI-230 เครื่องมืออาร์กอนมีความสามารถในการทำงานจากเครือข่าย 170-242 V และสร้างกระแสตรงที่ 10-230 A. ที่อัตราสูงสุดเวลาตรงเวลาคือ 70% ซึ่งอนุญาตให้ใช้ไม่เพียง แต่สำหรับความต้องการภายในประเทศ นอกจากการเชื่อมด้วย TIG อุปกรณ์นี้ยังรองรับโหมด MMA ซึ่งมีสวิตช์อยู่ที่แผงด้านหน้า สะดวกในการใช้งานที่ต้องการการเชื่อมอาร์กอนแบบสลับและการตัดด้วยอิเล็กโทรดแบบเคลือบ รุ่นน้ำหนัก 11 กิโลกรัม มีไฟฉายและสายดินให้มาด้วย ผู้ผลิตรับประกันสินค้า 2 ปี

ข้อดี RESAI SAI-230 นรก (TIG, MMA)
- กำลังสูง 230 A สำหรับการเจาะ 6 มม.
- สายคล้องไหล่สำหรับการดำเนินการ
- จุดระเบิดแบบไม่สัมผัสเมื่อใช้งานเตาพร้อมตัวกำเนิดสัญญาณ (มีขั้วต่อสำหรับเชื่อมต่อตัวควบคุมจากตัวควบคุม)
- ปัจจุบันลดลงถึง 10 A สำหรับวัสดุแผ่นเชื่อม 0.8 มม.
- ท่อเหล็กทนทานต่อสภาพการก่อสร้างที่รุนแรงเป็นเวลานาน
- ราคาน่าดึงดูด
- ตัวเชื่อมต่อที่เชื่อถือได้
ข้อเสีย RESAUT SAI-230 นรก (TIG, MMA)
- ไม่มีจอแสดงผลสำหรับการควบคุมการตั้งค่าภาพ
- ถอดที่อยู่อาศัยเพื่อเป่าฝุ่นเป็นเวลานาน
- ไม่มีหมายเลขอ้างอิงที่เข้มงวดเพื่อจัดเรียงอุปกรณ์ใหม่
- เมื่อทำงานในห้องที่มีความชื้นทรานซิสเตอร์จะเสื่อมสภาพอย่างรวดเร็ว
- ตัดสินโดยความคิดเห็นช่างเชื่อมไม่ได้มีความยาวสายเคเบิลเพียงพอ
ข้อสรุป อุปกรณ์สำหรับการเชื่อมอาร์กอนอาร์คนี้มีความโดดเด่นในการมี“ การบิด” ครั้งที่สองสำหรับการปรับการเหนี่ยวนำของอาร์ค วิธีนี้ช่วยให้คุณสามารถควบคุมความลึกและความสูงของขาเชื่อม ฟังก์ชั่นนี้มีประโยชน์สำหรับการเชื่อมโครงสร้างที่สำคัญโดยเฉพาะอย่างยิ่งมุมและข้อต่อที
Svarog REAL TIG 200 W223
เพิ่มเติมในการจัดอันดับอินเวอร์เตอร์อาร์กอนจาก Svarog อุปกรณ์ทำขึ้นในกล่องเหล็กและมีหน้าจอสำหรับปรับความเข้มของกระแสไฟฟ้าตัวเชื่อมต่อที่แผงด้านหน้าออกแบบมาสำหรับเชื่อมต่อไฟฉายที่มีปุ่มกดควบคุมแก๊สและแรงดันไฟฟ้า สวิตช์สลับแยกต่างหากคุณสามารถเลือกโหมด MMA หรือ TIG อินเวอร์เตอร์สามารถใช้งานได้จากไฟที่มีตัวบ่งชี้ที่ลดลง 160 โวลต์ช่วงของการปรับกระแสเชื่อมเป็น 10-200 A. ที่สูงสุด PV คือ 60% อุปกรณ์มีน้ำหนัก 7 กิโลกรัมและมีขนาด 42x16x31 ซม. มีการระบายความร้อนด้วยอากาศ ตัวแบบรองรับการทำงานกับอิเล็กโทรด 1.6-3.2 มม.

