Vilka typer av fräsar för trä för manuell fräsning
Fräsning ger praktiskt taget obegränsade möjligheter för bearbetning av tomma ämnen. Bildningen av kanter, spår och spår i olika djup och former - för varje operation finns det olika typer av fräsar för trä för manuell fräsning, så att du kan utföra arbetet så effektivt som möjligt. Vad är skärarna i storlek, form, design och bladtyper - all nödvändig information i en recension.

innehåll:
Variationer med skaftdiameter
Innan du väljer en fräs måste du först bestämma fästmetoden, eller snarare, i vilka enheter diametern på skaftet mäts i tum eller millimeter. Det beror på vilken typ av spänne som kommer med frässkärna - bussningar där skaftet är fastspänt:
- Om de mäts i millimeter är de vanligaste 6, 8 och 12 mm.
- När storleken anges i tum måste du vanligtvis bara välja mellan två av dem - en kvarts och en halv centimeter.
Detta är viktigt! Vid omvandling av tum till SI-enheter erhålls 6,35 och 12,7 mm, men trots en sådan liten skillnad är millimeterskaftet inte kompatibelt med tumhylsan och vice versa. Fräsmaskinaxeln roterar med en hastighet på upp till 25 000 varv / min, så att den minsta avvikelsen i bästa fall kommer att medföra skador på verktyget.
Typer av design av fabriker
Beroende på kostnad och syfte finns de tillgängliga i följande strukturella ändringar:
Nationella lag
I hjärtat av ett sådant stålämne är den nödvändiga formen till vilken skäreggarna är svetsade. På grund av tillverkningens enkelhet är majoriteten av sådana modeller på marknaden.

Med utbytbara skärkanter
De kännetecknas av en lång livslängd, eftersom de gör knivarna dubbelsidiga - när bladet är tråkigt vänds det.

monolitisk
Skäreggarna vänds höger vid basen - när man arbetar med sådana verktyg försvinner till och med den hypotetiska möjligheten att kniven bryter av, men efter flera skärpning måste skäraren bytas ut.

Typer av fräsblad
Frässkär finns med vertikalt, lutande eller spiralarrangemang av blad. Om de är raka, skärs trästycken från arbetsstycket, och lutande skär dem, vilket minskar sannolikheten för flis och ökar den totala kvaliteten på fräsning.
Enligt bladets material och egenskaper finns två typer tillgängliga:
- HM - Hög hastighet. Används för bearbetning av mjukt trä eller aluminium.
- HSS - karbid. Utformade för hårda material har därför sådana skärkantar en bättre temperaturkoefficient och andra egenskaper, vilket också påverkar deras pris.
Beroende på på vilken plats och i vilken form du behöver för att få ett urtag i arbetsstycket används motsvarande typer av kvarnar för manuell fräsning på trä.
Grooving fräsar
Utformad för att välja spår med önskad bredd och djup i mitten av delen eller från dess kant och till mitten. Oftast används för att skapa en piggspår. Om det är nödvändigt, om utformningen av fräsmaskinens anslag tillåter det, kan spårets bredd justeras utan att kvarnen byts ut med en större diameter.
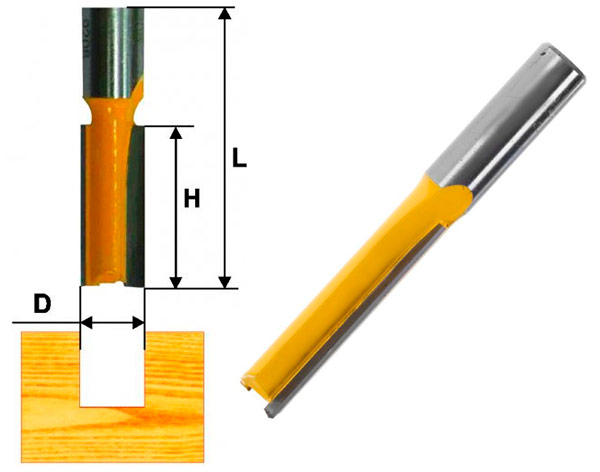
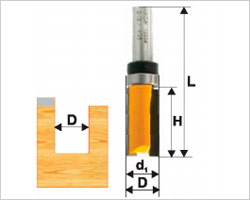
Spår rakt
Det enklaste verktyget är en cylindrisk form, efter vilken ett spår förblir rektangulärt i tvärsnitt i arbetsstycket. Det används främst med nedsänkbara fräsmaskiner, även om det är möjligt att använda dem med andra modeller.
