Melyik fémfúró a legjobb - a szerszámtípusok és -készletek áttekintése
Ahhoz, hogy megértsük, mely fém fúrók vannak, jobb, ha megismerjük típusukat formájukban, gyártási anyagukban, gyártási céljukban és módjukban. Ez segít kiválasztani a fúróhoz vagy fúrógéphez a megfelelő szerszámot, amely megfelel a közelgő kihívásoknak.

Az áruk kiválasztását az interneten található különféle forrásokon közzétett vélemények, vélemények és értékelések alapján végezték el. Minden információ nyílt forrásból származik. Nem működünk együtt a gyártókkal és a védjegyekkel, és nem hívunk fel bizonyos termékek vásárlását. A cikk csak tájékoztató jellegű.
Fémfúrók fajtái és rendeltetésük
Az összes fémfúró, első pillantásra ugyanaz. A valóságban azonban sok különbség van, amelyek ezt a vágószerszámot különböző kategóriákba sorolják több irányban. Ha rossz fúrót választ, gyorsan megszakíthatja, nem bánhat meg a munkával, vagy megrongálhatja a munkadarabot. Meg fogjuk érteni az eszköz összes különbségét.
Különböző fúrószárak kialakítása
Az első dolog, amely megkülönbözteti az összes fémfúrót, a kialakításuk. Attól függ, hogy milyen munkát lehet elvégezni egy ilyen pillanat alatt, és milyen elektromos kéziszerszámhoz illeszkednek. Négy típus létezik.
Csavar fúrók
Az ilyen típusú fúrógép lehet 40–400 mm hosszú és 1–50 mm átmérőjű. A kialakításban a fő különbség az, hogy a teljes hosszúságban egyenlő átmérő van, amelyen spirális vágóél és csavart horony húzódik mögötte a forgács eltávolításához. A munkadarabban a vágóelemek párosítva vannak egymással szemben.

Spirálfúró fémhez.
Alkalmazás. Ilyen berendezéssel fúrhat átmenő lyukat egy nagy vastagságú fémön (ez csak a fúró hosszától függ), és elvégzhet egy vakfuratot a patay számára. Egy adott átmérőjű lyuk létrehozásához válasszon egy, a kívánt értéknél 1 mm-nél kisebb fúrót - fúrás után a szerszám kissé megtöri az anyag oldalát, és a testén feltüntetett méretnél 1 mm-rel nagyobb méretű fúrót hoz létre.
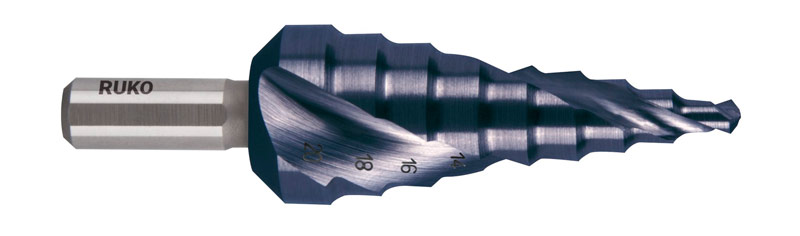
Step fúrók
A lépcsős fúrók kúpos kialakításúak. Vágóélük az alaphoz nyúlik, de nem folyamatos, hanem szakaszos. Az egyes lépésekre való átmenet sima emelkedéssel és éles szélgel van felszerelve, hogy bármelyikükből megkezdhessék a fúrást. Az átmérőt a lépcső jelzi. Minden fúrónak 5-10 lépése lehet.

Lépcsős fúró fémhez.
Alkalmazás. Ez a forma lehetővé teszi, hogy ugyanazzal a szerszámmal fúrjon különböző átmérőjű furatokat a fémlemezben, ez időt takarít meg a szerszámcsere során. A meglévő lyukakat nagyobb átmérőre is fúrhatják, azonnal a harmadik vagy ötödik szakaszból kezdve. De a kúp és az egyes lépések alacsony magassága miatt a fúrható anyag maximális vastagsága 2-3 mm lehet.
Magfúró
Ezt a mintát a koronával való nagy hasonlósága miatt nevezték el. A fúró belsejében üreges, végén számos foga van.Egyik csavart vágóéllel folytatódik rajtuk, amely a szerszám átmérőjétől függően 4-16 lehet.

