Hogyan válasszunk hegesztő, félautomata készüléket a házhoz és a garázshoz: az összes paraméter és berendezés áttekintése
A hegesztéshez használt félautomatikus készülékek költségtartománya 6000-200000 rubel. Annak megértéséhez, hogy mely hegesztő-félautomata eszközöket jobb megvásárolni, ismernie kell annak legfontosabb paramétereit, azok befolyását a végzett munka kényelmességére és a varrás minőségére. Ez segít kiválasztani a megfelelő modellt az egyes feladatokhoz, és nem ad sok pénzt a fel nem használt potenciálért.

Tartalom:
- A hegesztő félautomatikus eszköz eszköze és működési elve
- Hogyan válasszuk ki a megfelelő hegesztő félautomata készüléket?
- Huzalvezetés kiválasztása
- A megfelelő védőgáz
- Fontos paraméterek a hegesztő félautomatikus eszköz kiválasztásakor
- Milyen tervezési jellemzők fontosak
- Félautomatikus hegesztőberendezés kiválasztása a tervezett feladatoktól függően
A hegesztő félautomatikus eszköz eszköze és működési elve
A félautomata hegesztőgépek magas termelékenységüknél felülmúlják a többi hegesztőgépet. Más eszközökkel ellentétben a félautomatikus eszközöknek van egy beépített huzalbevezető egysége, amely töltőanyagként szolgál, és ugyanakkor az ív meggyújtásának egyik érintkezője.
Ennek köszönhetően folyamatos, 2-4 m hosszú varratokat lehet létrehozni különböző térbeli helyzetben. Ez szintén kényelmes a fáklya varrás kialakítása céljából történő manipulálására, mivel nincs égő elektróda, amelynek hosszát folyamatosan kompenzálni kell azzal, hogy a végpontját közelebb hozza a hegesztési medencéhez.
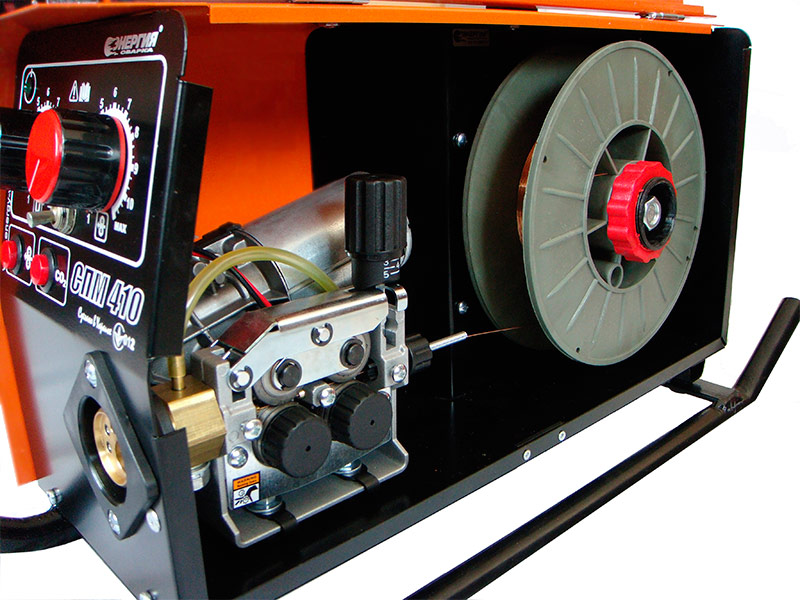
A félautomatikus eszköz a következő alkatrészeket és részegységeket tartalmazza:

1. Szűkítő.
2. Inert gázpalack.
3. Töltőhuzal tekercs
4. Az adási mechanizmus.
5. Égő érintkező elemekkel és vezérlőkulccsal.
6. A műszerfal.
7. Áramforrás
8. Égő hüvely kábelcsatornával, tápvezetékekkel, belső gázcsővel.
9. Földelő kábel szorítóval.
A hegesztő félautomata berendezés elemei megjelenése és elrendezése az eszköz osztályától függően eltérő.
A hegesztő félautomata berendezés működésének alapelve az, hogy a hálózatból 220 vagy 380 V feszültséget érjen el, és a feszültséget 30-90 V-ra csökkentse. Ugyanakkor az áramforrás az amperok számát 120-500 A-ra növeli, ami megkönnyíti az ív, öntöttvas, alumínium és rozsdamentes acél olvadását. Az olvadó elektródákkal ellentétben ez a módszer nem hagy salatot a varrás felületén. Ha a csatlakozás helyesen van kialakítva, akkor a későbbi megmunkálás nem szükséges, a hűtés után a terméket fel lehet festeni.
Ennek a folyamatnak a végrehajtásához a berendezés elektromos, mechanikai és gázrészeit kell bevonni. A hegesztőpisztoly egy szájjal és fúvókával rendelkezik. Ebben a villamos motorral rendelkező mechanika táplálja a hegesztőhuzalt. Ez utóbbi sebességét az adalékanyag átmérőjétől, az áramszilárdságtól és a varrat kívánt vastagságától függően kell beállítani. A vezetékeken keresztül az égő feszültségét a szájrészéhez vezetik, továbbítva a huzalhoz.
A második érintkezőt szorítóval ellátott tömegkábel segítségével csatlakoztatják a termékhez. Amikor a hegesztő megnyomja a fáklya gombot, a huzal előrenyúlik, megérinti a hegeszteni kívánt rész felületét, és egy elektromos ív gerjesztését okozza, megolvasztva magát a huzalt és a hézag széleit. Varrás létrehozásához az égőt simán vagy rezgő mozgásokkal kell hajtani.
A gázrész védi a hegesztési medence olvadt fémét a környező levegővel való kölcsönhatástól. Az égő gombjának megnyomásakor a gázszelep automatikusan inert anyagot bocsát ki. A fáklya fúvója cső alakú, egyenletes menedéket biztosítva a hegesztési zóna számára. Ellenkező esetben a szén kihúzódna az olvadt fémből, és a varrás porózus és szivárog.
A videót megismerheti a félautomata hegesztőgépekkel végzett munka elvéről:
Hogyan válasszuk ki a megfelelő hegesztő félautomata készüléket?
Annak eldöntésekor, hogy melyik félautomata hegesztőgépet válassza otthon végzett munka vagy egy kis műhelyhez személyes garázsban, figyelembe kell vennie a felszerelés típusát. Rendeltetésszerűen három csoportra tagolódik, és a jelenlegi több forrás egyikében is tartalmazhat, ami befolyásolja a karbantartás és a könnyű használatot.
Háztartási, félig profi és professzionális modellek
Félautomatikus háztartási hegesztő készülékek.
Kis súlyuk legfeljebb 10 kg, áramerőssége 120-160 A, teljesítménye 3-5 kW. Általános szabály, hogy ezek egyszerű eszközök, minimális beállításokkal, 220 V hálózatra csatlakoztatva.A kis áramszilárdság miatt nem vastag fém hegesztésére képesek akár 3-5 mm keresztmetszettel. Beillesztésük időtartama nem haladja meg a 30% -ot, ami lehetővé teszi számukra, hogy tízből 3 percig dolgozzanak. Az idő hátralévő része a fő alkatrészek lehűtéséhez szükséges, különben túlmelegedéshez vezet. Az egységet kis feladatokra választják: kapu előállítása, kerítés javítása, üvegház létrehozása személyes igények kielégítésére.


+ Plusz háztartási félautomatikus készülékek
- elfogadható ár;
- kezdőnek könnyen megértheti a funkciókat (az áramszilárdság és a huzalvezetési sebesség beállítása);
- tömörség;
- egyszerű javítás és olcsó alkatrészek;
- könnyű szállítás;
- minimális karbantartást igényelnek.

- Házi félautomatikus eszközök hátrányai
- alacsony teljesítmény, ami korlátozza a hegesztett oldalak vastagságát;
- rövid vezeték és kábel;
- rossz felszerelés;
- képesség csak vékony huzallal főzni;
- alacsony PV 30% (a beillesztés időtartama).
Félig professzionális hegesztő, félautomata eszközök.
Ezek a hegesztőberendezések középkategóriáját képviselik, amelyek áramerőssége 180-250 A. Teljesítményük 6-8 kW-ig terjedhet. A 35-50% -os PV lehetővé teszi, hogy kis megszakításokkal használja őket ajtók, tartályok és különféle kivitelű otthonok gyártásához. A fém behatolásának vastagsága eléri a 10 mm-t. Az eszközök egyszerű felülettel rendelkezhetnek, vagy tartalmazhatnak már speciális beállításokat a hegesztési feszültség modellezéséhez.

+ A félig professzionális féliautomata eszközök előnyei
- lehetőség napi 3-5 órás munkára;
- jobb építési minőség;
- felszerelés legfeljebb 3 m hosszú kábelekkel;
- a karosszéria és a műszerfal jobb fokú védelme;
- hosszú élettartam;
- finomabb mód beállítások.
- Hátrányok félautomata félautomatikus eszközök
- magasabb költségek;
- súlya 10-20 kg, megnehezíti a szállítást;
- drága javítások és alkatrészek.
Professzionális hegesztőkészülékek.
Nagyon nagyszámú eszközről van szó, amelyet állandóan vagy hengerekkel ellátott kocsira szerelnek. A gázpalackot szintén rögzítik, ami megkönnyíti a szállítást. A modellek 300-500 A-ig termelődnek, amely lehetővé teszi legalább 20 mm vastagságú fémek főzését, de ehhez 380 V háromfázisú bemenetet kell igénybe venni. Ezeket a termékeket olyan gyártáshoz választják, amely folyamatosan foglalkoztatja a 60% -os PV-t.