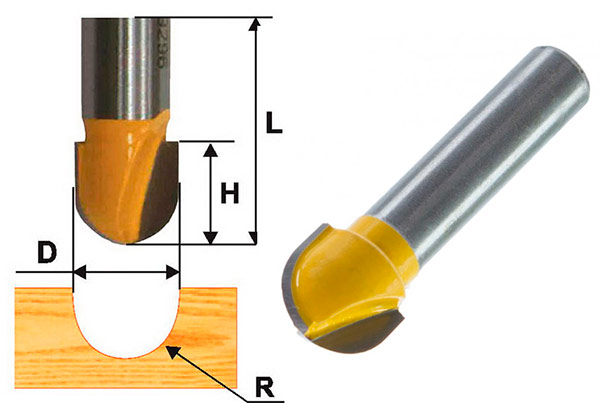
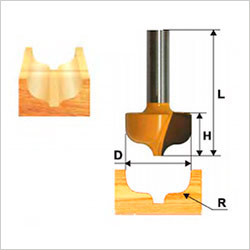
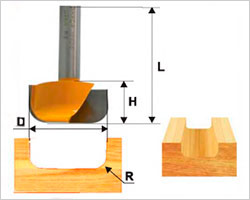
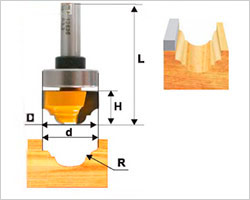
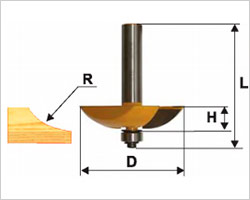
Spårfilé
Deras skärhuvud har en rundad form, varför spåret i sektionen liknar bokstaven "U" - beroende på skärets djup avrundas väggarna omedelbart från arbetsstyckets yta eller går först från det i vinklar.
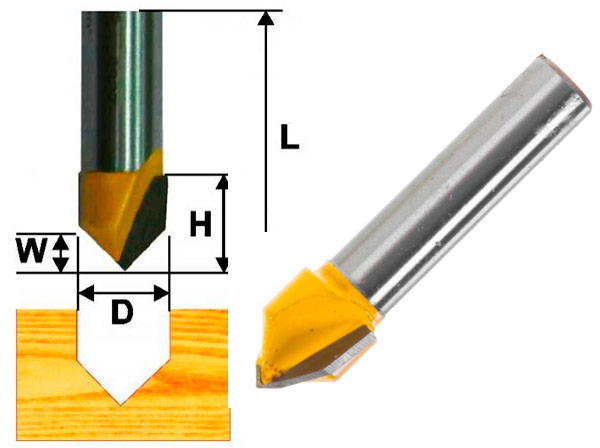
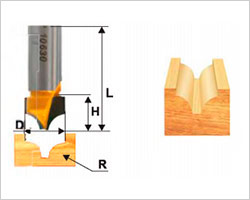
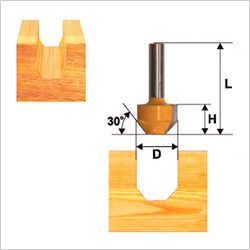
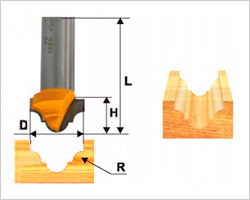
Rillad filé V-formad
Även om "fileten" per definition exakt är en halvcirkulär fördjupning, avser skäraren också fileten, som ger en "V" -formad spår i sektionen. Om arbetet innebär tillverkning av spår med olika lutningsvinklar på väggarna, måste du ha lämplig uppsättning verktyg.