Mag fúró fémhez.
Alkalmazás. Az ilyen berendezések lehetővé teszik a lyuk nagyméretű átmérőjű lyuk létrehozását a fémben, akár 50 mm-ig. Annak érdekében, hogy először fúrjon és nem kóboroljon, a különösen nagy magfúrókban van egy hely egy csavarfúró vagy egy éles csap rögzítéséhez, amely biztosítja az igazítást.
marófúró
Kúp alakú, de lépések nélkül. Számos vágóéllel és mögött lévő horonyval van ellátva, hogy eltávolítsák a forgácsot. A vágó rész azonban nem túl magas, ezért lehetséges sekély lyukakat készíteni egy 3-5 mm-es függőleges fúróval.

Függőleges fúró fémhez.
Alkalmazás. A kúp miatt kényelmes számukra fúrni, vagy paramétereik között eltérő átmérőjű lyukakat képezni a fémlemezből. Egy függőleges fúró is alkalmas a járat meglévő átmérőjének növelésére, mind kerek, mind ovális módon.
Shank típusú fúrók
A fúró rögzítéséhez az elektromos szerszámban fontos, hogy a szerszám farok része és a bemeneti nyílás megegyezzen a tokmányban. Ha a paraméterek eltérnek, a rögzítés nem lesz erős, ami a fúró töréséhez, a középpont eltolódásához vagy a munkadarab károsodásához vezethet. Ezért fontos, hogy válassza ki a patronhoz tartozó szár típusát. Három típus létezik.
Egyenes szár
Egyenletes hengeres alakú, kisebb átmérőjű, mint a vágóél, hogy ne bonyolítsák el a forgást, amikor az anyagba merülnek. A rögzítéshez három szorítósziromú patront használnak, amely erős kerülettel rendelkezik. Ezt a fajtát gyorsan rögzítő elektromos fúróknál, valamint a hagyományos fúrógépeknél és a kis fúrógépeknél használják.

Fúrjon hengeres tengelygel.
Hex szár
Ahogy a neve is sugallja, hatszögletű talppal van felszerelve, amely fokozatosan átvág egy vágóéllel rendelkező hengerbe. Ez a fajta berendezés azért hasznos, mert azt nem kell kiegészítően rögzíteni a patron elcsavarásával - a visszacsapó felületekkel rendelkező befogadó hüvelybe történő felszerelés lehetővé teszi a felszerelés szilárd elhelyezkedését további műveletek nélkül.

Hex fúrófej.
A fúró cseréje gyorsan történik, ami különösen akkor hasznos, ha gyakran eltérő átmérőjű kutak fúrására van szükség. Visszatérő mozgásokkal és a bepattintással az anyagban azonban ki tud esni a patronból, mivel csak előre mozgatásra tervezték, és megakadályozták, hogy a tengely mentén forduljon. Nem lesznek képesek vastag fém fúrására. A kompatibilitás érdekében a szár típusa minden csavarhúzóhoz megfelelő.
Kúpos szár
A kúpos szár a szerszám vége felé csökken. A patronba való rögzítéshez elegendő egy gyors bepattanást a kéz erősségével behelyezni. Ha a fúró nem túl szoros a faluban, akkor a későbbi munka és a rakomány szorosan illeszti. De máris nehezebb eltávolítani. Ehhez éket használnak, amelyet egy speciális nyílásba ütnek be a patronban.
Az ék a kattanás végoldalán működik, és kiüti az üléséből. Annak elkerülése érdekében, hogy a vetőgép elrontódjon, esik le egy fa deszka. Az ilyen típusú szárot bizonyos fúrókhoz tervezték, de főleg fúrógépekhez használják. Ha a patron átmérője túl nagy, akkor használjon köztes kúpot.