+ Előnyök a professzionális félautomatikus eszközökből
- nagy teljesítmény 11-25 kW;
- az ív könnyű meggyulladása alapjáraton 80-90 V;
- Naponta 7-10 órán keresztül főzhet;
- sok hegesztőáram-beállító funkció a jobb hegesztési minőség érdekében;
- univerzális, mivel lehetővé teszik különböző átmérőjű és anyagú huzalok beszerelését;
- hosszú kábelekkel felszerelve.
- Hátrányok a professzionális félautomatikus eszközökre
- nehéz, befolyásolja a szállítás kényelmét;
- magas javítási költségek és kezdeti költségek;
korlátozott csatlakoztathatóság (csak 380 V-nál).
Hegesztő, félautomata berendezéssel, az áramforrástól függően
A hegesztőberendezések kategóriáin kívül az áramellátás típusa szerint is fel van osztva, amely közvetlen hatással van a hegesztés minőségére és az alkalmazás lehetőségére. Háromféle tápegység választható.
Transformers.
A tekercsek (elsődleges és másodlagos) nagy mérete miatt a félig automatikus test méretei nagyok. Ez befolyásolja az eszköz tömegét. De a karbantartáshoz az ilyen modellek a legalacsonyabbak. Ezek javítása is olcsó.Mivel ezeknek az eszközöknek legalább egy része van, ritkábban bontódnak le, és a működés megengedett a legsúlyosabb körülmények között (hideg, hő, gyakori szállítás, por).
A hegesztés váltakozó árammal történik, ezért a varratok határozottan pikkelyesek, beáramlások fordulhatnak elő. Nagyon magas a fém fröccsent aránya. Az árambeállítás lépcsőzetes, durva. Az ilyen eszközök alacsony széntartalmú acélokhoz vagy alumíniumhoz alkalmasak (feltéve, hogy a megfelelő huzal be van szerelve).
Egyenirányítók.
Ez a berendezés felépítéséhez hasonló, de a transzformátor mellett egy diódahíd is található, amely felváltja a váltakozó alacsony feszültséget. Az egyenáramú hegesztés lehetővé teszi a rozsdamentes acél, öntöttvas vagy jobb hegesztések összekapcsolását a közönséges „fekete” fémmel.
Íve stabilabban ég, és a permet sokkal kisebb. Tekintettel a még javuló csomópontok számára, bonyolultak. És a félautomatikus eszközök tömege nagyobb, ami megnehezíti a szállítást.
Inverter.
A legmodernebb hegesztőáram-források, amelyek frekvenciáját több tízszer növelik, majd állandóra konvertálják. Ez a séma biztosítja a kompakt berendezés méretét, az alacsony feszültségfogyasztást a hálózatból, és széles lehetőségeket kínál hegesztési anyagokhoz (rozsdamentes acél, öntöttvas, szén fémek, alumínium). A varrás lapos, szinte semmi permetezés nélkül. Finoman szabályozhatja a feszültséget, és ez csökkenti az égési sérüléseket.
Az elektronika és a belső alkatrészek nagy száma miatt az ilyen berendezések gondosabb kezelést igényelnek, érzékenyek a hidegre és a porra. A legdrágább megjavítani. Ha a hálózatban feszültség-túlfeszültség lép fel, akkor ez befolyásolja a hegesztés minőségét.
Huzalvezetés kiválasztása
A félautomata hegesztőgép megválasztása annak függvénye, hogy mekkora távolságra van a hegesztéstől és milyen nagy a gyártandó szerkezet. Ezt nemcsak a tápkábel hossza befolyásolja, hanem az égő hüvelye is. A huzalbevezető mechanizmus típusa gyakran utóbbitól függ.
Három huzalvezetési lehetőség van:
1. lökés - görgőkkel rendelkezik a készülék testében, amelyek a vezetéket a kábelcsatornába nyomják. Általában a hüvely hossza nem haladja meg az 5 m-t, mivel a huzal beragadhat kanyarokban, ami megszakítja a hegesztést.
2. vontatás - magában foglalja egy húzószerkezet jelenlétét az égőben. Ez lehetővé teszi a hosszabb ujjak használatát, de nehezebbé teszi az égőt, ami kényelmetlen a magas tengerszint feletti munkákhoz vagy az arcvarratokhoz.

3. kombinált - mindkét fenti típusba tartozik. A kábelcsatorna hossza elérheti a 10 métert, ami kényelmes a munkahelyek gyors megváltoztatására nagy szerkezeteken (tetőrácsok, hosszú üvegház).
Ezenkívül a tolóhuzal-betápláló mechanizmus lehet egy házban áramforrással vagy külön. Az első verzió kompaktabb méretet ad a berendezés számára, de ha a hüvely hossza nem elég, akkor a teljes telepítést el kell mozgatnia. Ennek fényében a beépített típusú adagolószerkezet csak egy helyhez kötött hegesztési helynél alkalmazható a garázsban, ahol apró alkatrészekkel (konténer, grill, kiskapu) történik munka.

Nyomómechanizmus tápegységgel ellátott házban.
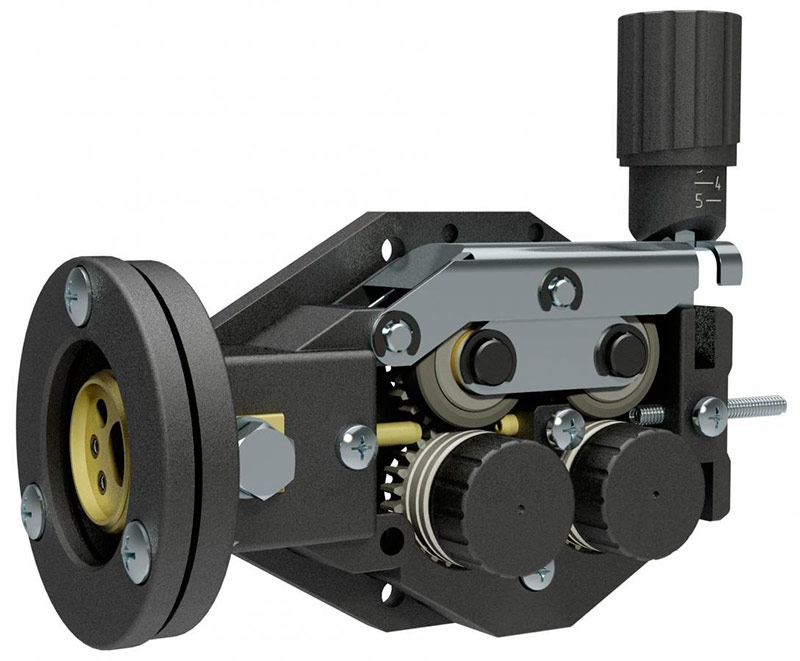
A nagyobb manőverezhetőség érdekében (kerítés, üvegház, csövek hegesztése) jobb, ha félig automatikus eszközt választ, külön tápegységgel az áramforrás és az adagoló mechanizmus számára. Egy ilyen séma lehetővé teszi a berendezések helyhez kötött használatát, az alkatrészek egymás tetejére helyezését, és szükség esetén vegyen egy tekercset huzallal és hajtással (súlya legfeljebb 6 kg), és vezesse közelebb a hegesztés helyéhez. Az eseteket élő kábel köti össze. A gázt közvetlenül a második égőegységhez kell csatlakoztatni. Az ügyben van egy hordozó fogantyú.