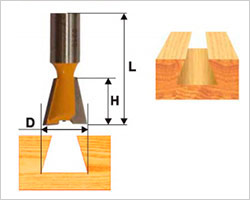
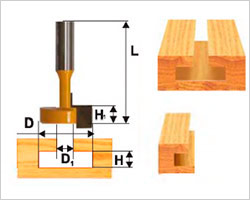
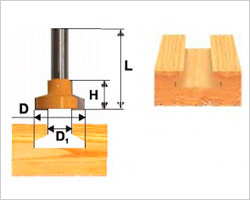
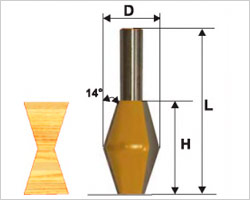
Spårkonstruktion (T-formad och svansstjärna)
I tvärsnittet bildar de resulterande spåren en omvänd bokstav "T", vars botten sträcker sig till ytan eller en vanlig trapezoid, vars större sida vetter mot arbetsstyckets centrum. Detta är en av de mest pålitliga anslutningarna, arbetsstyckena skjuts in i varandra och det andra sättet att separera dem fungerar inte.
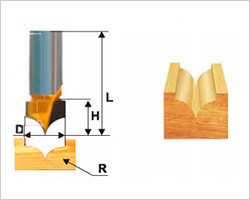
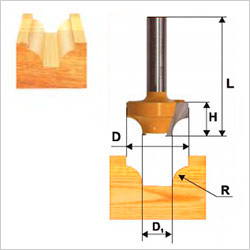
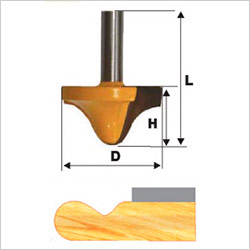
Spårformad
Tillsammans med filé används den för att få lockiga sniderier och kantbearbetning. I snitt liknar spåren hängslen. Du kan fräsa som spår i mitten av arbetsstycket eller ta bort kanterna från dess kanter. Om ett komplext mönster görs, rekommenderas det att en rak spårskär passeras först längs dess kontur - detta förenklar efterföljande inriktning och minskar belastningen på fräsmaskinen när du använder en formad fräs.
Kantfräsmaskiner
Oftast gjord med ett lager, som gör att du kan bearbeta arbetsstyckets kanter och ändar, inte bara genom att justera stödbordet, utan också enligt mallen.
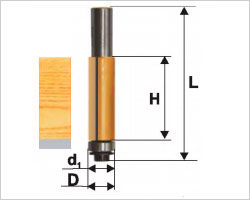
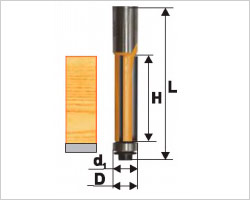
Kanten rak
För att få planet för arbetsstyckets ändyta vinkelrätt mot ytan (arbetsdelens övre del). Om det finns ett lager på skäret är det möjligt att bearbeta rundade kanter. Själva lagret kan justeras i linje med skärbladen eller ha en större / mindre diameter, vilket utvidgar möjligheterna att använda tillbehör.