ข้อดี Svarog REAL TIG 200 W223
- มีหน้าจอดิจิตอลสำหรับการตั้งค่าจำนวนแอมแปร์ที่แม่นยำ
- มุมโลหะของร่างกายถูกปกคลุมด้วยยาง
- ออกแบบมาเพื่อเชื่อมต่อเครื่องเขียนพร้อมปุ่มควบคุมแบบเต็ม
- มีที่จับสำหรับเคลื่อนย้ายเข้าที่
- ขนาดกะทัดรัด 42x16x31 ซม. ทำให้การขนส่งและการเก็บรักษาง่ายขึ้น
- พลังงานต่ำ 4.83 กิโลวัตต์ช่วยให้การเชื่อมอาร์กอนจากเครื่องกำเนิดก๊าซ
- แรงดันไฟฟ้าวงจรเปิดที่ปลอดภัย 56 V.
- ไม่มีการกระเด็นเมื่อเชื่อม
ข้อเสีย Svarog REAL TIG 200 W223
- ปุ่มเปิดปิดจะปรากฏที่ด้านหลังซึ่งไม่สะดวกสำหรับช่างเชื่อมทั้งหมด
- ฟังก์ชั่น "เริ่มร้อน" และ "ต่อต้านสติ๊ก" ในโหมด MMA ไม่สามารถใช้งานได้ในทางปฏิบัติ
- ไม่มีการปรับปริมาณก๊าซเบื้องต้น
- เครื่องเขียนที่บอบบางในลักษณะ
ข้อสรุป เครื่องเชื่อมอาร์กอนนี้มีความโดดเด่นด้วยการปรับเวลาล้างแก๊ส ฟังก์ชั่นนี้มีประโยชน์เมื่อทำงานกับเหล็กหล่อและทองแดงเพื่อให้แน่ใจว่าการระบายความร้อนอย่างค่อยเป็นค่อยไปและเพื่อป้องกันการเกิดปฏิกิริยากับคาร์บอนซึ่งสร้างรูขุมขน ช่วงเวลาการล้างสามารถปรับได้ตั้งแต่ 2 ถึง 10 วินาที ผู้ผลิตยังให้การรับประกัน 5 ปีสำหรับอุปกรณ์นี้ซึ่งผู้ใช้ต้องการในบทวิจารณ์
Quattro Elementi B 225 (TIG, MMA)
หมวดหมู่นี้เสร็จสมบูรณ์โดยสินค้าจากผู้ผลิตอิตาลี เครื่องเชื่อมอาร์กอนถูกออกแบบมาเพื่อเชื่อมต่อโลหะหนาถึง 6 มม. มีช่วงการทำงานปัจจุบัน 10-225 A. เมื่อเชื่อมต่อกับเครือข่ายจะใช้ 7.8 kW อนุญาตให้ใช้อิเล็กโทรด 1.6-5.0 มม. คุณสามารถสลับไปใช้โหมด MMA ซึ่งเสริมด้วยฟังก์ชั่น "Anti-stick" และ "Hot start" เวลาเปิดเครื่องคือ 80% ที่นี่ แต่ถ้าคุณลดความแรงปัจจุบันจาก 225 เป็น 180 A ตัวบ่งชี้จะกลายเป็น 100% สำหรับพลังงานแรงดันไฟฟ้า 170-260 V.

ข้อดีของ Quattro Elementi B 225 (TIG, MMA)
- มีห่วงสำหรับติดสายคล้องไหล่
- สองโหมด MMA และ
- หน้าจอดิจิตอลสำหรับการตั้งค่าปัจจุบันที่ถูกต้อง
- ปุ่มสลับโหมดสัมผัส
- สามารถลดจำนวนแอมแปร์ได้ถึง 10 เพื่อเชื่อมแผ่นโลหะ 0.6-1.0 มม.