A nyomómechanizmus külön van a tápegység házától.
A megfelelő védőgáz
A félautomata sikeres főzéséhez nemcsak egy jó készüléket, hanem egy védőgázt kell választani. Ezt a hegesztési módszert MIG / MAG néven hívják fel, mert inert vagy aktív keverékek használatát foglalja magában.Az anyagot reduktorral ellátott hengerről tömlőkön keresztül juttatják az eszközbe. Az égő gomb megnyomásakor a szelep kinyitja a csatornát, és a gáz kifolyik a fúvókából. A hegesztőmedence fújása elkülöníti a környező levegő folyékony fémre gyakorolt hatásaitól.
A félautomata gépeknél többféle gáz van, amelyeket a gyártási feladatoktól függően választanak meg:
- Szén-dioxid. A legolcsóbb. Különböző kapacitású hengerekben lehet. Az alacsony költség azonban befolyásolja a varrás minőségét - durva mérlegekkel kapják meg, a fém fröccsenése nagyon erősen repül hegesztés közben, repedés hallatszik. Ez a típusú gáz alkalmas vékony 0,8-1,2 mm-es lemezekhez és nem reagáló hézagokhoz. Alkalmas vasfémek hegesztésére.
- Argon és szén-dioxid keveréke. Az ilyen készítményeket 80% / 20% (argon / szén-dioxid) arányban állítják elő, és MIX-nek hívják. Ezek többe kerülnek, de lágy ívgel, minimális fémpermettel, sima finoman pikkelyes varrással rendelkeznek. A vegyület szinte nem igényel feldolgozást. Ezt az opciót szénacél és rozsdamentes acél hegesztésére választják.
- Tiszta argon. Féliautomatikus készülékek legdrágább típusa. Alkalmas ötvözött acélokhoz, alumíniumhoz, titánhoz és rézhez (feltéve, hogy ezekhez az anyagokhoz hasonló huzal van felszerelve).
A félautomatikus készülék gáz nélkül is működhet. Ehhez egy speciális fluxusmagos huzalt vásárolnak, amelynek cső alakja van. Benne egy fluxust helyeznek el, amely egy ív hatására megolvad és védi a hegesztési medencét gőzével. Hegesztés után a hegesztés felületéről eltávolítani kell a lepedéket és a kéregből. Bár ez a technológia jelentősen megkönnyíti a hegesztést nehezen elérhető helyeken, egy ilyen huzal költsége olyan magas, hogy életviszonyok szempontjából nem jövedelmező (olcsóbb egy hengert és egy sebességváltót vásárolni).