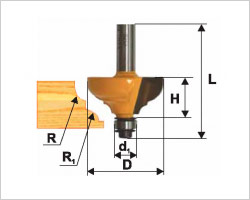
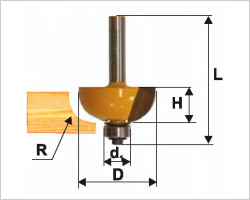
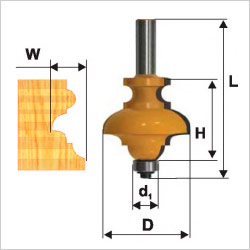
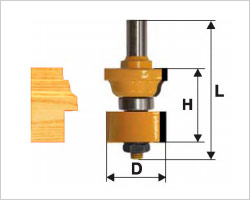
Kantformning
För att få en rak, krökt eller vågig böjd kant - beroende på den använda delen av skäret, kan du mjukgöra kanten på arbetsstycket, runda det (dubbla fräsar gör att du kan göra detta i ett pass), göra en kant med en vik och en svamp eller få en halvstång avsats. Mycket använt för tillverkning av ornament med komplex form. När du väljer en dubbel skärare måste du vara uppmärksam på förmågan att justera avståndet mellan skärbladen.
Kantjusterbar fräs.
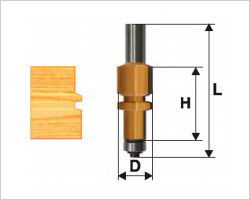
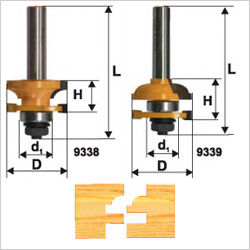
Kantsöm
Vid behov används de för att välja ett spår med en rektangulär form eller en fjärdedel på ett plant eller krökt arbetsstycke. Med ett dubbelpass erhålls en topp med rätt storlek. Provtagningsdjupet justeras av fräsmaskinens position eller med ett trycklager.

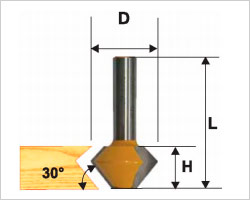
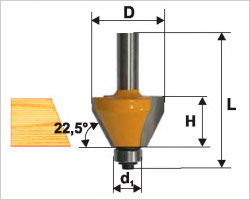
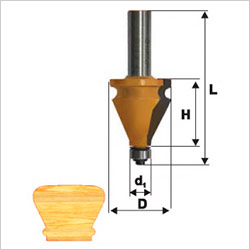
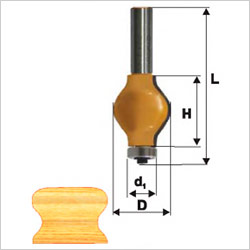
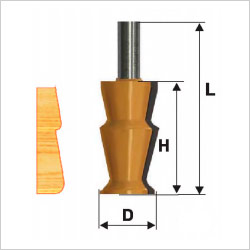
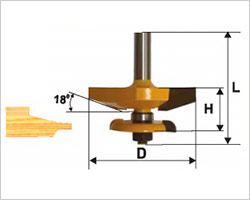
Kantkotte
Beroende på lutningsvinkeln hos kanten på skäret, används de för att förbereda ämnen innan de sammanfogas, för att få en dekorativ avfasning eller för att bearbeta möbeldelar, som sedan kommer att förenas till produkter med en rund (polygonal) form.