- ด้วยความแรงของกระแส 180 A, PV คือ 100%
- หากแรงดันไฟฟ้าลดลงการทำอาหาร "twosome" จะทำงานต่อไป
- พารามิเตอร์ทั้งหมดสอดคล้องกับประกาศ
จุดด้อย Quattro Elementi B 225 (TIG, MMA)
- ดึงฝุ่นจำนวนมากเข้าสู่ร่างกาย
- มีตัวเผาวาล์วเท่านั้น
- ปุ่มเปิดปิดอยู่ที่ด้านหลัง
- ต้องซื้อเครื่องเขียนอาร์กอน - มีเพียงสายเคเบิลและที่ยึดสำหรับ RDS เท่านั้น
ข้อสรุป ถึงแม้ว่าอินเวอร์เตอร์นี้จะสามารถทำอาหารอาร์กอนได้เพียงแค่ใช้ไฟฉายไฟฉายเท่านั้นโดยเฉพาะอย่างยิ่งที่จะสัมผัสกับส่วนโค้งเนื่องจากแรงดันไฟฟ้าวงจรเปิดคือ 85 V อุปกรณ์อาร์กอนนั้นถูกจัดสรรด้วยน้ำหนัก 5.5 กิโลกรัมซึ่งเหมาะสำหรับการพกพาบนไหล่ พร้อมการก่อสร้างที่ยาวนาน
อุปกรณ์สากลที่ดีที่สุดสำหรับการเชื่อมอาร์กอาร์กอน DC / AC
หากคุณต้องการเชื่อมอลูมิเนียมเป็นระยะให้เลือกอุปกรณ์ที่มีความสามารถในการสลับกระแสตรงเป็นกระแสสลับ ฟังก์ชั่นดังกล่าวระบุไว้ในชื่อโดยการกำหนด AC / DC นี่คือรุ่นที่ดีที่สุดในหมวดนี้
PULSE Aurora PRO INTER TIG 200 AC / DC
นี่คือเครื่องมืออาร์กอนจีนที่มีชุดประกอบคุณภาพสูง รูปแบบการขับเคลื่อนโดยเครือข่ายเฟสเดียวและผลิต 5-200 A. มันมาพร้อมกับสายเคเบิลที่มี DX50 ข้ามส่วน แรงดันไฟฟ้าวงจรเปิดเท่ากับ 44 V. มีการระบายความร้อนด้วยอากาศ PV ที่มากที่สุดถึง 60% อุปกรณ์สามารถทำงานที่อุณหภูมิแวดล้อม -20 ถึง +50 องศาการเดินสายไฟฟ้าทั้งหมดทำด้วยฉนวนคลาสเอฟเป็นอุปกรณ์เสริมสามารถเชื่อมต่อรีโมทคอนโทรลได้

ข้อดี Aurora PRO INTER TIG 200 AC / DC PULSE
- ตัวเรือนขนาดใหญ่พร้อมช่องระบายความร้อนจำนวนมาก
- ชุดประกอบคุณภาพสูง
- มันทำอาหารสแตนเลสและทองแดงอย่างดี
- เกือบจะไม่มีการลดลงของแรงดันไฟหลัก
- มีสองมือจับยากสำหรับการขนส่ง
- การตั้งค่ามากมายสำหรับการเพิ่มและลดความแรงของกระแส
- โหลดต่ำในเครือข่าย 4.5 กิโลวัตต์
- จุดระเบิดแบบไม่สัมผัสของอิเล็กโทรด
ข้อเสีย Aurora PRO INTER TIG 200 AC / DC PULSE
- หากต้องการเปลี่ยนน้ำหนัก 20 กิโลกรัมต้องใช้ความพยายาม
- มันไม่ใช่เรื่องง่ายที่จะหาสถานที่ที่จะวางในโรงรถขนาดเล็ก
- ในโหมด MMA afterburner จะไม่ทำงาน
- ฟังก์ชั่นเพิ่มเติมทั้งหมดจะไม่แสดงบนหน้าจอ - การปรับความมืด
- มีเพียงหนึ่งฝาเตารวม
- ไม่มีฟังก์ชั่นการต้มปล่องภูเขาไฟ