Fontos paraméterek a hegesztő félautomatikus eszköz kiválasztásakor
Miután megismertük az eszközök típusát és a gázokkal való munka lehetőségeit, továbbmegyünk a legfontosabb paraméterekhez. Annak megértése érdekében, hogy milyen félautomatikus hegesztőkészüléket érdemes megvásárolni garázsban vagy otthoni műhelyben, érdemes megérteni négy olyan jellemzőt, amelyek befolyásolják a hegesztési képességeket.
Huzalátmérő és hegesztőáram
Ha egy hegesztő félautomata készüléket választ, akkor a hegesztett fém vastagságától kell kezdenie. Autó karosszéria alkatrészekhez vagy az elektromos berendezések házának javításához kis átáramú szilárdságra és kis huzalátmérőre van szükség az átégések elkerülése érdekében. Ha alacsony fogyasztású készüléket választ, akkor az nem olvassa el az oldalakat, hanem csak a tetejére helyezi az olvadt fémot, amely nem fog tartóerőt. Erőteljes félautomatikus készülékkel, de egy kis huzalátmérővel az utóbbi megolvad, mielőtt eléri a csatlakoztatott részeket.
Íme egy példa táblázat a hegesztési mód kiválasztására félautomata eszközökkel:
| Fém vastagsága mm | Huzal átmérő, mm | Áramszilárdság, A |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 - 30 |
| 1.2-2.0 | 0.8 | 45 - 100 |
| 2.5-4.0 | 1.0-1.2 | 120 - 200 |
| 5.0-8.0 | 1.6 | 150 - 350 |
| 9.0-20.0 | 1.6 | 300 - 500 |
Ezért, ha a tartályok és acéllemez hegesztése legfeljebb 2 mm vastagságú, akkor elegendő a legegyszerűbb modell, 150 A áramszilárdsággal és 0,8 mm átmérőjű huzaltekercseléssel. A csatorna főzése ilyen félautomata berendezéssel azonban már nem lehetséges. Ha a jövőben különféle vastagságú fémeket kell főzni, akkor jobb választani egy olyan modellt, amelynek nagy választéka van, és különféle átmérőjű huzalok telepítésére képes.
Az amperok mellett a terhelés nélküli feszültség is fontos, amelyet az árammentes részeknél ív hiányában fenntartanak. Ez a kijelző 30-90 V tartományba esik. Minél nagyobb az érték, annál könnyebben gerjeszthető az ív, amikor a huzal érintkezésbe kerül a tömeggel. Ha gyakran rozsdás alkatrészekkel rendelkező garázsban kell dolgoznia, akkor válasszon egy féliautomata eszközt, amelynek alapjárati fordulatszáma 80-90 V. Ha a hegesztést csak megtisztított felületekre vagy új fémre végzik, akkor elegendő egy 30-50 V-os jellemzőkkel rendelkező modell.
Hálózati feszültség
Félautomatikus eszköz kiválasztásakor fontos figyelembe venni a hálózati paramétereket. A háztartási 220 V feszültségű modelleket a ház udvarán vagy a garázsban egy erős hordozható és főzőkészülékhez lehet csatlakoztatni. Ezeket azonban 250 A-es áramkorlát korlátozza. A nagyobb hegesztéshez háromfázisú bemenetre van szükség.Ha a garázsban van ilyen csatlakozási lehetőség, akkor érdemes megrendelni félautomatikus készüléket 380 V-os feszültségre, amely kibővíti a képességeit. A kombinált típus, amely képes mind 220, mind 380 V feszültségre váltani és működni, csak terepi tevékenységek esetén indokolt, amikor gyakran meg kell változtatni a munkahelyet, és a jövőbeli hálózati paraméterek ismeretlenek.
De a magánházak és a házak esetében szintén érdemes figyelembe venni a csökkentett feszültség alatt történő főzés képességét. Amikor az áram 220 és 190 V közé csökken, néhány eszköz egyszerűen nem „húzódik”, az ív alig ég, és a hegesztési medencében a folyadék helyett a fém hasonló a gyurmához. Ezután figyelnie kell a 140–230 vagy 170–230 V bemeneti feszültségtartományú modellekre.
Energiafogyasztás
Az energiafogyasztás befolyásolja a teljesítményt és a hálózati terhelést. Háztartási igényekhez jobb 3-4 kW teljesítményű félautomata berendezéseket választani. Ez segít elégetni a kimeneti nyílást a túlmelegedéstől, a gépet nem kopogtatják ki, és az indikátor elegendő fémlemez vagy legfeljebb 3 mm vastag sarok forralásához.
Ha a garázs kis méretű ajtók és kapuk előállítását írja elő, akkor nagyobb teljesítményű gépre és vezetékekre van szükség. Ezután választhat egy 5-6 kW-os egységet, kibővítve a hegesztési képességeket. Magán műhelyekben használjon 7 kW teljesítményű berendezéseket.
Figyelembe véve a teljesítményjelzőt, érdemes megjegyezni, hogy működési értéke valamivel alacsonyabb, mint az elfogyasztott érték. Kezdetben 20% -os tartalékot kell megadnia, de ha a ház rendszeresen lehívja a hálózatot, akkor ennek a különbözetnek még nagyobbnak kell lennie.
Milyen tervezési jellemzők fontosak
A jelenlegi paramétereken túl még ismernie kell az egyes berendezések elemek tervezési típusait, amelyek befolyásolják az áruk használhatóságát és költségét. Fontolja meg, hogyan válasszon hegesztő-félautomatikus készüléket, figyelembe véve a fáklya, a kábelcsatorna, az interfész és a kiegészítő funkciók jellemzőit.
Félautomatikus eszköz hegesztőpisztolya típusa és hossza
Félautomatikus eszközök hegesztőpisztolya többféle típusú. Mindegyik közös kialakítású, fogantyúval, indítókulccsal és csuklóval. Ez utóbbi végén van egy szájdarab, amelyen keresztül a huzal és a gáz kijön, valamint egy fúvóka, amely a védőanyag szállítási irányát meghatározza.