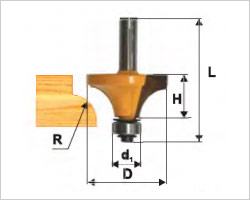
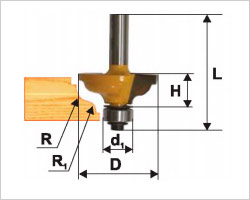
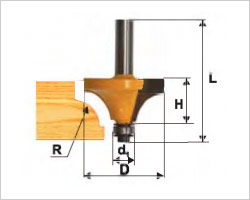
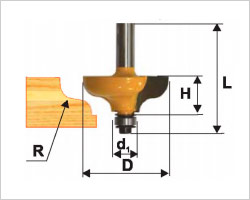
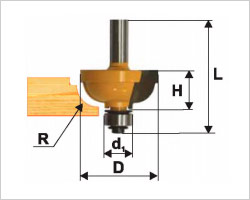
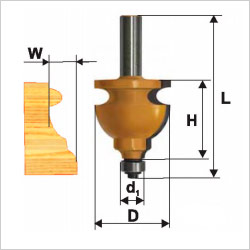
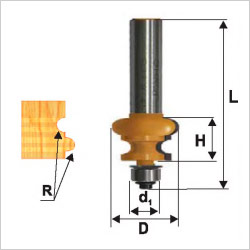
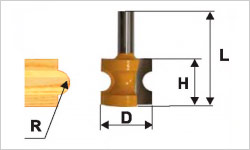
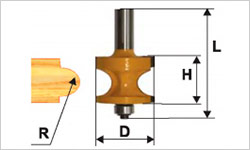
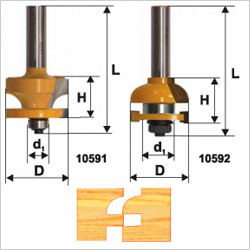
Kantfilé
De används för att få en rundad spår på kanten av ett rakt eller lockigt ämne. För att eliminera möjligheten att luta skäret tillverkas det med två lager. Resultatet av arbetet är detsamma som när du använder spårfräsar, men i vissa fall är det mycket mer praktiskt att använda kantkantning.
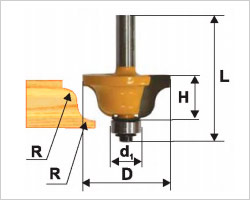
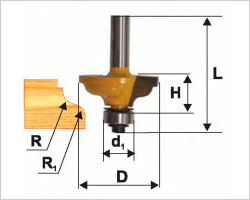
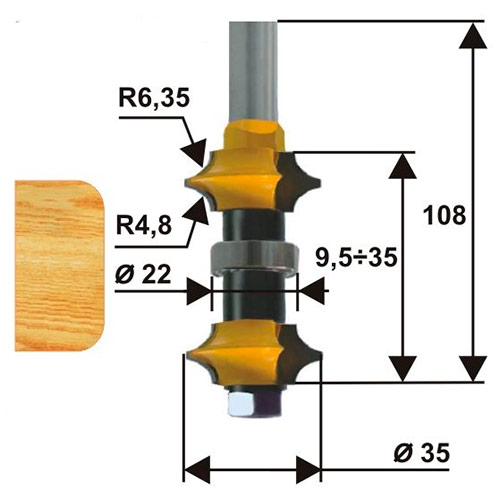
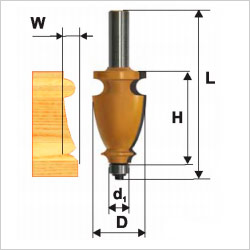
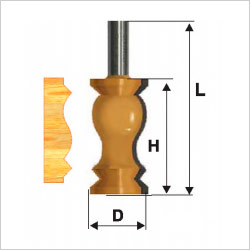
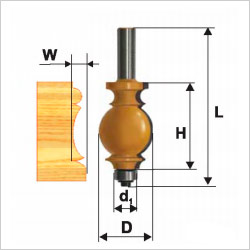
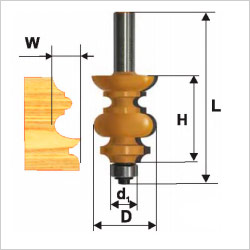
Kanten lockigt
Ett annat namn är multiprofil. Eftersom de är ganska massiva och samtidigt arbetar med ett stort arbetsstycke, rekommenderas användning av sådana kvarnar på fräsmaskiner med en kapacitet på inte mindre än 1600 watt. För arbete används hela profilen på skäret omedelbart eller i olika kombinationer, vilket gör att du kan få kanten på en standard eller specificeras av masterformen.