Kúpos fúrószár.
Fúrók az előállítási módszer szerint
A fúrók gyártásának fontos módszere, amelytől az erő függ. Ez befolyásolja a berendezés élettartamát, valamint azt, hogy milyen típusú acélokat lehet feldolgozni. Három módon lehet.
egész
Öntéssel készülnek, ahol a forma minden tulajdonsága szilárd. Ez a módszer spirális és kúpos fúrókat, koronákat és süllyesztéseket hoz létre. A leggyakoribb típushoz tartozik. Szerszám készítéséhez leggyakrabban nagysebességű acélt használnak.
hegesztett
Ezt a módszert olyan fúrók gyártására használják, amelyek nagy átmérőjű (20 mm-től és annál magasabb) lyukak készítésére szolgálnak.Mivel a szár nem vesz részt a fúrási folyamatban, és kevesebb terhet szállít, mint a vágóél, normál szénacélból készül és hegeszti a munkadarabhoz. Ez csökkenti a gyártási folyamat költségeit, és nem befolyásolja a szerszám élettartamát.
Keményfém hegyével
Itt a fúró fő része nagysebességű acélból, a csúcs pedig BK8 ötvözetből készül. A keményfém betét jobban elviseli a megemelkedett hőmérsékleteket, ha rendkívül erős fémekkel fúr, és biztosítja a szerszám hosszú élettartamát. A hegy hegyét egyoldalúan élesíti speciális technológia segítségével. Néhány fúró ismételt élezéséből származó kopás után megengedett, hogy cserélje ki egy újabbra, miközben megtartja a szerszámtestet.
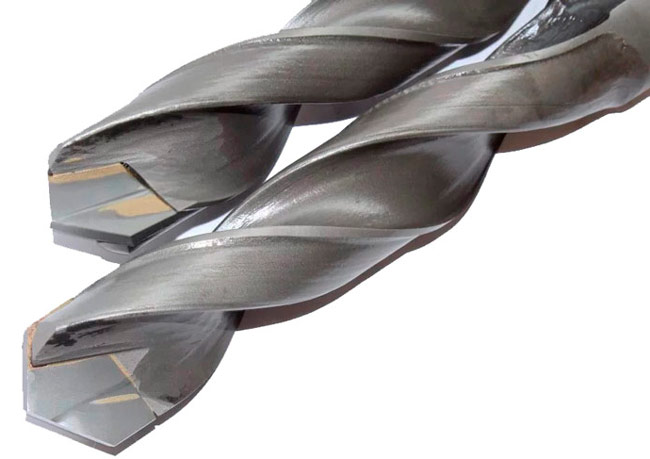
Keményfém billenő fúrók.
Figyelembe véve a fúrók közötti fő különbségeket, kicsit könnyebb kiválasztani a fémajtók, kapuk, klímaberendezések gyártásához, ponthegesztéshez vagy más feladatokhoz szükséges berendezéseket. Megjegyzendő, hogy a leggyakoribbak a spirális struktúrák, ezért ezeket később elsősorban megvitatjuk.
Milyen acélból készülnek fémfúrók és melyik a jobb
Kiváló minőségű fúrók kiválasztásához, amelyek hosszabb ideig tartanak és megtartják az élezést ismételt használat ellenére, fontos tudni, hogy milyen típusú acélból készül hasonló eszköz, és milyen különbségek vannak. A legjobb fémfúrók HSS nagysebességű acélból készültek (általános rövidítés), számos szennyeződés hozzáadásával. A műszer ára és a fenti tulajdonságok típusától és mennyiségétől függnek.
A nagy sebességű acélokat nagy keménység, sérülésekkel szemben ellenálló képesség és a fúrási sebesség okozta hőmérsékleti tolerancia jellemzi. Az anyagot speciális szennyeződésekkel ötvözik, amit a jelölés feltüntet.
Például:
- P - azt jelenti, hogy volfrám van jelen az ötvözetben.
- F a vanádium jelenlétét jelzi.
- M - a molibdén hozzáadását jelzi.
Időnként a gyártók termékeik különleges előnyeként jelzik az acél típusát. Mit mondhatnak az ilyen jelölések? Nézzük meg a népszerű lehetőségeket.
HSS-E acélfúrók
5-8% kobalt adódik ehhez a nagysebességű acélhoz. Ez a technológiai megoldás lehetővé teszi számukra, hogy rozsdamentes acélokat fúrjanak legfeljebb 1200 N / mm szakítószilárdsággal2. Különösen kötőanyagokhoz fűtés és összetett anyagok felhasználására tervezték. Az E betű helyett a következőket is megnevezhetik: Co.

HSS-E acélfúró
HSS-TiAIN acélfúrók
Háromrétegű lerakódásuk van (titán-alumínium-nitrid). Ez növeli hőállóságát 900 fok hőmérsékleten, és lehetővé teszi 1100 N / mm szilárdságú acélon történő felhasználást2. Különbözik a megnövekedett élettartamban, ötszöröse a többi típusát.
HSS-TiAIN acélfúró.
Acél fúrók HSS-TiN
A jelölés a külső réteg titán-nitriddel történő permetezését jelzi. Ez növeli az erőt és 600 fokra növeli a hőállóságot. 1100 N / mm szakítószilárdságú öntöttvas, alumínium, szén és ötvözött acél lyukainak készítésére alkalmas2.