A szájdarab és a fúvóka átmérõje a hegesztési körülményektõl függõen változik. A gerenda mérete kissé rövidebb vagy hosszabb lehet, amelyet kényelmesség alapján választanak meg (általában a kis alkatrészeket könnyebb hegeszteni egy kis fáklyával, és a nagy fémszerkezeteknél a megmunkálás meghosszabbított gandernél praktikus).
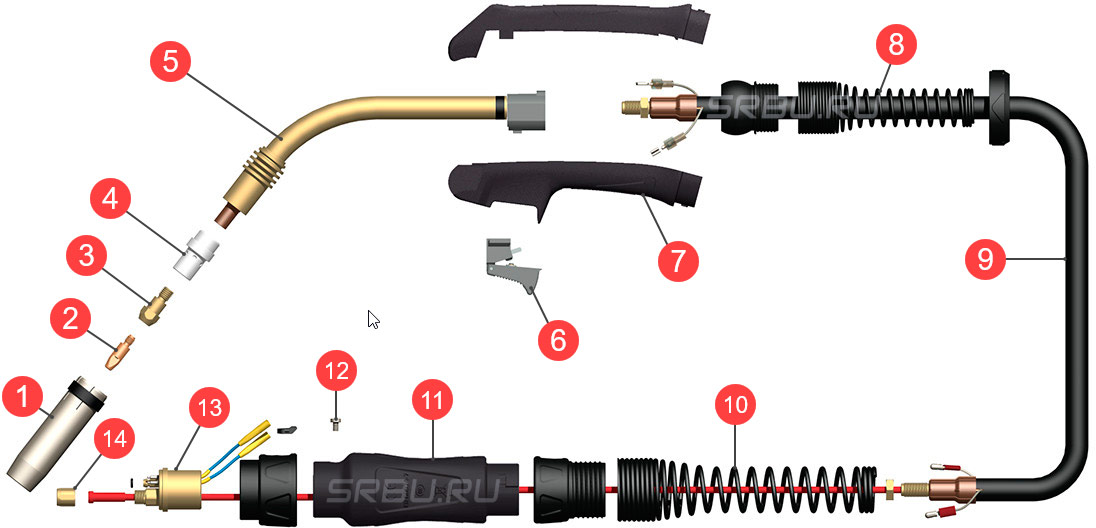
1. A fúvóka kúpos.
2. Jelenlegi tipp.
3. Hegytartó.
4. Gázelosztó.
5. Szócsöve.
6. Gombot.
7. Fogantyút.
8. Összekötő rugó
9. Koaxiális kábel.
10. Összekötő rugó
11. Doboz léghűtéshez.
12. Csavart.
13. Központi gyűjtő.
14. Nut.
Félautomatikus eszköz zseblámpájának jellemzői, amelyeket figyelembe kell venni:
1. A hegesztési áram maximális határa. Ez amperben van feltüntetve, és 150-500 A tartományban lehet. Az eszköz képességei alapján választják meg. Ha a fáklya felső kijelzője alacsonyabb, mint a félautomatikus eszköz maximális áramszilárdsága, akkor hegesztéskor a fáklya gyorsan túlmelegedhet, vagy akár meg is olvadhat.
2. Zseblámpa húzó mechanizmussal. Az eszköz tartalmaz egy kis blokkot, amelynek mechanikus részei húzzák a huzalt a fúvóka felé. Ez lehetővé teszi a hegesztést az energiaforrástól távol, de a kiegészítő test blokkolja a hegesztő láthatóságát és gyorsan viseli a kezét, ezért csak speciális körülmények között történő professzionális használatra indokolt.
3. A folyadékot lehűtöttük. Általában a legtöbb égőt úgy tervezték, hogy a hő természetes módon elpárologjon a felületükről. Vannak olyan termelékenyebb modellek, amelyek kábele egy lezárt tömlőben van lefektetve. Az etil-alkohol fegyelmezett vízzel kering körül. A folyadék eltávolítja a fölösleges hőt és továbbadja a tartályba. A rendszer működéséhez egy kis szivattyú van a készülék fő részében. Ez az égő kialakítás drágább, de lehetővé teszi, hogy egymást követő órákban főzzön nagy áramok mellett.
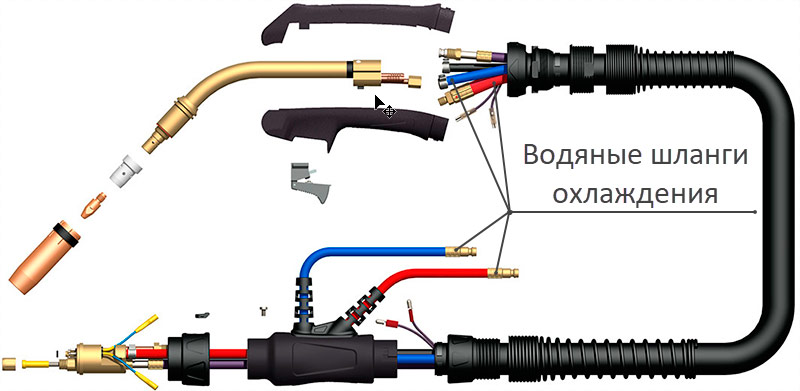
Folyékony hűtésű égő.
Az égő hosszát a pisztoly méretének nevezzük, az eszközhöz csatlakoztatott hüvellyel együtt. Vannak 2–5 m hosszú fáklyák, 7–10 m kevésbé gyakori.Háznál és garázsnál, ha a kis szerkezeteket asztalra vagy padlóra hegesztik, elegendő a 2-3 m hosszúság, majd a huzal késleltetése minimális lesz. Félautomatikus készülék használatakor autótestek vagy üvegházak hegesztésekor célszerű 3-5 m hüvelyt választani, amely biztosítja a hegesztő manőverezhetőségét.

Fontos az égő csatlakozója?
Az égőt az alkatrészek többi részénél nagyobb mechanikai és hőhatások teszik ki, így előbb vagy utóbb megolvad vagy meghibásodik, amelyet cserélni kell. A házhoz egy speciális csatlakozón keresztül van rögzítve, amely egyidejűleg mechanikus rögzítést, érintkezőket tartalmaz az áram átvezetésére, gázcsatornát gumi tömítőgyűrűvel. A gombok áramellátását külön-külön biztosítják egy másik csatlakozón, amelyen kívül van a hüvely.
A jövőben az alkatrészek kiválasztásának egyszerűsége a kiválasztott csatlakozó típusától függ. Van egy csap, külön (az áramhordozó és a gáz alkatrészek a különféle aljzatokba tartoznak) és egy euro-csatlakozó.
A leggyakoribb és könnyen kicserélhető az utóbbi, tehát bölcs dolog választani. De ha egy félautomata eszközt csak időszakos otthoni hegesztésre vásárolnak (hetente egyszer hegesztik), akkor bármilyen csatlakozóval fáklyát is megvásárolhat, mert annak forrása sok évig tart.