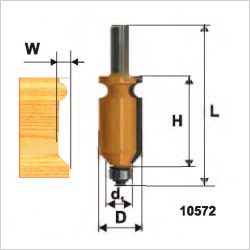
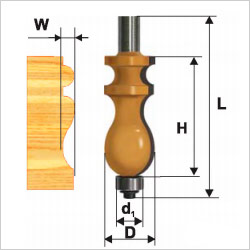

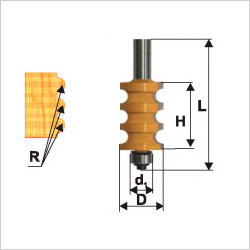
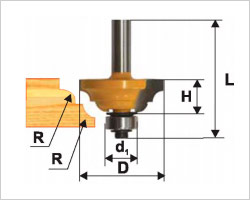
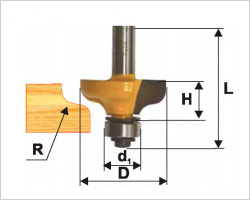
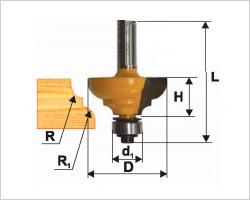
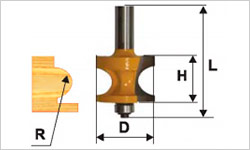
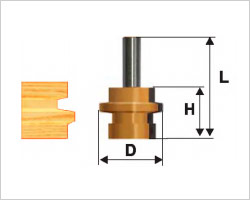
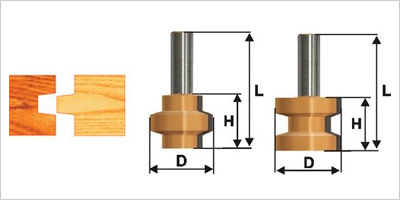
Halvstångskant
Det direkta syftet med skäret är att bearbeta arbetsstyckets kanter för att få ett halvcirkulärt utsprång. Det finns också många andra sätt att applicera - till exempel, om du bearbetar ett rektangulärt ämne på båda sidor med en sådan kvarn, kommer det att bli en kärna.Dessutom används den för att erhålla profiler med en avfasning och en kant med komplex form, liksom ledade fogar (vid bearbetning av ett arbetsstycke parat med en filé eller gjutmaskin).
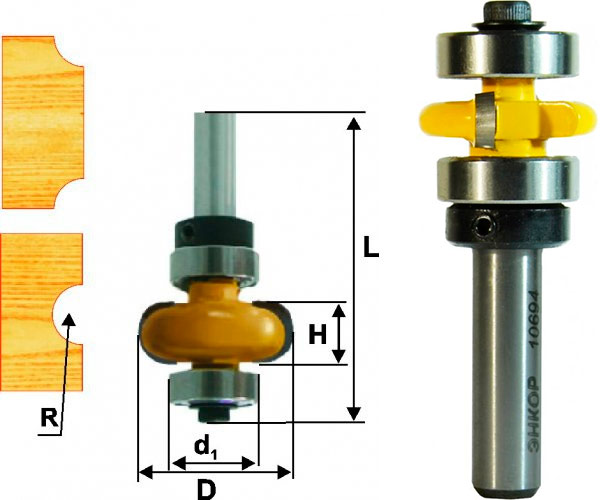
Kombinerade fräsar
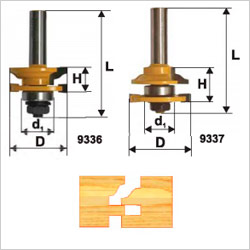
De används för sammanfogning och skarvning av trädukar - för att kombinera dem längs kanten (för hörnfogar) eller änddelen (för att få en bred skiva från flera små). Kombinerade fräsar kombinerar spår och klyvknivar och är utformade för att skapa båda dessa element i ett pass. Användningen av fräsning för detta ändamål ökar kartongens bundna area och polerar ytan för deras maximala anpassning till varandra.