ข้อสรุป อินเวอร์เตอร์สำหรับการเชื่อมอาร์กอนมีความโดดเด่นในการมีโหมด 4T สิ่งนี้ช่วยให้คุณสามารถเปิดการเชื่อมและไม่ให้กดปุ่มบนไฟฉาย โหมดนี้เหมาะสำหรับตะเข็บยาวระหว่างการเชื่อมหน้าแปลนหรือภาชนะบรรจุการผลิต ผู้ผลิตรายอื่นมีชุดหัวฉีดท่อขนาด 4 ม. ซึ่งมีประโยชน์เมื่อสร้างโครงสร้างขนาดใหญ่ ฟังก์ชั่นการเต้นของชีพจรช่วยในการเชื่อมต่อแผ่นสแตนเลสและอลูมิเนียมแผ่นบาง ๆ โดยไม่ต้องงอ
BRIMA TIG-200P AC / DC
อีกหนึ่งผลิตภัณฑ์ที่คู่ควรจากผู้ผลิตชาวเยอรมัน อุปกรณ์อาร์กอนประกอบในจีน แต่ตัดสินโดยความคิดเห็นมันง่ายและเชื่อถือได้ในฐานะปืนไรเฟิลจู่โจม AK-47 อินเวอร์เตอร์สร้างความแข็งแรงกระแส 10-200 A ในขณะที่กิน 5 kW เหมาะสำหรับเชื่อมต่อกับเครือข่ายเฟสเดียว PV ณ ปัจจุบันสูงสุดถึง 60% รุ่นมืออาชีพระบายความร้อนด้วยอากาศ Idling - 56 V. ติดตั้งเครื่องเขียนที่มีขั้วไฟฟ้าทังสเตนและการเผาไหม้แบบไม่สัมผัส

ข้อดีของ BRIMA TIG-200P AC / DC
- คอนเนคเตอร์สำหรับหัวเผาระดับมืออาชีพพร้อมระบบจุดระเบิดแบบไม่สัมผัส
- จัดการยาก
- จอแสดงผลดิจิตอล
- ป้องกันโอเวอร์โหลดและความร้อนสูงเกินไป
- รองรับการเชื่อม TIG และ MMA ได้สองโหมด
- มีการตั้งค่าสำหรับการก่อตัวของส่วนโค้ง
- โหลดต่ำบนเครือข่าย 5 กิโลวัตต์
- เสียงรบกวนต่ำ
ข้อเสีย BRIMA TIG-200P AC / DC
- น้ำหนัก 25 กิโลกรัมทำให้การขนส่งยาก
- ขนาดใหญ่ 50x35x36 ซม.
- หากการป้องกันทำงานได้จะไม่เปิดเป็นเวลา 30 นาที (หยุดทำงานทั้งหมด)
- ขั้วกราวด์ที่อ่อนแอ - อาจทำให้เกิดไฟไหม้หลังจากใช้งานไปแล้ว 2 เดือน
- สายเคเบิล "เนกาทีฟ" ยาว 2 ม.
ข้อสรุป อินเวอร์เตอร์นี้มีตัวเลือกการปรับแต่งมากมายที่จะมีประโยชน์สำหรับช่างเชื่อมมืออาชีพในการประชุมเชิงปฏิบัติการหรือการประชุมเชิงปฏิบัติการ เวลาล้างก๊าซล่วงหน้าถูกตั้งค่าจาก 0 ถึง 2 วินาที Postgas อาจมีตั้งแต่ 2 ถึง 10 วิ ช่างเชื่อมเลือกความยาวและความถี่ของการเต้นของชีพจร ในตอนท้ายของการเชื่อมคุณสามารถเลือกค่าสำหรับการลดกระแส 10 A เพื่อหลีกเลี่ยงทวารใน "ล็อค" ทั้งหมดนี้เหมาะสำหรับการผลิตโครงสร้างที่สำคัญซึ่งต่อมาแม้ผ่านการตรวจสอบโดยเครื่องตรวจจับข้อบกพร่อง
คุณสมบัติของการเชื่อมโลหะชนิดต่าง ๆ
เมื่อเชื่อมอาร์กอนของวัสดุใด ๆ คุณจะต้องเรียนรู้กฎเล็กน้อย ช่องว่างระหว่างอิเล็กโทรดและพื้นผิวควรอยู่ที่ 2-5 มม. วางเตาไว้ที่มุม 45 องศา โดยปกติแล้วจะถูกจับด้วยมือขวาและจะมีเสบียงที่เติมด้วยมือซ้าย อย่าสัมผัสปลายเข็มด้วยสารเติมแต่ง - ขั้วไฟฟ้าจะสกปรกส่วนโค้งจะเสื่อมลงทังสเตนสามารถแตกตัวเป็นไอออนในสระเชื่อม สารเติมแต่งถูกจัดจำหน่ายเพื่อตอบสนองเตา รอยต่อที่เกิดขึ้นควรจะถูกทิ้งไว้ข้างหลังและก๊าซร้อนควรหนีไปที่ด้านที่ยังไม่ได้เชื่อมต่อของชิ้นงาน