Euro-csatlakozó az égő csatlakoztatásához.

Euro-égő adapter az euro-csatlakozóhoz.
Huzalvezető
A huzalbevezető mechanizmusok típusa és elhelyezkedése szerinti változatosságát már korábban megvizsgáltuk, de emellett fontos, hogy választáskor vegye figyelembe a hengerek számát és azok cseréjének lehetőségét. Vannak olyan konstrukciók, amelyek két görgővel (szorító és hajtó) vannak, amelyek egyszerűen biztosítják a töltőanyagot. Ez elég a nem kritikus szerkezetek hegesztéséhez.
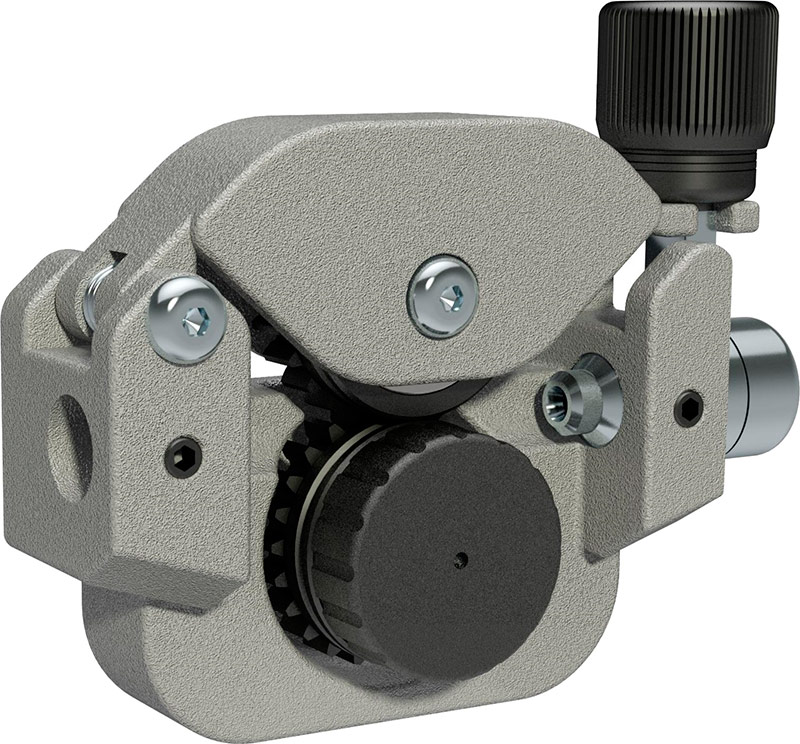
Kétvezetékes huzalbevezető mechanizmus.
Ha egy félautomatikus eszköz segítségével kritikus termékeket terveznek előállítani, ahol a varrás egyenletessége fontos, akkor a hajtómű sebességváltóján négy hengerrel működő mechanizmus hasznos, amelyet stabilabb betáplálás és rándulások hiánya jellemez (amikor a dob elakad). Ez a fajta jobban megbirkózik a kábelcsatorna fordulataival, további ellenállást teremtve, és interferencia nélkül betölti a töltőanyagot a fúvókába. De az ilyen modellek drágábbak.
Négy vezetékes vezeték adagoló mechanizmus.
A huzal meghúzásához a hengereket az adalékanyag átmérőjének megfelelő hornyokkal látják el. Az áram jelentős növekedése vagy csökkenése esetén megváltozik a huzal, a kábelcsatorna és velük együtt a görgők. Ez utóbbit el kell távolítani a tengelyekről, különben más módokban hegesztés lehetetlen. Ez praktikus a vastagságú fémszerkezetek széles skáláján. Ha a jövőben csak vékony vagy csak vastag acélt használnak, akkor először a hengerekkel ellátott készüléket választják ki ehhez, és nincs szükség elempermutálásra.
Induktív beállítás
Néhány félautomatikus eszközön az áramszilárdság, a feszültség és a vezeték sebességének szabályozója mellett van egy induktivitás kapcsoló is. Az induktivitás csökkenti a folyékony fém fröccsenését és növeli annak behatolását a varrás gyökérébe. Ezt úgy érik el, hogy meghosszabbítja a cseppnek a huzal csúcsától való elválasztásának idejét, és simán átjut a csatlakoztatott élekbe. A folyamat végrehajtásához argon és szén-dioxid keverékére van szükség.