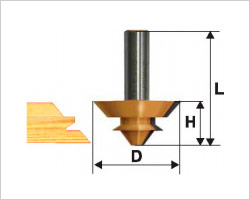
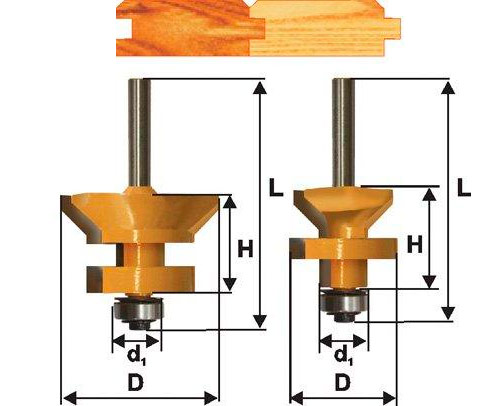
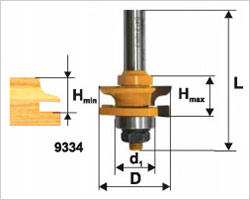
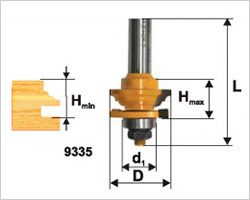
Kombinerad universal
De gör det möjligt att erhålla kompatibla plan med en spik och ett spår placerat i vinkel mot varandra. Samma kvarn används för båda sammanslagna arbetsstycken - eftersom det inte behöver bytas, reducerar detta bearbetningstiden avsevärt.
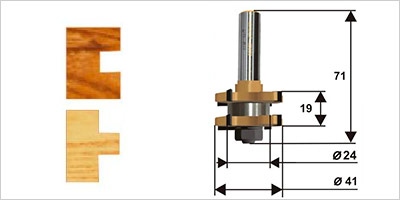
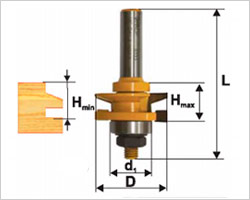
Paso-shipovye
En uppsättning av två separata fräsar används - för att skapa ett spår i ett arbetsstycke och en tenn i ett annat. Ytterligare mätningar och justeringar krävs inte, eftersom skärkantens dimensioner redan har beräknats vid tillverkningen av verktyget.
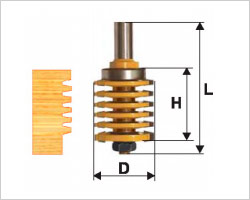
För tillverkning av foder
De används på samma princip som tungan och spåren, men de gör det möjligt att få en anknytning med ett större kontaktområde för arbetsstyckena, vilket förbättrar egenskaperna hos fodret på detta sätt.
Kombinerad ram
Staplade fräsar så att skärblad kan placeras på axeln i den ordning som behövs för befälhavaren. De består av en bas, skärblad, trycklager (en eller flera), en låsbricka och en låsmutter. Vid ändring av skärens konfiguration tas dess bas inte bort från fräsmaskinens hylsa för att bevara dess initiala inställning.
Siffräsning
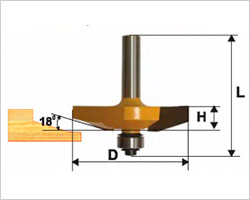
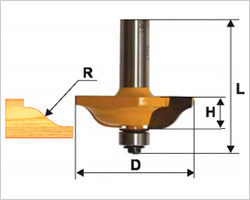
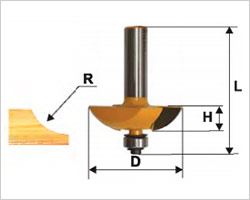
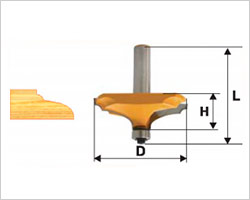
Huvudsyftet är dekorativ bearbetning av kanterna på delar utformade för att skapa paneler. Figfräsar är utrustade med ett lager, så att du kan arbeta med rektangulära och figurerade ämnen. Eftersom panelerna vanligtvis är stora delar är skärens medeldiameter 50-70 mm - för deras användning är det lämpligt att använda en fräsmaskin med en kapacitet på 1500 watt eller mer.