HSS-TiN acélfúró.
HSS-G acélfúrók
Alkalmas öntöttvashoz és különféle típusú acélokhoz, 900 N / mm szakítószilárdsággal2. A daraboló részt köbös bór-nitriddel őrlik. Ez ellenáll a sugárirányú kifutásnak és a kopásállóságnak. Az ilyen acélból készült fúrók a leggyakoribbak.

HSS-G acélfúró.
HSS-R acélfúrók
Ez a leggyorsabb acél, a legkevesebb ellenállású. Egyszerűen R betű nélkül jelölhető, amely hagyományos hőkezelést (edzést) és hengergörgetést jelent. Alkalmas lyukak készítésére enyhe acélokban és öntöttvasban.

HSS-R acélfúró.
Keményfém fúrók
Az ilyen típusú anyag csak a fúró hegyére vonatkozik. Nagyon magas hőmérsékleti terhelésekre tervezték, és kopásállóak. Ezt a HHS-et fúrókhoz használják, amelyek titánötvözetekkel, hőálló acélokkal és rozsdamentes acéllel dolgoznak.

Keményfém fúrók.
A hosszú élettartam és a különösen kemény fémekkel végzett munka érdekében jobb választani a HSS-E és a HSS-TiAIN fúrókat. A HHS-R vagy egy kissé jobb HSS-G elegendő ahhoz, hogy lyukakat fúrjon a rendes szénacélból, és ne fizesse túl.
Mit mondhat a fúró színe?
Az acél és szennyeződés összetételét jelző jelölésen kívül meg kell értenie a fúró színét is. Ez megmondja, hogy a fém további feldolgozásán ment keresztül, és hogyan befolyásolja a berendezés tulajdonságait. Itt vannak a közös színek.
Szürke acél szín
Ezek a legegyszerűbb fúrók további bevonat nélkül. Ha hosszabb ideig nedves környezetben hagyják, akkor rozsdásodnak. Fúrás közben ne gyakoroljon túlzott nyomást a szerszámra, különben a tengely eltörhet.

Arany árnyalat
Ez a szín megkeményedett. A kezelés miatt a külső rész nagyon tartós, de növeli a belső törékenységet. A fúrók hosszú ideig tartják az élezést, de hajlamosak törni. Időszakos újrakeményedés szükséges élettartamuk meghosszabbításához.

Arany élénk színű
Az ilyen fúrók azonnal észrevehetők a pulton, élénk színükkel. A hatást titánnal végzett felületkezelés biztosítja. A bevonat csökkenti a súrlódás miatti kopást és hozzájárul a hosszú távú működéshez. A fúrók a nagy szilárdságú osztályba tartoznak, és ennek megfelelően állnak.

Fekete színű
Acélt párolnak. Olcsó módszer a külső szilárdság növelésére és a belső törékenység elkerülésére. A fúrók jobban tartják az élezést és hosszabb ideig szolgálnak, mint a szürke.

A legjobb fúrókészletek fémből
Mivel alaposan ismeri a szerszám típusainak, a gyártási anyagoknak, a kialakításnak és a típusnak az összes árnyalatait, javasoljuk, hogy fontolja meg a fémfúrók osztályozását, amely megmutatja a legjobb modelleket, amelyek a felhasználók körében bebizonyították magukat. A TOP-t mind a termék tulajdonságai, mind az ügyfelek véleménye alapján összeállították.
Extreme2 29 db. DeWALT DT 7926
Egy amerikai gyártó készlete, amelyet Németországban, gyártóüzemben gyártanak. Azonnal 29 egységet tartalmaz, átmérője 1–13 mm. Az 1, 2, 3 mm-es integrált értéken kívül vannak 1,5, 2,5 mm-es köztitermék stb., Amelyek fedezik az összes igényt, amikor fémmel dolgoznak és különféle lyukakat hoznak létre. A hengeres szár három felülettel van felszerelve, amelyek javítják a patron rögzítését.