Csak akkor érdemes ezt a funkciót fizetni, ha rendszeresen elvégzik a kritikus illesztéseket, amelyek tökéletes varratokat igényelnek, mély behatolás mellett. Ha a tervek tartalmaznak az udvarban lévő hagyományos építmények hegesztését vagy az autók javítását, akkor nem szabad túlfizetni.
Megszakító
Ha működés közben a készülék túlmeleged vagy rövidzárlat lép fel a transzformátor tekercsének fordulatán, akkor az alkatrészek megolvadhatnak és megéghetnek. A félautomatikus készülékek ehhez kapcsolóval vannak felszerelve, amelyek ilyen helyzetekben automatikusan működnek. Ez megvédi a berendezést, a vezetékeket és az embereket, ha az a feszültség alatt lévő részen helyezkedik el (a földhöz kötött szerkezeten áll).
Ha a hegesztőegység nem rendelkezik ilyen védelemmel, akkor csatlakoztatásához külső gép további felszerelését és az energiaellátást csak utána kell elvégezni. Garázsban vagy otthon helyhez kötött használatra ez nem jelent problémát. A belső megszakítóval felszerelt modellek csak az új helyen történő gyakori szállítás és hegesztés ismeretlen körülmények között indokoltak.
Digitális jelzés
A berendezés rajzolható skálával és kézi kapcsolóval rendelkezik, amelyek elforgatása hozzávetőleges képet ad a hegesztőáram és a huzalbevezetési sebesség változásáról. A garázs és a kerítés hegesztésének egyszerű feladatához ez elég.

Ha vékony fémből (karosszéria karosszéria) vagy alumíniumból szeretne összekapcsolni, akkor jobb választani egy félig automatikus eszközt digitális kijelzővel, amely segít pontosan beállítani a kívánt értékeket és megjegyezni őket a jövőben. A beállítást a kerék elforgatásával vagy a „+” és „-” gombok használatával hajthatjuk végre. A számok az eredménytáblán világítanak, és jól láthatók a gyengén megvilágított helyiségekben.


Hálózati kábel minősége
A hálózati kábel mechanikai és hőhatást élvez. Sétálnak rajta, tárgyakat dobnak le, ledobják őket. Egy ilyen műveletnél a huzal gyorsan elhasználódik, és feszültséggel kiteszi a vezetékeket. Ennek fényében tanácsos a dupla kábelszigeteléssel rendelkező félautomata gépeket választani. Egy helyhez kötött helyhez, ahol a huzalt szépen a fal alá helyezik és bezárják (doboz vagy deszka), elegendő egy réteg szigetelés.
A kábel keresztmetszete fontos a feszültség átvitelének biztosítása érdekében. Félautomatikus készülékeknél ez az érték 10 mm-től kezdődik2. Minél erősebb a hegesztőgép, annál vastagabbnak kell lennie a rézmagoknak. 400 A modelleknél a hálózati kábel vastagsága elérheti a 25 mm-t2.
MMA lehetőség
A MIG / MAG hegesztésen kívül néhány félautomatikus eszköznek van egy másik csatlakozója a hagyományos tartó csatlakoztatásához és a bevonatos elektródával történő hegesztéshez. Ez hasznos a fém vágásához nehezen elérhető helyeken, ahol nem lehet becsúsztatni egy lemezt egy darálóból. De ehhez a készüléknek képesnek kell lennie arra, hogy az áramszilárdságot 250-300 A-ra növelje. Ez a funkció akkor is hasznos, ha a csőben mélyen hegesztenek, ahol a kéz nem mászik, és hiányzik a fáklya csúcsa, de eléri a hosszú, 40 cm-es elektródot.
Félautomatikus hegesztőberendezés kiválasztása a tervezett feladatoktól függően
Most már egyesítheti a megszerzett ismereteket és a kulcsfontosságú paramétereket a hegesztéshez használt félautomatikus eszköz kiválasztásához az egyedi igényekhez.
HUNDRED, karosszéria javítás a varratok ezt követő tisztításával
Alkalmas egy modell, amelynek vezetéke 0,8 mm, legfeljebb 150 A, egyetlen egységben, kéthengeres betápláló mechanizmussal. Szükség lesz egy 220 V-os hálózati tápegységre, 2-3 m hosszú égőre, szén-dioxid-palackra.

Speciális berendezések javítása, konténerek, üvegházak, ajtók, kapuk, kerítések hegesztése
Félautomatikus eszközre lesz szüksége 1,0-1,2 mm-es vezetékkel, 250 A teljesítményig, de csatlakoztatva egy 220 V-os háztartási hálózathoz.A hegesztési medence megóvásához argont és szén-dioxidot kell keverni. Sima varratokat kap négy henger és 3 m hosszú kábelcsatorna betápláló mechanizmusával.

Keretek és más fémszerkezetek hegesztése csatornákból, sarkokból és profilcsövekből, legalább 10 mm falvastagsággal.
Ez a feladat egy 380 V-os, 400 A-os félautomata eszköz fogja megbirkózni. Az inert gáz MIX lesz, és jobb választani különálló vezetékes adagolót, amelynek fáklya hossza 5 m. Ez megkönnyíti a mozgást egy nagy szerkezet körül. A hengerek horonyinak 1,6 mm-es huzalátmérővel kell egyezniük.

A félautomatikus eszköz kiválasztása a fenti tippek figyelembevételével helyesen elvégezhető. Szüksége lehet egy vagy két szakasz többszöri újraolvasására, hogy kiderítsen valamit, ám végül a megvásárolt hegesztőgép teljes mértékben megfelel az igényeknek.
Áttekintés a PARAFLOOR laminátumról (PARAFLOR) és működési jellemzőiről
Hogyan válasszuk ki a mobil légkondicionálót - részletes utasítások
Warmica radiátorok - vélemények és vélemények a Lux és a többi alumínium modellről
Mi a különbség az apartmanok és az apartmanok között - részletes összehasonlítás