เมื่อเชื่อมโลหะบางชนิดมีกฎเพิ่มเติมที่ผู้เริ่มหัดโต้เถียงควรรู้
อลูมิเนียม
ที่นี่มีสิ่งกีดขวางคือออกไซด์ของวัสดุทนไฟอยู่ด้านบน ในการทำลายมันให้ใช้กระแสสลับของกระแสกลับด้าน สิ่งนี้ก่อให้เกิดความร้อนของพื้นผิวโดยไม่ทำให้ขั้วไฟฟ้าร้อนเกินไป แรงดันไฟฟ้ากระแสสลับสลับกระบวนการป้องกันชิ้นงานจากการถูกละลายมากเกินไปในรูปแบบความเหนื่อยหน่าย ฟังก์ชั่นการเต้นของชีพจรหรือฟังก์ชั่นการเต้นของชีพจรสองมีประโยชน์อย่างยิ่งจากการที่ตะเข็บจะกลายเป็นดียิ่งขึ้น
| ความหนาของชิ้นงาน, มม | เส้นผ่าศูนย์กลางของขั้วไฟฟ้าทังสเตนมม | บาร์เส้นผ่าศูนย์กลางมม | ความแรงของกระแสไฟฟ้า |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
ทองแดง
ในสถานะของเหลวจะทำปฏิกิริยากับไฮโดรเจนซึ่งนำไปสู่การก่อตัวของรูขุมขนกว้าง ที่นี่คุณสามารถใช้กระแสตรงหรือกระแสสลับ แต่มีขั้วกลับเท่านั้น แนะนำให้เพิ่มการไหลของอาร์กอนจาก 1.5 เป็น 2 ลิตรต่อนาที ในกรณีนี้ลวดฟิลเลอร์ไม่จำเป็นเนื่องจากโลหะเป็นของเหลวและขอบละลายพอที่จะสร้างข้อต่อที่แข็งแกร่ง แทนที่จะใช้ขั้วไฟฟ้าทังสเตนมันก็คุ้มค่าที่จะใช้กราไฟท์อันหนึ่งซึ่งจัดว่าเป็นวัสดุสิ้นเปลือง
| ประเภทของอิเล็กโทรด | ความหนาของชิ้นงาน, มม | เส้นผ่าศูนย์กลางของอิเล็กโทรดมม | ความแรงของกระแสไฟฟ้า | ความยาวส่วนโค้งมม |
|---|---|---|---|---|
| กราไฟท์ | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| ปกคลุม | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
ยักษ์
สารออกฤทธิ์ที่ทำปฏิกิริยากับอากาศแวดล้อม การเชื่อมจะดำเนินการกับฟีดอาร์กอนที่เพิ่มขึ้นเพื่อป้องกันสระเชื่อม ซึ่งแตกต่างจากทองแดงและอลูมิเนียมไทเทเนียมมีค่าการนำความร้อนต่ำ เพื่อให้แน่ใจว่าการเชื่อมต่อด้านที่เชื่อถือได้ขอบของตะเข็บจะต้องเสริมด้วยตะเข็บเพิ่มเติม เมื่อทำงานกับชิ้นงานที่หนากว่า 1.5 มม. จะใช้ลวดไทเทเนียมฟิลเลอร์
| ความหนาของชิ้นงาน, มม | เส้นผ่าศูนย์กลางของอิเล็กโทรดมม | เส้นผ่าศูนย์กลางลวดมม | ความแรงของกระแสไฟฟ้า |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
ตอนนี้การศึกษาคุณสมบัติของการเลือกอุปกรณ์สำหรับการเชื่อมอาร์กอนอาร์คและพิจารณาการจัดอันดับของรุ่นที่ดีที่สุดคุณสามารถเลือกอินเวอร์เตอร์เพื่อทำงานของคุณในการประชุมเชิงปฏิบัติการส่วนตัวหรือในการผลิต