+ Előnyök Extreme2 29 db. DeWALT DT 7926
- Kényelmes háromrészes tok aláírással minden fúróhoz.
- Gyors fúrás.
- Az élezés hosszú megőrzése.
- A jelölés a munkaterület felett van, így mindig elolvashatja, hogy melyik átmérő van feltüntetve.

- Hátrányok Extreme2 29 db. DeWALT DT 7926
- A fúrógépeket vásárláskor alaposan ellenőriznie kell - néha a használt fúrók is találkoznak.
- Néhány fúró rendelkezik HHS jelöléssel, bár a dobozban a HHS-G van.
- A vékony átmérők működés közben nagyon felforrósodnak - néhányan még piros is.
- Komplex élezés, amelyet nehéz megjavítani.
Következtetés. Kiváló választás professzionális felhasználásra, rendszeres rozsdamentes acél fúrással.
AEG HSS-R (19 db; 2-10 mm)
Egy viszonylag olcsó 19 egységből álló készlet, amelynek átmérője 2-10 mm. Az acélt párolják, tehát a fúró fekete.

+ Előnyök HSS-R (19 db; 2-10 mm) AEG
- Kényelmes tok aláírt táblákkal és szilárd üléssel minden elemhez.
- Még a szovjet acélt is fúrják.
- Az élezés a gyakori használat ellenére is jól karbantartott.
- A doboznak van egy záró második rekesze apró dolgokra.
- Hátrányok a HSS-R (19 db; 2-10 mm) AEG
- A 10 mm átmérőjű támadási szög nagy, ezért előzetes fúrás szükséges egy kisebb fúróval, különben időt pazarolhat, vagy tönkreteheti a berendezést.
- Nem szabad túl nagy nyomást gyakorolni rájuk, és a fúrót oldalra irányíthatja, mert azok eltörnek.
- Zárak behelyezéséhez és más hasonló munkákhoz nincs 11-13 mm átmérő.
Következtetés. Ez a legjobb választás otthoni használatra, hogy ne vásároljon ilyen készleteket minden évben. Ez hosszú ideig tart, és a tippeket nem kell gyakran élesíteni.
Metabo (1-13 mm; HSS-G)
Német gyártó termékei, amelyek 25 darabot tartalmaznak készletben. Fémtokkal és fúrók kényelmes kivonásával rendelkezik. Csiszolással készülnek, hogy növeljék a szélességet.

+ Metabo Plusz (1-13 mm; HSS-G)
- Az összes szükséges átmérő 1-13 mm.
- Az 1.4, 2.5, 3.5, 4.5, mm köztes értékek elősegítik a pontos lyukak létrehozását hátramenet nélkül.
- A vas tok nem szakad meg a véletlen esés miatt.
- A széle nem melegszik túl.
- Forgatás közben nem szabad dobogni.
- Hátrányok Metabo (1-13 mm; HSS-G)
- Fúrjon lassan.
- Gyenge kapocs az ügyben.
- Időnként a vágóél leszakad, de az ismételt élezés hozzájárul a hatékonyság helyreállításához.
Következtetés. Kiváló választás építési és házimunkákhoz. Ez a készlet sok évre elegendő, tehát jövedelmező befektetés lesz.
Bosch Robosztus vonal 10 db (1-10 mm; HSS-CO)
Tisztességes készlet a német gyártótól. Nagy sebességű acél gyártásakor kobalt hozzáadásával, ami a legmegtartóbb tulajdonságokat teszi lehetővé.

+ Plusz Bosch Robust Line 10 darab (1-10 mm; HSS-CO)
- Alkalmas minden típusú fém fúrására.
- Nagyon hosszú élet.
- Éles gyárélesítés.
- A 7 mm átmérőjű készletből származó fúró gyorsan áthalad egy 12 mm vastag csatornát és egy körfűrészről tárcsát - a felhasználók ellenőrzik.
- 100 lyuk kitöltése után újnak tűnik.
- Hátrányok Bosch Robust Line 10 db (1-10 mm; HSS-CO)
- Nincsenek közbenső értékek.
- Csak 10 egység / készlet.
- 10 mm-nél nagyobb átmérőjű lyukakat nem lehet fúrni.
- A gyártó egy speciális kenőanyagot ajánlott ezekkel a fúrókkal való munkához, amelyet nehéz megtalálni az eladásban.
Következtetés. Ez a legjobb választás szakmai tevékenységekhez, rozsdamentes acél gyakori fúrásával, 1200 N / mm szakítószilárdsággal2.