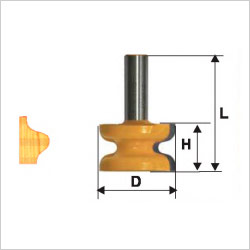
Figuren horisontell
Används för delvis bearbetning av paneler. Eftersom formen på skäret innefattar provtagning, börjar du från trycklagret - detta tillåter inte omedelbart en spik för att sätta in panelen i ramen. För dess bildning krävs ytterligare kantbehandling.
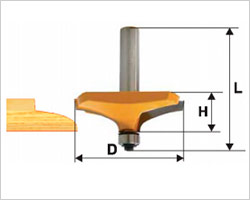
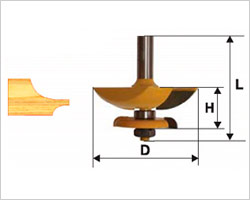
Figurerade horisontella dubbelsidiga
Förenkla processen väsentligt, eftersom bearbetningen av delen kan utföras i en passering av skäret, vilket bildar både den krökta delen av panelen och spetsen för spåret utskuret i ramen.
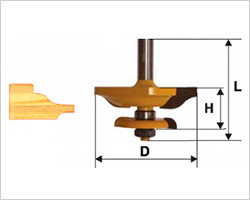
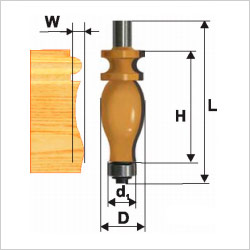
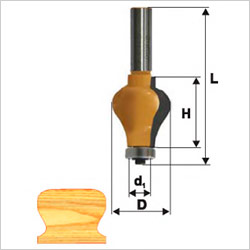
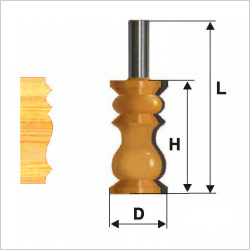
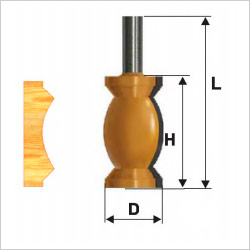
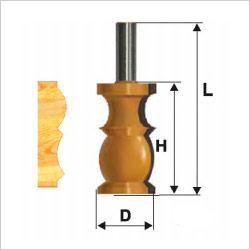
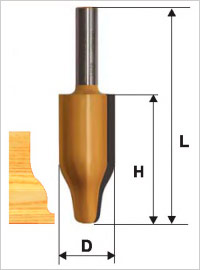
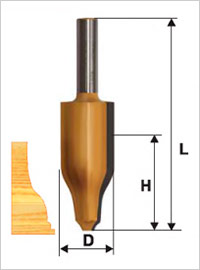
Figuren vertikal
Först och främst används sådana fabriker för tillverkning av golvbrädor i olika former, men i praktiken är deras kapacitet mycket bredare - det beror på hur man installerar och håller kvar fräsmaskinen. Efter bearbetning bildas en dekorativ ram och en spikanslutning på arbetsstycket.
Dessa är alla de viktigaste sorterna av träfräsar för manuella fräsmaskiner, men du måste också ta hänsyn till att var och en av dem är tillverkade i flera storlekar, så en professionell skåpstillverkare måste ha ett separat skåp med ganska stora storlekar för att förvara dem.
Begagnat foto berömt
tillverkare av fabriker Enkor.








